Спосіб виробництва прокату з безперервнолитого металу
Номер патенту: 75832
Опубліковано: 15.05.2006
Автори: Демидова Ірина Анатоліївна, Григор'єв Михайло Володимирович, Смирнов Євген Миколайович, Щєрбачов Василь Валентинович, Зуб Вадим Вікторович, Мягков Володимир Михайлович, Слугін Олексій Олексійович
Формула / Реферат
1. Спосіб виробництва прокату з безперервнолитого металу, що включає його розкат в чорнових клітях, формування готового профілю в чистових клітях, який відрізняється тим, що перед або під час прокатки в чистовій лінії розкат розвертають на 180°, причому після розвороту здійснюють нагромадження не менше 60% сумарної деформації в чистових клітях, після чого проводять термообробку.
2. Спосіб за п. 1, який відрізняється тим, що термообробку прокату проводять за схемою "переривчасте охолодження".
Текст
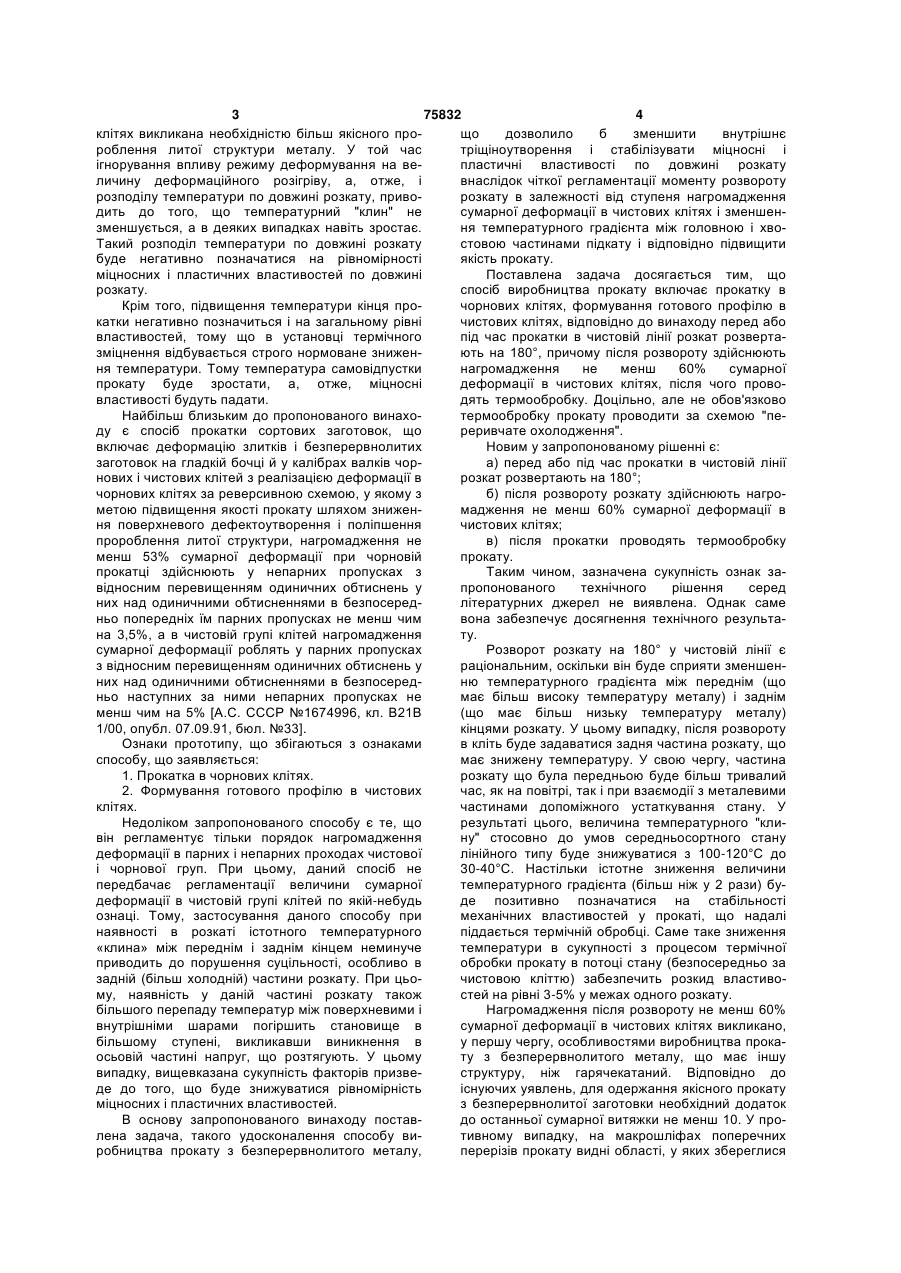
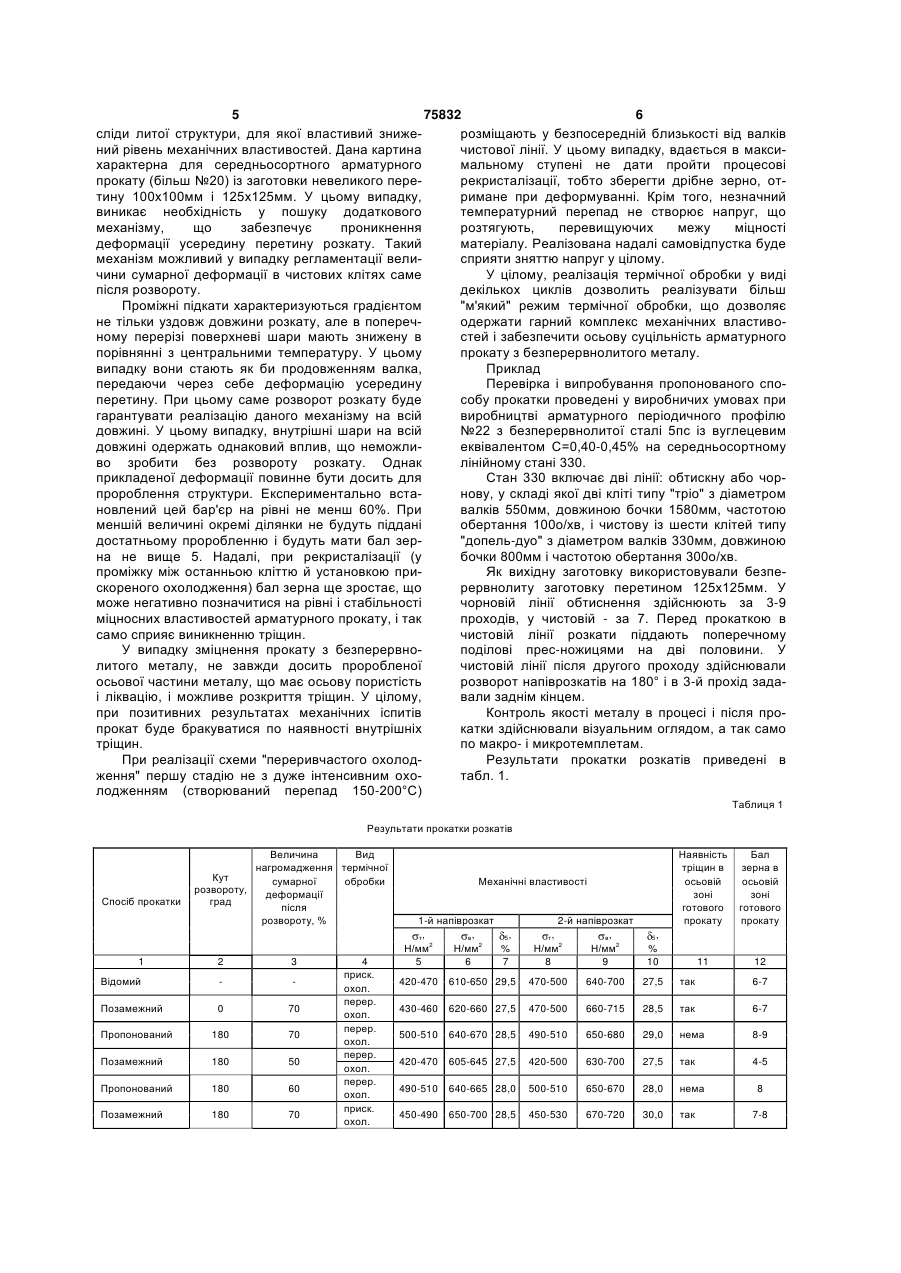
1. Спосіб виробництва прокату з безперервнолитого металу, що включає його розкат в чорнових клітях, формування готового профілю в чистових клітях, який відрізняється тим, що перед або під час прокатки в чистовій лінії розкат розвертають на 180°, причому після розвороту здійснюють нагромадження не менше 60% сумарної деформації в чистових клітях, після чого проводять термообробку. 2. Спосіб за п. 1, який відрізняється тим, що термообробку прокату проводять за схемою "переривчасте охолодження". (19) (21) 20041209910 (22) 03.12.2004 (24) 15.05.2006 (46) 15.05.2006, Бюл. № 5, 2006 р. (72) Смирнов Євген Миколайович, Щєрбачов Василь Валентинович, Григор'єв Михайло Володимирович, Мягков Володимир Михайлович, Зуб Вадим Вікторович, Слугін Олексій Олексійович, Демидова Ірина Анатоліївна (73) ДОНЕЦЬКИЙ НАЦІОНАЛЬНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ (56) SU 1162542 A1, 23.06.1985 SU 1391787 A1, 30.04.1988 SU 1409356 A1, 15.07.1988 SU 1787602 A1, 15.01.1993 3 75832 4 клітях викликана необхідністю більш якісного прощо дозволило б зменшити внутрішнє роблення литої структури металу. У той час тріщіноутворення і стабілізувати міцносні і ігнорування впливу режиму деформування на вепластичні властивості по довжині розкату личину деформаційного розігріву, а, отже, і внаслідок чіткої регламентації моменту розвороту розподілу температури по довжині розкату, приворозкату в залежності від ступеня нагромадження дить до того, що температурний "клин" не сумарної деформації в чистових клітях і зменшензменшується, а в деяких випадках навіть зростає. ня температурного градієнта між головною і хвоТакий розподіл температури по довжині розкату стовою частинами підкату і відповідно підвищити буде негативно позначатися на рівномірності якість прокату. міцносних і пластичних властивостей по довжині Поставлена задача досягається тим, що розкату. спосіб виробництва прокату включає прокатку в Крім того, підвищення температури кінця прочорнових клітях, формування готового профілю в катки негативно позначиться і на загальному рівні чистових клітях, відповідно до винаходу перед або властивостей, тому що в установці термічного під час прокатки в чистовій лінії розкат розвертазміцнення відбувається строго нормоване зниженють на 180°, причому після розвороту здійснюють ня температури. Тому температура самовідпустки нагромадження не менш 60% сумарної прокату буде зростати, а, отже, міцносні деформації в чистових клітях, після чого прововластивості будуть падати. дять термообробку. Доцільно, але не обов'язково Найбільш близьким до пропонованого винахотермообробку прокату проводити за схемою "педу є спосіб прокатки сортових заготовок, що реривчате охолодження". включає деформацію злитків і безперервнолитих Новим у запропонованому рішенні є: заготовок на гладкій бочці й у калібрах валків чора) перед або під час прокатки в чистовій лінії нових і чистових клітей з реалізацією деформації в розкат розвертають на 180°; чорнових клітях за реверсивною схемою, у якому з б) після розвороту розкату здійснюють нагрометою підвищення якості прокату шляхом зниженмадження не менш 60% сумарної деформації в ня поверхневого дефектоутворення і поліпшення чистових клітях; пророблення литої структури, нагромадження не в) після прокатки проводять термообробку менш 53% сумарної деформації при чорновій прокату. прокатці здійснюють у непарних пропусках з Таким чином, зазначена сукупність ознак завідносним перевищенням одиничних обтиснень у пропонованого технічного рішення серед них над одиничними обтисненнями в безпосередлітературних джерел не виявлена. Однак саме ньо попередніх їм парних пропусках не менш чим вона забезпечує досягнення технічного результана 3,5%, а в чистовій групі клітей нагромадження ту. сумарної деформації роблять у парних пропусках Розворот розкату на 180° у чистовій лінії є з відносним перевищенням одиничних обтиснень у раціональним, оскільки він буде сприяти зменшенних над одиничними обтисненнями в безпосередню температурного градієнта між переднім (що ньо наступних за ними непарних пропусках не має більш високу температуру металу) і заднім менш чим на 5% [А.С. СССР №1674996, кл. В21В (що має більш низьку температуру металу) 1/00, опубл. 07.09.91, бюл. №33]. кінцями розкату. У цьому випадку, після розвороту Ознаки прототипу, що збігаються з ознаками в кліть буде задаватися задня частина розкату, що способу, що заявляється: має знижену температуру. У свою чергу, частина 1. Прокатка в чорнових клітях. розкату що була передньою буде більш тривалий 2. Формування готового профілю в чистових час, як на повітрі, так і при взаємодії з металевими клітях. частинами допоміжного устаткування стану. У Недоліком запропонованого способу є те, що результаті цього, величина температурного "кливін регламентує тільки порядок нагромадження ну" стосовно до умов середньосортного стану деформації в парних і непарних проходах чистової лінійного типу буде знижуватися з 100-120°С до і чорнової груп. При цьому, даний спосіб не 30-40°С. Настільки істотне зниження величини передбачає регламентації величини сумарної температурного градієнта (більш ніж у 2 рази) будеформації в чистовій групі клітей по якій-небудь де позитивно позначатися на стабільності ознаці. Тому, застосування даного способу при механічних властивостей у прокаті, що надалі наявності в розкаті істотного температурного піддається термічній обробці. Саме таке зниження «клина» між переднім і заднім кінцем неминуче температури в сукупності з процесом термічної приводить до порушення суцільності, особливо в обробки прокату в потоці стану (безпосередньо за задній (більш холодній) частини розкату. При цьочистовою кліттю) забезпечить розкид властивому, наявність у даній частині розкату також стей на рівні 3-5% у межах одного розкату. більшого перепаду температур між поверхневими і Нагромадження після розвороту не менш 60% внутрішніми шарами погіршить становище в сумарної деформації в чистових клітях викликано, більшому ступені, викликавши виникнення в у першу чергу, особливостями виробництва прокаосьовій частині напруг, що розтягують. У цьому ту з безперервнолитого металу, що має іншу випадку, вищевказана сукупність факторів призвеструктуру, ніж гарячекатаний. Відповідно до де до того, що буде знижуватися рівномірність існуючих уявлень, для одержання якісного прокату міцносних і пластичних властивостей. з безперервнолитої заготовки необхідний додаток В основу запропонованого винаходу поставдо останньої сумарної витяжки не менш 10. У пролена задача, такого удосконалення способу витивному випадку, на макрошліфах поперечних робництва прокату з безперервнолитого металу, перерізів прокату видні області, у яких збереглися 5 75832 6 сліди литої структури, для якої властивий знижерозміщають у безпосередній близькості від валків ний рівень механічних властивостей. Дана картина чистової лінії. У цьому випадку, вдається в максихарактерна для середньосортного арматурного мальному ступені не дати пройти процесові прокату (більш №20) із заготовки невеликого перерекристалізації, тобто зберегти дрібне зерно, оттину 100х100мм і 125х125мм. У цьому випадку, римане при деформуванні. Крім того, незначний виникає необхідність у пошуку додаткового температурний перепад не створює напруг, що механізму, що забезпечує проникнення розтягують, перевищуючих межу міцності деформації усередину перетину розкату. Такий матеріалу. Реалізована надалі самовідпустка буде механізм можливий у випадку регламентації велисприяти зняттю напруг у цілому. чини сумарної деформації в чистових клітях саме У цілому, реалізація термічної обробки у виді після розвороту. декількох циклів дозволить реалізувати більш Проміжні підкати характеризуються градієнтом "м'який" режим термічної обробки, що дозволяє не тільки уздовж довжини розкату, але в поперечодержати гарний комплекс механічних властивоному перерізі поверхневі шари мають знижену в стей і забезпечити осьову суцільність арматурного порівнянні з центральними температуру. У цьому прокату з безперервнолитого металу. випадку вони стають як би продовженням валка, Приклад передаючи через себе деформацію усередину Перевірка і випробування пропонованого споперетину. При цьому саме розворот розкату буде собу прокатки проведені у виробничих умовах при гарантувати реалізацію даного механізму на всій виробництві арматурного періодичного профілю довжині. У цьому випадку, внутрішні шари на всій №22 з безперервнолитої сталі 5пс із вуглецевим довжині одержать однаковий вплив, що неможлиеквівалентом С=0,40-0,45% на середньосортному во зробити без розвороту розкату. Однак лінійному стані 330. прикладеної деформації повинне бути досить для Стан 330 включає дві лінії: обтискну або чорпророблення структури. Експериментально встанову, у складі якої дві кліті типу "тріо" з діаметром новлений цей бар'єр на рівні не менш 60%. При валків 550мм, довжиною бочки 1580мм, частотою меншій величині окремі ділянки не будуть піддані обертання 100о/хв, і чистову із шести клітей типу достатньому проробленню і будуть мати бал зер"допель-дуо" з діаметром валків 330мм, довжиною на не вище 5. Надалі, при рекристалізації (у бочки 800мм і частотою обертання 300о/хв. проміжку між останньою кліттю й установкою приЯк вихідну заготовку використовували безпескореного охолодження) бал зерна ще зростає, що рервнолиту заготовку перетином 125х125мм. У може негативно позначитися на рівні і стабільності чорновій лінії обтиснення здійснюють за 3-9 міцносних властивостей арматурного прокату, і так проходів, у чистовій - за 7. Перед прокаткою в само сприяє виникненню тріщин. чистовій лінії розкати піддають поперечному У випадку зміцнення прокату з безперервноподілові прес-ножицями на дві половини. У литого металу, не завжди досить проробленої чистовій лінії після другого проходу здійснювали осьової частини металу, що має осьову пористість розворот напіврозкатів на 180° і в 3-й прохід задаі ліквацію, і можливе розкриття тріщин. У цілому, вали заднім кінцем. при позитивних результатах механічних іспитів Контроль якості металу в процесі і після пропрокат буде бракуватися по наявності внутрішніх катки здійснювали візуальним оглядом, а так само тріщин. по макро- і микротемплетам. При реалізації схеми "переривчастого охолодРезультати прокатки розкатів приведені в ження" першу стадію не з дуже інтенсивним охотабл. 1. лодженням (створюваний перепад 150-200°С) Таблиця 1 Результати прокатки розкатів Спосіб прокатки Величина Вид нагромадження термічної Кут сумарної обробки розвороту, деформації град після розвороту, % 1 2 3 Відомий Позамежний 0 70 Пропонований 180 70 Позамежний 180 50 Пропонований 180 60 Позамежний 180 70 4 приск. охол. перер. охол. перер. охол. перер. охол. перер. охол. приск. охол. Наявність тріщин в осьовій зоні готового прокату Механічні властивості 1-й напіврозкат т, в, 5, Н/мм2 Н/мм2 % 5 6 7 2-й напіврозкат в, Н/мм2 Н/мм2 8 9 т, 5, % 10 11 Бал зерна в осьовій зоні готового прокату 12 420-470 610-650 29,5 470-500 640-700 27,5 так 6-7 430-460 620-660 27,5 470-500 660-715 28,5 так 6-7 500-510 640-670 28,5 490-510 650-680 29,0 нема 8-9 420-470 605-645 27,5 420-500 630-700 27,5 так 4-5 490-510 640-665 28,0 500-510 650-670 28,0 нема 450-490 650-700 28,5 450-530 670-720 30,0 так 8 7-8 7 75832 З табл. 1 випливає, що режими прокатки пропонованим способом приводять до досягнення максимального ефекту. У табл. 2 приведений один з варіантів схеми калібрування з вказівкою обтиснень по проходах у 8 чорновій і чистовій групах клітей для випадку прокатки арматурного профілю №22 з безперервнолитої заготовки перетином 125х125мм. Таблиця 2 Схема калібрування для прокатки арматурного профілю №22 з безперервнолитої заготовки перетином 125х125мм Лінія стану Обтискна Чорнова № калібру 1 2 3 Ящиковий 1 4 Ящиковий 2 2 7 8 Ящиковий Овальний 9 1 10 11 2 12 3 13 4 14 5 15 6 Чистова № кліті 1 Форма калібру Гладка бочка Ящиковий 16 Розміри по пропусках, мм Площа, b h мм2 129 100 12900 134 75 10050 Кантування 76 126 9576 Кантування 129 59 7611 Кантування 77 87 6699 106 40 4187 Кантування Квадратний 46 ребровий Гладка бочка 47 Гладка бочка 49 Розворот розкату на 180° Гладка бочка 54 Кантування Ящиковий 19 Кантування Гладка бочка 53 Кантування Передчистовий 18 d Чистовий D Наведений варіант цілком відповідає пропонованому інтервалові технологічних параметрів і показує гарний результат, також дозволяє зменшити внутрішнє тріщіноутворення і стабілізувати міцносні і пластичні властивості по довжині розкату внаслі Комп’ютерна верстка М. Клюкін 25 25 є1, % 1,21 20,0 1,28 25,0 8 1,05 16 1,26 21,1 42 47 1,14 32,6 1,6 54,0 h, MM 1 6,0 46 2116 60 1,98 56,6 34 26 1598 1274 12 8 1,32 26,1 1,26 23,5 17 918 9 1,38 34,6 46 874 8 1,05 14,8 13 848 6 1,03 31,5 40 21 24 720 13 1,18 24,5 350 19 2,08 47,5 док чіткої регламентації моменту розвороту розкату в залежності від ступеня нагромадження сумарної деформації в чистових клітях і зменшення температурного градієнта між головною і хвостовою частинами підкату і відповідно підвищити якість прокату. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of the production of rolled products from continuously cast metal
Автори англійськоюSmyrnov Yevhen Mykolaiovych
Назва патенту російськоюСпособ производства проката из непрерывнолитого металла
Автори російськоюСмирнов Евгений Николаевич
МПК / Мітки
Мітки: виробництва, безперервнолитого, прокату, спосіб, металу
Код посилання
<a href="https://ua.patents.su/4-75832-sposib-virobnictva-prokatu-z-bezperervnolitogo-metalu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва прокату з безперервнолитого металу</a>
Спосіб виробництва прокату з безперервнолитого металу
Номер патенту: 7877
Опубліковано: 15.07.2005
Автори: Мягков Володимир Михайлович, Смирнов Євген Миколайович, Зуб Вадим Вікторович, Слугін Олексій Олексійович, Демидова Ірина Анатоліївна, Щєрбачов Василь Валентинович, Григор'єв Михайло Володимирович
Мітки: прокату, спосіб, виробництва, металу, безперервнолитого
Формула / Реферат:
1. Спосіб виробництва прокату з безперервнолитого металу, що включає прокатку в чорнових клітях, формування готового профілю в чистових клітях, який відрізняється тим, що перед або під час прокатки в чистовій лінії розкат розвертають на 180°, причому після розвороту здійснюють нагромадження не менше 60 % сумарної деформації в чистових клітях, після чого проводять термообробку.2. Спосіб за п. 1, який відрізняється тим, що термообробку...
Спосіб виробництва сталевого прокату
Номер патенту: 3661
Опубліковано: 15.12.2004
Автори: Великоцький Роман Євгенович, Куцова Валентина Зиновіївна
МПК: C21D 8/00
Мітки: виробництва, спосіб, сталевого, прокату
Формула / Реферат:
Спосіб виробництва сталевого прокату, що включає гарячу прокатку зливка, охолодження проміжного розкату до заданої температури з заданою швидкістю, наступний його нагрів, прокатку та термообробку, який відрізняється тим, що перед установленням режиму термічної обробки границю текучості сталі визначають з урахуванням вмісту основних хімічних елементів у сталі марки Д32 і товщини прокату за формулою:σв = 283 + 195С + 50Мn + 71Ni +...
Спосіб виробництва сталевого прокату
Номер патенту: 65376
Опубліковано: 15.03.2004
Автор: Великоцький Роман Євгенович
МПК: C21D 8/00
Мітки: сталевого, прокату, спосіб, виробництва
Формула / Реферат:
Спосіб виробництва сталевого прокату, що включає гарячу прокатку зливка, охолодження проміжного розкату до заданої температури з заданою швидкістю, наступний його нагрів, прокатку та термообробку, який відрізняється тим, що перед установленням режиму термічної обробки оптимальну температуру кінця прокатки сталі визначають з урахуванням вмісту всіх хімічних елементів у сталі 10ХСНД, товщини прокату та необхідного значення границі текучості,...
Спосіб виробництва сталевого прокату
Номер патенту: 65379
Опубліковано: 15.03.2004
Автор: Великоцький Роман Євгенович
МПК: C21D 8/00
Мітки: виробництва, сталевого, спосіб, прокату
Формула / Реферат:
Спосіб виробництва сталевого прокату, що включає гарячу прокатку зливка, охолодження проміжного розкату до заданої температури з заданою швидкістю, наступний його нагрів, прокатку та термообробку, який відрізняється тим, що перед установленням режиму термічної обробки оптимальну температуру кінця прокатки сталі визначають з урахуванням вмісту всіх хімічних елементів у сталі 10ХСНД, товщини прокату та необхідного значення тимчасового опору,...
Спосіб виробництва сталевого прокату
Номер патенту: 66653
Опубліковано: 17.05.2004
Автор: Великоцький Роман Євгенович
МПК: C21D 8/00
Мітки: спосіб, сталевого, виробництва, прокату
Формула / Реферат:
Спосіб виробництва сталевого прокату, що включає гарячу прокатку зливка, охолодження проміжного розкату до заданої температури з заданою швидкістю, наступний його нагрів, прокатку та термообробку, який відрізняється тим, що перед установленням режиму термічної обробки тимчасовий опір сталі визначають з урахуванням вмісту всіх хімічних елементів у сталі, товщини прокату і температури кінця прокатки за...
Попередній патент: Роторна машина
Наступний патент: Заглибний електродвигун
Випадковий патент: Спосіб прогнозування зрощення перелому