Спосіб керування процесом пластичного деформування металів
Номер патенту: 7087
Опубліковано: 15.06.2005
Автори: Нечаєв Григорій Іванович, Губачева Лариса Олександрівна, Гладушин Віталій Васильович
Формула / Реферат
Спосіб керування процесом пластичного деформування металів, який полягає в тому, що визначають інтенсивність збільшення напруги та мінімальний рівень деформуючого зусилля для різних технологічних схем, який відрізняється тим, що досліджують кінцевий і поточний деформуючий стан при різних показниках деформації математичним моделюванням, обчислюють параметри напружено-деформованого стану і коефіцієнт контактного тертя через коефіцієнти апроксимації швидкостей плину металу, визначають розподіл інтенсивності швидкостей накопичених деформацій зсуву і швидкостей кінцевих деформацій по перерізі заготовки на її осі і по поверхні, і вирівнюють розподіл цих параметрів по перерізі і знижують їх значення в поверхневих шарах зменшенням коефіцієнта контактного тертя і зміною профілю матриці.
Текст
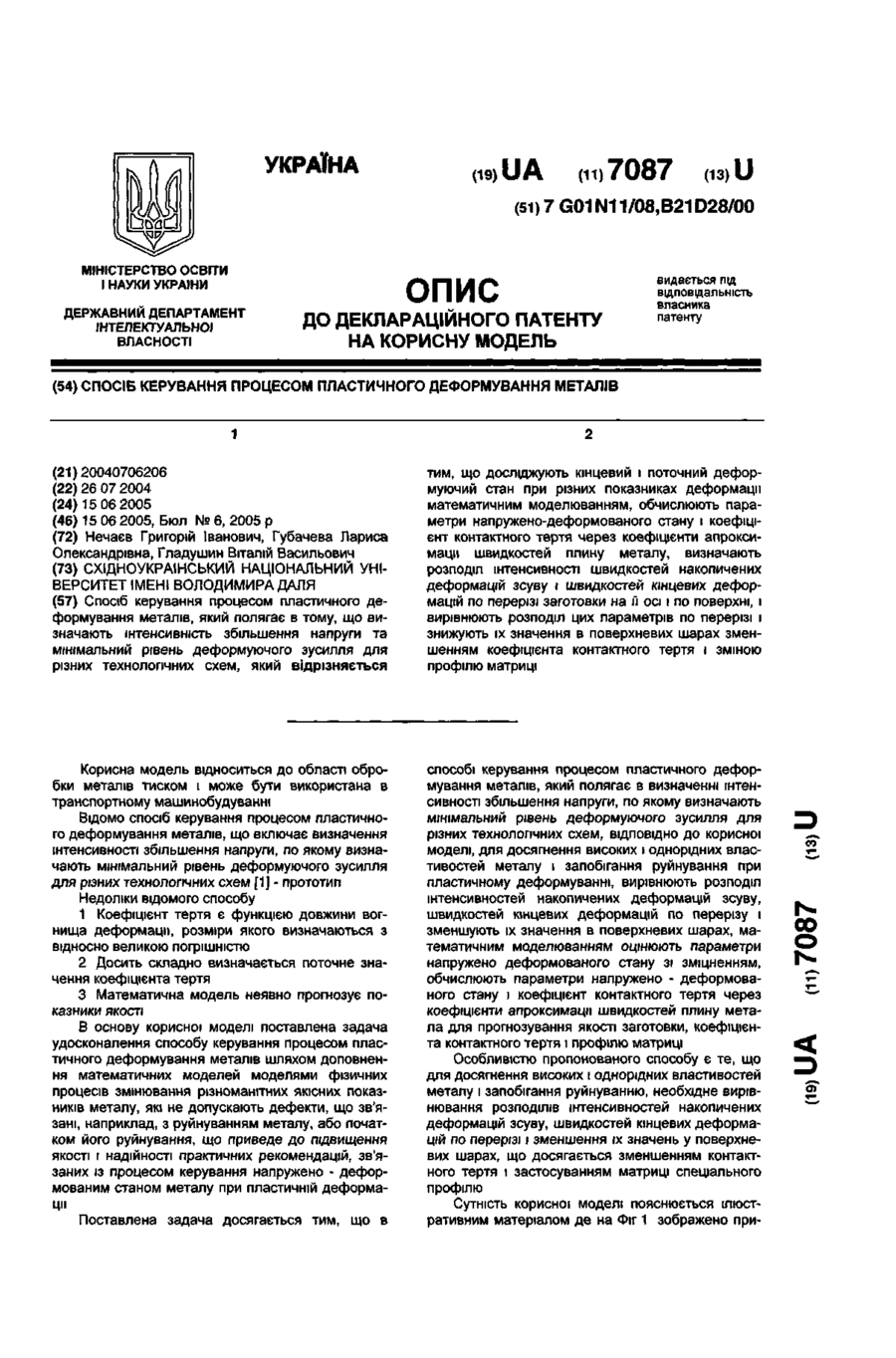
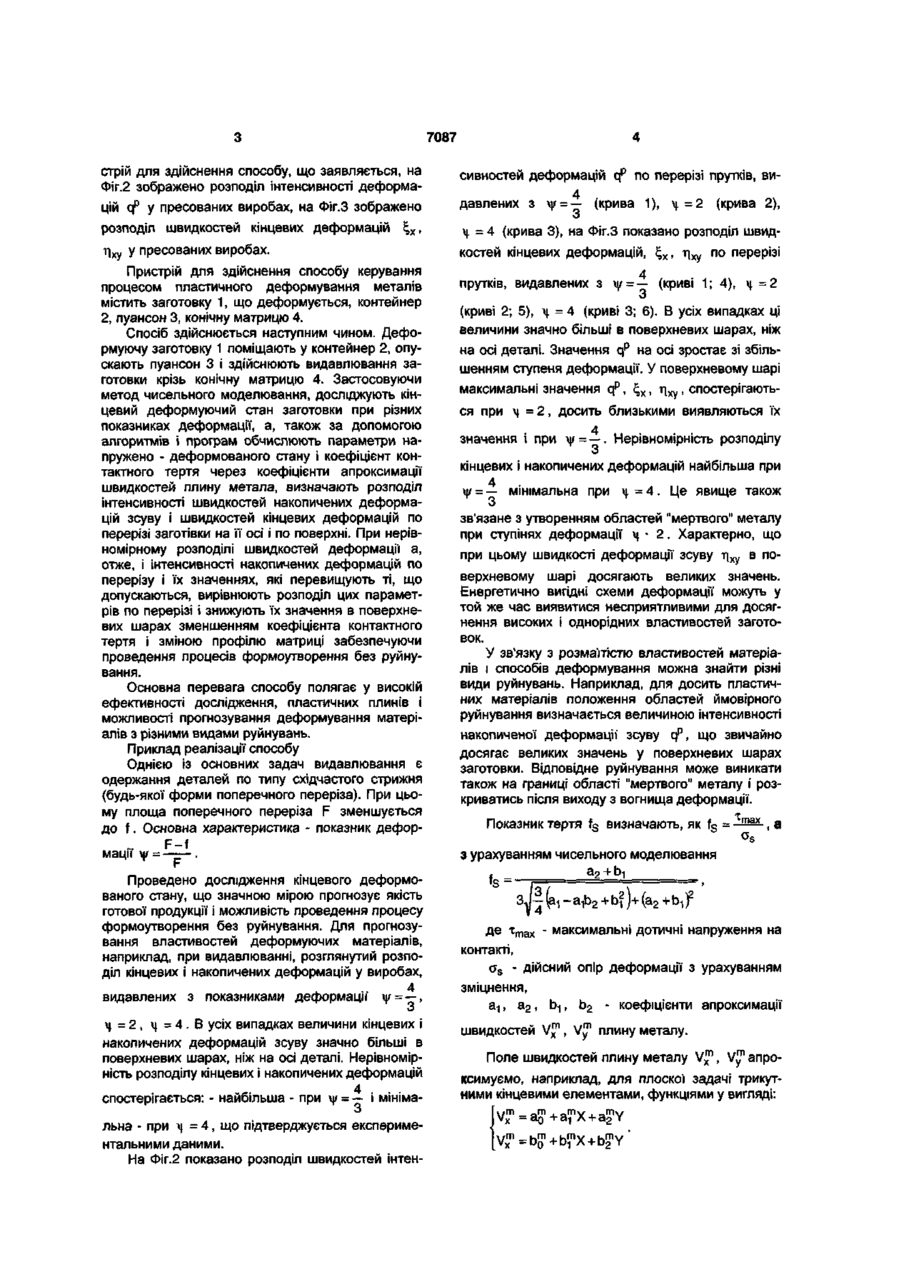
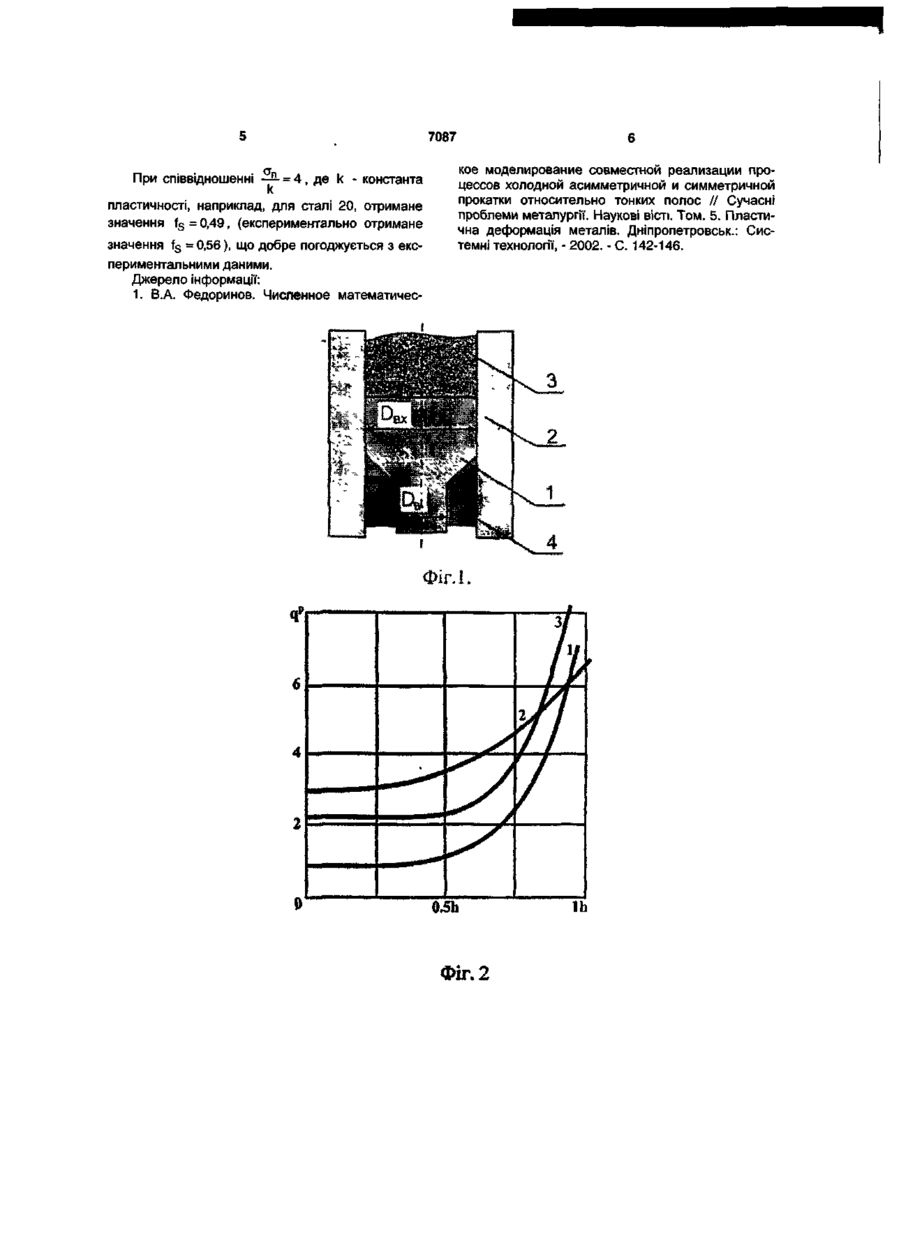
Спосіб керування процесом пластичного деформування металів, який полягає в тому, що визначають інтенсивність збільшення напруги та мінімальний рівень деформуючого зусилля для різних технологічних схем, який відрізняється тим, що досліджують кінцевий і поточний деформуючий стан при різних показниках деформації математичним моделюванням, обчислюють параметри напружено-деформованого стану і коефіцієнт контактного тертя через коефіцієнти апроксимації швидкостей плину металу, визначають розподіл інтенсивності швидкостей накопичених деформацій зсуву і швидкостей кінцевих деформацій по перерізі заготовки на її осі і по поверхні, і вирівнюють розподіл цих параметрів по перерізі і знижують їх значення в поверхневих шарах зменшенням коефіцієнта контактного тертя і зміною профілю матриці Корисна модель відноситься до області обробки металів тиском і може бути використана в транспортному машинобудуванні Відомо спосіб керування процесом пластичного деформування металів, що включає визначення інтенсивності збільшення напруги, по якому визначають мінімальний рівень деформуючого зусилля для різних технологічних схем [1] - прототип Недоліки відомого способу 1 Коефіцієнт тертя є функцією довжини вогнища деформації, розміри якого визначаються з відносно великою погрішністю 2 Досить складно визначається поточне значення коефіцієнта тертя 3 Математична модель неявно прогнозує показники якості В основу корисної моделі поставлена задача удосконалення способу керування процесом пластичного деформування металів шляхом доповнення математичних моделей моделями фізичних процесів змінювання різноманітних якісних показників металу, які не допускають дефекти, що зв'язані, наприклад, з руйнуванням металу, або початком його руйнування, що приведе до підвищення якості і надійності практичних рекомендацій, зв'язаних із процесом керування напружено - деформованим станом металу при пластичній деформації Поставлена задача досягається тим, що в способі керування процесом пластичного деформування металів, який полягає в визначенні інтенсивності збільшення напруги, по якому визначають мінімальний рівень деформуючого зусилля для різних технологічних схем, ВІДПОВІДНО до корисної моделі, для досягнення високих і однорідних властивостей металу і запобігання руйнування при пластичному деформуванні, вирівнюють розподіл інтенсивностей накопичених деформацій зсуву, швидкостей кінцевих деформацій по перерізу і зменшують їх значення в поверхневих шарах, математичним моделюванням оцінюють параметри напружено деформованого стану зі зміцненням, обчислюють параметри напружено - деформованого стану і коефіцієнт контактного тертя через коефіцієнти апроксимації швидкостей плину метала для прогнозування якості заготовки, коефіцієнта контактного тертя і профілю матриці Особливістю пропонованого способу є те, що для досягнення високих і однорідних властивостей металу і запобігання руйнуванню, необхідне вирівнювання розподілів інтенсивностей накопичених деформацій зсуву, швидкостей кінцевих деформацій по перерізі і зменшення їх значень у поверхневих шарах, що досягається зменшенням контактного тертя і застосуванням матриці спеціального профілю Сутність корисної моделі пояснюється ілюстративним матеріалом де на Фіг 1 зображено при со ч— 00 о 7087 стрій для здійснення способу, що заявляється, на Фіг.2 зображено розподіл інтенсивності деформацій q p у пресованих виробах, на Фіг.З зображено розподіл швидкостей кінцевих деформацій £ х , г) х у у пресованих виробах. сивностей деформацій q p по перерізі прутків, ви4 давлених з \ / = — (крива 1), \ = 2 (крива 2), | Пристрій для здійснення способу керування процесом пластичного деформування металів містить заготовку 1, що деформується, контейнер 2, пуансон 3, конічну матрицю 4. Спосіб здійснюється наступним чином. Деформуючу заготовку 1 поміщають у контейнер 2, опускають пуансон 3 і здійснюють видавлювання заготовки крізь конічну матрицю 4. Застосовуючи метод чисельного моделювання, досліджують кінцевий деформуючий стан заготовки при різних показниках деформації, а, також за допомогою алгоритмів і програм обчислюють параметри напружено - деформованого стану і коефіцієнт контактного тертя через коефіцієнти апроксимації швидкостей плину метала, визначають розподіл інтенсивності швидкостей накопичених деформацій зсуву і швидкостей кінцевих деформацій по перерізі заготівки на її осі і по поверхні. При нерівномірному розподілі швидкостей деформації а, отже, і інтенсивності накопичених деформацій по перерізу і їх значеннях, які перевищують ті, що допускаються, вирівнюють розподіл цих параметрів по перерізі і знижують їх значення в поверхневих шарах зменшенням коефіцієнта контактного тертя і зміною профілю матриці забезпечуючи проведення процесів формоутворення без руйнування. Основна перевага способу полягає у високій ефективності дослідження, пластичних плинів і можливості прогнозування деформування матеріалів з різними видами руйнувань. Приклад реалізації способу Однією із основних задач видавлювання є одержання деталей по типу східчастого стрижня (будь-якої форми поперечного переріза). При цьому площа поперечного переріза F зменшується до f. Основна характеристика - показник дефорF-f маци v/ = | . 4 прутків, видавлених з \\г = — Проведено дослідження кінцевого деформованого стану, що значною мірою прогнозує якість готової продукції і можливість проведення процесу формоутворення без руйнування. Для прогнозування властивостей деформуючих матеріалів, наприклад, при видавлюванні, розглянутий розподіл кінцевих і накопичених деформацій у виробах, видавлених з показниками деформації' у = —, О \j. = 2 , \[ = 4 . В усіх випадках величини кінцевих і накопичених деформацій зсуву значно більші в поверхневих шарах, ніж на осі деталі. Нерівномірність розподілу кінцевих і накопичених деформацій спостерігається: - найбільша - при \ / = — і мініма| О льна - при \|. = 4 , що підтверджується експериментальними даними. На Фіг.2 показано розподіл швидкостей інтен О \). = 4 (крива 3), на Фіг.З показано розподіл швидкостей кінцевих деформацій, £ х , гіху по перерізі (криві 1; 4), ч = 2 о (криві 2; 5), xj. = 4 (криві 3; 6). В усіх випадках ці величини значно більші в поверхневих шарах, ніж на осі деталі. Значення q p на осі зростає зі збільшенням ступеня деформації. У поверхневому шарі максимальні значення q p , £,х, ц^, спостерігаються при ч = 2 , досить близькими виявляються їх значення і при \у= —. Нерівномірність розподілу кінцевих і накопичених деформацій найбільша при \ / = — мінімальна при \ ^ = 4 . Це явище також | о зв'язане з утворенням областей "мертвого" металу при ступінях деформації \ - 2 . Характерно, що при цьому швидкості деформації зсуву г|ху в поверхневому шарі досягають великих значень. Енергетично вигідні схеми деформації можуть у той же час виявитися несприятливими для досягнення високих і однорідних властивостей заготовок. У зв'язку з розмаїтістю властивостей матеріалів і способів деформування можна знайти різні види руйнувань. Наприклад, для досить пластичних матеріалів положення областей ймовірного руйнування визначається величиною інтенсивності накопиченої деформації зсуву q p , що звичайно досягає великих значень у поверхневих шарах заготовки. Відповідне руйнування може виникати також на границі області "мертвого" металу і розкриватись після виходу з вогнища деформації. Показник тертя f s визначають, як f s = max ,а з урахуванням чисельного моделювання _ а 2 +Ьт t |^і-a1b2+b?)+(a2+b1)F де x m a x - максимальні дотичні напруження на контакті, G S - дійсний опір деформації з урахуванням зміцнення, а-|, а 2 , t>i, b 2 - коефіцієнти апроксимації швидкостей V™ , V™ плину металу. Поле швидкостей плину металу V™, V™ anpoксимуємо, наприклад, для плоскої задачі трикутними кінцевими елементами, функціями у вигляді: 7087 кое моделирование совместной реализации процессов холодной асимметричной и симметричной прокатки относительно тонких полос // Сучасні проблеми металургії. Наукові вісті. Том. 5. Пластична деформація металів. Дніпропетровськ.: Системні технології, - 2002. - С 142-146. При співвідношенні —- = 4 , де к - константа к пластичності, наприклад, для сталі 20, отримане значення f s = 0,49, (експериментально отримане значення f s = 0,56), що добре погоджується з експериментальними даними. Джерело інформації: 1. В.А. Федоринов. Численное математичес і qp — •• 1 —>• 0.5h ФІГ. 2 lb 7087 Пху 0.5h -2 -6 >у.^ 0.5 V Фіг.З Комп'ютерна верстка А Крулевський Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул Глазунова, 1, м Київ - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for controlling the process of plastic deformation of metal
Автори англійськоюNechaiev Hryhorii Ivanovych, Hubacheva Larysa Oleksandrivna, Hladushyn Vitalii Vasyliovych
Назва патенту російськоюСпособ контроля процесса пластической деформации металла
Автори російськоюНечаев Григорий Иванович, Губачева Лариса Александровна, Гладушин Виталий Васильевич
МПК / Мітки
МПК: G01N 11/08, B21D 28/00
Мітки: керування, спосіб, металів, процесом, деформування, пластичного
Код посилання
<a href="https://ua.patents.su/4-7087-sposib-keruvannya-procesom-plastichnogo-deformuvannya-metaliv.html" target="_blank" rel="follow" title="База патентів України">Спосіб керування процесом пластичного деформування металів</a>
Спосіб визначення кінетики руйнування матеріалів в процесі їх пружно-пластичного деформування
Номер патенту: 65499
Опубліковано: 15.03.2004
Автори: Тимошенко Олександр Вікторович, Бобир Микола Іванович, Грабовський Анатолій Павлович
МПК: G01N 3/08
Мітки: матеріалів, спосіб, кінетики, пружно-пластичного, руйнування, процесі, визначення, деформування
Формула / Реферат:
Спосіб визначення кінетики руйнування матеріалів в процесі їх пружно-пластичного деформування, що включає вимірювання поточних значень навантаження повздовжньої деформації та електричного опору робочої зони зразка, який відрізняється тим, що додатково вимірюють поточні значення поперечної деформації зразка та розраховують значення питомого об'ємного електричного опору за формулою:
Пристрій для пластичного деформування виробів
Номер патенту: 48664
Опубліковано: 15.06.2004
Автори: Шенфельд Гліб Глібович, Северенчук Андрій Станіславович, Прядко Любов Давидівна, Зосімова Вікторія Григорівна
МПК: B21D 26/14
Мітки: пристрій, пластичного, деформування, виробів
Формула / Реферат:
Пристрій для пластичного деформування виробів, що містить циліндричний індуктор із концентратором магнітного поля, який складається з двох окремих ізольованих частин, що концентрично встановлені одна в одній, мають конусні поверхні сполучення, внутрішня частина концентратора є рухомою, виконана з виступним торцем, на якому установлено змінний робочий інструмент, переміщення внутрішньої частини концентратора обмежено зверху обмежником, який...
Покрівельний матеріал, який здатний до пластичного деформування вручну
Номер патенту: 46023
Опубліковано: 15.05.2002
Автор: Гофман Карл-Гайнц
МПК: E04D 13/14, E04D 13/16
Мітки: вручну, здатний, покрівельний, матеріал, деформування, пластичного
Формула / Реферат:
1. Покрівельний матеріал (10), який здатний до пластичного деформування вручну і до розтягування принаймні в одному напрямі з несучим елементом (12), що має наскрізні отвори (22), який принаймні на його верхній поверхні має верхнє покриття (18), що закриває отвори (22), який відрізняється тим, що верхнє покриття (18) складається з тонкого плоского матеріалу, і що покритий несучий елемент (12) принаймні супроти напряму розтягування (26) є...
Спосіб вимірювання пластичних деформацій при різанні металів
Номер патенту: 24272
Опубліковано: 07.07.1998
Автори: Коровайченко Валентина Володимирівна, Коровайченко Юрій Миколайович
МПК: G01N 27/00
Мітки: металів, спосіб, різанні, вимірювання, пластичних, деформацій
Формула / Реферат:
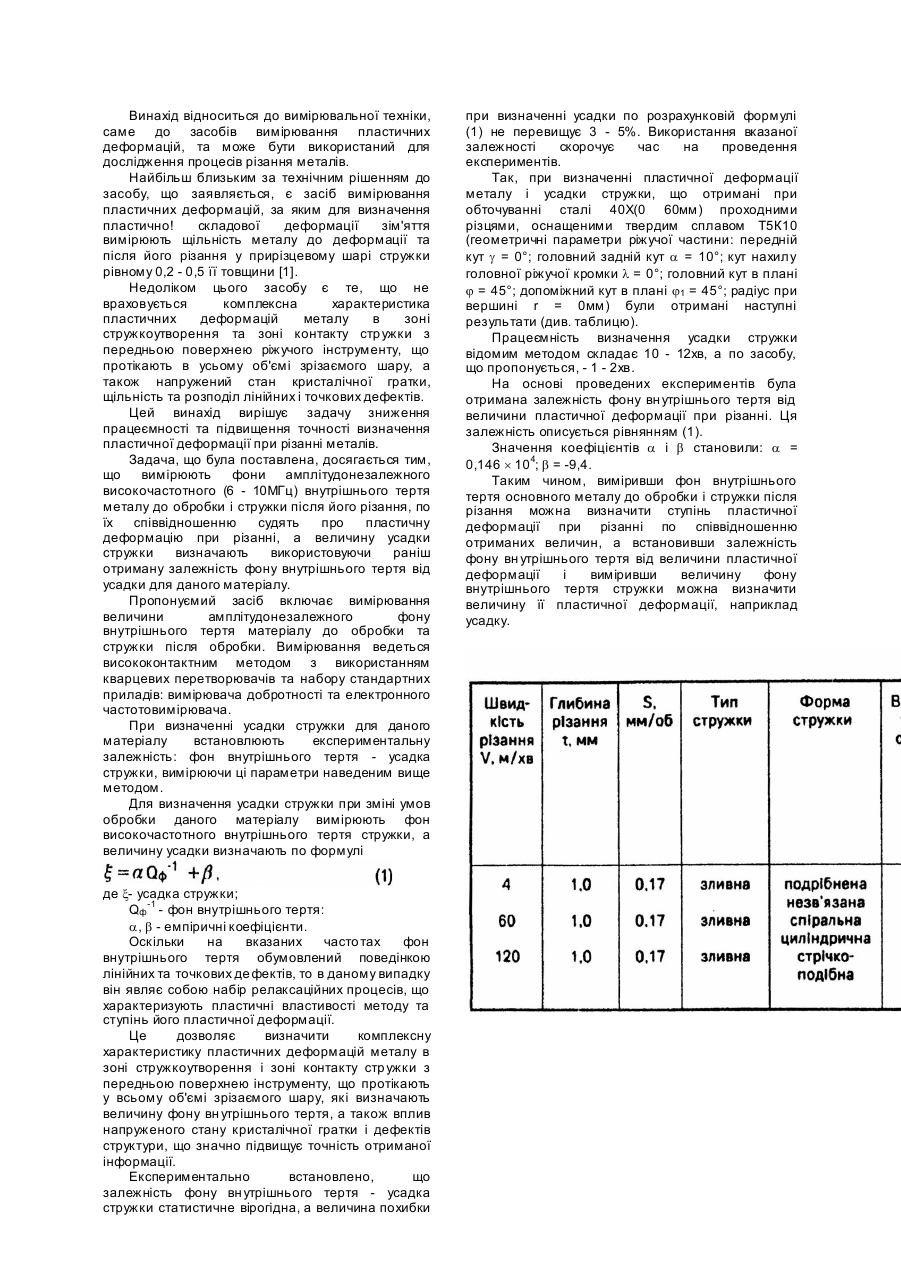
Спосіб вимірювання пластичних деформацій при різанні металів, який включає контроль параметра, що характеризує пластичну деформацію, який відрізняється тим, що вимірюють фони амплітудонезалежного високочастотного внутрішнього тертя металу до обробки і стружки після цього різання, по їх співвідношенню визначають пластичну деформацію при різанні, а величину усадки стружки визначають, використовуючи отриману раніш залежність фону внутрішнього...
Спосіб керування процесом відкритої розробки техногенного родовища
Номер патенту: 69628
Опубліковано: 15.09.2004
Автори: Гулямов Богдан Святославович, Поліський Юрій Давидович, Копач Павло Іванович, Шапарь Аркадій Григорович
МПК: E21C 41/00
Мітки: керування, родовища, техногенного, спосіб, процесом, розробки, відкритої
Формула / Реферат:
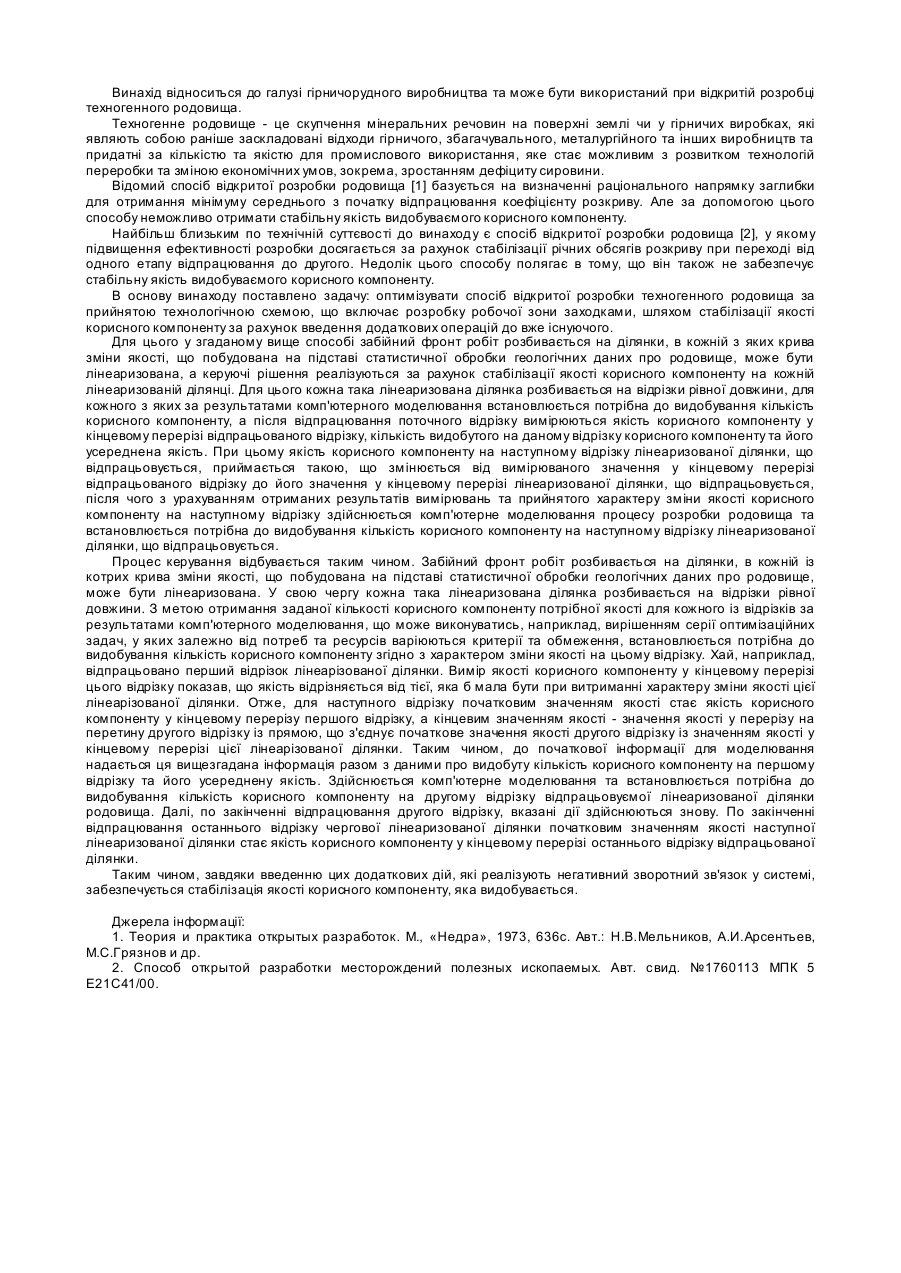
Спосіб керування процесом відкритої розробки техногенного родовища за прийнятою технологічною схемою, що включає розробку робочої зони заходками, який відрізняється тим, що для отримання заданої кількості корисного компонента потрібної якості забійний фронт робіт розбивається на ділянки, в кожній із котрих крива зміни якості, що побудована на підставі статистичної обробки геологічних даних про родовище, може бути лінеаризована, а керуючі...
Попередній патент: Спосіб виготовлення заготовок з порошкових матеріалів
Наступний патент: Спосіб ентеростомії у хворих з дивертикулом меккеля
Випадковий патент: Пристрій керування кутом установлення лопаток двокаскадного нерухомого лопаткового апарата турбореактивного двигуна