Ванна для антикорозійної обробки арматурних стрижнів у потоці прокатки
Номер патенту: 69219
Опубліковано: 25.04.2012
Автори: Крейда Ольга Василівна, Алімов Валерій Іванович, Завгородній Олександр Миколайович
Формула / Реферат
Ванна для антикорозійної обробки арматурних стрижнів у потоці прокатки, що містить ємність, бічний лоток з колекторами для підведення повітря, яка відрізняється тим, що вона додатково оснащена ротором з притисками з можливістю його обертання.
Текст
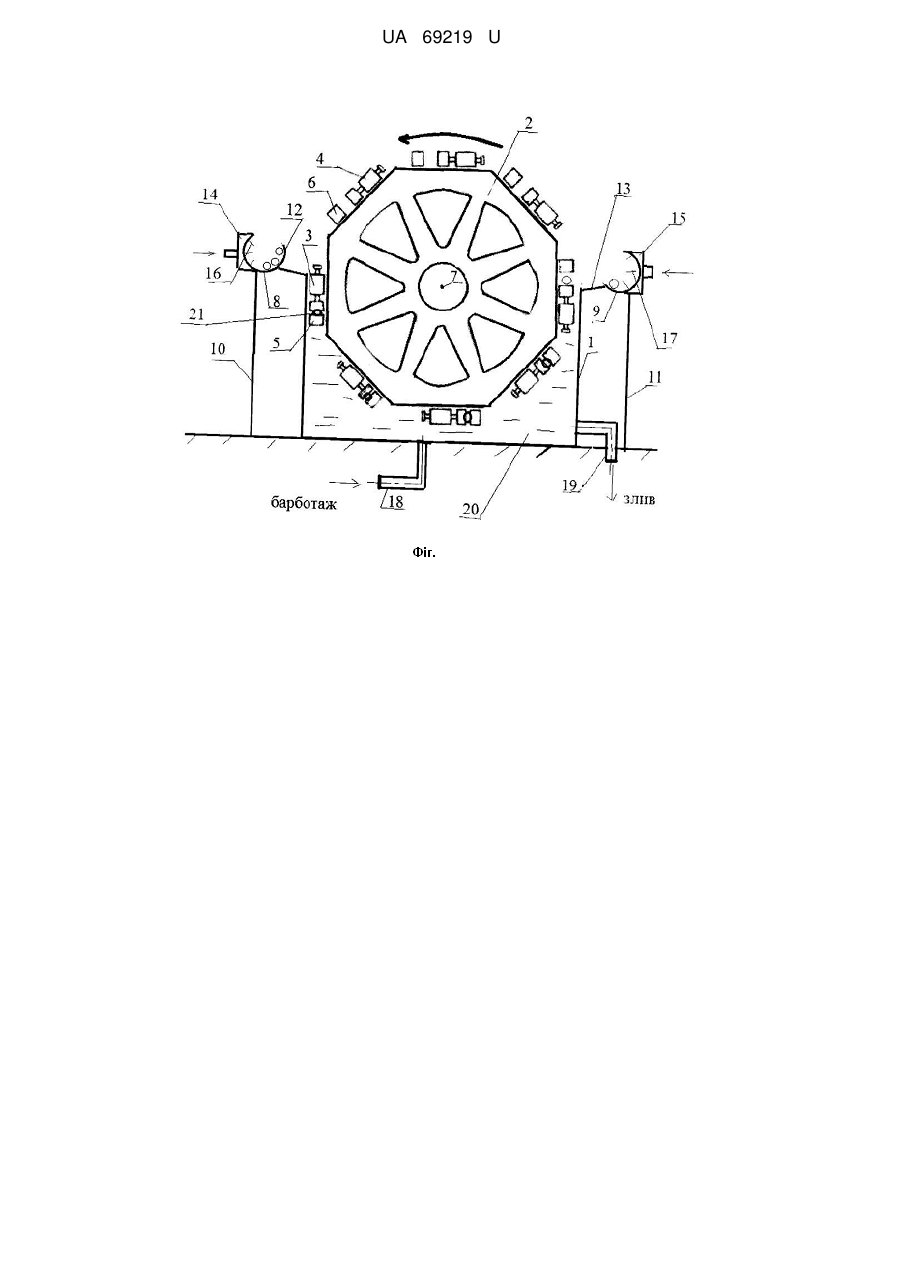
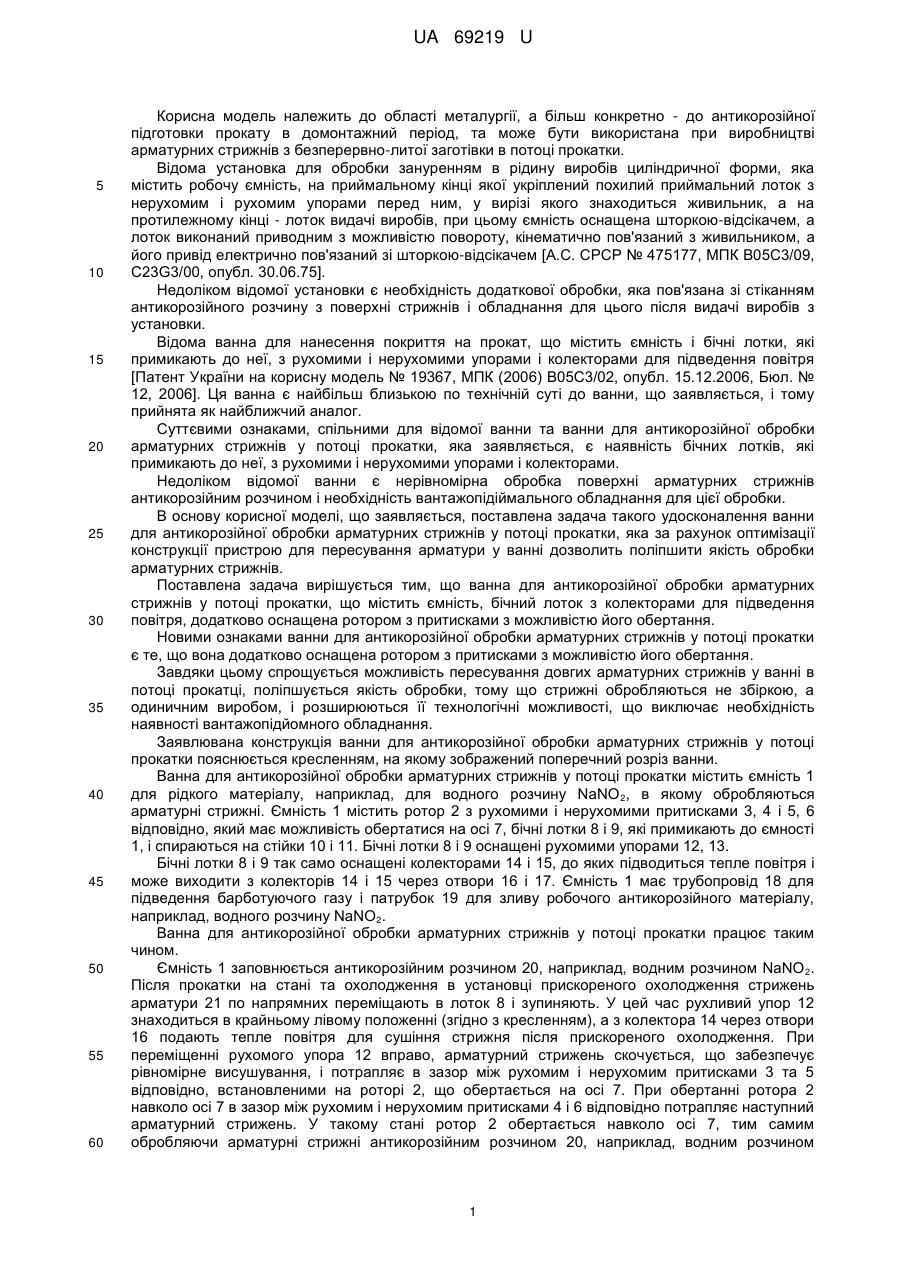
Реферат: Ванна для антикорозійної обробки арматурних стрижнів у потоці прокатки додатково оснащена ротором з притисками з можливістю його обертання. UA 69219 U (12) UA 69219 U UA 69219 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до області металургії, а більш конкретно - до антикорозійної підготовки прокату в домонтажний період, та може бути використана при виробництві арматурних стрижнів з безперервно-литої заготівки в потоці прокатки. Відома установка для обробки зануренням в рідину виробів циліндричної форми, яка містить робочу ємність, на приймальному кінці якої укріплений похилий приймальний лоток з нерухомим і рухомим упорами перед ним, у вирізі якого знаходиться живильник, а на протилежному кінці - лоток видачі виробів, при цьому ємність оснащена шторкою-відсікачем, а лоток виконаний приводним з можливістю повороту, кінематично пов'язаний з живильником, а його привід електрично пов'язаний зі шторкою-відсікачем [А.С. СРСР № 475177, МПК В05С3/09, C23G3/00, опубл. 30.06.75]. Недоліком відомої установки є необхідність додаткової обробки, яка пов'язана зі стіканням антикорозійного розчину з поверхні стрижнів і обладнання для цього після видачі виробів з установки. Відома ванна для нанесення покриття на прокат, що містить ємність і бічні лотки, які примикають до неї, з рухомими і нерухомими упорами і колекторами для підведення повітря [Патент України на корисну модель № 19367, МПК (2006) В05С3/02, опубл. 15.12.2006, Бюл. № 12, 2006]. Ця ванна є найбільш близькою по технічній суті до ванни, що заявляється, і тому прийнята як найближчий аналог. Суттєвими ознаками, спільними для відомої ванни та ванни для антикорозійної обробки арматурних стрижнів у потоці прокатки, яка заявляється, є наявність бічних лотків, які примикають до неї, з рухомими і нерухомими упорами і колекторами. Недоліком відомої ванни є нерівномірна обробка поверхні арматурних стрижнів антикорозійним розчином і необхідність вантажопідіймального обладнання для цієї обробки. В основу корисної моделі, що заявляється, поставлена задача такого удосконалення ванни для антикорозійної обробки арматурних стрижнів у потоці прокатки, яка за рахунок оптимізації конструкції пристрою для пересування арматури у ванні дозволить поліпшити якість обробки арматурних стрижнів. Поставлена задача вирішується тим, що ванна для антикорозійної обробки арматурних стрижнів у потоці прокатки, що містить ємність, бічний лоток з колекторами для підведення повітря, додатково оснащена ротором з притисками з можливістю його обертання. Новими ознаками ванни для антикорозійної обробки арматурних стрижнів у потоці прокатки є те, що вона додатково оснащена ротором з притисками з можливістю його обертання. Завдяки цьому спрощується можливість пересування довгих арматурних стрижнів у ванні в потоці прокатці, поліпшується якість обробки, тому що стрижні обробляються не збіркою, а одиничним виробом, і розширюються її технологічні можливості, що виключає необхідність наявності вантажопідйомного обладнання. Заявлювана конструкція ванни для антикорозійної обробки арматурних стрижнів у потоці прокатки пояснюється кресленням, на якому зображений поперечний розріз ванни. Ванна для антикорозійної обробки арматурних стрижнів у потоці прокатки містить ємність 1 для рідкого матеріалу, наприклад, для водного розчину NaNO 2, в якому обробляються арматурні стрижні. Ємність 1 містить ротор 2 з рухомими і нерухомими притисками 3, 4 і 5, 6 відповідно, який має можливість обертатися на осі 7, бічні лотки 8 і 9, які примикають до ємності 1, і спираються на стійки 10 і 11. Бічні лотки 8 і 9 оснащені рухомими упорами 12, 13. Бічні лотки 8 і 9 так само оснащені колекторами 14 і 15, до яких підводиться тепле повітря і може виходити з колекторів 14 і 15 через отвори 16 і 17. Ємність 1 має трубопровід 18 для підведення барботуючого газу і патрубок 19 для зливу робочого антикорозійного матеріалу, наприклад, водного розчину NaNO2. Ванна для антикорозійної обробки арматурних стрижнів у потоці прокатки працює таким чином. Ємність 1 заповнюється антикорозійним розчином 20, наприклад, водним розчином NaNO 2. Після прокатки на стані та охолодження в установці прискореного охолодження стрижень арматури 21 по напрямних переміщають в лоток 8 і зупиняють. У цей час рухливий упор 12 знаходиться в крайньому лівому положенні (згідно з кресленням), а з колектора 14 через отвори 16 подають тепле повітря для сушіння стрижня після прискореного охолодження. При переміщенні рухомого упора 12 вправо, арматурний стрижень скочується, що забезпечує рівномірне висушування, і потрапляє в зазор між рухомим і нерухомим притисками 3 та 5 відповідно, встановленими на роторі 2, що обертається на осі 7. При обертанні ротора 2 навколо осі 7 в зазор між рухомим і нерухомим притисками 4 і 6 відповідно потрапляє наступний арматурний стрижень. У такому стані ротор 2 обертається навколо осі 7, тим самим обробляючи арматурні стрижні антикорозійним розчином 20, наприклад, водним розчином 1 UA 69219 U 5 10 15 NaNO2. Для барботування розчину подається барботуючий газ по трубопроводу 18. Одночасно з ємності 1 на рухливий упор 13, який знаходиться у лівому крайньому положенні (згідно з кресленням), відбувається вивантаження обробленого арматурного стрижня з рухомого і нерухомого притиску 3 та 5, а при подальшому обертанні з рухомого і нерухомого притиску 4 і 6. При повороті рухомого упора 13 вправо відбувається переміщення стрижня з подальшим його сушінням за допомогою колектора 15 через отвори 17 в бічному лотку 9. Далі арматурний стрижень переміщується з лотка 9 за межі ванни для антикорозійної обробки арматурних стрижнів у потоці прокатки на стелаж для пакетування стрижнів. Надлишки рідини при прийомі і розвантаженні арматурних стрижнів зливаються в ємність 1 за допомогою бічних лотків 8 і 9 відповідно, які приєднані до ємності 1 і спираються на стійки 10 і 11 відповідно. При необхідності або заміні антикорозійного розчину 20, наприклад, водного розчину NaNO 2, його зливають з ємності 1 через патрубок для зливу 19. Заявлена ванна забезпечує розширення технологічних можливостей виробництва арматурних стрижнів з гарантованою корозійною стійкістю. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 Ванна для антикорозійної обробки арматурних стрижнів у потоці прокатки, що містить ємність, бічний лоток з колекторами для підведення повітря, яка відрізняється тим, що вона додатково оснащена ротором з притисками з можливістю його обертання. 25 Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюBathfor anticorrosive treatment of reinforcing rods in rolling flow
Автори англійськоюAlimov Valerii Ivanovych, Kreida Olha Vasylivna, Zavhorodnii Oleksandr Mykolaiovych
Назва патенту російськоюВанна для антикоррозионной обработки арматурных стержней в потоке прокатки
Автори російськоюАлимов Валерий Иванович, Крейда Ольга Васильевна, Завгородний Александр Николаевич
МПК / Мітки
МПК: B05C 3/00
Мітки: ванна, потоці, прокатки, арматурних, антикорозійної, обробки, стрижнів
Код посилання
<a href="https://ua.patents.su/4-69219-vanna-dlya-antikorozijjno-obrobki-armaturnikh-strizhniv-u-potoci-prokatki.html" target="_blank" rel="follow" title="База патентів України">Ванна для антикорозійної обробки арматурних стрижнів у потоці прокатки</a>
Пристрій для обв’язування арматурних стрижнів, барабан для дроту і процес ідентифікації барабана для дроту
Номер патенту: 86961
Опубліковано: 10.06.2009
Автори: Кусакарі Ічіро, Нагаока Такахіро
МПК: E04G 21/12, B65B 13/18, B25B 25/00, E04G 21/16
Мітки: дроту, обв'язування, ідентифікації, пристрій, арматурних, процес, барабана, барабан, стрижнів
Формула / Реферат:
1. Пристрій для обв'язування арматурних стрижнів, який має камеру для утримування, котра утворена в головному тілі цього пристрою і в котрій утримується барабан з намотаним на ньому дротом для обв'язування арматурних стрижнів, де зазначений дріт скручується для обв'язування арматурних стрижнів після обмотування ним цих стрижнів, який відрізняється тим, що зазначена камера для утримування обладнана першим засобом детектування для детектування...
Спосіб антикорозійної обробки металевих виробів
Номер патенту: 96204
Опубліковано: 10.10.2011
Автори: Ююкін Константин Олексійович, Левчик Анатолій Олександрович, Кобяков Володимир Євгеньович, Вініченко Роман Петрович
МПК: C23C 22/00
Мітки: виробів, спосіб, антикорозійної, обробки, металевих
Формула / Реферат:
Спосіб антикорозійної обробки металевих виробів, який полягає у тому, що на поверхню металевого виробу у режимі його подачі після гарячої прокатки впливають аерозольним потоком фосфатуючої композиції, що містить активний продукт на основі водного розчину фосфорної кислоти і цільову добавку на основі кольорових металів і органічної сполуки, при наступному співвідношенні компонентів, мас. %: активний продукт ...
Спосіб антикорозійної хімічної обробки металевих виробів
Номер патенту: 51063
Опубліковано: 25.06.2010
Автори: Ююкін Константин Олексійович, Вініченко Роман Петрович, Кобяков Володимир Євгеньович, Левчик Анатолій Олександрович
МПК: C23C 22/00
Мітки: хімічної, металевих, спосіб, антикорозійної, обробки, виробів
Формула / Реферат:
Спосіб антикорозійної хімічної обробки металевих виробів шляхом нанесення на гарячу поверхню металевого виробу антикорозійного покриття, який включає операції подачі нагрітих металевих виробів, з подальшим нанесенням антикорозійного покриття на гарячу поверхню металевого виробу за допомогою дії на неї аерозольним потоком з водного розчину фосфатуючої композиції, що містить активний продукт на основі фосфорної кислоти і цільові добавки на...
Ванна для нанесення покриття на прокат

Номер патенту: 19367
Опубліковано: 15.12.2006
Автори: Міньковський Ігор Давидович, Смірнова Яна Олександрівна, Алімов Валерій Іванович, Яковенко Анатолій Петрович
МПК: B05C 3/02
Мітки: покриття, нанесення, ванна, прокат
Формула / Реферат:
Ванна для нанесення покриття на прокат, що містить ємність і бічні лотки, які примикають до неї, з рухливими і нерухомими упорами, яка відрізняється тим, що бічні лотки додатково оснащені колекторами для підведення повітря.
Спосіб прокатки профілів для арматурних стержнів
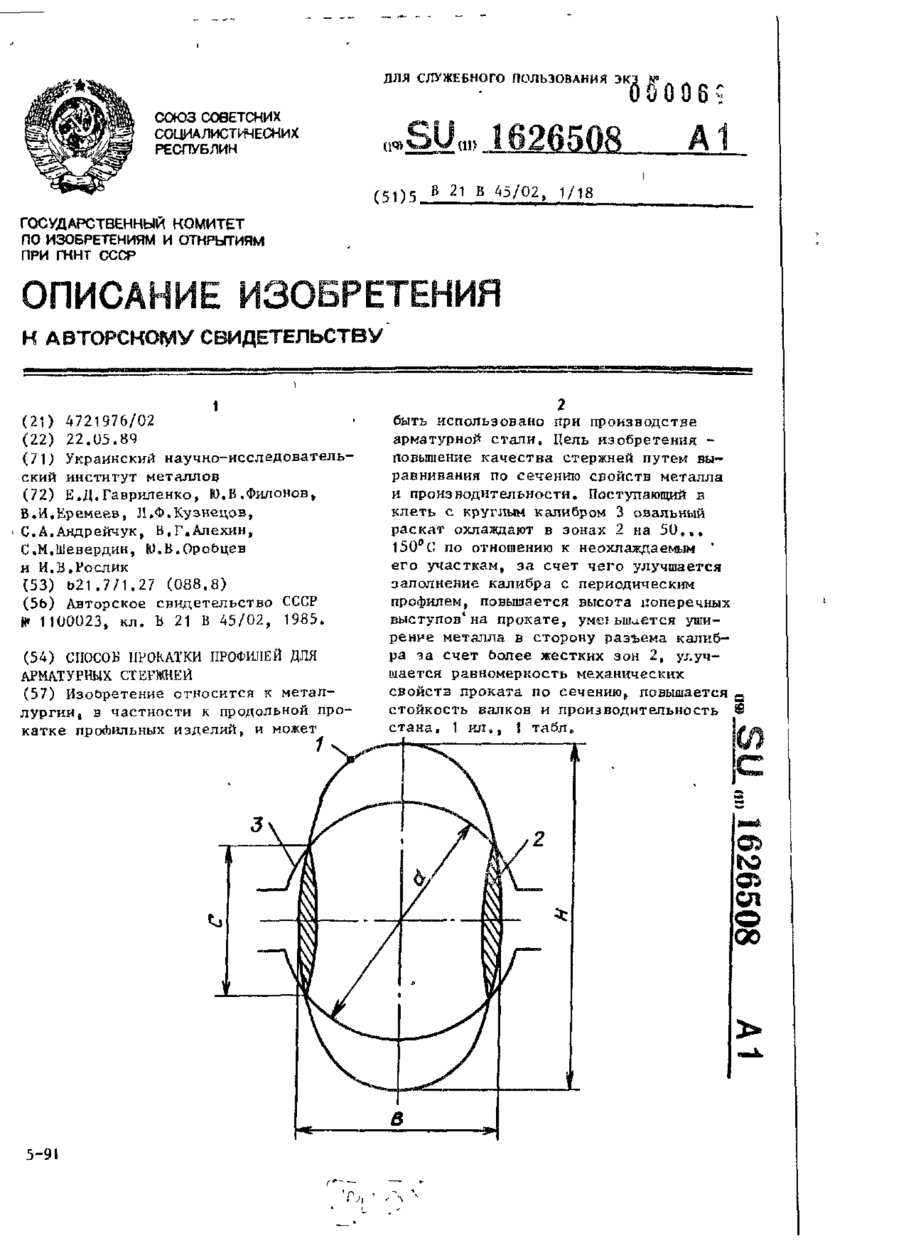
Номер патенту: 2396
Опубліковано: 26.12.1994
Автори: Єрємєєв Віктор Іванович, Шевердін Сергій Митрофанович, Оробцев Юрій Вікторович, Гавриленко Євген Дмитрович, Рослік Ігор Вітальєвич, Филонов Юрій Всеволодович, Альохін Вячеслав Григорович, Андрійчук Сергій Андрійович, Кузнєцов Лев Федорович
МПК: B21B 45/02, B21B 1/16
Мітки: стержнів, профілів, спосіб, прокатки, арматурних
Формула / Реферат:
Способ прокатки профилей для арматурных стержней, включающий прокатку в круглом чистовом калибре предчистового овального раската, подвергнутого регулируемому охлаждению локальных участков его поверхности, отличающийся тем, что, с целью повышения качества стержней путем выравнивания по сечению свойств металла и производительности путем снижения износа валков, охлаждение предчистового овального раската осуществляют в зонах его боковых...