Спосіб прокатки профілів для арматурних стержнів
Номер патенту: 2396
Опубліковано: 26.12.1994
Автори: Кузнєцов Лев Федорович, Єрємєєв Віктор Іванович, Альохін Вячеслав Григорович, Андрійчук Сергій Андрійович, Гавриленко Євген Дмитрович, Рослік Ігор Вітальєвич, Оробцев Юрій Вікторович, Филонов Юрій Всеволодович, Шевердін Сергій Митрофанович
Формула / Реферат
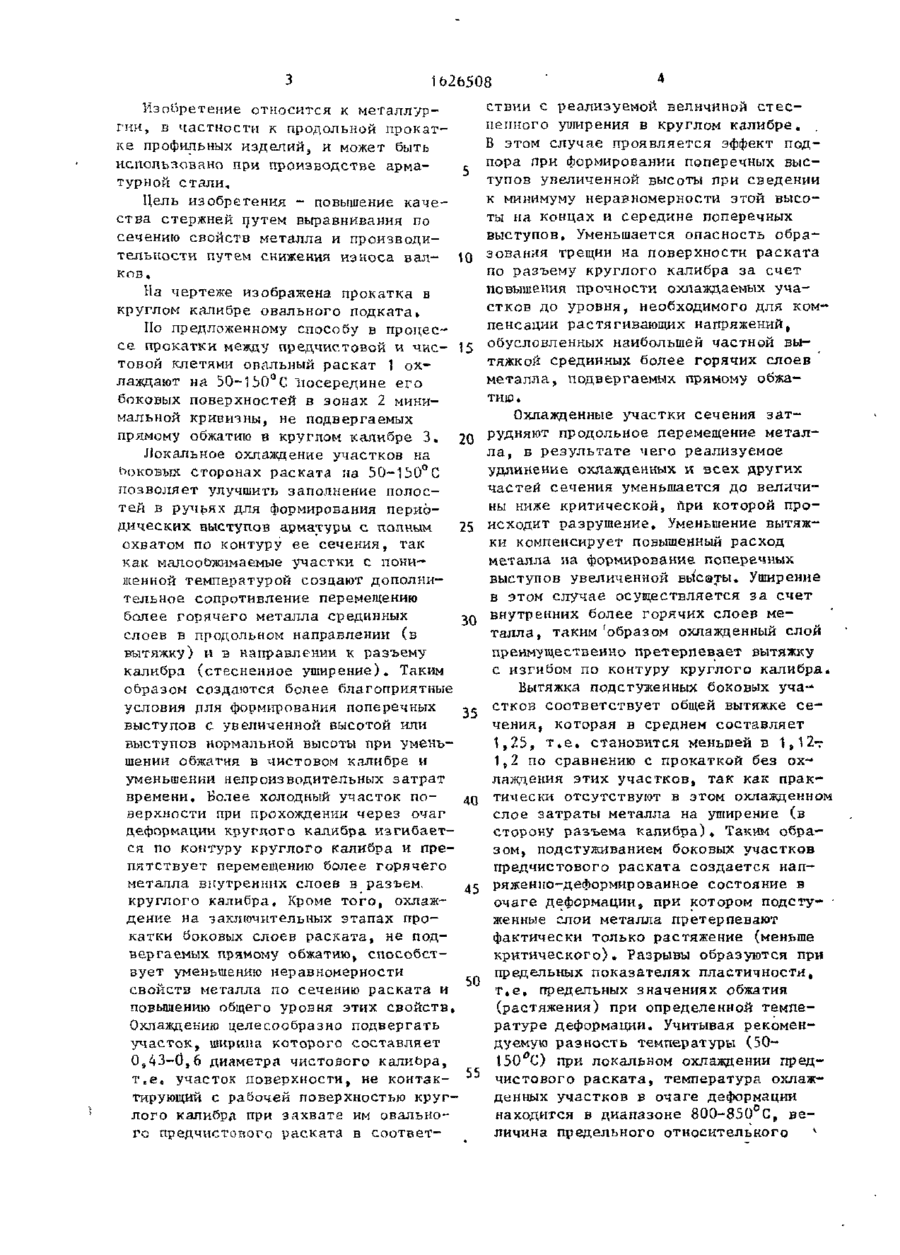
Способ прокатки профилей для арматурных стержней, включающий прокатку в круглом чистовом калибре предчистового овального раската, подвергнутого регулируемому охлаждению локальных участков его поверхности, отличающийся тем, что, с целью повышения качества стержней путем выравнивания по сечению свойств металла и производительности путем снижения износа валков, охлаждение предчистового овального раската осуществляют в зонах его боковых поверхностей, имеющих минимальную кривизну и не подвергаемых прямому обжатию, до снижения температуры поверхности этих зон относительно неохлаждаемых на 50—150 °C.
Текст
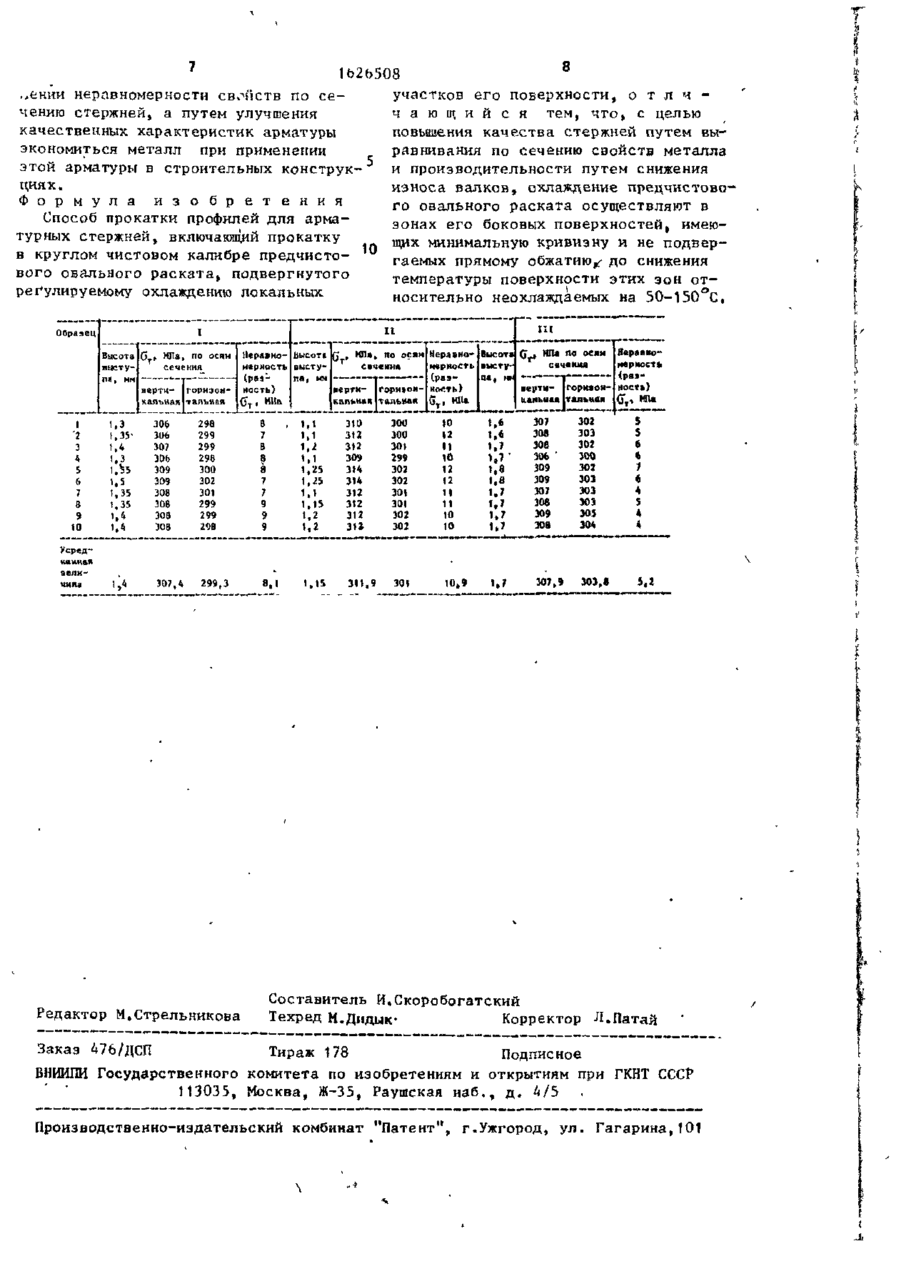
Изобретение относится к металлургии» в частности к продольной прок а т к е профильных изделий, и может быть использовано при производстве арматурной стали. Цель изобретения повышение качества стержней путем выравнивания по сечению свойств металла и производительности. Поступающий в клеть с круглым калибром 3 овальный раскат охлалодают в зонах 2 на 50,,. 150°С по отношению к неохлаждаемым ' его участкам, за счет чего улучшается заполнение калибра с периодическим профилем, повышается высота поперечных выступов*на прокате, уменьшается уширение металла в сторону разъема калибра за счет более жестких зон 2, улучшается равномерность механических свойств проката по сечению, повышается « стойкость валков и производительность стана. 1 ил.. 1 табл» ел о 00 5-91 'г. 1o2b508 Изобретение относится к металлургии, в частности к продольной прокатке профильных изделий, и может быть использовано при производстве арматурной стали. Цель изобретения - повышение к а ч е ства стержней путем выравнивания по сечению свойств металла и производительности путем снижения износа в а л - 10 ков. На чертеже изображена прокатка в круглом калибре овального подката» По предложенному способу в процессе прокатки между предчистовой и чистовой клетями овальный раскат 1 охлаждают на 50-150°С посередине его боковых поверхностей в зонах 2 минимальной кривизны, не подвергаемых прямому обжатию в круглом калибре 3, 20 Локальное охлаждение участков на Ьоковых сторонах раската на 50~1Ь0°С позволяет улучшить заполнение полостей в ручьях для формирования периодических выступов арматуры с полным 25 охватом по контуру ее сечения, так как малоо&жимаемые участки с пониженной температурой создают дополнительное сопротивление перемещению более горячего металла срединных 30 слоев в продольном направлении (в вытяжку) и в направлении к разъему калибра (стесненное уширение). Таким образом создаются более благоприятные условия для формирования поперечных 35 выступов с увеличенной высотой или выступов нормальной высоты при уменьшении обжатия в чистовом калибре и уменьшении непроизводительных затрат времени. Более холодный участок п о верхности при прохождении через очаг 40 деформации круглого калибра изгибается по контуру круглого калибра и препятствует перемещению более горячего метапла внутренних слоев в разъем, круглого калибра. Кроме того, охлаж- 45 дение на заключительных этапах прокатки боковых слоев раската, не подвергаемых прямому обжатию, способствует уменьшению неравномерности евойстз металла по сечению раската и 50 повышению общего уровня этих свойств. Охлаждению целесообразно подвергать участок, ширина которого составляет 0 9 4 3 - 0 , 6 диаметра чистового калибра, т . е , участок поверхности, не контак- 55 тирующий с рабочей поверхностью круглого калибрд при захвате им овального предчистового раската в соответ ствии с реализуемой величиной с т е с ненного уширения в круглом калибре, В этом случае проявляется эффект подпора при формировании поперечных выступов увеличенной высоты при сведении к минимуму неравномерности этой высоты на концах и середине поперечных выступов. Уменьшается опасность образования трещин на поверхности р а с к а т а по разъему круглого калибра за счет повышения прочности охлаждаемых участков до уровня, необходимого для компенсации растягивающих напряжений, обусловленных наибольшей частной вытяжкой срединных более горячих слоев металла, подвергаемых прямому обжатию. Охлажденные участки сечения з а т рудняют продольное перемещение металл а , в р е з у л ь т а т е чего реализуемое удлинение охлажденных и всех других частей сечения уменьшается до величины ниже критической, при которой происходит разрушение. Уменьшение вытяжки компенсирует повышенный расход металла иа формирование поперечных выступов увеличенной вы'саты. Уширение в этом случае осуществляется за счет внутренних более горячих слоев металла, таким'образом охлажденный слой преимущественно претерпевает вытяжку с изгибом по контуру круглого калибра„ Вытяжка подстуженных боковых участков соответствует общей вытяжке с е чения, которая в среднем составляет 1,25, т „ е . становится меньшей в 1,1 2~ 1 S 2 по сравнению с прокаткой без охлаждения этих участков, так как практически отсутствуют в этом охлажденном слое затраты металла на уширение (в сторону разъема калибра)* Таким образом, подстуживанием боковых участков предчистового раската создается напряженно-деформированное состояние в очаге деформации 5 при котором подсту- • женные слои металла претерпевают фактически только растяжение (меньше критического). Разрывы образуются при предельных показателях пластичности» т . е . предельных значениях обжатия (растяжения) при определенной температуре деформации. Учитывая рекомендуемую разность температуры (50150°С) при локальном охлаждении предчистового р а с к а т а , температура озшажденных участков в очаге деформации находится в диапазоне 800-850°С„ в е v личина предельного относительного 1b2bM)8 сота выступа по сравнению с прототиудлинения - в диапазоне 27-35^ и препом в среднем увеличивается в 1,5 восходит фактически реализуемое при раза, а неравномерность свойств по подстуживании Ьоковых участков. При сечению уменьшается в 2 р а з а . Так как прокатке без подстуживания температудля данной марки стали при реализуера боковых участков предчистового расмых условиях прокатки предельных уската равна 950-1000°С, чем определяловий по пластичности не возникают, ется критическое удлинение порядка заметных следов разрушения на всех 40%. Учитывая затраты металла на ушиобразцах не обнаружено. рение, реальная величина удлинения 10 Температурный интервал охлаждения может реализоваться в пределах 40овального предччетового раската уста60%, что превосходит предельные знановлен опытным путем. чения удлинения по условиям пластичности для этой температуры и связано Снижение температуры поверхности с опасностью возникновения разрывов охлаждаемых частей предчистового рас15 на боковых участках. ката более чем на 150о. по сравнению С с неохлаждаемыми частями приводит Предложенный способ может быть к условиям предельной пластичности,, реализован на сортовом стане, оснапри которых возникает опасность обращенном предчистовой и чистовой клетями, при прокатке в системе двухвалко- 20 зования разрывов на этих участка*,, Кроме того, такая степень охлаждения вых кали (эр ов овал-круг, при этом охпредчистового раската потребует увелаждение предчистового раската осуличения продольных габаритов охлаждаществляется водой высокого давления ющих устройств за пределы, обусловс использованием устройств (форсунок) 25 ленные расстоянием между чистовой и известных конструкций. Например, на предчистовой клетями действующих стастане 250 прокатывается арматурная нов» сталь № 18 Г С 3781-82. ПредчистоО Т Охлаждение участков предчистового вой овальный раскат из Ст 5 с размераската менее чем на 50 С не дает рами овала по большей оси Н=1,2-1,26„ ощутимых результатов по улучшению dH=22 мм и по малой оси В-0 } 8-0,9, 30 формообразования поперечных выступов dH =1b мм с температурой поверхности и улучшению свойств. 900 С задают в проводковую валковую Данный способ можно также реализоарматуру чистового круглого калибра, вать при прокатке круглой стали, чем снабженную форсунками для подачи воды обеспечивается повышение ее точности под давлением 3,5 атм на участки поверхности предчистового раската, при(уменьшение овальности), снижение налегающие к малой оси овала. При захоравномерности свойств по сечению, де в чистовой круглый калибр прилеустранение опасности возникновения гающие к малой оси овала участки ; поверхностных дефектов (трещин), Лопредчистового раската шириной 6--10 мм , , кальное охлаждение предчистового рас. имеют температуру 780°С. 4U ката происходит при прохождении им Для сравнения результатов прокатырасстояния между предчистовой и чисвают образцы по трем режимам: I - без товой клетями через специальную проохлаждения, II - по известному спосоводковую арматуру (линейки или трубу), бу, III - по предлагаемому способу. , в боковых стенках которых вмонтировас Отожженные образцы одного выполнения ны форсунки. Регулировкой скорости и с одинаковой исходной температурой прокатки в пределах 8-20 м/с, давленагрева в количестве трех штук прокания охлаждающей воды в пределах до тываются в отдельности по трем режи10 атм, а также протяженности охлажмам. Замеры твердости осуществляют по вертикальной и горизонтапьной осям 50 дающего устройства в пределах 0,5-3 м достигается охлаждение боковых участсечения иа расстоянии 0,2 d H от цо~ ков раската па 50-150 С. Согласно данверхности. При определении механичесным опробования в промышленных условиких характеристик проката используют ях предлагаемого способа в сравнении известные эмирические зависимости: 55 с известным улучшаются условия прокат(jB^0,3b НВ/кг/мм ^0,33 НБ, МШ\> ки в чистовом калибре, так как уменьr вр шаются нагрузки и износ валков, при Сопоставление полученных результакачественном выполнении поперечных тов (см, таблицу) показывает, что вывыступов арматурных стержней и умень G * о,ьС. т 8 1 tb2b508 ,>ении неравномерности свойств по сеучастков его поверхности, о т л и чению стержней, а путем улучшения ч а ю щ и й с я тем, что, с целью качественных характеристик арматуры повышения качества стержней путем выэкономиться металл при применении равнивания по сечению свойств металла этой арматуры в строительных конструк и производительности путем снижения днях,, износа валков, охлаждение предчистовоФормула и з о б р е т е н и я го овального раската осуществляют в Способ прокатки профилей для армазонах его боковых поверхностей, имеютурных стержней, включающий прокатку щих минимальную кривизну и не подверв круглом чистовом калибре предчисто- 10 гаемых прямому обжатию^ до снижения вого овального раската, подвергнутого температуры поверхности этих зон отрегулируемому охлаждению локальных носительно неохлаждаемых на 50-150°С. Образец пі II I по осям иармость выстусечения 1 — (раз па, М Л пя, мм верти- горняоиверти- горизон- ность) кальная тальная 6 Т , МНа тальиак Высота 0t иысту МПа, по осям Неравно- Высота сечения :| 1 '2 3 4 5 6 7 8 9 10 Усредненная величина 1, 3 1, 351, 4 1, 3 1 *І5 1 5 I , 35 1, 35 1, 4 1, 4 ! 8 7 В 8 8 7 зов 298 299 299 298 300 302 301 299 299 208 307,4 299,3 8,1 306 ЇО6 307 306 309 309 308 308 308 Редактор М.Стрельникова і 1 1 1 1, 1, 1, 1, 1 , гъ 1, 1, і 1 , 15 1, 2 1. 2 7 9 9 9 1 15 310 312 312 30» 314 31* 312 312 312 311 311 9 Неравно- Высота С . НП* пс осям мерность выстусеч*мня па !•>! (разП « , ДО ркяонность) верти- |гс ь как цільная IT ал С . «и Г " т 30U 300 301 299 302 302 301 301 102 302 10 12 301 10,9 И 10 12 12 11 11 10 10 >6 ,7 »' .в ,7 .7 .7 .7 '- 307 308 зов ЗОЬ ' 309 309 307 зов 309 зов 307,9 Неравномерность (ра>ность) ОТ,» ™« 302 5 303 302 300 302 5 303 303 303 305 304 6 Ь 1 6 * S 4 4 303, в Составитель И.Скоробогатский Техред М.ДидыкКорректор Л.ПатаЙ ' Заказ 476/ДСП Тираж 178 Подписное Б И П Государственного комитета по изобретениям и открытиям при ГКНТ СССР НИИ 113035, Москва, Ж-35, Раушская наб., д . А/5 Производственно-издательский комбинат "Патент", г.Ужгород, ул. Гагарина,101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rolling of profiles for reinforcing rods
Автори англійськоюHavrylenko Yevhen Dmytrovych, Filonov Yurii Vsevolodovych, Yeriemieiev Viktor Ivanovych, Kuznietsov Lev Fedorovych, Andriichuk Serhii Andriiovych, Aliokhin Viacheslav Hryhorovych, Sheverdin Serhii Mytrofanovych, Orobtsev Yurii Viktorovych, Roslik Ihor Vitalievych
Назва патенту російськоюСпособ прокатки профилей для арматурных стержней
Автори російськоюГавриленко Евгений Дмитриевич, Филонов Юрий Всеволодович, Еремеев Виктор Иванович, Кузнецов Лев Федорович, Андрийчук Сергей Андреевич, Алехин Вячеслав Григорьевич, Шевердин Сергей Митрофанович, Оробцев Юрий Викторович, Рослик Игорь Витальевич
МПК / Мітки
МПК: B21B 1/16, B21B 45/02
Мітки: прокатки, спосіб, стержнів, арматурних, профілів
Код посилання
<a href="https://ua.patents.su/4-2396-sposib-prokatki-profiliv-dlya-armaturnikh-sterzhniv.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки профілів для арматурних стержнів</a>
Спосіб прокатки кутових профілів
Номер патенту: 1421
Опубліковано: 25.03.1994
Автори: Гончар Володимир Павлович, Кузнєцов Лев Федорович, Прохода Григорій Сергійович, Филонов Юрій Всеволодович, Сапригін Хразален Михайлович, Гавриленко Євген Дмитрович, Єремєєв Віктор Іванович, Крупник Ісаак Абрамович
Мітки: кутових, спосіб, профілів, прокатки
Формула / Реферат:
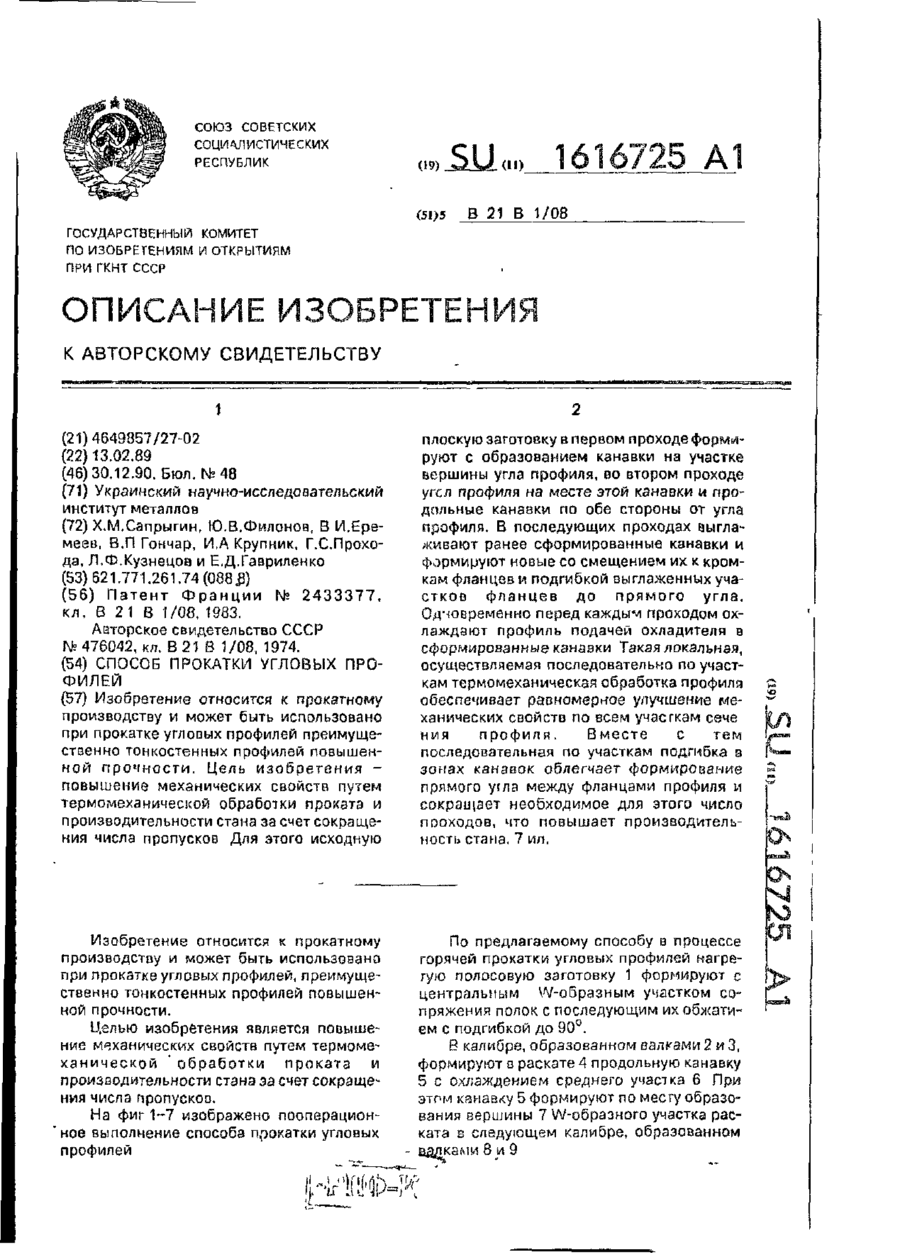
Способ прокатки угловых профилей из полосовой заготовки, включающий формирование заготовки W-образного сечения с развернутыми фланцами, образующими продольные канавки, и последующую подгибку фланцев до угла 90° между ними, отличающийся тем, что, с целью повышения механических свойств путем термомеханической обработки проката и производительности стана за счет сокращения числа пропусков, в первом проходе профилируют продольную канавку на...
Спосіб безперервної прокатки штабів
Номер патенту: 805
Опубліковано: 15.12.1993
Автори: Филонов Юрій Всеволодович, Кузнєцов Лев Федорович, Букрєєв Іван Іванович, Гавриленко Євген Дмитрович, Андрійчук Сергій Андрійович, Холодило Валерій Андрійович, Ющевський Віктор Карлович, Шишко Юрій Борисович, Єрємєєв Віктор Іванович
МПК: B21B 1/26
Мітки: прокатки, безперервної, спосіб, штабів
Формула / Реферат:
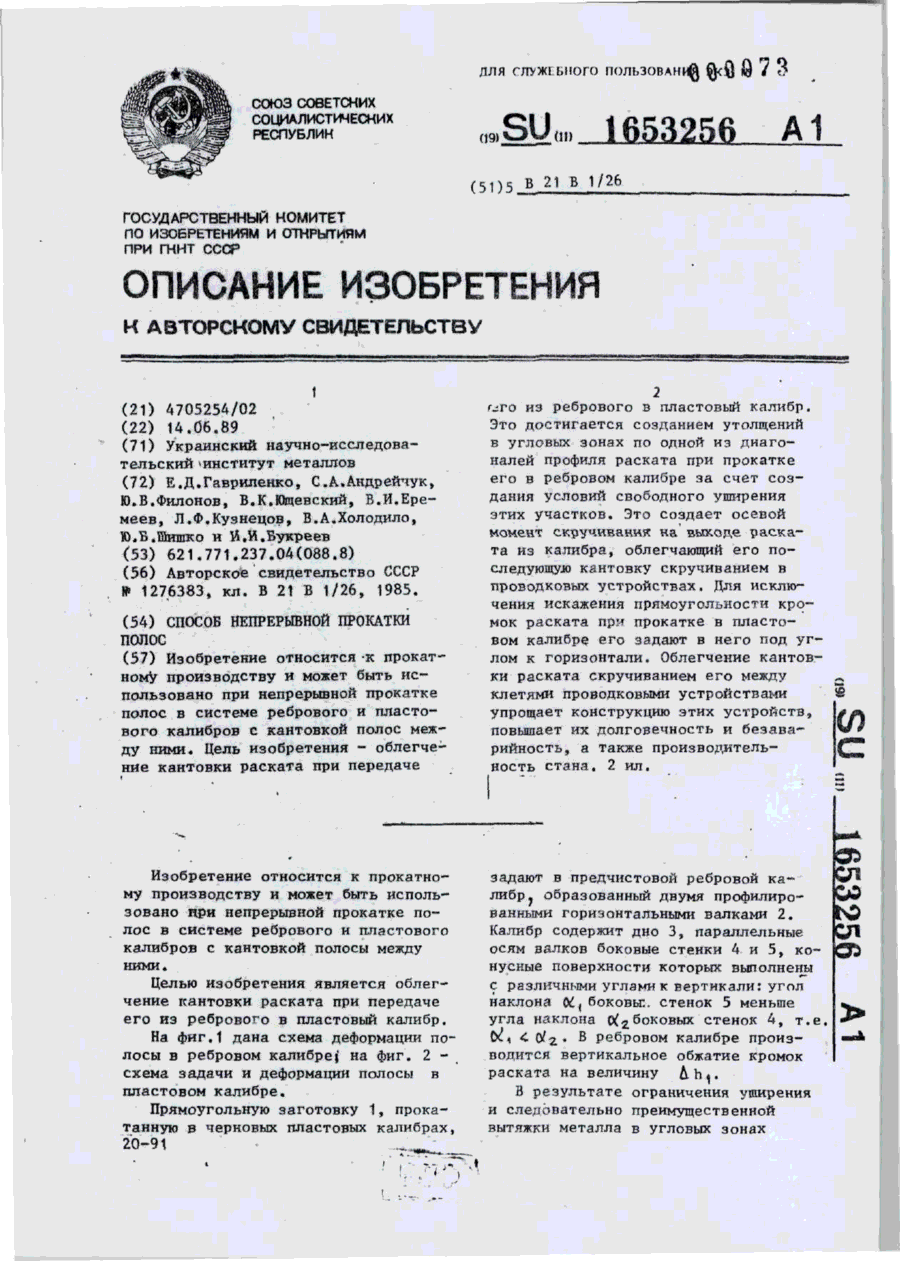
Способ непрерывной прокатки полос, преимущественно высоких, в системо ребрового и пластового калибров, включающий создание момента осевого скручивания раската на выходе из калибра в процессе ребрового обжатия, отличающийся тем, что, с целью облегчения кантовки раската при передаче его из ребрового в пластовый калибр, в ребровом калибре создают утолщения в угловых зонах по одной из диагоналей профиля раската путем преимущественного...
Спосіб прокатки профілів швелерного типу
Номер патенту: 964
Опубліковано: 15.12.1993
Автори: Дорожко Іван Кирилович, Кірієнко Анатолій Іванович, Мирошниченко Анатолій Васильович, Мних Юрій Вікентійович, Проценко Юрій Юрьєвич, Гавриленко Євген Дмитрович, Филонов Юрій Всеволодович
Мітки: типу, спосіб, швелерного, прокатки, профілів
Формула / Реферат:
Способ прокатки профилей швеллерного типа, включающий деформацию в черновых проходах развернутого раската с изогнутыми стенкой и полками, выпрямление элементов профиля и подгибку полок по направлению к стенке в чистовом калибре, отличающийся тем, что, с целью улучшения качества проката по механическим свойствам за счет повышения степени проработки структуры металла в полках профиля, в черновых проходах раскат формируют с двойным...
Спосіб прокатки штабового металу
Номер патенту: 652
Опубліковано: 15.12.1993
Автори: Крупник Ісаак Абрамович, Кузнєцов Лев Федорович, Гавриленко Євген Дмитрович, Прохода Григорій Сергійович, Сапригін Хразален Михайлович, Ющевський Віктор Карлович, Гончар Володимир Павлович, Филонов Юрій Всеволодович, Єремєєв Віктор Іванович
МПК: B21B 1/38
Мітки: прокатки, металу, штабового, спосіб
Формула / Реферат:
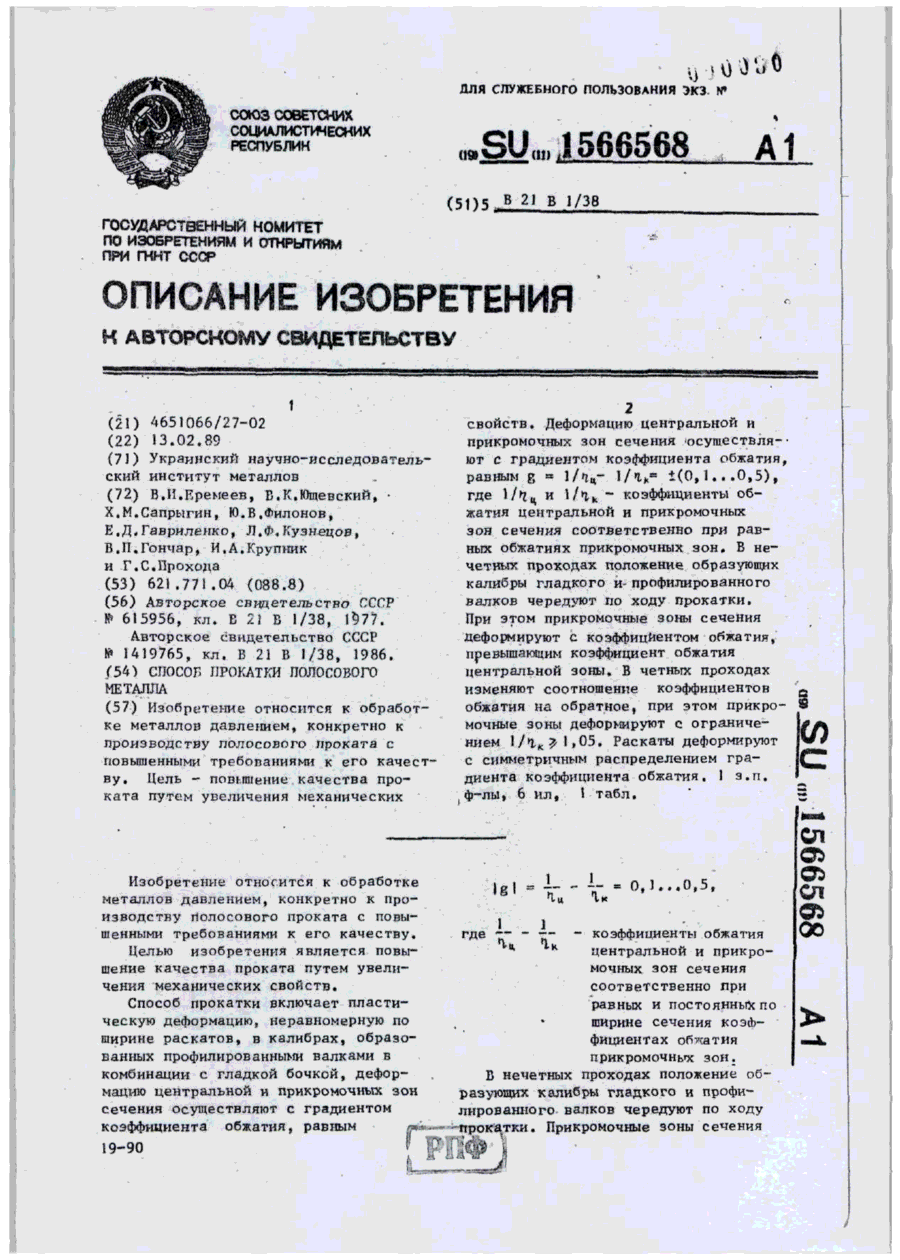
1. Способ прокатки полосового металла, включающий неравномерную деформацию заготовки по ширине с образованием центральной и прикромочных зон прокаткой в профилированных валках с чередованием их в четных и нечетных проходах, отличающийся тем, что, с целью повышения качества проката путем увеличения механических свойств, прокатку в четных проходах центральной и прикромочных зон осуществляют с градиентом коэффициента обжатия,...
Спосіб прокатки швелерних профілей
Номер патенту: 1143
Опубліковано: 30.12.1993
Автори: Дорожко Іван Кирилович, Мних Юрій Вікентійович, Кірієнко Анатолій Іванович, Филонов Юрій Всеволодович, Мирошниченко Анатолій Васильович, Гавриленко Євген Дмитрович, Проценко Юрій Юрійович
МПК: B21B 1/08
Мітки: швелерних, прокатки, профілей, спосіб
Формула / Реферат:
1 .Способ прокатки швеллерных профилей, включающий получение заготовки в виде полосового раската с треугольными выступами в местах образования сопряжений полок и стенки профиля и последующую формовку из него элементов профиля с подгибкой полок к поверхности, противоположной треугольным выступам, отличающийся тем, что, с целью повышения качества профиля за счет стабилизации мест гиба, перед формовкой полок и стенки на полосовом раскате у...
Попередній патент: Гумова суміш
Наступний патент: Спосіб огранки деформованого кристалу алмазу
Випадковий патент: Замок вузла податливості металевого рамного податливого кріплення із шахтних спецпрофілів "м7д"