Спосіб покращення наповнюваності тютюнових матеріалів
Номер патенту: 72315
Опубліковано: 15.02.2005
Автори: Цін Клаус-Дітер, Фляйшхауер Хольгер, Бурместер Ульріх

Формула / Реферат
1. Спосіб покращення наповнюваності тютюнових матеріалів, таких як нарізані листки тютюну, жилки листків тютюну або рослинні домішки з клітинною структурою, шляхом обробки тютюнового матеріалу, що має початкову вологість 8-16 мас. %, технологічним газом, що складається із азоту і/або аргону, при значеннях тиску від 50 до 1 000 бар або в одному автоклаві, або в каскаді із кількох автоклавів із заключною тепловою обробкою вивантаженого тютюнового матеріалу після здійсненої декомпресії, який відрізняється тим, що декомпресію здійснюють із застосуванням щонайменше однієї стадії витримки, на якій тиск становить від 3 до 60 %, переважно від 3 до 30 % початкового максимального значення тиску, а нагрівання системи, що перебуває під тиском, здійснюють таким чином, що температура вивантажуваного тютюну після повного зниження тиску лежить в діапазоні від 10 до 80°С.
2. Спосіб за п. 1, який відрізняється тим, що початкова вологість тютюнового матеріалу становить від 10 до 14 мас. %.
3. Спосіб за п. 1, який відрізняється тим, що підвищення температури системи, що перебуває під залишковим тиском, здійснюють шляхом витримки протягом необхідного часу.
4. Спосіб за п. 3, який відрізняється тим, що підвищення температури здійснюють шляхом циркуляції газу, що перебуває під залишковим тиском, через теплообмінник.
5. Спосіб за п. 3, який відрізняється тим, що підвищення температури системи, що перебуває під залишковим тиском, здійснюють шляхом перетікання нагрітого газу.
6. Спосіб за п. 1, який відрізняється тим, що зниження тиску від максимального значення до тиску стадії витримки здійснюють в інтервалі часу від 20 секунд до 5 хвилин.
7. Спосіб за п. 1, який відрізняється тим, що скидання залишкового тиску здійснюють в інтервалі від 3 секунд до 3 хвилин.
8. Спосіб за п. 1, який відрізняється тим, що обробку високим тиском або послідовні операції обробки високим тиском і теплової обробки здійснюють кілька разів стосовно одного й того ж тютюнового матеріалу.
9. Спосіб за п. 1, який відрізняється тим, що остаточну теплову обробку тютюнового матеріалу здійснюють насиченою парою.
Текст
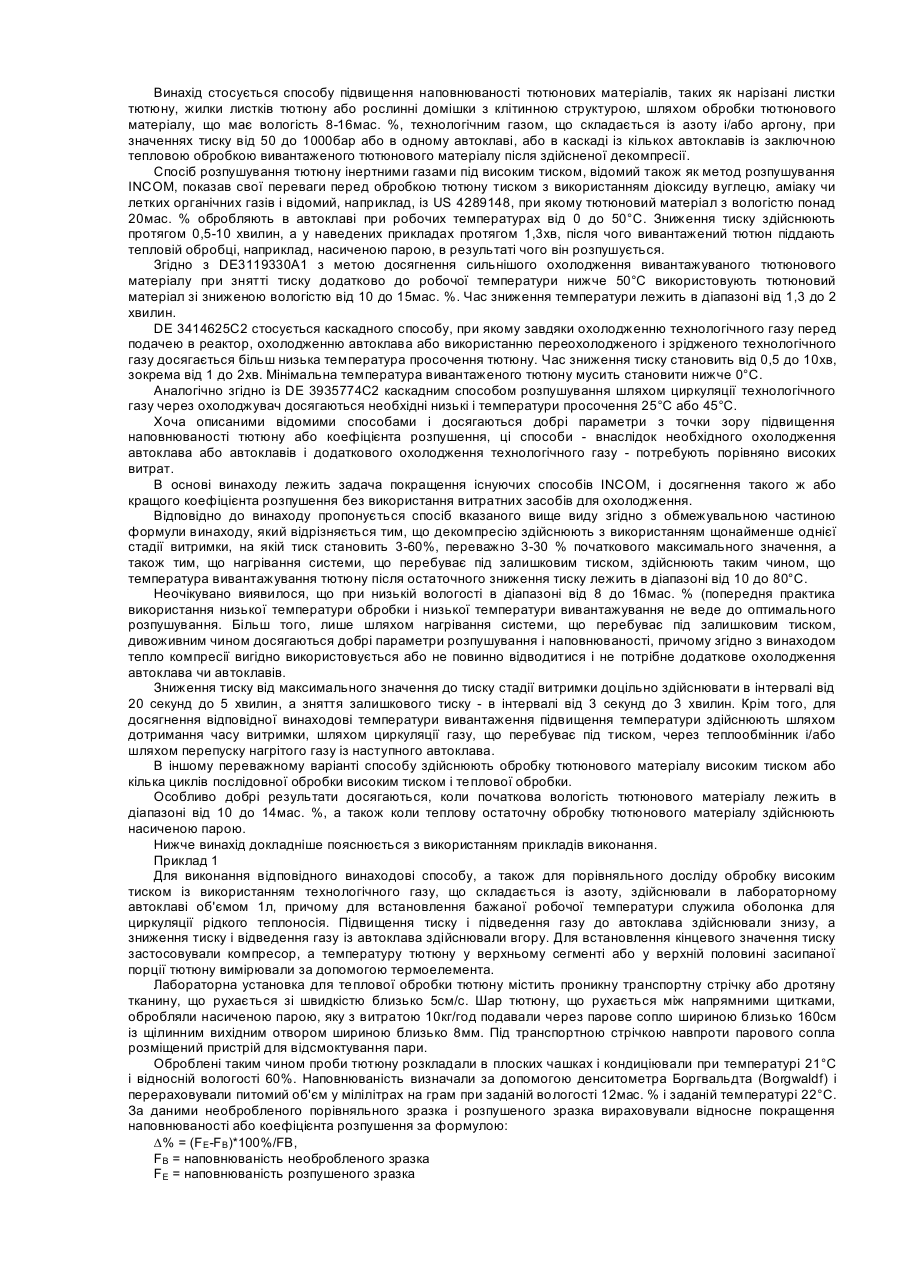
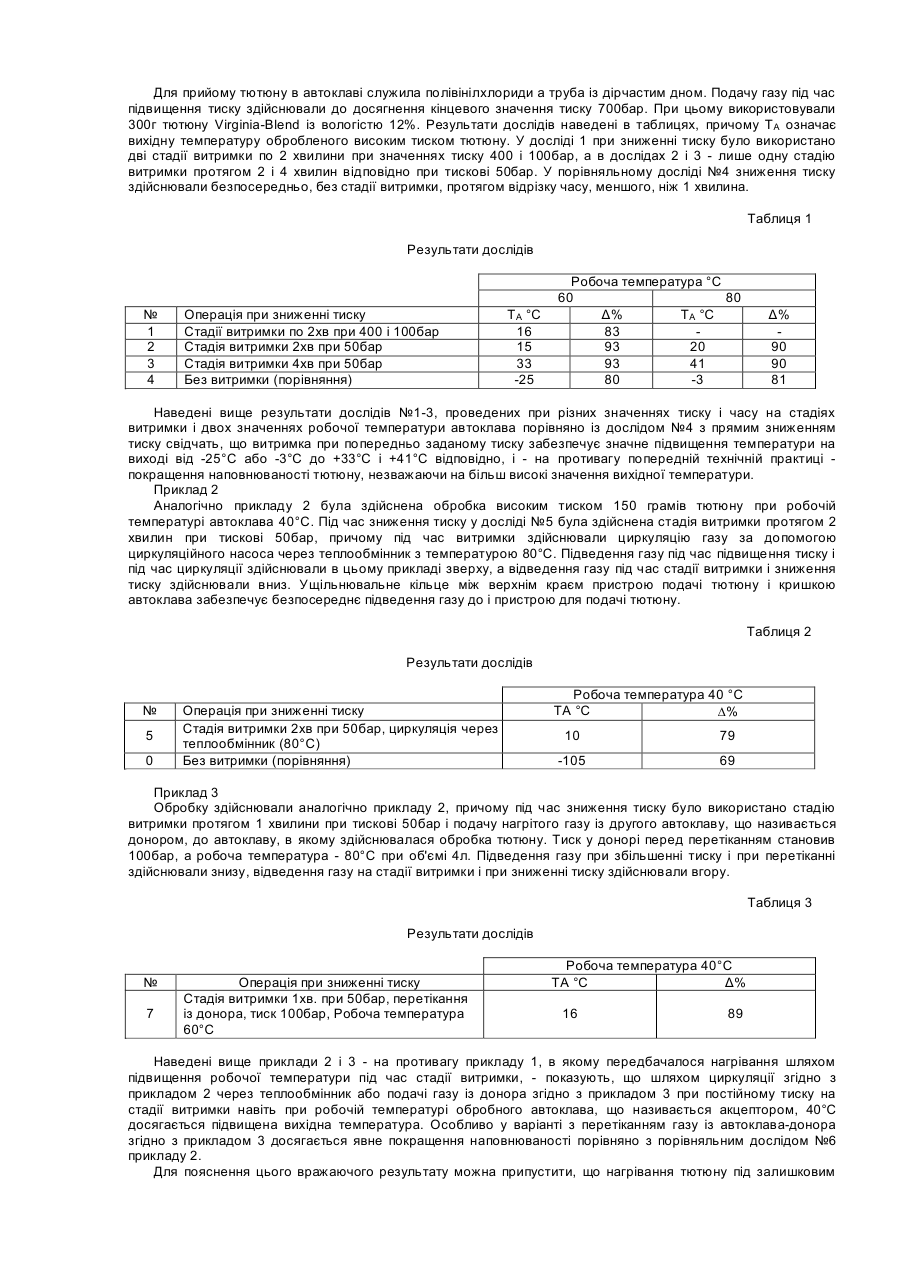
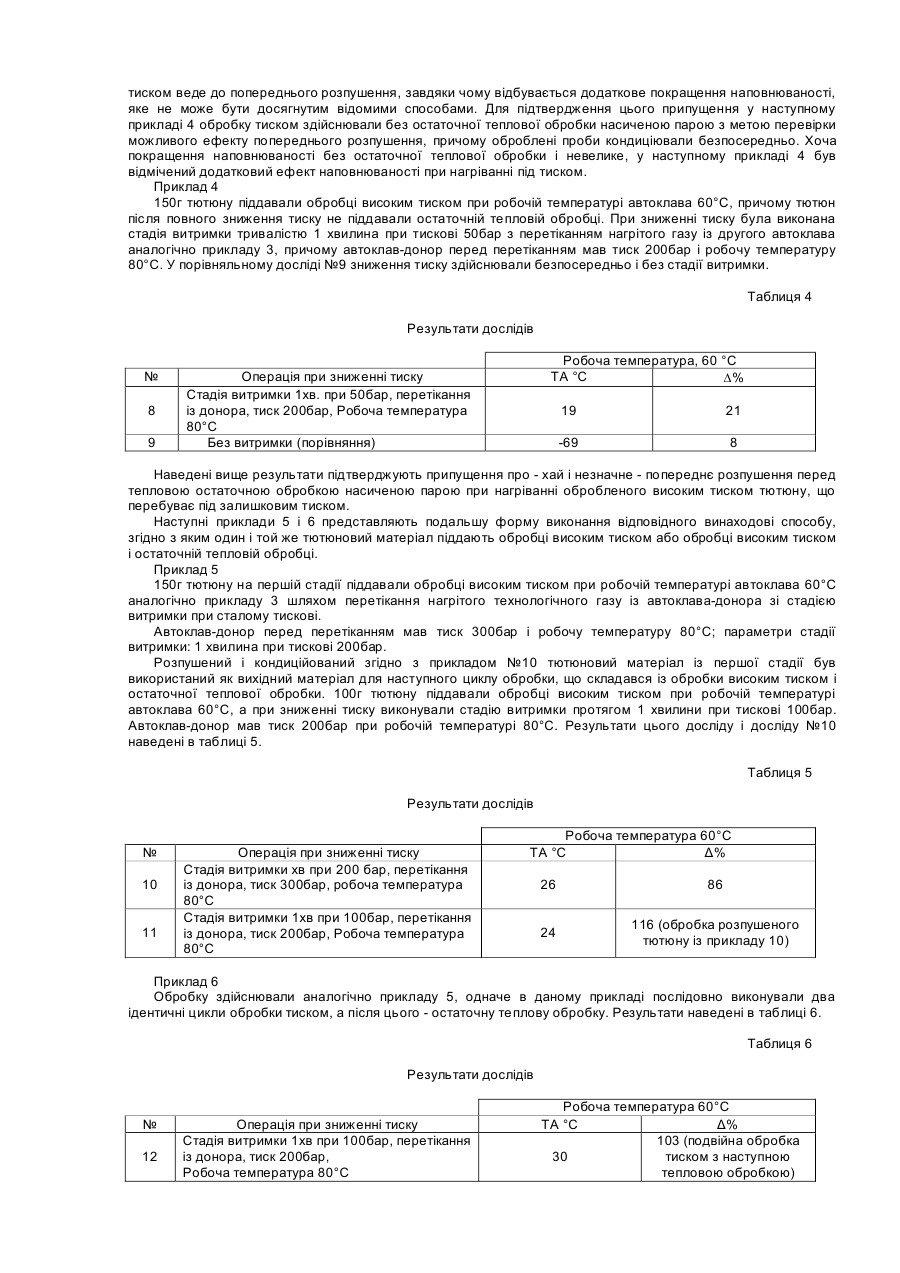
Винахід стосується способу підвищення наповнюваності тютюнових матеріалів, таких як нарізані листки тютюну, жилки листків тютюну або рослинні домішки з клітинною структурою, шляхом обробки тютюнового матеріалу, що має вологість 8-16мас. %, технологічним газом, що складається із азоту і/або аргону, при значеннях тиску від 50 до 1000бар або в одному автоклаві, або в каскаді із кількох автоклавів із заключною тепловою обробкою вивантаженого тютюнового матеріалу після здійсненої декомпресії. Спосіб розпушування тютюну інертними газами під високим тиском, відомий також як метод розпушування INCOM, показав свої переваги перед обробкою тютюну тиском з використанням діоксиду вуглецю, аміаку чи летких органічних газів і відомий, наприклад, із US 4289148, при якому тютюновий матеріал з вологістю понад 20мас. % обробляють в автоклаві при робочих температурах від 0 до 50°С. Зниження тиску здійснюють протягом 0,5-10 хвилин, а у наведених прикладах протягом 1,3хв, після чого вивантажений тютюн піддають тепловій обробці, наприклад, насиченою парою, в результаті чого він розпушується. Згідно з DE3119330А1 з метою досягнення сильнішого охолодження вивантажуваного тютюнового матеріалу при знятті тиску додатково до робочої температури нижче 50°С використовують тютюновий матеріал зі зниженою вологістю від 10 до 15мас. %. Час зниження температури лежить в діапазоні від 1,3 до 2 хвилин. DE 3414625C2 стосується каскадного способу, при якому завдяки охолодженню технологічного газу перед подачею в реактор, охолодженню автоклава або використанню переохолодженого і зрідженого технологічного газу досягається більш низька температура просочення тютюну. Час зниження тиску становить від 0,5 до 10хв, зокрема від 1 до 2хв. Мінімальна температура вивантаженого тютюну мусить становити нижче 0°С. Аналогічно згідно із DE 3935774C2 каскадним способом розпушування шляхом циркуляції технологічного газу через охолоджувач досягаються необхідні низькі і температури просочення 25°С або 45°С. Хоча описаними відомими способами і досягаються добрі параметри з точки зору підвищення наповнюваності тютюну або коефіцієнта розпушення, ці способи - внаслідок необхідного охолодження автоклава або автоклавів і додаткового охолодження технологічного газу - потребують порівняно високих витрат. В основі винаходу лежить задача покращення існуючих способів INCOM, і досягнення такого ж або кращого коефіцієнта розпушення без використання витратних засобів для охолодження. Відповідно до винаходу пропонується спосіб вказаного вище виду згідно з обмежувальною частиною формули винаходу, який відрізняється тим, що декомпресію здійснюють з використанням щонайменше однієї стадії витримки, на якій тиск становить 3-60%, переважно 3-30 % початкового максимального значення, а також тим, що нагрівання системи, що перебуває під залишковим тиском, здійснюють таким чином, що температура вивантажування тютюну після остаточного зниження тиску лежить в діапазоні від 10 до 80°С. Неочікувано виявилося, що при низькій вологості в діапазоні від 8 до 16мас. % (попередня практика використання низької температури обробки і низької температури вивантажування не веде до оптимального розпушування. Більш того, лише шляхом нагрівання системи, що перебуває під залишковим тиском, дивоживним чином досягаються добрі параметри розпушування і наповнюваності, причому згідно з винаходом тепло компресії вигідно використовується або не повинно відводитися і не потрібне додаткове охолодження автоклава чи автоклавів. Зниження тиску від максимального значення до тиску стадії витримки доцільно здійснювати в інтервалі від 20 секунд до 5 хвилин, а зняття залишкового тиску - в інтервалі від 3 секунд до 3 хвилин. Крім того, для досягнення відповідної винаходові температури вивантаження підвищення температури здійснюють шляхом дотримання часу витримки, шляхом циркуляції газу, що перебуває під тиском, через теплообмінник і/або шляхом перепуску нагрітого газу із наступного автоклава. В іншому переважному варіанті способу здійснюють обробку тютюнового матеріалу високим тиском або кілька циклів послідовної обробки високим тиском і теплової обробки. Особливо добрі результати досягаються, коли початкова вологість тютюнового матеріалу лежить в діапазоні від 10 до 14мас. %, а також коли теплову остаточну обробку тютюнового матеріалу здійснюють насиченою парою. Нижче винахід докладніше пояснюється з використанням прикладів виконання. Приклад 1 Для виконання відповідного винаходові способу, а також для порівняльного досліду обробку високим тиском із використанням технологічного газу, що складається із азоту, здійснювали в лабораторному автоклаві об'ємом 1л, причому для встановлення бажаної робочої температури служила оболонка для циркуляції рідкого теплоносія. Підвищення тиску і підведення газу до автоклава здійснювали знизу, а зниження тиску і відведення газу із автоклава здійснювали вгору. Для встановлення кінцевого значення тиску застосовували компресор, а температуру тютюну у верхньому сегменті або у верхній половині засипаної порції тютюну вимірювали за допомогою термоелемента. Лабораторна установка для теплової обробки тютюну містить проникну транспортну стрічку або дротяну тканину, що рухається зі швидкістю близько 5см/с. Шар тютюну, що рухається між напрямними щитками, обробляли насиченою парою, яку з витратою 10кг/год подавали через парове сопло шириною близько 160см із щілинним вихідним отвором шириною близько 8мм. Під транспортною стрічкою навпроти парового сопла розміщений пристрій для відсмоктування пари. Оброблені таким чином проби тютюну розкладали в плоских чашках і кондиціювали при температурі 21°С і відносній вологості 60%. Наповнюваність визначали за допомогою денситометра Боргвальдта (Borgwaldf) і перераховували питомий об'єм у мілілітрах на грам при заданій вологості 12мас. % і заданій температурі 22°С. За даними необробленого порівняльного зразка і розпушеного зразка вираховували відносне покращення наповнюваності або коефіцієнта розпушення за формулою: D% = (F Е-FВ)*100%/FB, FВ = наповнюваність необробленого зразка FЕ = наповнюваність розпушеного зразка Для прийому тютюну в автоклаві служила полівінілхлориди а труба із дірчастим дном. Подачу газу під час підвищення тиску здійснювали до досягнення кінцевого значення тиску 700бар. При цьому використовували 300г тютюну Virginia-Blend із вологістю 12%. Результати дослідів наведені в таблицях, причому ТА означає вихідну температуру обробленого високим тиском тютюну. У досліді 1 при зниженні тиску було використано дві стадії витримки по 2 хвилини при значеннях тиску 400 і 100бар, а в дослідах 2 і 3 - лише одну стадію витримки протягом 2 і 4 хвилин відповідно при тискові 50бар. У порівняльному досліді №4 зниження тиску здійснювали безпосередньо, без стадії витримки, протягом відрізку часу, меншого, ніж 1 хвилина. Таблиця 1 Результати дослідів № 1 2 3 4 Операція при зниженні тиску Стадії витримки по 2хв при 400 і 100бар Стадія витримки 2хв при 50бар Стадія витримки 4хв при 50бар Без витримки (порівняння) ТА °С 16 15 33 -25 Робоча температура °С 60 80 Δ% ТА °С 83 93 20 93 41 80 -3 Δ% 90 90 81 Наведені вище результати дослідів №1-3, проведених при різних значеннях тиску і часу на стадіях витримки і двох значеннях робочої температури автоклава порівняно із дослідом №4 з прямим зниженням тиску свідчать, що витримка при попередньо заданому тиску забезпечує значне підвищення температури на виході від -25°С або -3°С до +33°С і +41°С відповідно, і - на противагу попередній технічній практиці покращення наповнюваності тютюну, незважаючи на більш високі значення вихідної температури. Приклад 2 Аналогічно прикладу 2 була здійснена обробка високим тиском 150 грамів тютюну при робочій температурі автоклава 40°С. Під час зниження тиску у досліді №5 була здійснена стадія витримки протягом 2 хвилин при тискові 50бар, причому під час витримки здійснювали циркуляцію газу за допомогою циркуляційного насоса через теплообмінник з температурою 80°С. Підведення газу під час підвищення тиску і під час циркуляції здійснювали в цьому прикладі зверху, а відведення газу під час стадії витримки і зниження тиску здійснювали вниз. Ущільнювальне кільце між верхнім краєм пристрою подачі тютюну і кришкою автоклава забезпечує безпосереднє підведення газу до і пристрою для подачі тютюну. Таблиця 2 Результати дослідів № 5 0 Операція при зниженні тиску Стадія витримки 2хв при 50бар, циркуляція через теплообмінник (80°С) Без витримки (порівняння) Робоча температура 40 °С ТА °С D% 10 79 -105 69 Приклад 3 Обробку здійснювали аналогічно прикладу 2, причому під час зниження тиску було використано стадію витримки протягом 1 хвилини при тискові 50бар і подачу нагрітого газу із другого автоклаву, що називається донором, до автоклаву, в якому здійснювалася обробка тютюну. Тиск у донорі перед перетіканням становив 100бар, а робоча температура - 80°С при об'ємі 4л. Підведення газу при збільшенні тиску і при перетіканні здійснювали знизу, відведення газу на стадії витримки і при зниженні тиску здійснювали вгору. Таблиця 3 Результати дослідів № 7 Операція при зниженні тиску Стадія витримки 1хв. при 50бар, перетікання із донора, тиск 100бар, Робоча температура 60°С Робоча температура 40°С ТА °С Δ% 16 89 Наведені вище приклади 2 і 3 - на противагу прикладу 1, в якому передбачалося нагрівання шляхом підвищення робочої температури під час стадії витримки, - показують, що шляхом циркуляції згідно з прикладом 2 через теплообмінник або подачі газу із донора згідно з прикладом 3 при постійному тиску на стадії витримки навіть при робочій температурі обробного автоклава, що називається акцептором, 40°С досягається підвищена вихідна температура. Особливо у варіанті з перетіканням газу із автоклава-донора згідно з прикладом 3 досягається явне покращення наповнюваності порівняно з порівняльним дослідом №6 прикладу 2. Для пояснення цього вражаючого результату можна припустити, що нагрівання тютюну під залишковим тиском веде до попереднього розпушення, завдяки чому відбувається додаткове покращення наповнюваності, яке не може бути досягнутим відомими способами. Для підтвердження цього припущення у наступному прикладі 4 обробку тиском здійснювали без остаточної теплової обробки насиченою парою з метою перевірки можливого ефекту попереднього розпушення, причому оброблені проби кондиціювали безпосередньо. Хоча покращення наповнюваності без остаточної теплової обробки і невелике, у наступному прикладі 4 був відмічений додатковий ефект наповнюваності при нагріванні під тиском. Приклад 4 150г тютюну піддавали обробці високим тиском при робочій температурі автоклава 60°С, причому тютюн після повного зниження тиску не піддавали остаточній тепловій обробці. При зниженні тиску була виконана стадія витримки тривалістю 1 хвилина при тискові 50бар з перетіканням нагрітого газу із другого автоклава аналогічно прикладу 3, причому автоклав-донор перед перетіканням мав тиск 200бар і робочу температуру 80°С. У порівняльному досліді №9 зниження тиску здійснювали безпосередньо і без стадії витримки. Таблиця 4 Результати дослідів № 8 9 Робоча температура, 60 °С ТА °С D% Операція при зниженні тиску Стадія витримки 1хв. при 50бар, перетікання із донора, тиск 200бар, Робоча температура 80°С Без витримки (порівняння) 19 21 -69 8 Наведені вище результати підтверджують припущення про - хай і незначне - попереднє розпушення перед тепловою остаточною обробкою насиченою парою при нагріванні обробленого високим тиском тютюну, що перебуває під залишковим тиском. Наступні приклади 5 і 6 представляють подальшу форму виконання відповідного винаходові способу, згідно з яким один і той же тютюновий матеріал піддають обробці високим тиском або обробці високим тиском і остаточній тепловій обробці. Приклад 5 150г тютюну на першій стадії піддавали обробці високим тиском при робочій температурі автоклава 60°С аналогічно прикладу 3 шляхом перетікання нагрітого технологічного газу із автоклава-донора зі стадією витримки при сталому тискові. Автоклав-донор перед перетіканням мав тиск 300бар і робочу температуру 80°С; параметри стадії витримки: 1 хвилина при тискові 200бар. Розпушений і кондиційований згідно з прикладом №10 тютюновий матеріал із першої стадії був використаний як вихідний матеріал для наступного циклу обробки, що складався із обробки високим тиском і остаточної теплової обробки. 100г тютюну піддавали обробці високим тиском при робочій температурі автоклава 60°С, а при зниженні тиску виконували стадію витримки протягом 1 хвилини при тискові 100бар. Автоклав-донор мав тиск 200бар при робочій температурі 80°С. Результати цього досліду і досліду №10 наведені в таблиці 5. Таблиця 5 Результати дослідів № 10 11 Операція при зниженні тиску Стадія витримки хв при 200 бар, перетікання із донора, тиск 300бар, робоча температура 80°С Стадія витримки 1хв при 100бар, перетікання із донора, тиск 200бар, Робоча температура 80°С Робоча температура 60°С ТА °С Δ% 26 86 24 116 (обробка розпушеного тютюну із прикладу 10) Приклад 6 Обробку здійснювали аналогічно прикладу 5, одначе в даному прикладі послідовно виконували два ідентичні цикли обробки тиском, а після цього - остаточну теплову обробку. Результати наведені в таблиці 6. Таблиця 6 Результати дослідів № 12 Операція при зниженні тиску Стадія витримки 1хв при 100бар, перетікання із донора, тиск 200бар, Робоча температура 80°С Робоча температура 60°С ТА °С Δ% 103 (подвійна обробка 30 тиском з наступною тепловою обробкою) Тоді як розпушений на стадії 1 прикладу 5 тютюновий матеріал використовували для повторної обробки на стадії 2, в прикладі 6 цикл обробки тиском послідовно повторювали двічі і лише після цього оброблений тиском тютюновий матеріал піддавали остаточній тепловій обробці. Обидва приклади виконання способу базуються на принципі багаторазового розпушення шляхом повторення послідовності із обробки високим тиском і додаткової теплової обробки або лише повторної обробки високим тиском і остаточної теплової обробки. Приклад 5 свідчить, що ефективність першої стадії розпушення шляхом повторної обробки на стадії 2 може збільшуватися і досягається дуже висока наповнюваність тютюнового матеріалу. Приклад 6 спрощений шляхом відмови від додаткової обробки, але при цьому не досягається максимальне значення прикладу 5.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of improving the filling ability of tobacco materials
Автори англійськоюZin Klaus-Dieter
Назва патенту російськоюСпособ улучшения наполняемости табачных материалов
Автори російськоюЦин Клаус-Дитер
МПК / Мітки
МПК: A24B 3/00
Мітки: спосіб, матеріалів, покращення, тютюнових, наповнюваності
Код посилання
<a href="https://ua.patents.su/4-72315-sposib-pokrashhennya-napovnyuvanosti-tyutyunovikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб покращення наповнюваності тютюнових матеріалів</a>
Спосіб обробки та покращення поверхні матеріалів
Номер патенту: 60641
Опубліковано: 15.10.2003
Автори: Томашпольський Юрій Якович, Шимон Людвік Людвікович, Бобонич Ерік Петрович, Гринь Анатолій Анатолійович, Кудрявцев Михайло Євгенійович, Бобонич Петро Петрович
МПК: C30B 31/00
Мітки: спосіб, обробки, покращення, матеріалів, поверхні
Формула / Реферат:
Пропонується газотурбінна установка яка вміщує турбіну, камеру горіння та компресор, на вхідній магістралі якого встановлений інерційний блок очищення з трубопроводом відводу забрудненого повітря. З метою підвищення антипомпажної остійкості, економічності, спрощення запуску та надійного відводу забрудненого повітря з інерційного блоку очищення, трубопровід відводу забрудненного повітря сполучається зі входом інжектора,робоче сопло інжектора...
Спосіб покращення твердого матеріалу і пристрій для його здійснення
Номер патенту: 50845
Опубліковано: 15.11.2002
Автор: Коноші Девід Стюарт
МПК: C10F 5/00, B01D 43/00, F26B 7/00, F26B 21/00, F26B 3/20, F26B 3/06
Мітки: пристрій, покращення, твердого, здійснення, матеріалу, спосіб
Формула / Реферат:
1. Спосіб покращення твердого матеріалу, у якому нагрівають твердий матеріал до підвищеної температури для видалення води, після чого охолоджують покращений твердий матеріал, який відрізняється тим, що застосовують ряд камер для розміщення ущільнених шарів твердого матеріалу і, щонайменше, один контур теплообміну для нагрівання та охолодження твердого матеріалу в ущільнених шарах у камерах через теплообмін з флюїдом теплообміну, і при...
Спосіб обробки тютюнових листків при виготовленні різаного тютюну та пристрій для його здійснення
Номер патенту: 42770
Опубліковано: 15.11.2001
Автори: Вайсс Арно, Шпаллек Бернд, Метцнер Вольфганг
Мітки: пристрій, здійснення, різаного, тютюну, виготовленні, листків, спосіб, обробки, тютюнових
Формула / Реферат:
1. Способ обработки табачных листьев при изготовлении резаного табака для курительных изделий, в котором жилки и листовой материал табачного листа подвергают отволаживанию, резке и сушке отдельно друг от друга, отличающийся тем, что подвергнутые отволаживанию, нераскатанные и нарезанные жилки смешивают с подвергнутым отволаживанию и нарезанным листовым материалом, и что затем нарезанные жилки и нарезанный листовой материал подвергают...
Спосіб обробки тютюнових листків при виготовленні різаного тютюну та пристрій для його здійснення
Номер патенту: 42769
Опубліковано: 15.11.2001
Автори: Шпаллек Бернд, Вайсс Арно, Метцнер Вольфганг
Мітки: тютюну, обробки, тютюнових, листків, спосіб, здійснення, пристрій, різаного, виготовленні
Формула / Реферат:
1. Способ обработки табачных листьев при изготовлении резаного табака, включающий отделение жилок от листового материала, отличающийся тем, что нераскатанные жилки отдельно от листового материала подвергают отволаживанию и предварительной резке, листовой материал отдельно от жилок подвергают отволаживанию, после чего жилки и листовой материал смешивают и в заключение листовой материал и жилки совместно подвергают резке и сушке.2....
Спосіб покращення імунного статусу людини
Номер патенту: 29798
Опубліковано: 15.11.2000
Автори: Бородюк Олег Олександрович, Бідник Василь Михайлович, Татарин Василь Ярославович, Боднарук Богдан Юліанович
МПК: A61N 2/04
Мітки: імунного, покращення, спосіб, статусу, людини
Формула / Реферат:
Спосіб покращення імунного статусу людини, який полягає в дії на організм пакетами імпульсів магнітного поля у вигляді згасаючого коливання амплітудою 0,12-18мкТл з періодом 20-1100нс і декрементом згасання не менше 0,05, який відрізняється тим, що частота повторення пакетів імпульсів встановлюється в діапазоні 34-36Гц, щоб забезпечити покращення імунного статусу людини при одночасному зниженні ризику погіршення стану здоров'я організму...
Попередній патент: Спосіб видалення хрому та/або нікелю з рідких шлаків
Наступний патент: Спосіб покращення наповнюваності тютюнових матеріалів
Випадковий патент: Спосіб попередньої обробки топінамбура після зберігання