Спосіб виготовлення заготовок з порошкових матеріалів
Номер патенту: 7159
Опубліковано: 15.06.2005
Формула / Реферат
Спосіб виготовлення заготовок з порошкових матеріалів шляхом прикладання періодичної силової дії, яку здійснюють пікоподібні навантаження з розвантаженнями, і зусилля статичного притискання, який відрізняється тим, що періодичну силову дію здійснюють три пікоподібні навантаження, які чергуються з розвантаженнями, при цьому величина пікоподібних навантажень більша зусилля статичного притискання, а величина розвантажень складає 0![]() 1 величини зусилля статичного притискання.
1 величини зусилля статичного притискання.
Текст
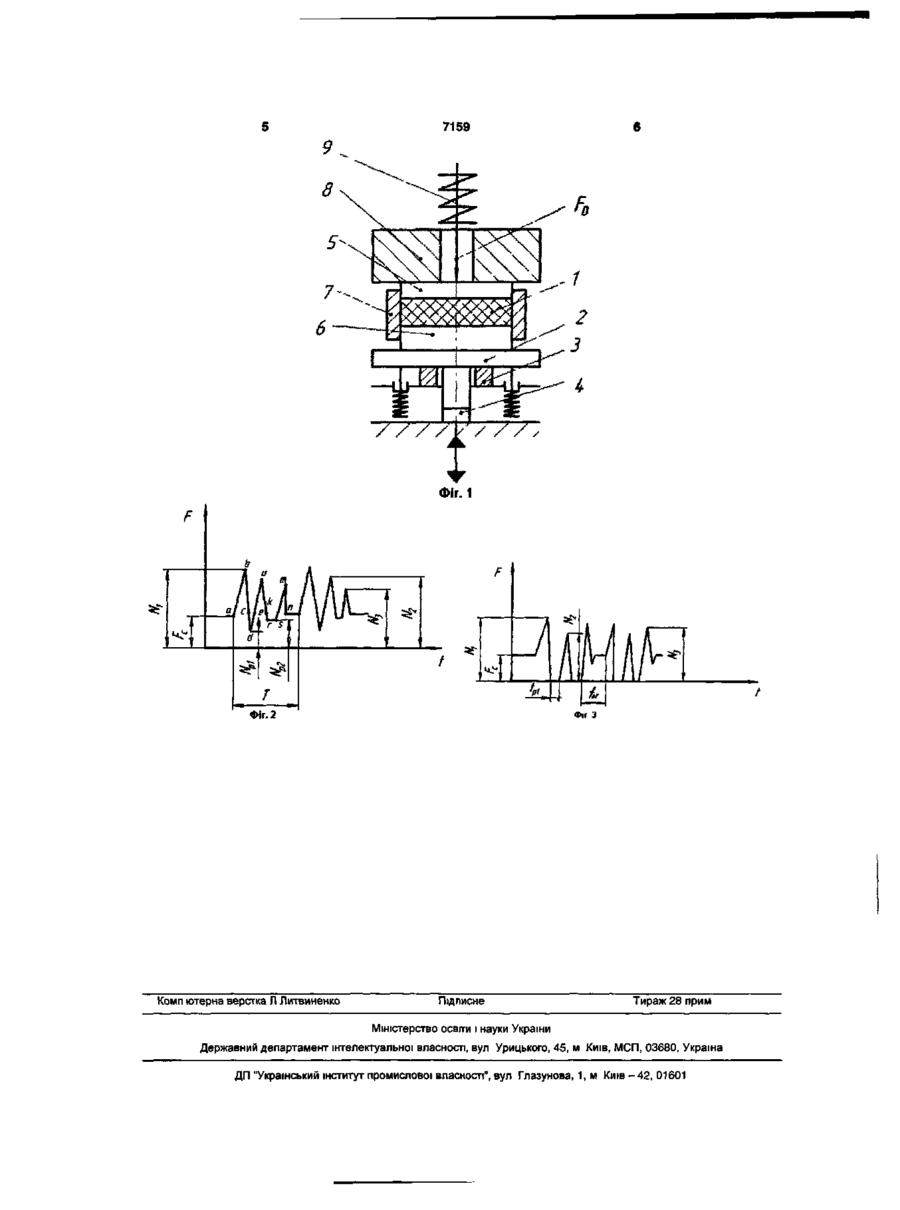
Спосіб виготовлення заготовок з порошкових матеріалів шляхом прикладання періодичної си лової дії, яку здійснюють пікоподібні навантаження з розвантаженнями, і зусилля статичного притискання, який відрізняється тим, що періодичну силову дію здійснюють три пікоподібні навантаження, які чергуються з розвантаженнями, при цьому величина пікоподібних навантажень більша зусилля статичного притискання, а величина розвантажень складає 0 -І- 1 величини зусилля статичного притискання. Корисна модель відноситься до області виробництва виробів з порошкових матеріалів на підприємствах електротехнічної, легкої промисловості, в будівництві і металургії. Відомий спосіб виготовлення заготовок з порошкових матеріалів шляхом періодичної силової дії і статичного пресування [а. с. №1761479, Б. И. №34, 1992, М. кл. В28В1/26]. Недоліком способу є одностороннє верхнє навантаження заготовки без її розвантаження, що ускладнює вихід повітря із матеріалу, не дозволяє частинкам займати оптимальні положення по об'єму заготівки, що значною мірою впливає на якість виробу. Відомий спосіб виготовлення заготовок з порошкових матеріалів шляхом періодичної силової дії, яка включає вертикальні коливальні навантаження, і статичне пресування [а. с. №337259, Б.И. №12, 1970 М. кл. В28В1/08]. Недоліком способу є обмежені можливості пресування, яке забезпечує рівнощільність виробу без досягнення високої щільності, що впливає на якість виробу. Найбільш близьким до винаходу технологічним рішенням є спосіб виготовлення заготовок з порошкових матеріалів шляхом прикладання періодичної силової дії, яку здійснюють 1 -2 пікоподібні навантаження з розвантаженнями, і зусилля статичного притискання, величини пікоподібних навантажень і розвантажень відповідно рівні 1-10 і 0,21 величини статичного притискання, а відношення часу пікоподібного навантаження до одного повного періоду силової дії складає 0,1-1 [а.с. №996188, Б.И. №6, 1983, М. кл. В28ВЗ/00]. Недоліком є обмежені технологічні можливості способу, який має два пікоподібні навантаження заготовок за один хід вібростола, при цьому розвантаження відбуваються тільки частково, тому ускладнюють вихід повітря і перерозподілення часток по об'єму заготовок, що значно погіршує якість виробу. В основу корисної моделі поставлена задача створення способу виготовлення заготовок з порошкових матеріалів, в якому за рахунок зміни кількості і характеру навантаження досягається видалення повітря з заготовки і забезпечується рівномірне розподілення часток матеріалу і в'яжучих добавок по об'єму, що призводить до підвищення якості виробів. Поставлена задача вирішується тим, що в способі виготовлення заготовок з порошкових матеріалів шляхом прикладання періодичної силової дії, яку здійснюють пікоподібні навантаження з розвантаженнями, і зусилля статичного притискання, відрізняється тим, що періодичну силову дію здійснюють три пікоподібні навантаження, які чергуються з розвантаженнями, при цьому величина пікоподібних навантажень більше зусилля статичного притискання, а величина розвантажень складає 0-1 величини зусилля статичного притискання. На Фіг.1 схематично зображено пристрій для реалізації запропонованого способу, на Фіг.2 і Фіг.З - епюри навантажень по запропонованому способу. Виготовлення заготовки 1 з порошкових мате ю О) 7159 ріалів згідно запропонованого способу відбувається на підпружиненому вібростолі 2, який встановлений на жорстких упорах 3 і містить робочий циліндр 4 з гідроімпульсним приводом Заготовка 1 знаходиться у прес-формі між верхнім пуансоном 5, нижнім пуансоном 6 і матрицею 7 Верхній пуансон 5 навантажений статичною силою Fo, на ньому встановлено інерційний притискач 8» пружину 9 Спосіб реалізується наступним чином В матрицю 7 засипають порошковий матеріал, вводять верхній пуансон 5 і навантажують заготовку 1 статичним зусиллям Fc, яке складається із безінерційної сили Fo, ваги G n притискача 8, зусилля Fnp пружини 9 (Fc=Fo+Gn+Fnp) При імпульсному підвищенні тиску робочого середовища в робочому циліндрі 4, вібростіл 2 прискорено рухається вверх і заготовка 1 знизу піддається пікоподібному навантаженню з максимальним зусиллям Ni (ділянка а-в-с, Фіг 2) Величина зусилля N, визначається масою інерційного притискача 8 і прискоренням ходу вібростола 2 вверх, зусилля Ni більше статичного зусилля Fc Разом з вібростолом 2 рухається вверх пресформа та інерційний притискач 8 Після прикорочення ди імпульсу тиску робочого середовища в робочому циліндрі 4, вібростіл 2 під дією власних пружин 9 і сили Fo разом з прес-формою починає рухатися вниз, а інерційний притискач 8 під дією сил інерції рухається вверх і відривається від верхнього пуансона 5 Таким чином заготовка 1 розвантажується і пікоподібне розвантаження (ділянка c-d-e) є продовженням пікоподібного навантаження, складає з ним один цикл ударного навантаження-розвантаження (ділянка а-в-c-d-e) Величина зусилля мінімального розвантаження N p i визначається величиною зусилля Fo і силами опору руху вібростола 2 в вихідне нижнє положення При досягненні вібростолом 2 вихідного нижнього положення і удару по жорстких упорах 3 заготовка 1 повторно навантажується пікоподібним зусиллям (ділянка e-u-к), після якого слідує розвантаження до величини зусилля NP2 (ділянка k-r-s) Величина зусилля розвантаження NP2 визначається величиною безінерційної сили Fo і силами тертя (FTp) між пуансонами і матрицею 7 (N P2 =FO+FTP) В момент досягнення інерційним притискачем 8 свого нижнього вихідного положення, останній вдаряє по верхньому пуансону 5 і навантажує заготовку 1 зверху пікоподібним зусиллям N 3 (ділянка s-m-n) Величина зусилля N 3 визначається зусиллям Fnp пружини 9, вагою G n притискача 8, часом удару між притискачем 8 і пуансоном 5, а також жорсткістю заготовки 1 Після трьох пікоподібних навантажень з максимальним зусиллями (Ni, N2, N3) і проміжками розвантажень до величини (N p i, Np2) слідує статичне притискання з величиною зусилля Fc Через період часу Т повторюється періодична силова дія на заготовку 1 Спосіб виготовлення заготовок за рахунок трьох пікоподібних навантажень з пікоподібними розвантаженнями до величини Npi і N p2 , без повного розвантаження (N p 1 >0, N p 2 >0) рекомендований для сухих і напівсухих матеріалів з малим вмістом в'яжучих матеріалів При збільшені вологості матеріалів більше 10% і введені в'яжучих матеріалів до 20% необхідно повністю розвантажувати заготовку для поліпшення виходу повітря і розподілення частинок порошкового матеріалу по об'єму прес-форми Особливо важливо використання навантаження з повним розвантаженням на початковій стадії пресування, коли не сформована структура виробу і частинки порошку можуть створювати локальні структурні утворення, які ускладнюють рівномірне розподілення частинок між в'яжучими матеріалами Пресування заготовок з повним розвантаженням (див ФігЗ) здійснюються таким чином Після засипання порошкового матеріалу в прес-форму, верхній пуансон 5 вводиться в матрицю 7 і навантажує заготовку 1 статичним зусиллям Fc, яке визначається Fc=Gn+FTp При русі вібростола 2 вверх, заготовка навантажується пікоподібним зусиллям Ni 1 рухається разом з притискачем 8 вверх При ході вібростола 2 вниз заготовка 1 повністю розвантажується (Np1=0) Обумовлено це тим, що відсутня безінерційна сила (Fo=O), а притискач 8 по інерції рухається вверх В крайньому нижньому положенні вібростола 2, останній вдаряє по жорстких упорах 3 і повторно навантажує заготовку 1 знизу пікоподібним зусиллям N3, яке визначається часом удару, вагою виробу і верхнього пуансона 5 Після пікоподібного навантаження слідує повне розвантаження (Np2=0) При поверненні інерційного притискача 8 в вихідне положення, він ударяє по верхньому пуансону 5 і в третій раз навантажує заготівку 1 зусиллям N3 (Фіг 3) За один робочий хід вібростола 2 заготовка 1 навантажується тричі пікоподібним зусиллям з проміжками повного розвантаження Пікоподібні навантаження слідують як знизу так і зверху, що дозволяє поліпшити рівноцільнють заготовок по обєму Запропонований спосіб використано при вібропресуванні керамічних виробів з порошкових матеріалів вологістю до 10% і вмістом в'яжучих до 6% з використанням періодичної силової ди в виді трьох пікоподібних навантажень, які чергуються з частковими розвантаженнями (Фіг 2) Досягнуто підвищення якості виробів у порівнянні з прототипом за рахунок збільшення рівнощільності на 8% Використання запропонованого способу з повним розвантаженням (ФігЗ) при вібропресуванні виробів типу "блок" із шамотних » будівельних матеріалів з вмістом води і в'яжучих до 20% дозволило поліпшити якість і ЗОВНІШНІЙ вид пресованих виробів, при цьому рівнощільність виробу по об'єму збільшилась на і 2 ВІДСОТКІВ 7159 -Нг ////¥/// Фіг. 1 F Фіг. 2 Комп ютерна верстка Л Литвиненко Підписне Тираж 28 прим Міністерство освгги і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул Глазунова, 1, м Київ - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of billets of powder materials
Автори англійськоюPentiuk Borys Mykolaiovych, Nazarenko Ivan Ivanovych
Назва патенту російськоюСпособ изготовления заготовок из порошковых материалов
Автори російськоюПентюк Борис Николаевич, Назаренко Иван Иванович
МПК / Мітки
МПК: B28B 3/00
Мітки: заготовок, виготовлення, порошкових, матеріалів, спосіб
Код посилання
<a href="https://ua.patents.su/4-7159-sposib-vigotovlennya-zagotovok-z-poroshkovikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення заготовок з порошкових матеріалів</a>
Спосіб одержання заготовок з порошкових матеріалів
Номер патенту: 70206
Опубліковано: 15.09.2004
Автори: Баглюк Генадій Анатолійович, Коротнєв Олександр Валерійович
МПК: B22F 3/00
Мітки: порошкових, одержання, спосіб, матеріалів, заготовок
Формула / Реферат:
Спосіб одержання заготовок з порошкових матеріалів, що включає засипання порошку в тонкостінну капсулу, герметизацію, нагрів до температури гарячої деформації і обробку тиском, який відрізняється тим, що гарячу обробку тиском здійснюють у закритому або відкритому штампі, ширина робочої порожнини якого складає 1,02-1,05 діаметра капсули, шляхом передачі деформуючого зусилля в напрямку, перпендикулярному до центральної повздовжньої осі...
Пристрій для пресування порошкових заготовок
Номер патенту: 39448
Опубліковано: 15.06.2001
Автори: Лазоркін Віктор Андрійович, Терновий Юрій Федорович, Безкровний Михайло Григорович, Бедросова Лариса Василівна, Артамонов Юрій Вікторович
МПК: B22F 3/02
Мітки: пристрій, порошкових, заготовок, пресування
Формула / Реферат:
Пристрій для пресування порошкових заготовок, що складається з двох утримувачів, верхнього та нижнього інструменту, кінематично поєднаних між собою, який відрізняється тим, що утримувачі верхнього та нижнього інструменту кінематично пов'язані між собою через утримувачі бічних інструментів, виконані з похилими поверхнями та спряжені з похилими поверхнями утримувачів верхнього та нижнього інструменту, кут нахилу спряжених похилих поверхонь...
Спосіб виготовлення виробів із порошкових композиційних матеріалів
Номер патенту: 47662
Опубліковано: 15.07.2002
Автори: Позняк Леонід Олександрович, Баглюк Геннадій Анатолійович, Тихомиров Сергій Володимирович
МПК: B22F 3/16
Мітки: виготовлення, порошкових, композиційних, виробів, спосіб, матеріалів
Формула / Реферат:
Спосіб виготовлення виробів із порошкових композиційних матеріалів, що включає розмол та змішування шихти з порошків легованої сталі та титановмісного матеріалу, пресування пористих заготовок, їх спікання та наступну гарячу деформацію, який відрізняється тим, що титановмісний матеріал вводиться в шихту у вигляді механічної суміші порошків титану та вуглецю, причому вуглецю у кількості 16-20 мас. % по відношенню до титану, а спікання...
Спосіб пресування виробів з порошкових матеріалів
Номер патенту: 67218
Опубліковано: 15.06.2004
Автори: Блохін Олександр Григорович, Бондаренко Олена Володимирівна
МПК: B22F 3/18
Мітки: спосіб, порошкових, виробів, пресування, матеріалів
Формула / Реферат:
Спосіб пресування виробів з порошкових матеріалів, при якому порошок ущільнюють шляхом передачі на порошок осьового і радіального тиску, який відрізняється тим, що ущільнення здійснюють шляхом передачі на порошок осьового і радіального тиску через попередньо підготовлений пружно-пластичний компактний або пористий елемент, причому радіальний тиск розподіляють по криволінійній поверхні радіусом r, що утворюється при зсуві об'єму...
Прес-форма для пресування порошкових матеріалів

Номер патенту: 63125
Опубліковано: 15.01.2004
Автори: Кандиба Валерія Юр'ївна, Блохін Олександр Григорович
МПК: B22C 15/00, B30B 15/02
Мітки: матеріалів, пресування, порошкових, прес-форма
Формула / Реферат:
Прес-форма для пресування порошкових матеріалів, що містить еластичну матрицю з осьовим отвором, пуансон, виконаний у вигляді конусного оправлення, обойми, піддон і кришку, яка відрізняється тим, що обойму виконано з пластичного матеріалу, границя текучості та температура плавлення якої нижчі, ніж у пресованого порошкового тіла, а пуансони з обоймою утворюють гідравлічний затвор.
Попередній патент: Спосіб лікування хворих на рак шийки матки з метастазами в клубові лімфовузли
Наступний патент: Спосіб керування процесом пластичного деформування металів
Випадковий патент: Процес стимуляції моторної активності кишечнику