Корпус контейнера для збереження токсичних хімічних відходів і спосіб його виготовлення
Номер патенту: 73165
Опубліковано: 15.06.2005
Автори: Якушкін Михайло Олександрович, Джур Євген Олексійович, Кучма Леонід Данилович, Кабардін Микола Костянтинович, Крикун Юрій Олександрович, Ткаченко Володимир Іванович, Алексєєв Юрій Сергійович, Удод Володимир Володимирович, Межуєв Микола Миколайович

Формула / Реферат
1. Корпус контейнера для збереження і транспортування токсичних хімічних відходів, виконаний як вертикальний циліндричний стакан з наповненого полімерного композита, який відрізняється тим, що стакан виконаний зі співвідношенням діаметра основи до висоти, що дорівнює 1:(1-1,35), і товщиною стінки 9-10 мм, а як полімерний композит застосований скловолокніт на основі зв'язуючого і комплексних скляних ниток діаметром до 11мкм.
2. Корпус за п. 1, який відрізняється тим, що як зв'язуюче застосована фенол-формальдегідна смола.
3. Спосіб виготовлення корпуса контейнера для збереження і транспортування токсичних хімічних відходів, що включає підготовку полімерного композита й укладання його у форму з наступним пресуванням, який відрізняється тим, що як полімерний композит беруть скловолокніт на основі зв'язуючого і комплексних скляних ниток у співвідношенні 1:(1,56-1,7), при цьому у форму укладають об'єм скловолокніту, який дорівнює об'єму корпуса, і проводять пресування в сухому вигляді при поступовому підвищенні температури до 180°С протягом 3 хв.
4. Спосіб за п. 3, який відрізняється тим, що скляні нитки беруть діаметром до 11мкм у співвідношенні до їх довжини, що дорівнює 1:(0,64-1,36).
5. Спосіб за п. 4, який відрізняється тим, що як зв'язуюче беруть фенол-формальдегідну смолу.
Текст
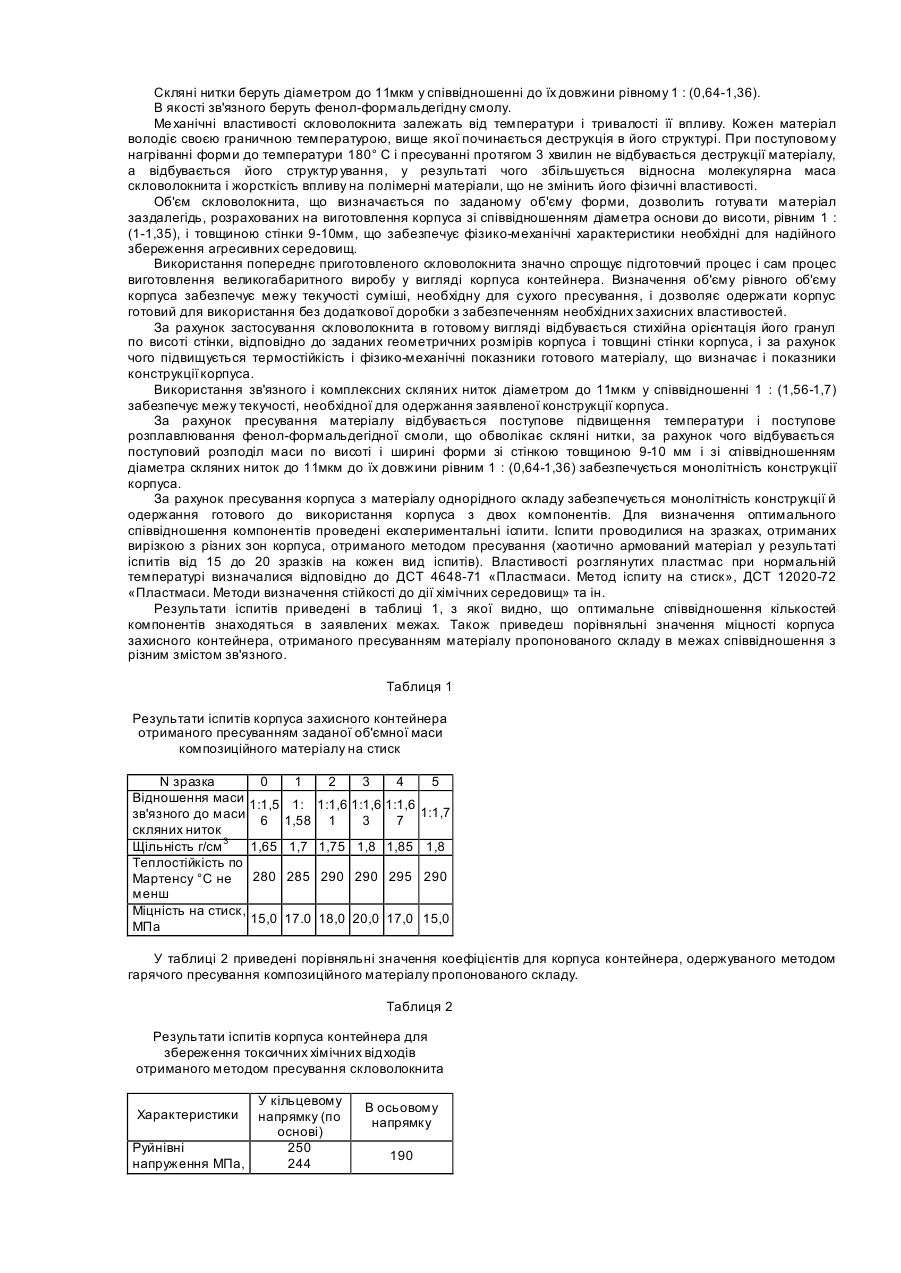
Група винаходів відноситься до галузей ядерної техніки й охорони навколишнього середовища, а саме для захисту людини і природи від шкідливого впливу хімічних відходів, і може бути використана при розробці пересувних ємностей, що використовуються як корпус у транспортувальних контейнерах для збереження токсичних хімічних відходів. Процес створення захисних контейнерів визначається конкретними умовами їхньої експлуатації і вартістю застосовуваних матеріалів. Контейнер повинний мати надійну антикорозійну ізоляцію, що забезпечує йому достатню механічну міцність, щоб довгостроково витримувати вплив водню, що утвориться при розвитку корозії, а також вплив температури і хімічних реакцій у його корпусі. В даний час у захисних контейнерах використовуються корпуси у формі паралелепіпедів, що мають прямокутний поперечний перетин чи циліндричні корпуси, що містять кільцеві порожнини для розміщення шкідливих відходів. Корпус може бути виконаний з окремих елементів, що з'єднуються між собою, чи суцільнолитим. Перевагою суцільнолитих конструкцій є те, що корпус має рівномірну товщин у стінки з однорідного матеріалу по всій поверхні, у результаті не потрібна герметизація вузлів, що з'єдн уються. У свою чергу в суцільнолитих корпусах обмежений корисний об'єм, а в збірних конструкціях забезпечення надійної герметизації приводить до підвищення вартості контейнера. Відомі контейнери для збереження шкідливих відходів, стінки корпусів яких складаються з матеріалів, що забезпечують контейнер у залежності від властивостей матеріалу, що завантажується, наступними необхідними експлуатаційними властивостями: механічною міцністю, герметичністю, біологічним захистом і антикорозійними властивостями. Найбільш вживаним по вартості матеріалом для виготовлення захисних контейнерів є бетон, що дозволяє одержати монолітну конструкцію, корпус і дно якої виконані за одне ціле. Відомий залізобетонний контейнер (див. патент РФ № 2056653, МПК6 G21F5/005, опубл. 20.03,96.), що містить корпус, який має форму паралелепіпеда і герметичну кришку, а стінки корпуси виконані товщиною не менш 200мм. Застосування залізної арматури дозволяє знизити товщину стінки корпуса до 200 мм і тем самим збільшити його корисний об'єм. Однак корпус зі стінкою з залізобетону товщиною в 200 мм являє собою досить громіздку конструкцію і має значну вагу. Крім того, бетони мають пористість і визначений відсоток водопоглинення. Тому бетонні конструкції можуть бути використані тільки для збереження твердих відходів, що обмежує область їхнього застосування. Через значну вагу такі контейнери, як правило, застосовують нерухомими в спеціальних сховища х. Для забезпечення ефективного захисту на залізобетонні стінки корпуса контейнера додатково установлюються внутрішні і зовнішні оболонки чи додаткові захисні шари з пластичних мас, армованих різними наповнювачами, що з'єднують позитивні якості двох чи декількох матеріалів. Найбільш близьким по технічній суті і результату, що досягається, є корпус захисного контейнера (див. патент РФ № 2076360, МПК6 G21F1/12, .G21F5/005, опубл27.03.97), що включає ємність у вигляді циліндричного стакану, виконаною з полімерного композита. Стакан виконано з двошарової полімерної оболонки, у якій в якості внутрішнього захисного шару використовують полімерний композит полістиролу, наповненого поліметил-силіконатом свинцю при наступному співвідношенні компонентів, % (мас): полістирол 10-15; поліметилсиліконат свинцю - інше, і зовнішнього шару оболонки, виконаного з поліетилену. Хімічна стійкість полімерних композитів в основному визначається видом зв'язного і способом переробки композиційних матеріалів у виробі. Виконання стакану з двошарової оболонки, а саме внутрішнього шару з полімерного композита дозволить поліпшити антикорозійні властивості й умови герметизації. Однак полімерні композити, армовані посилюючими наповнювачами, не є універсальними матеріалами, і створення нових композитів не дозволяє одержати уніфіковану конструкцію контейнера, що задовольняє умовам, які забезпечують збереження і транспортування для різних видів шкідливих відходів і агресивних середовищ. Відома конструкція має наступні недоліки. По-перше, зміст поліметилсиліконата свинцю в матеріалі складає високий відсоток (90-92 %) і, відповідно, має підвищену витрату свинцю, за рахунок цього відбувається збільшення товщини стінки корпуса і зменшення корисного об'єму. По-друге, свинець є токсичним матеріалом і вимагає при його використанні додаткових заходів, що локалізують чи усувають цей недолік, що веде до збільшення вартості контейнера в цілому. Крім того, у результаті виконання стінки корпуса контейнера з декількох оболонок не забезпечується його конструкційна цілісність через неоднорідність структури застосовуваних матеріалів у кожнім шарі і складній технології з'єднання оболонок, а також нанесення захисних шарів. В основу першого з групи винаходів поставлена задача удосконалення корпуса контейнера шляхом використання для його виготовлення композиційного матеріалу з високими фізико-механічними властивостями з одночасним поліпшенням конструкції, за рахунок чого буде підвищені надійність і знижені його вага і вартість. В основу другого з групи винаходу поставлена задача удосконалення способу виготовлення корпуса контейнера з визначеного об'єму скловолокнита рівного об'єму корпуса, за рахунок чого буде отриманий монолітний корпус з товщиною стінки 9-10мм, що забезпечує одержання полегшеного уніфікованого вузла для контейнерів, що транспортуються. Перша поставлена задача вирішується тим, що корпус контейнера для збереження і транспортування токсичних хімічних відходів, виконаний у вигляді вертикального циліндричного стакану з полімерного композита, відповідно до винаходу, стакан виконано зі співвідношенням діаметра основи до висоти, рівним 1 : (1-1,35), і товщиною стінки 9-10мм, а в якості полімерного композита застосований скловолокнит на основі зв'язного і комплексних скляних ниток діаметром до 11мкм. В якості зв'язного використовується фенол-формальдегідна смола. Ме ханічні якості полімерних композитів, що характеризуються високою міцністю армованих волокон, твердістю матриці і міцністю зв'язку на границі матриця - наповнювач (волокно), забезпечуються, як правильним вибором компонентів, так і технологією. Виконання корпуса контейнера з полімерного композита, попередньо підготовленого з названих компонентів, дозволить виконати корпус, поєднують високу питому міцність зі стійкістю до термічної деструкції. За рахунок використання нитки діаметром до 11мкм відбувається гарна взаємодія зі зв'язним і забезпечується щільність матеріалу 1,7-1,85г/см 3. Розмір часток наповнювача у вигляді скляних ниток діаметром до 11мкм забезпечує сильну фізико-хімічну взаємодію зі зв'язним (як, наприклад, здатність хімсорбіруватися і вводитися між сегментами полімерних макромолекул). Шляхом підбора складу і властивостей наповнювача і зв'язного (матриці), їхнього співвідношення, орієнтації наповнювача, одержують матеріал, що забезпечує необхідні показники з'єднанням експлуатаційних і технологічних властивостей самої конструкції, що виготовляється з цього матеріалу. Хімічна стійкість заявленого матеріалу в основному визначається видом зв'язного і способом переробки матеріалу у виробі. Найбільше застосування в якості зв'язного для волокнистих прес-матеріалів одержала фенол-формальдегідна смола. Взаємодія, наприклад, фенол-формальдегідної смоли і скляних ниток діаметром до 11мкм дозволяє одержати корпус зі стінкою товщиною до 10мм зі співвідношенням діаметра основи до висоти, рівним 1 : (11,35) зі здатністю сприймати бічні напруги, що виникають при деформації стінки, а також напруги, що йдуть від агресивних середовищ, і визначає міцність, твердість і деформуємість корпуса. У порівнянні з відомим композит, що заявляється, з названих компонентів дозволяє одержувати цільні тонкостінні ємності з заданими габаритними розмірами і малою номенклатурою компонентів і цим забезпечується його високі фізико-технічні характеристики, що гарантують стійкість до знакоперемінних навантажень і теплових ударів, корозійну й ерозійну стійкість. Унаслідок відсутності свинцю і його з'єднань матеріал не токсичний і не вимагає додаткових заходів безпеки. Конструкція корпуса, що заявляється, дозволяє одержати уніфікований вузол, що забезпечує одержання надійних в експлуатації контейнерів, що транспортуються, для збереження токсичних хімічних відходів. У результаті цього можна виключити застосування важких металів, що дозволяє значно зменшити вагу і вартість корпуса для контейнера і відповідно контейнера в цілому, і підвищити при цьому його надійність. На відміну від металів процес одержання полімерного композита з заданими властивостями поєднаний з виготовленням самої деталі, що різко скорочує тр удомісткість і собівартість виготовлення контейнерів. Матеріал і. корпус виготовляються одночасно в рамках одного технологічного процесу. Відомий спосіб виготовлення корпуса захисного контейнера (див. патент РФ № 2088984, МПК6 G21F5/005, опубл. 27.08.97), що включає вертикальну установку корпуса і бетонування порожнини між металевими зовнішньою і внутрішньою циліндричними оболонками з днищами. Одночасно виконується рівнобіжне бетонування порожнини зразка ідентичного сектору корпуса. Бетонування ведуть в одному режимі. За зразком здійснюють оцінку якості бетонного заповнювача і визначають фізико-механічні властивості корпуса. Відомий спосіб дозволяє одержати корпус способом простого бетонування з доступного і недорогого матеріалу у вигляді монолітної цільної конструкції. Однак у відомому способі виготовлення корпуса можна задати тільки режим бетонування, а оцінку якості можливо визначити після виготовлення виробу. Крім того, такий спосіб є трудомістким і не продуктивним. Такі корпуси виготовляють на місці для збереження відходів у нерухомих контейнерах для спеціальних схови щ. Тому неможливо одержати виріб з високими фізико-механічними показниками з такого матеріалу як бетон, тому що для підвищення його ефективності з можливістю захисту від радіоактивного випромінювання потрібно металеве армування і додаткові оболонки чи шари для захисту внутрішніх і зовнішніх стінок бетонного корпуса, а це приводить до підвищення витрати дорогих матеріалів і збільшення його вартості. Найбільш близьким по технічній суті і результату, що досягається, є спосіб виготовлення матеріалу для радіаційного захисту методом пресування (патент РФ № 2193248, МПК7 G21F1/04, опубл. 27.11.2000) що включає підготовку полімерного композита й укладання його у форму з наступним пресуванням. Для пресування використовують композицію на основі зв'язного, тонкомолотого скла з дисперсністю 40-50мкм і наповнювача, тонкодисперсний залізо-властивий гематитовий концентрат з розміром часток 40-50мкм із наступним механоактивуванням суміші, зволоженням матеріалу сумішшю води і рідкого скла із силікатним модулем 1,7-2,1, а потім роблять пресування матеріалу під питомим тиском 300-400кг/см 3, термообробку при температурі 800-850° С протягом 50-60хв. і отжиг протягом 7-8ч. Такий спосіб дозволяє спростити технологію виготовлення більш якісних виробів за рахунок підготовки композиції, що забезпечує заздалегідь визначені якості деталей конструкційного призначення методом пресування. Однак відомим способом одержують матеріал для захисту від радіоактивних відходів і тому він відрізняється підвищеним складом компонентів, з'єднання яких у композицію вимагає додаткових операцій, таких як термообробка і випал, що ускладнює процес одержання матеріалу, а тим більше виріб з нього. Відомим способом неможливо одержати відразу готовий тонкостінний корпус, що не вимагає додаткової обробки. Друга поставлена задача вирішується тим, що спосіб виготовлення корпуса контейнера для збереження токсичних хімічних відходів, що включає підготовку полімерного композита й укладання його у форму з наступним пресуванням, відповідно до винаходу, в якості полімерного композита беруть скловолокнит на основі зв'язного і комплексних скляних ниток у співвідношенні 1 : (1,56-1,7), при цьому у форму укладають об'єм скловолокнита, який дорівнює об'єму корпуса, і проводять пресування в сухому вигляді при поступовому підвищенні температури до 180°С протягом 3хв. Скляні нитки беруть діаметром до 11мкм у співвідношенні до їх довжини рівному 1 : (0,64-1,36). В якості зв'язного беруть фенол-формальдегідну смолу. Ме ханічні властивості скловолокнита залежать від температури і тривалості її впливу. Кожен матеріал володіє своєю граничною температурою, вище якої починається деструкція в його структурі. При поступовому нагріванні форми до температури 180° С і пресуванні протягом 3 хвилин не відбувається деструкції матеріалу, а відбувається його структур ування, у результаті чого збільшується відносна молекулярна маса скловолокнита і жорсткість впливу на полімерні матеріали, що не змінить його фізичні властивості. Об'єм скловолокнита, що визначається по заданому об'єму форми, дозволить готува ти матеріал заздалегідь, розрахованих на виготовлення корпуса зі співвідношенням діаметра основи до висоти, рівним 1 : (1-1,35), і товщиною стінки 9-10мм, що забезпечує фізико-механічні характеристики необхідні для надійного збереження агресивних середовищ. Використання попереднє приготовленого скловолокнита значно спрощує підготовчий процес і сам процес виготовлення великогабаритного виробу у вигляді корпуса контейнера. Визначення об'єму рівного об'єму корпуса забезпечує межу текучості суміші, необхідну для сухого пресування, і дозволяє одержати корпус готовий для використання без додаткової доробки з забезпеченням необхідних захисних властивостей. За рахунок застосування скловолокнита в готовому вигляді відбувається стихійна орієнтація його гранул по висоті стінки, відповідно до заданих геометричних розмірів корпуса і товщині стінки корпуса, і за рахунок чого підвищується термостійкість і фізико-механічні показники готового матеріалу, що визначає і показники конструкції корпуса. Використання зв'язного і комплексних скляних ниток діаметром до 11мкм у співвідношенні 1 : (1,56-1,7) забезпечує межу текучості, необхідної для одержання заявленої конструкції корпуса. За рахунок пресування матеріалу відбувається поступове підвищення температури і поступове розплавлювання фенол-формальдегідної смоли, що обволікає скляні нитки, за рахунок чого відбувається поступовий розподіл маси по висоті і ширині форми зі стінкою товщиною 9-10 мм і зі співвідношенням діаметра скляних ниток до 11мкм до їх довжини рівним 1 : (0,64-1,36) забезпечується монолітність конструкції корпуса. За рахунок пресування корпуса з матеріалу однорідного складу забезпечується монолітність конструкції й одержання готового до використання корпуса з двох компонентів. Для визначення оптимального співвідношення компонентів проведені експериментальні іспити. Іспити проводилися на зразках, отриманих вирізкою з різних зон корпуса, отриманого методом пресування (хаотично армований матеріал у результаті іспитів від 15 до 20 зразків на кожен вид іспитів). Властивості розглянутих пластмас при нормальній температурі визначалися відповідно до ДСТ 4648-71 «Пластмаси. Метод іспиту на стиск», ДСТ 12020-72 «Пластмаси. Методи визначення стійкості до дії хімічних середовищ» та ін. Результати іспитів приведені в таблиці 1, з якої видно, що оптимальне співвідношення кількостей компонентів знаходяться в заявлених межах. Також приведеш порівняльні значення міцності корпуса захисного контейнера, отриманого пресуванням матеріалу пропонованого складу в межах співвідношення з різним змістом зв'язного. Таблиця 1 Результати іспитів корпуса захисного контейнера отриманого пресуванням заданої об'ємної маси композиційного матеріалу на стиск N зразка 0 Відношення маси 1:1,5 зв'язного до маси 6 скляних ниток Щільність г/см 3 1,65 Теплостійкість по 280 Мартенсу °С не менш Міцність на стиск, 15,0 МПа 1 2 3 4 5 1: 1:1,6 1:1,6 1:1,6 1:1,7 1,58 1 3 7 1,7 1,75 1,8 1,85 1,8 285 290 290 295 290 17.0 18,0 20,0 17,0 15,0 У таблиці 2 приведені порівняльні значення коефіцієнтів для корпуса контейнера, одержуваного методом гарячого пресування композиційного матеріалу пропонованого складу. Таблиця 2 Результати іспитів корпуса контейнера для збереження токсичних хімічних відходів отриманого методом пресування скловолокнита У кільцевому напрямку (по основі) Руйнівні 250 напруження МПа, 244 Характеристики В осьовому напрямку 190 не менш, при: розтяганні стиску Щільність, кг/м Модуль пружності при розтяганні, МПа, не менш 1700-1770 1700-1770 15700 — Конструкція корпуса, що заявляється, через свою простоту не представлена на кресленні. Корпус захисного контейнера виготовляється й експлуатується таким способом. Попередньо готують прес-матеріал типу ДСВ для пресування корпуса контейнера з композиційного матеріалу. Матеріал являє собою сипучий матеріал (у вигляді гранул) скловолокнит, виготовлений на основі модифікованої фенол-формальдегідної смоли і наповнювача - комплексних скляних ниток, що складаються з елементарних ниток діаметром до 11мкм із відношенням до їхньої довжини рівним 1 : (0,64-1,36). Готують відразу необхідну кількість сипучого матеріалу, об'ємна маса якого визначається по відповідності габаритних розмірів і буде дорівнювати об'єму корпуса. Для забезпечення плинності матеріалу, що забезпечує монолітність конструкції зміст смоли повинен бути в межах 37-39% від загальної маси матеріалу. Необхідний об'єм скловолокнита укладають у форму і пресують у сухому вигляді під питомим тиском 300-400 кг/см 3 при поступовому підвищенні температури до 180°С протягом 3-5хв. Стверджування відбувається при нормальних умовах не менш двох годин. При цьому підтримується необхідний тиск. Після стверджування проводиться плавне охолодження прес-форми. Потім прес-форма розбирається і виймається готовий корпус. Так як відношення товщини стінки корпуса до зовнішнього діаметра D корпуса менше відносини Р / (2GT), де Р - робочий тиск, GT - межа текучості, діаметр корпуса визначається зі співвідношення b / D < Р / (2G). Задаючи товщин у стінки корпуса 9-10мм і знаючи відношення зовнішньому діаметру корпуса до його висоти, можна визначити площу корпуса й об'єм суміші необхідні для виготовлення заданого корпуса. Спосіб виготовлення пресуванням заявленої конструкції корпуса дозволить уніфікувати вузол контейнера для збереження і транспортування токсичних хімічних відходів одержати товщину стінки рівну 9-10мм. На основі таких корпусів можливо одержувати легкі, монолітні контейнери, що забезпечують високі фізикомеханічні характеристики, необхідні для надійного збереження і транспортування токсичних хімічних відходів. Термін служби контейнера, завантаженого рідкими агресивними рідинами, не менш 50 років. Термін служби контейнера, завантаженого твердими екологічно небезпечними речовинами, не менш 200 років. Конструкція корпуса і спосіб його виготовлення дозволяє значно спростити спосіб виробництва контейнера, знизити експлуатаційними властивостями, характерними для визначеного контейнера, відповідно його собівартість і одержати полегшений контейнер з до реальних умов його експлуатації.
ДивитисяДодаткова інформація
Назва патенту англійськоюCasing of a container for storing toxic chemical waste and a method for producing the container
Автори англійськоюAleksieiev Yurii Serhiiovych, DZHUR Eugenie Alexeyevich, Dzhur Yevhen Oleksiiovych, KABARDIN Nikolay Konstantinovich, Krykun Yurii Oleksandrovych, KUCHMA Leonid Danilovich, Mezhuiev Mykola Mykolaiovych, Tkachenko Volodymyr Ivanovych, UDOD Vladimir Vladimirovich, Yakushkin Mykhailo Oleksandrovych, YAKUSHKIN Mikhail Alexandrovich
Назва патенту російськоюКорпус контейнера для хранения токсичных химических отходов и способ изготовления контейнера
Автори російськоюАлексеев Юрий Сергеевич, Джур Евгений Алексеевич, Крикун Юрий Александрович, Межуев Николай Николаевич, Ткаченко Владимир Иванович, Якушкин Михаил Александрович
МПК / Мітки
МПК: B65D 85/84, G21F 5/005
Мітки: хімічних, спосіб, відходів, корпус, збереження, токсичних, виготовлення, контейнера
Код посилання
<a href="https://ua.patents.su/4-73165-korpus-kontejjnera-dlya-zberezhennya-toksichnikh-khimichnikh-vidkhodiv-i-sposib-jjogo-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Корпус контейнера для збереження токсичних хімічних відходів і спосіб його виготовлення</a>
Контейнер для збереження токсичних хімічних і низькоенергетичних радіоактивних відходів
Номер патенту: 60402
Опубліковано: 15.10.2003
Автори: Межуєв Микола Миколайович, Джур Євген Олексійович, Якушкін Михайло Олександрович, Кучма Леонід Данилович, Желтов Павло Миколайович, Кабардін Микола Костянтинович, Ткаченко Володимир Іванович, Алексеєв Юрій Сергійович, Крикун Юрій Олександрович
МПК: G21F 5/005
Мітки: хімічних, відходів, низькоенергетичних, збереження, контейнер, радіоактивних, токсичних
Формула / Реферат:
Контейнер для збереження токсичних хімічних і низькоенергетичних радіоактивних відходів, що містить циліндричний корпус і дві кришки, кожен торець яких має сполучення з відповідною поверхнею корпуса, який відрізняється тим, що стінка корпуса має стовщення на торцях і виконана як "кокон" намотуванням джгута, що складається зі скляних і базальтових ниток, попередньо просоченого зв'язуючим на основі епоксидної смоли, причому кришки...
Контейнер для збереження токсичних хімічних відходів
Номер патенту: 2529
Опубліковано: 15.06.2004
Автори: Якушкін Михайло Олександрович, Кабардін Микола Костянтинович, Ткаченко Володимир Іванович, Межуєв Микола Миколайович, Удод Володимир Володимирович, Кучма Леонід Данилович, Алексеєв Юрій Сергійович, Крикун Юрій Олександрович, Джур Євген Олексійович
МПК: B65D 85/00
Мітки: збереження, контейнер, відходів, хімічних, токсичних
Формула / Реферат:
Контейнер для збереження токсичних хімічних відходів, що містить корпус, виконаний за одне ціле з днищем, кришку з кріпильними вузлами, який відрізняється тим, що корпус і кришка виконані з пресованого скловолокнита на основі фенолформальдегідної смоли і комплексних скляних ниток діаметром до 11 мкм, причому корпус виконаний у формі овалу з виїмкою на днищі і стовщеною верхньою частиною, під якою встановлений знімний бандаж, на зовнішній...
Пристрій для герметизації контейнера для збереження високоактивних відходів

Номер патенту: 28357
Опубліковано: 16.10.2000
Автори: Ніконов Альберт Васильович, Чайкін Вадим Всеволодович, Копанець Інна Михайлівна, Головня Віктор Якович, Батій Валерій Григорович
МПК: G21F 5/005, B65B 53/00, B65B 7/00
Мітки: контейнера, відходів, герметизації, збереження, пристрій, високоактивних
Формула / Реферат:
Устройство для герметизации контейнера для хранения высокоактивных отходов, состоящее из печи нагрева горловины контейнера, охладителя крышки, механизма управления захватом и механизма перемещения охладителя, отличающееся тем, что охладитель крышки выполнен в виде колпака с осевым отверстием для прохождения штока и отверстием для подачи хладагента, а устройство снабжено механизмом прижима колпака к крышке контейнера.
Контейнер транспортно-захисний для твердих екологічно небезпечних та токсичних відходів
Номер патенту: 61864
Опубліковано: 17.11.2003
Автор: Патюта Віктор Тимофійович
МПК: G21F 5/00
Мітки: твердих, небезпечних, відходів, екологічної, контейнер, транспортно-захисний, токсичних
Формула / Реферат:
Контейнер транспортно-захисний для екологічно небезпечних та токсичних відходів, який складається з корпусу та кришки, внутрішні стінки корпусу виконано з епоксикремнієорганічної емалі, яка включає епоксидну смолу (28-32 мас. %), поліметилфенілсилоксановий лак (10-14 мас. %), розчинник (ацетон - 4-8 мас. %), наповнювач (оксид алюмінію - 46-52 мас. %), аеросил (0,2-0,4 мас. %) та отверджувач (поліметилполіамід -1,8-3,6 мас. %), який...
Багатошаровий корпус захисного контейнера
Номер патенту: 72986
Опубліковано: 16.05.2005
Автори: Ткаченко Володимир Іванович, Алексєєв Юрій Сергійович, Межуєв Микола Миколайович, Кабардін Микола Костянтинович, Кучма Леонід Данилович, Якушкін Михайло Олександрович, Крикун Юрій Олександрович, Желтов Павло Миколайович, Джур Євген Олексійович
МПК: G21F 5/005
Мітки: корпус, захисного, контейнера, багатошаровий
Формула / Реферат:
1. Багатошаровий корпус захисного контейнера, що включає стінку з багатошаровою оболонкою, утвореною навитими один на другий шарами полімерного матеріалу із кроком рівним ширині матеріалу, який відрізняється тим, що стінка навита із смуги тканого матеріалу, попередньо просоченої шаром напівсухої суміші полідисперсного наповнювача і принаймні одним шаром зв'язуючого, армованого тим же наповнювачем, при цьому кількість навитих шарів nc...
Попередній патент: Спосіб зміни рівня функціональної активності клітин тканинної структури (варіанти)
Наступний патент: Бензоїлпіразоли та гербіцидний засіб на їх основі
Випадковий патент: Спосіб перетворення механічної енергії натовпу в електричну