Прес напівсухого пресування
Номер патенту: 6989
Опубліковано: 31.03.1995
Автори: Тимощенков Володимир Георгійович, Савченко Олександр Григорович, Лисяк Генадій Миколайович, Бартош Юрій Леонідович, Федоров Георгій Дмитрович, Ковтун Олександр Павлович

Формула / Реферат
1. Пресс полусухого прессования, содержащий размещенные на движущемся возвратно-поступательном столе пресс-формы, питатель, устройство подпрессовки, механизм прессования и калибрующий нож, отличающийся тем, что питатель размещен между механизмом прессования и устройством подпрессовки, а калибрующий нож с рабочей пилообразной кромкой смонтирован на обращенной к механизму прессования стенке питателя.
2. Пресс по п. 1, отличающийся тем, что он снабжен прикрепленным на обращенной к механизму прессования стенке питателя упором и смонтированными на столе наклонными лотками для отвода готовых изделий на конвейер.
Текст
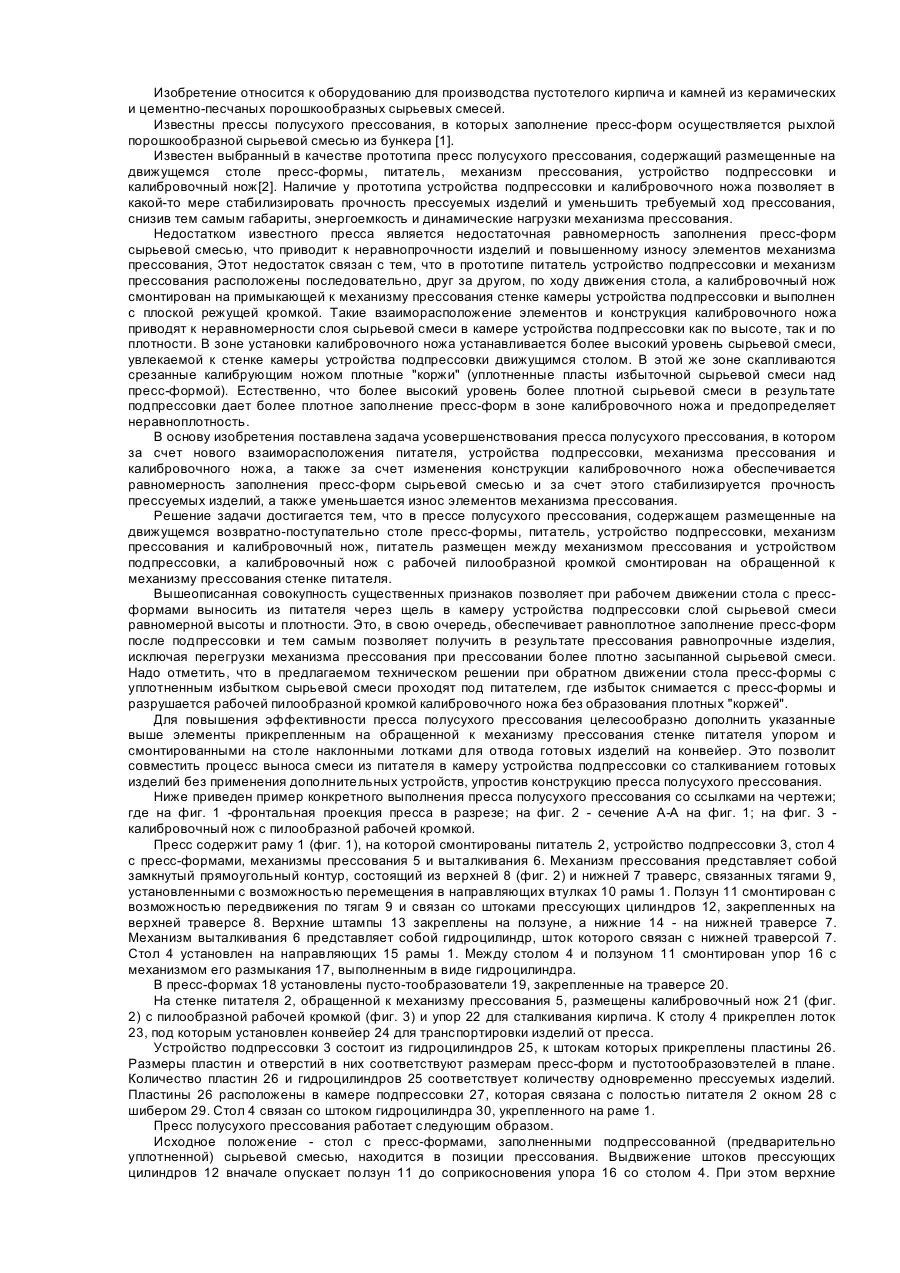
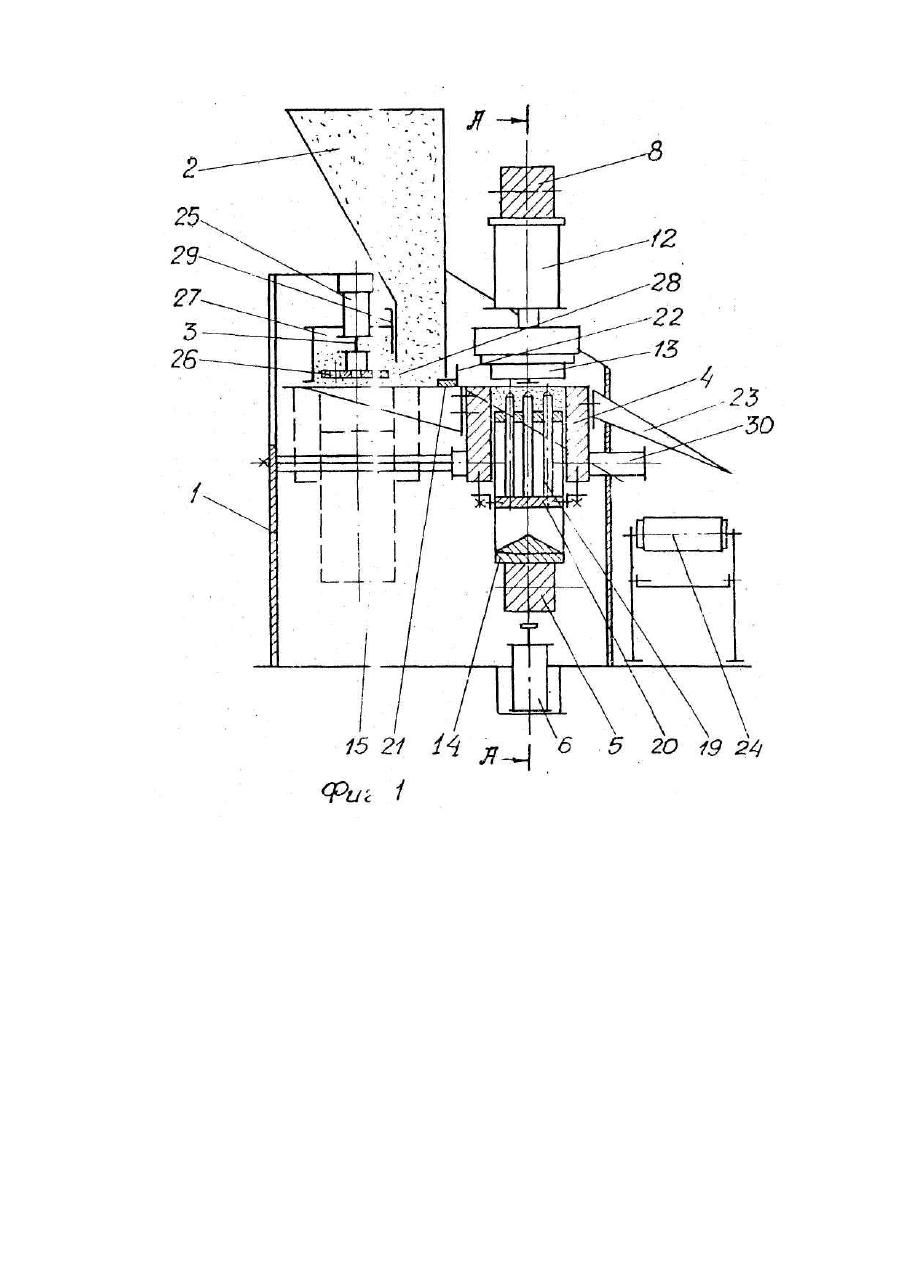
Изобретение относится к оборудованию для производства пустотелого кирпича и камней из керамических и цементно-песчаных порошкообразных сырьевых смесей. Известны прессы полусухого прессования, в которых заполнение пресс-форм осуществляется рыхлой порошкообразной сырьевой смесью из бункера [1]. Известен выбранный в качестве прототипа пресс полусухого прессования, содержащий размещенные на движущемся столе пресс-формы, питатель, механизм прессования, устройство подпрессовки и калибровочный нож[2]. Наличие у прототипа устройства подпрессовки и калибровочного ножа позволяет в какой-то мере стабилизировать прочность прессуемых изделий и уменьшить требуемый ход прессования, снизив тем самым габариты, энергоемкость и динамические нагрузки механизма прессования. Недостатком известного пресса является недостаточная равномерность заполнения пресс-форм сырьевой смесью, что приводит к неравнопрочности изделий и повышенному износу элементов механизма прессования, Этот недостаток связан с тем, что в прототипе питатель устройство подпрессовки и механизм прессования расположены последовательно, друг за другом, по ходу движения стола, а калибровочный нож смонтирован на примыкающей к механизму прессования стенке камеры устройства подпрессовки и выполнен с плоской режущей кромкой. Такие взаиморасположение элементов и конструкция калибровочного ножа приводят к неравномерности слоя сырьевой смеси в камере устройства подпрессовки как по высоте, так и по плотности. В зоне установки калибровочного ножа устанавливается более высокий уровень сырьевой смеси, увлекаемой к стенке камеры устройства подпрессовки движущимся столом. В этой же зоне скапливаются срезанные калибрующим ножом плотные "коржи" (уплотненные пласты избыточной сырьевой смеси над пресс-формой). Естественно, что более высокий уровень более плотной сырьевой смеси в результате подпрессовки дает более плотное заполнение пресс-форм в зоне калибровочного ножа и предопределяет неравноплотность. В основу изобретения поставлена задача усовершенствования пресса полусухого прессования, в котором за счет нового взаиморасположения питателя, устройства подпрессовки, механизма прессования и калибровочного ножа, а также за счет изменения конструкции калибровочного ножа обеспечивается равномерность заполнения пресс-форм сырьевой смесью и за счет этого стабилизируется прочность прессуемых изделий, а также уменьшается износ элементов механизма прессования. Решение задачи достигается тем, что в прессе полусухого прессования, содержащем размещенные на движущемся возвратно-поступательно столе пресс-формы, питатель, устройство подпрессовки, механизм прессования и калибровочный нож, питатель размещен между механизмом прессования и устройством подпрессовки, а калибровочный нож с рабочей пилообразной кромкой смонтирован на обращенной к механизму прессования стенке питателя. Вышеописанная совокупность существенных признаков позволяет при рабочем движении стола с прессформами выносить из питателя через щель в камеру устройства подпрессовки слой сырьевой смеси равномерной высоты и плотности. Это, в свою очередь, обеспечивает равноплотное заполнение пресс-форм после подпрессовки и тем самым позволяет получить в результате прессования равнопрочные изделия, исключая перегрузки механизма прессования при прессовании более плотно засыпанной сырьевой смеси. Надо отметить, что в предлагаемом техническом решении при обратном движении стола пресс-формы с уплотненным избытком сырьевой смеси проходят под питателем, где избыток снимается с пресс-формы и разрушается рабочей пилообразной кромкой калибровочного ножа без образования плотных "коржей". Для повышения эффективности пресса полусухого прессования целесообразно дополнить указанные выше элементы прикрепленным на обращенной к механизму прессования стенке питателя упором и смонтированными на столе наклонными лотками для отвода готовых изделий на конвейер. Это позволит совместить процесс выноса смеси из питателя в камеру устройства подпрессовки со сталкиванием готовых изделий без применения дополнительных устройств, упростив конструкцию пресса полусухого прессования. Ниже приведен пример конкретного выполнения пресса полусухого прессования со ссылками на чертежи; где на фиг. 1 -фронтальная проекция пресса в разрезе; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 калибровочный нож с пилообразной рабочей кромкой. Пресс содержит раму 1 (фиг. 1), на которой смонтированы питатель 2, устройство подпрессовки 3, стол 4 с пресс-формами, механизмы прессования 5 и выталкивания 6. Механизм прессования представляет собой замкнутый прямоугольный контур, состоящий из верхней 8 (фиг. 2) и нижней 7 траверс, связанных тягами 9, установленными с возможностью перемещения в направляющих втулках 10 рамы 1. Ползун 11 смонтирован с возможностью передвижения по тягам 9 и связан со штоками прессующих цилиндров 12, закрепленных на верхней траверсе 8. Верхние штампы 13 закреплены на ползуне, а нижние 14 - на нижней траверсе 7. Механизм выталкивания 6 представляет собой гидроцилиндр, шток которого связан с нижней траверсой 7. Стол 4 установлен на направляющих 15 рамы 1. Между столом 4 и ползуном 11 смонтирован упор 16 с механизмом его размыкания 17, выполненным в виде гидроцилиндра. В пресс-формах 18 установлены пусто-тообразователи 19, закрепленные на траверсе 20. На стенке питателя 2, обращенной к механизму прессования 5, размещены калибровочный нож 21 (фиг. 2) с пилообразной рабочей кромкой (фиг. 3) и упор 22 для сталкивания кирпича. К столу 4 прикреплен лоток 23, под которым установлен конвейер 24 для транспортировки изделий от пресса. Устройство подпрессовки 3 состоит из гидроцилиндров 25, к штокам которых прикреплены пластины 26. Размеры пластин и отверстий в них соответствуют размерам пресс-форм и пустотообразовэтелей в плане. Количество пластин 26 и гидроцилиндров 25 соответствует количеству одновременно прессуемых изделий. Пластины 26 расположены в камере подпрессовки 27, которая связана с полостью питателя 2 окном 28 с шибером 29. Стол 4 связан со штоком гидроцилиндра 30, укрепленного на раме 1. Пресс полусухого прессования работает следующим образом. Исходное положение - стол с пресс-формами, заполненными подпрессованной (предварительно уплотненной) сырьевой смесью, находится в позиции прессования. Выдвижение штоков прессующих цилиндров 12 вначале опускает ползун 11 до соприкосновения упора 16 со столом 4. При этом верхние штампы 13 внедряются в пресс-форму 18. Дальнейшее выдвижение штоков прессующих цилиндров 12 приводит к подъему всего прямоугольного контура механизма прессования, при этом нижние штампы 14 осуществляют одностороннее прессование. Затем упор 16 размыкается механизмом 17, и процесс прессования завершается последней стадией - двухсторонним прессованием. Далее ползун 11 со штампами 13 поднимается прессующим цилиндром 12, выдвигается шток гидроцилиндра механизма выталкивания 6 и, воздействуя на нижнюю траверсу 7, выталкивает изделия над столом 4. Окончание выталкивания служит сигналом к началу движения стола 4 на позицию подпрессовки, которое осуществляется гидроцилиндром 30. При движении изделия упором 22 сталкиваются со стола 4 по лотку 23 на конвейер 24 для транспортировки от пресса. Нижние штампы 14 опускаются до крайнего нижнего положения и в этом их положении пресс-формы 18 проходят под питателем 2, заполняясь сырьевой смесью. При движении стола 4 слой смеси выносится из питателя 2 в камеру подпрессовки 27 через окно 28. Высота слоя смеси может регулироваться шибером 29. После остановки стола 4 штоки гидроцилиндров 25 с укреплёнными на них пластинами 26 движутся вниз/осуществляя подпрессовку - уплотнение смеси в прессформе. При этом часть слоя смеси заталкивается в пресс-форму, а часть в виде подпрессованного избытка остается над пресс-формой. Глубина пресс-формы, высота слоя и давление подпрессовки подбираются таким образом, чтобы всегда оставался под-прессованный избыток, наличие которого обеспечивает стабилизацию заполнения пресс-форм и, следовательно, прочности изделий. Подъем пластин 26 устройства подпрессовки в крайнее верхнее положение служит сигналом для начала движения стола 4 на позицию прессования. При движении стола подпрессованный избыток вместе с остатками сырьевой смеси вносятся под бункер питателя 2, где срезаются и измельчаются калибровочным ножом 21. В дальнейшем стол с заполненными пресс-формами 18 приходит в позицию прессования, и цикл повторяется.
ДивитисяДодаткова інформація
Назва патенту англійськоюPress for semi-dry moulding
Автори англійськоюFedorov Heorhii Dmytrovych, Savchenko Oleksandr Hryhorovych, Bartosh Yurii Leonidovych, Lysiak Henadii Mykolaiovych, Kovtun Oleksandr Pavlovych, Tymoschenkov Volodymyr Heorhiiovych
Назва патенту російськоюПресс полусухого прессования
Автори російськоюФедоров Георгий Дмитриевич, Савченко Александр Григорьевич, Бартош Юрий Леонидович, Лысяк Геннадий Николаевич, Ковтун Александр Павлович, Тимощенков Владимир Георгиевич
МПК / Мітки
МПК: B28B 5/00, B30B 11/02
Мітки: пресування, прес, напівсухого
Код посилання
<a href="https://ua.patents.su/4-6989-pres-napivsukhogo-presuvannya.html" target="_blank" rel="follow" title="База патентів України">Прес напівсухого пресування</a>
Прес напівсухого пресування
Номер патенту: 6990
Опубліковано: 31.03.1995
Автори: Бартош Юрій Леонідович, Савченко Олександр Григорович, Лисяк Генадій Миколайович, Федоров Георгій Дмитрович, Ковтун Олександр Павлович, Тимощенков Володимир Георгійович
МПК: B30B 11/02
Мітки: напівсухого, пресування, прес
Формула / Реферат:
Пресс полусухого прессования, состоящий из рамы, механизма прессования, плавающей пресс-формы, ползуна с подвижными относительно него пуансонами, опирающимися при прессовании на поршни гидроблока, и нижних штампов, связанных с пуансонами, отличающийся тем, что поршни гидроблока размещены на двух уровнях, а каждый из пуансонов снабжен упругим ограничителем, установленным с возможностью регулировки положения пуансона относительно ползуна,...
Прес пакетировочний на пересувній платформі
Номер патенту: 4578
Опубліковано: 28.12.1994
Автори: Шайдров Юрій Олександрович, Романова Ларіса Олексієвна, Потураєв Валентин Микитович, Бобильов Олександр Леонідович, Волошин Олексій Іванович
МПК: B30B 9/32
Мітки: пакетировочний, прес, пересувний, платформи
Формула / Реферат:
(57) Пресс пакетировочный на передвижной платформе, содержащий смонтированную на последней рабочую камеру прессования с приводной поворотной крышкой и приводными ползунами предварительной и оконча тельной ступеней прессования, отличающийся тем, что он снабжен дополнительными ползунами с соосными им приводными цилиндрами, ползуны выполнены с клиновыми рабочими поверхностями, обращенными к оси камеры прессования, при этом ползуны...
Прес

Номер патенту: 4736
Опубліковано: 28.12.1994
Автор: Боєвець Микола Олексійович
МПК: B30B 11/02
Мітки: прес
Формула / Реферат:
Пресс, содержащий многопозиционный барабан с пресс-формами и фиксирующими элементами по каждой рабочей позиции, механизм его периодического вращения, ползун с инструментом и направляющими колонками, взаимодействующими с фиксирующими элементами барабана, механизм возвратно-поступательного перемещения ползуна, толкатель и приводной вал, отличающийся тем, что барабан установлен на приводном валу соосно с ним, пресс-формы размещены радиально по...
Прес-форма для виготовлення масивних гумотехнічних виробів
Номер патенту: 4566
Опубліковано: 28.12.1994
Автори: Дзюра Євген Антонович, Науменко Олександр Петрович, Коваленко Олексій Андрійович
МПК: B29C 33/10, B29C 35/04
Мітки: гумотехнічних, виробів, прес-форма, масивних, виготовлення
Формула / Реферат:
1. Пресс-форма для изготовления массивных резинотехнических изделий, содержащая верхнюю и нижнюю полуформы с вы прессовочной системой, отличающаяся тем, что вкладыши выполнены в виде пластин из теплоизоляционного материала, закрепленных на плоскостях разъема полуформ с образованием выпрессовочной системы в виде кольцевой щели.2. Пресс-форма по п. 1,отличающаяся тем, что вкладыши выполнены из фторопласта - 4
Пристрій для виготовлення саману
Номер патенту: 3756
Опубліковано: 27.12.1994
Автор: Нелепа Федір Кіндратієвич
Мітки: саману, пристрій, виготовлення
Формула / Реферат:
1. Устройство для изготовления самана, содержащее бункер-питатель, раму, поворотный стол с пресс-формами, прессующий механизм, выполненный в виде радиально-прессующих роликов, установленных в подшипниках и снабженных приводом их перемещения, выталкиватель готовых изделий, редуктор, отличающееся тем, что устройство имеет защитный кожух, прессующий механизм снабжен приводными заглаживающими досками, а бункер-питатель - установленным в нем...
Попередній патент: Індикатор тиску для вогнегасника
Наступний патент: Пристрій для подавання технологічного мастила на валки прокатного стану
Випадковий патент: Спосіб отримання ферментованого молочного продукту