Спосіб відновлення деталей типу тіл обертання вібраційним методом
Номер патенту: 68753
Опубліковано: 10.04.2012
Автори: Стеценко Дмитро Володимирович, Гергель Олександр Іванович, Моргун Ігор Миколайович, Горбенко Олександр Вікторович, Біловод Олександра Іванівна, Дудніков Анатолій Андрійович, Півторак Олександр Сергійович, Закутній Олександр Олексійович, Келемеш Антон Олександрович, Дудник Володимир Васильович, Канівець Олександр Васильович, Луста Юрій Леонідович, Шевченко Володимир Володимирович, Махиня Олександр Валерійович, Маслак Володимир Сергійович, Решітник Юрій Григорович, Решітько Руслан Петрович, Дудніков Ігор Анатолійович, Семчук Геннадій Іванович, Грінченко Олексій Федорович
Формула / Реферат
1. Спосіб відновлення деталей типу тіл обертання вібраційним методом, згідно з яким здійснюють пластичне деформування спрацьованої деталі і отримують роздачу деталей до відповідного діаметра, який відрізняється тим, що пластичне деформування спрацьованої деталі здійснюють шляхом застосування контактної вібраційної обробки деталі, яку проводять з використанням пуансона.
2. Спосіб за п. 1, який відрізняється тим, що використовують пуансон, що має кут нахилу робочої калібруючої частини 13-15° та її висоту 4-5 мм.
3. Спосіб за п. 1, який відрізняється тим, що вібраційну роздачу деталей здійснюють при амплітуді звукових коливань 0,25-0,5 мм, частоті 700-2100 хв.-1 впродовж 20-30 с при швидкості руху пуансона 0,025 - 0,035 м/с.
Текст
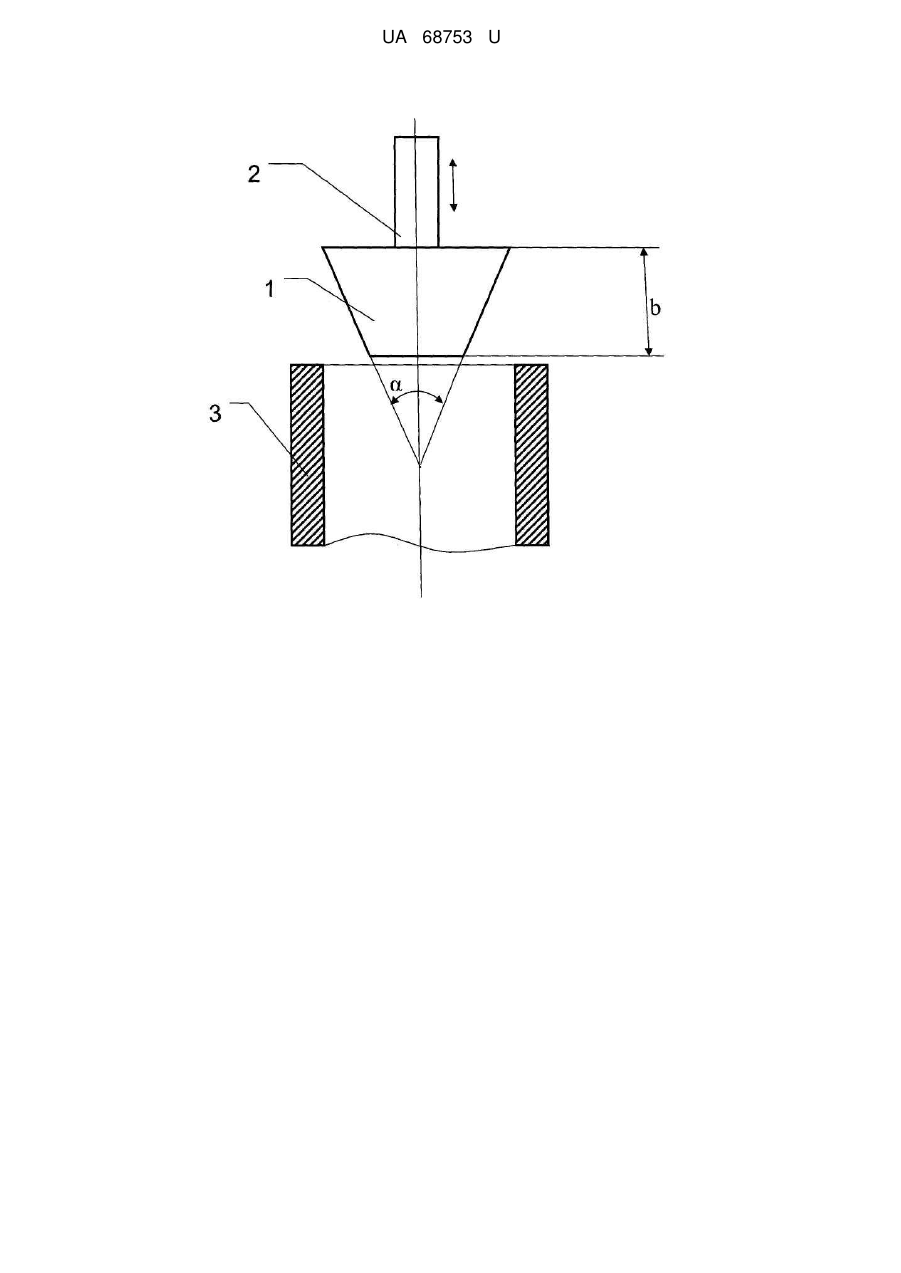
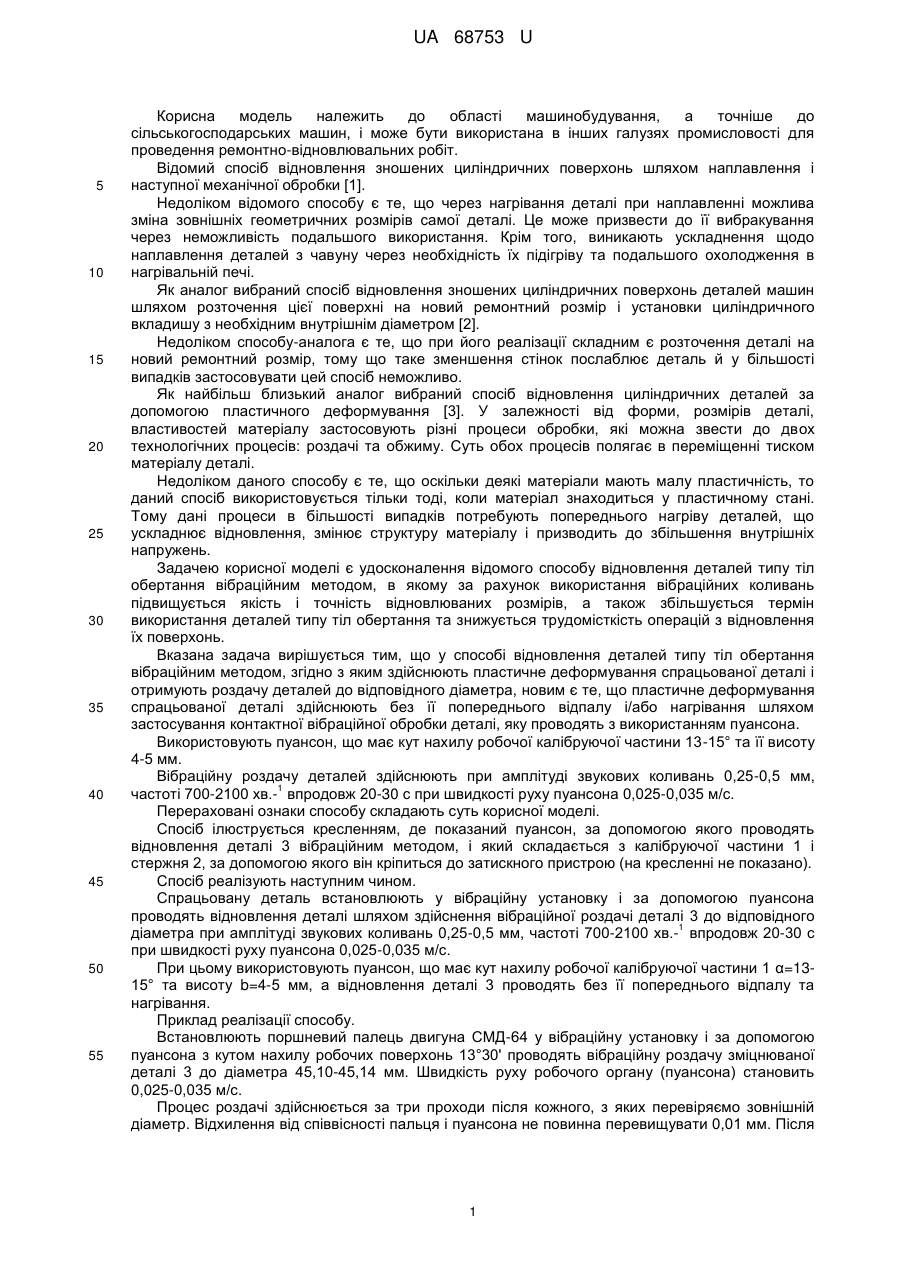
Реферат: Спосіб відновлення деталей типу тіл обертання вібраційним методом, при якому пластичне деформування спрацьованої деталі здійснюють без її попереднього відпалу і/або нагрівання шляхом застосування контактної вібраційної обробки деталі, яку проводять з використанням пуансона. UA 68753 U (12) UA 68753 U UA 68753 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до області машинобудування, а точніше до сільськогосподарських машин, і може бути використана в інших галузях промисловості для проведення ремонтно-відновлювальних робіт. Відомий спосіб відновлення зношених циліндричних поверхонь шляхом наплавлення і наступної механічної обробки [1]. Недоліком відомого способу є те, що через нагрівання деталі при наплавленні можлива зміна зовнішніх геометричних розмірів самої деталі. Це може призвести до її вибракування через неможливість подальшого використання. Крім того, виникають ускладнення щодо наплавлення деталей з чавуну через необхідність їх підігріву та подальшого охолодження в нагрівальній печі. Як аналог вибраний спосіб відновлення зношених циліндричних поверхонь деталей машин шляхом розточення цієї поверхні на новий ремонтний розмір і установки циліндричного вкладишу з необхідним внутрішнім діаметром [2]. Недоліком способу-аналога є те, що при його реалізації складним є розточення деталі на новий ремонтний розмір, тому що таке зменшення стінок послаблює деталь й у більшості випадків застосовувати цей спосіб неможливо. Як найбільш близький аналог вибраний спосіб відновлення циліндричних деталей за допомогою пластичного деформування [3]. У залежності від форми, розмірів деталі, властивостей матеріалу застосовують різні процеси обробки, які можна звести до двох технологічних процесів: роздачі та обжиму. Суть обох процесів полягає в переміщенні тиском матеріалу деталі. Недоліком даного способу є те, що оскільки деякі матеріали мають малу пластичність, то даний спосіб використовується тільки тоді, коли матеріал знаходиться у пластичному стані. Тому дані процеси в більшості випадків потребують попереднього нагріву деталей, що ускладнює відновлення, змінює структуру матеріалу і призводить до збільшення внутрішніх напружень. Задачею корисної моделі є удосконалення відомого способу відновлення деталей типу тіл обертання вібраційним методом, в якому за рахунок використання вібраційних коливань підвищується якість і точність відновлюваних розмірів, а також збільшується термін використання деталей типу тіл обертання та знижується трудомісткість операцій з відновлення їх поверхонь. Вказана задача вирішується тим, що у способі відновлення деталей типу тіл обертання вібраційним методом, згідно з яким здійснюють пластичне деформування спрацьованої деталі і отримують роздачу деталей до відповідного діаметра, новим є те, що пластичне деформування спрацьованої деталі здійснюють без її попереднього відпалу і/або нагрівання шляхом застосування контактної вібраційної обробки деталі, яку проводять з використанням пуансона. Використовують пуансон, що має кут нахилу робочої калібруючої частини 13-15° та її висоту 4-5 мм. Вібраційну роздачу деталей здійснюють при амплітуді звукових коливань 0,25-0,5 мм, 1 частоті 700-2100 хв.- впродовж 20-30 с при швидкості руху пуансона 0,025-0,035 м/с. Перераховані ознаки способу складають суть корисної моделі. Спосіб ілюструється кресленням, де показаний пуансон, за допомогою якого проводять відновлення деталі 3 вібраційним методом, і який складається з калібруючої частини 1 і стержня 2, за допомогою якого він кріпиться до затискного пристрою (на кресленні не показано). Спосіб реалізують наступним чином. Спрацьовану деталь встановлюють у вібраційну установку і за допомогою пуансона проводять відновлення деталі шляхом здійснення вібраційної роздачі деталі 3 до відповідного 1 діаметра при амплітуді звукових коливань 0,25-0,5 мм, частоті 700-2100 хв.- впродовж 20-30 с при швидкості руху пуансона 0,025-0,035 м/с. При цьому використовують пуансон, що має кут нахилу робочої калібруючої частини 1 α=1315° та висоту b=4-5 мм, а відновлення деталі 3 проводять без її попереднього відпалу та нагрівання. Приклад реалізації способу. Встановлюють поршневий палець двигуна СМД-64 у вібраційну установку і за допомогою пуансона з кутом нахилу робочих поверхонь 13°30' проводять вібраційну роздачу зміцнюваної деталі 3 до діаметра 45,10-45,14 мм. Швидкість руху робочого органу (пуансона) становить 0,025-0,035 м/с. Процес роздачі здійснюється за три проходи після кожного, з яких перевіряємо зовнішній діаметр. Відхилення від співвісності пальця і пуансона не повинна перевищувати 0,01 мм. Після 1 UA 68753 U 5 10 15 роздачі проводять шліфування пальця до діаметра 45,015-45,025 мм. Чистота поверхні повинна відповідати не більше за Ra 0,8 мкм. Наступна операція - полірування до діаметра 44,990-44,995 мм. При цьому чистота поверхні повинна бути Ra 0,32 мкм, а овальність і конусність становити не більше за 0,004 мм. Таким чином, пропонований спосіб дозволяє зменшити величину зносу поршневих пальців у 1,28-1,32 разу, а втулок верхніх головок шатунів в 1,79-1,88 разу ніж відновлених роздачею по існуючим способам. При цьому шорсткість відновлюваної поверхні співпадає з шорсткістю поверхні шаблону, що становить не більше за Ra 0,32 мкм. Пропонований спосіб дозволяє підвищити якість відновленої поверхні, а також збільшити термін використання внутрішніх циліндричних поверхонь деталей машин. Він також має нижчу трудомісткість операцій порівняно з наплавленням та подальшою механічною обробкою та не потребує для його реалізації складного обладнання. Джерела інформації: 1. Шехтер С. А., Шварцер А. Я. Наплавлення деталей металургійного устаткування. Довідник / С. А. Шехтер, А. Я. Шварцер. - М.: Металургія, 1981. -С. 133-135. 2. Гольберг Б. Т., Пекелис Г. Д. Ремонт промышленного оборудования / Б. Т. Гольберг, Г. Д. Пекелис. - М.: Профиздат, 1962. - С. 261. 3. Громов Н. П. Теория обработки металлов давлением / Громов Н. П. -М.: Металлургия, 1978.-391 с. 20 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 1. Спосіб відновлення деталей типу тіл обертання вібраційним методом, згідно з яким здійснюють пластичне деформування спрацьованої деталі і отримують роздачу деталей до відповідного діаметра, який відрізняється тим, що пластичне деформування спрацьованої деталі здійснюють шляхом застосування контактної вібраційної обробки деталі, яку проводять з використанням пуансона. 2. Спосіб за п. 1, який відрізняється тим, що використовують пуансон, що має кут нахилу робочої калібруючої частини 13-15° та її висоту 4-5 мм. 3. Спосіб за п. 1, який відрізняється тим, що вібраційну роздачу деталей здійснюють при -1 амплітуді звукових коливань 0,25-0,5 мм, частоті 700-2100 хв. впродовж 20-30 с при швидкості руху пуансона 0,025 - 0,035 м/с. Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of restoration of parts such parts as solids of revolution by vibration method
Автори англійськоюDudnikov Ihor Anatoliiovych, Bilovod Oleksandra Ivanivna, Kanivets Oleksandr Vasyliovych, Dudnyk Volodymyr Vasyliovych, Dudnikov Anatolii Andriiovych, Kelemesh Anton Oleksandrovych, Shevchenko Volodymyr Volodymyrovych, Reshitko Ruslan Petrovych, Hobenko Oleksandr Viktorovych, Morhun Ihor Mykolaiovych, Hrinchenko Oleksii Fedorovych, Zakutnii Oleksandr Oleksiiovych, Lusta Yurii Leonidovych, Semchuk Hennadii Ivanovych, Makhynia Oleksandr Valeriiovych, Stetsenko Dmytro Volodymyrovych, Maslak Volodymyr Serhiiovych, Reshitnyk Yurii Hryhorovych, Pivtorak Oleksandr Serhiiovych, Herhel Oleksandr Ivanovych
Назва патенту російськоюСпособ восстановления деталей типа тел вращения вибрационным методом
Автори російськоюДудников Игорь Анатольевич, Биловод Александра Ивановна, Канивец Александр Васильевич, Дудник Владимир Васильевич, Дудников Анатолий Андреевич, Келемеш Антон Александрович, Шевченко Владимир Владимирович, Решитько Руслан Петрович, Гобенко Александр Викторович, Моргун Игорь Николаевич, Гринченко Алексей Федорович, Закутний Александр Алексеевич, Луста Юрий Леонидович, Семчук Геннадий Иванович, Махиня Александр Валерьевич, Стеценко Дмитрий Владимирович, Маслак Владимир Сергеевич, Решитник Юрий Григорьевич, Пивторак Александр Сергеевич, Гергель Александр Иванович
МПК / Мітки
МПК: B23P 6/00
Мітки: деталей, обертання, вібраційним, тіл, типу, спосіб, відновлення, методом
Код посилання
<a href="https://ua.patents.su/4-68753-sposib-vidnovlennya-detalejj-tipu-til-obertannya-vibracijjnim-metodom.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення деталей типу тіл обертання вібраційним методом</a>
Спосіб відновлення деталей типу тіл обертання
Номер патенту: 68752
Опубліковано: 10.04.2012
Автори: Горбенко Олександр Вікторович, Канівець Олександр Васильович, Дудніков Ігор Анатолійович, Моргун Ігор Миколайович, Маслак Володимир Сергійович, Семчук Геннадій Іванович, Келемеш Антон Олександрович, Півторак Олександр Сергійович, Грінченко Олексій Федорович, Закутній Олександр Олексійович, Біловод Олександра Іванівна, Решітько Руслан Петрович, Махиня Олександр Валерійович, Луста Юрій Леонідович, Дудніков Анатолій Андрійович, Гергель Олександр Іванович, Шевченко Володимир Володимирович, Дудник Володимир Васильович, Решітник Юрій Григорович, Стеценко Дмитро Володимирович
МПК: B23P 6/00
Мітки: обертання, деталей, типу, тіл, відновлення, спосіб
Формула / Реферат:
1. Спосіб відновлення деталей типу тіл обертання, згідно з яким здійснюють пластичне деформування спрацьованої деталі і отримують роздачу деталей до відповідного діаметра, який відрізняється тим, що пластичне деформування спрацьованої деталі здійснюють шляхом застосування контактної вібраційної обробки деталі.2. Спосіб за п. 1, який відрізняється тим, що вібраційну роздачу деталей здійснюють при амплітуді звукових коливань (0,25-0,5)...
Установка для відновлення та зміцнення стальних деталей вібраційним методом
Номер патенту: 68751
Опубліковано: 10.04.2012
Автори: Грінченко Олексій Федорович, Горбенко Олександр Вікторович, Дудніков Ігор Анатолійович, Півторак Олександр Сергійович, Луста Юрій Леонідович, Стеценко Дмитро Володимирович, Закутній Олександр Олексійович, Решітько Руслан Петрович, Шевченко Володимир Володимирович, Семчук Геннадій Іванович, Маслак Володимир Сергійович, Канівець Олександр Васильович, Дудник Володимир Васильович, Решітник Юрій Григорович, Гергель Олександр Іванович, Моргун Ігор Миколайович, Келемеш Антон Олександрович, Дудніков Анатолій Андрійович, Біловод Олександра Іванівна, Махиня Олександр Валерійович
МПК: B23P 6/00
Мітки: деталей, вібраційним, зміцнення, відновлення, стальних, установка, методом
Формула / Реферат:
1. Установка для відновлення та зміцнення стальних деталей вібраційним методом, що складається зі станини, робочого інструмента, віброзбудника у вигляді вібратора, привода, амортизаційної системи, яка відрізняється тим, що робочий інструмент виконаний у вигляді пуансона, що співвісно розміщується над матрицею зі зміцнюваною стальною деталлю, і який виконаний з можливістю вертикального переміщення відносно неї та контактної передачі у...
Кокіль для відновлення деталей методом електрошлакової технології

Номер патенту: 62891
Опубліковано: 26.09.2011
Автори: Капустян Олексій Євгенович, Білоник Ігор Методійович, Петрашов Олександр Сергійович
МПК: C22B 9/193
Мітки: відновлення, деталей, кокіль, технології, методом, електрошлакової
Формула / Реферат:
Кокіль для відновлення деталей методом електрошлакової технології, виконаний у вигляді корпуса, який має охолоджувані канали і внутрішню порожнину, що копіює форму відновлюваної деталі, має пази, в яких розташовані вставки з легуючих матеріалів, який відрізняється тим, що кокіль має мідний водоохолоджуваний піддон, а з протилежної сторони до вставок він має вікно, куди встановлюється деталь, що відновлюється.
Індуктор для гартування деталей типу “тіл обертання”
Номер патенту: 20284
Опубліковано: 15.01.2007
Автори: Брощак Іван Іванович, Дзюра Володимир Олексійович, Казюка Ігор Євгенович, Левкович Михайло Генадійович, Гевко Іван Богданович
МПК: C21D 1/09
Мітки: тіл, індуктор, гартування, обертання, типу, деталей
Формула / Реферат:
Індуктор для гартування деталей типу "тіл обертання", який виконаний у вигляді зовнішнього багатовиткового соленоїда, з'єднувальних колодок з трансформатором, підвідних і відвідних трубок для подачі і відводу води з зони нагрівання, діелектричної підставки і елементів кріплення, який відрізняється тим, що торцева поверхня деталі гартування є у взаємодії з діелектричною підставкою, причому внутрішня частина індуктора виконана у...
Контрольний пристрій для заміру конструктивних параметрів деталей типу “тіл обертання”
Номер патенту: 14464
Опубліковано: 15.05.2006
Автори: Дзюра Володимир Олексійович, Левенець Володимир Богданович, Колісник Олег Анатолійович, Геник Ігор Степанович, Ляшук Олег Леонтійович
МПК: G01B 3/20
Мітки: типу, деталей, заміру, параметрів, контрольний, тіл, пристрій, конструктивних, обертання
Формула / Реферат:
Контрольний пристрій для заміру конструктивних параметрів деталей типу «тіл обертання», який виконано у вигляді основи з вертикальною стійкою, установного елемента у вигляді вала і затискних елементів, індикаторної головки з вимірювальним щупом, напрямними і кріпильними елементами, який відрізняється тим, що вал консольно встановлений у вертикальну стійку типу "ластівчина хвоста" в підшипниках кочення з можливістю обертання, на валу...
Попередній патент: Спосіб відновлення деталей типу тіл обертання
Наступний патент: Спосіб відновлення спрацьованих лемешів ґрунтообробних машин
Випадковий патент: Спосіб лікування артеріальної гіпертензії