Пристрій для нанесення покриттів на внутрішню поверхню довгомірних виробів (варіанти)
Номер патенту: 76344
Опубліковано: 17.07.2006
Автори: Неклюдов Іван Матвійович, Картмазов Геннадій Миколайович, Василіна Володимир Григорович, Надтока Володимир Миколайович, Саблев Леонід Павлович, Андреєв Анатолій Опанасович, Ступак Римма Іванівна, Зайцев Віктор Іванович

Формула / Реферат
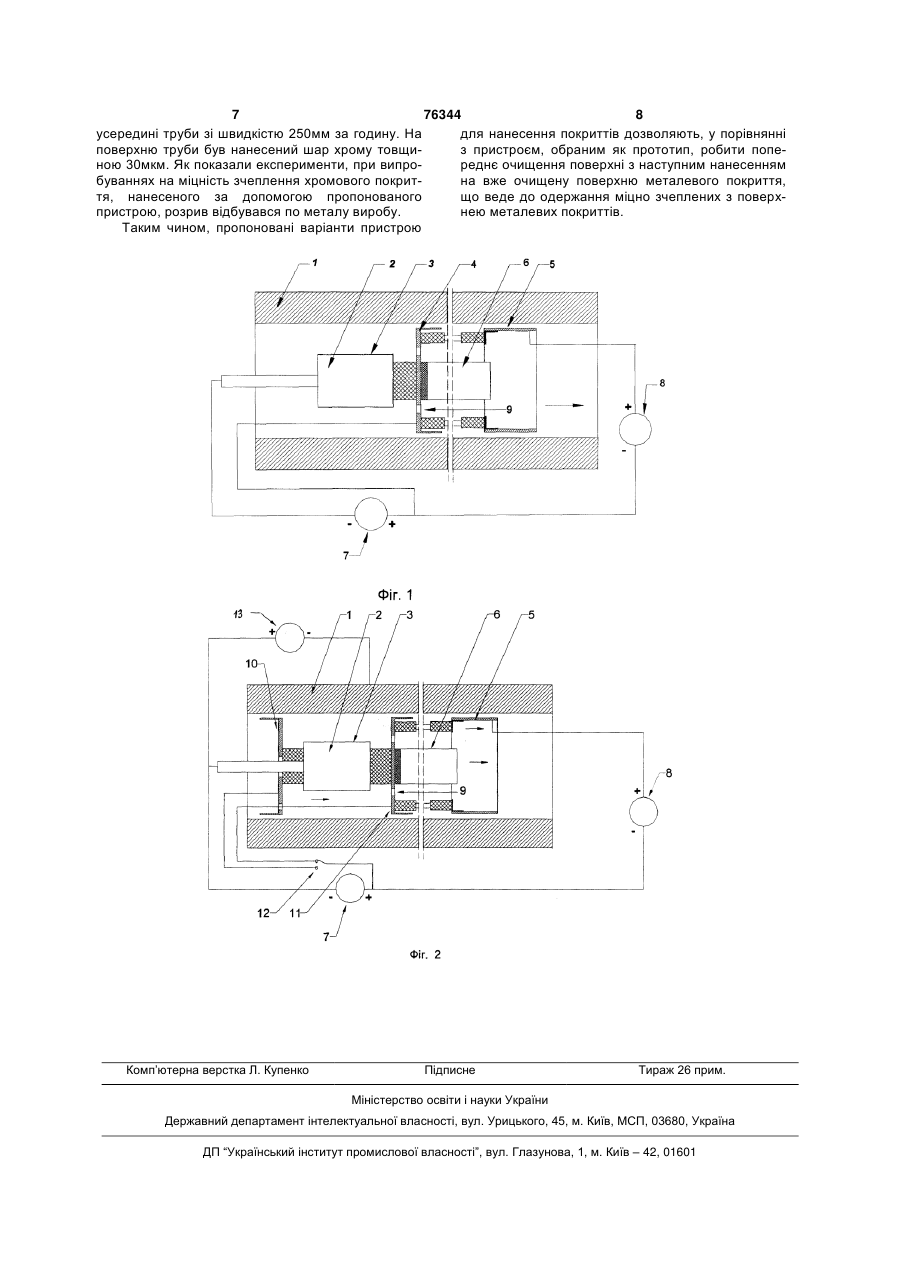
1. Пристрій для нанесення покриттів у вакуумі на внутрішню поверхню довгомірних виробів, який містить виконані з можливістю переміщення усередині виробу катод у вигляді циліндра з робочою бічною поверхнею і установлений на одній з ним осі анод, а також джерело живлення дугового розряду, який відрізняється тим, що він містить додатково електрод, установлений після катода і співвісно йому в напрямку переміщення, додаткове джерело живлення дугового розряду, позитивний полюс якого з'єднаний з додатковим електродом, екран, додатковий екран, розташовані співвісно катоду і послідовно в напрямку переміщення між катодом і додатковим електродом, причому додатковий електрод, екран і додатковий екран електроізольовані один від одного і виконані з можливістю переміщення разом з катодом, а анодом пристрою є виріб, на який наносять покриття.
2. Пристрій за п. 1, який відрізняється тим, що в екрані виконані отвори.
3. Пристрій за п. 1, який відрізняється тим, що екран виконаний у вигляді стакана.
4. Пристрій для нанесення покриттів у вакуумі на внутрішню поверхню довгомірних виробів, який містить виконані з можливістю переміщення усередині виробу катод у вигляді циліндра з робочою бічною поверхнею і встановлений на одній з ним осі анод, що складений з двох частин, кожна з яких розташована з боку одного з торців катода, а також джерело живлення дугового розряду, який відрізняється тим, що він містить додатково електрод, установлений співвісно катоду після частини анода, розташованої після катода в напрямку переміщення, перше додаткове джерело живлення дугового розряду, позитивний полюс якого з'єднаний з додатковим електродом, друге додаткове джерело живлення дугового розряду, негативний полюс якого з'єднаний з виробом, екран, розташований співвісно осі катода між додатковим електродом і частиною анода, встановленою після катода, ізольований від згаданої частини анода, причому додатковий електрод і екран електроізольовані один від одного і виконані з можливістю переміщення разом з катодом.
5. Пристрій за п. 4, який відрізняється тим, що в частині анода, розташованій після катода в напрямку переміщення, виконані отвори.
6. Пристрій за п. 4, який відрізняється тим, що частина анода, яка розташована після катода в напрямку переміщення, виконана у вигляді стакана.
Текст
1. Пристрій для нанесення покриттів у вакуумі на внутрішню поверхню довгомірних виробів, який містить виконані з можливістю переміщення усередині виробу катод у вигляді циліндра з робочою бічною поверхнею і установлений на одній з ним осі анод, а також джерело живлення дугового розряду, який відрізняється тим, що він містить додатково електрод, установлений після катода і співвісно йому в напрямку переміщення, додаткове джерело живлення дугового розряду, позитивний полюс якого з'єднаний з додатковим електродом, екран, додатковий екран, розташовані співвісно катоду і послідовно в напрямку переміщення між катодом і додатковим електродом, причому додатковий електрод, екран і додатковий екран електроізольовані один від одного і виконані C2 2 UA 1 3 76344 4 міщення випарного пристрою. ктрично ізольовані один від одного і виконані з Відомо пристрій для нанесення покриттів на можливістю переміщення разом з катодом, а ановнутрішню поверхню довгомірних виробів [патент дом пристрою є виріб, на який наноситься покритРФ №2227173, С23С 14/24, 2004] [1]. Пристрій тя. Для досягнення кращого результату в екрані містить катод у вигляді циліндра з робочою бічною можуть бути виконані отвори, а сам екран може поверхнею і встановлений на одній з ним осі анод, бути виконаний у вигляді стакана. а також джерело живлення дугового розряду. Анод Поставлена задача вирішується в іншому з виконаний у вигляді хомута конічної форми, що варіантів пристрою, який містить виконані з можохоплює виріб, електрично з'єднаного з ним і розливістю переміщення всередині виробу катод у міщеного з боку катодного струмопідводу. Консвигляді циліндра з робочою бічною поверхнею і трукція такого пристрою досить проста і дозволяє встановлений на одній з ним осі анод, що складананосити покриття на внутрішню поверхню трубється з двох частин, кожна з яких розташована з частих виробів. боку одного з торців катода, а також джерело живОднак при такому підключенні джерела живлення дугового розряду. Згідно з винаходом прилення неможливо робити очищення поверхні іонстрій містить додатковий електрод, установлений ним бомбардуванням, при якому потенціал на виспіввісно катодові перед частиною анода, розтаробі повинен бути негативним. Тому відомий шованої після катода в напрямку переміщення, пристрій не забезпечує високу міцність зчеплення перше додаткове джерело живлення дугового ропокриття з внутрішньою поверхнею виробу. зряду, позитивний полюс якого з'єднаний з додатВідомо пристрій для нанесення покриттів на ковим електродом, друге додаткове джерело живвнутрішню поверхню довгомірних металевих вилення дугового розряду, негативний полюс якого робів, обраний як прототип [авт. свід. СРСР з'єднаний з виробом. Крім того, пристрій містить №1455764 МПК С23С 14/32, 2004] [2]. Пристрій екран, розташований співвісно катодові між додатмістить виконані з можливістю переміщення усековим електродом і частиною анода, встановленої редині виробу катод у вигляді циліндра з робочою після катода, ізольований від згаданої частини бічною поверхнею і встановлений на одній з ним анода. При цьому додатковий електрод і екран осі анод, що складається з двох частин, кожна з електрично ізольовані один від одного і виконані з яких розташована з боку одного з торців катода, а можливістю переміщення разом з катодом. Для також джерело живлення дугового розряду. У тадосягнення кращого результату в частині анода, кому пристрої перед нанесенням покриття проворозташованій після катода в напрямку переміщендиться очищення іонним потоком внутрішньої поня, виконані отвори, а сама згадана частина анода верхні виробу при негативному потенціалі на може бути виконана у вигляді стакана. ньому відносно системи анод-катод. Така конструДодатковим екраном (а в іншому варіанті - чакція пристрою не містить елементів, що дозволястиною анода, розташованою після катода в нають одночасно (в одному циклі) робити очищення прямку переміщення) пристрій поділяється на дві поверхні і нанесення на неї покриття. Вона забезчастини, що створюють у просторі усередині обпечує нанесення покриття тільки в послідовних роблюваного виробу дві зони, що переміщаються, циклах режиму очищення й осадження шляхом які виконують у процесі нанесення покриття різні подовжнього переміщення системи анод-катод. У функції. У першій зоні (надалі - у зоні очищення) такому випадку на частині поверхні виробу, очипісля додаткового екрана (або згаданої частини щеної спочатку циклу очищення, на момент циклу анода), у напрямку переміщення, розташований нанесення покриття на ній знову утворяться задодатковий електрод, з'єднаний з позитивним побруднення (окисні плівки). Таким чином, міцність люсом додаткового джерела живлення. Електрони зчеплення покриття, яке наноситься за допомогою метал-газової плазми під впливом електричного відомого пристрою, не висока. поля додаткового електрода проникають крізь В основу винаходу поставлена задача - ствоотвори в додатковому екрані (або в згаданій часрити такий пристрій для нанесення покриття на тині анода) або крізь зазор між кожним з них і внувнутрішню поверхню довгомірного виробу, який у трішньою поверхнею виробу й іонізують газ, що порівнянні з пристроєм, обраним як прототип, дознаходиться в зоні очищення, утворюючи в ній зволяв би підвищити міцність зчеплення покриття плазму робочого газу. При невеликому зазорі стиз внутрішньою поверхнею виробу. снутому вакуумно-дуговому розрядові вигідно проПоставлена задача вирішується в одному з ходити крізь отвори, і величина струму розряду варіантів пристрою, що містить виконані з можливизначається перерізом отворів, що не залежать вістю переміщення усередині виробу катод у вивід місця розташування пристрою усередині вирогляді циліндра з робочою бічною поверхнею і бу. Позитивний потенціал на додатковому електвстановлений на одній з ним осі анод, а також роді складає десятки і сотні вольт. Газова плазма джерело живлення дугового розряду. Згідно з вив зоні очищення знаходиться під високим позитивнаходом пристрій містить додатковий електрод, ним потенціалом щодо виробу. Тому іони робочого установлений після катода в напрямку переміщенгазу прискорюються в полі цього потенціалу в наня, додаткове джерело живлення дугового розряпрямку виробу й очищають його поверхню від заду, позитивний полюс якого з'єднаний з додаткобруднень. вим електродом. Крім того, пристрій містить Робочий газ у простір труби подається через додатковий екран і екран, розташовані співвісно систему напуску газу і має парціальний тиск ~ 0,1катодові і послідовно в напрямку переміщення між 1 Па. В другій зоні (зоні нанесення покриття) розкатодом і додатковим електродом. При цьому доташований катод електродугового випарника. У датковий електрод, екран і додатковий екран елецій зоні відбувається нанесення покриття на вже 5 76344 6 попередньо очищену від забруднень ділянку внут12 анода виконана у вигляді стакана. Джерело рішньої поверхні виробу. При роботі електродугодугового розряду 8 підключене до частин 11 і 12 вого випарника в зоні нанесення покриття утворюанода через двополюсний перемикач 13. Додаткоється плазма, що містить іони металу і робочого вий електрод 6, установлений співвісно катодові 2 газу (наприклад, аргону). Іони металу, осідаючи на перед частиною 12 анода, розташованою після поверхню виробу, утворюють покриття. Таким чикатода 2 у напрямку переміщення, з'єднаний з поном, очищення поверхні здійснюється іонами газу зитивним полюсом першого додаткового джерела безпосередньо перед нанесенням покриття в одживлення 9 дугового розряду. Пристрій містить ному технологічному циклі з нанесенням покриття, друге додаткове джерело живлення 14 дугового що забезпечує одержання міцного зчеплення покрозряду, негативний полюс якого з'єднаний з вириття з поверхнею. робом 1. Між додатковим електродом 6 і частиною Наявність екрана дозволяє збирати розпилені 12 анода, встановленою після катода 2, розташочастинки з поверхні, що очищається, (у тому числі ваний співвісно йому екран 7, ізольований від згазабруднення) і виключає їхнє повторне осадження даної частини анода. Додатковий електрод 6 і екна поверхні, що очищається, що в результаті ран 7 електричне ізольовані один від одного. сприяє підвищенню міцності зчеплення покриття з Роботу пристрою, зображеного на Фіг.1, 2, розповерхнею. глянемо на прикладі нанесення антикорозійного Якщо в одному з варіантів пристрою анодом хромового покриття на внутрішню поверхню стабуде оброблюваний виріб, то це приведе до актилевої труби. Труба 1, поміщена в камеру (на кресвації поверхні за рахунок електронного бомбардуленні не показана), високовакуумним насосом (на вання, що буде сприяти підвищенню міцності зчекресленні не показаний) відкачується до низького плення покриття з поверхнею. тиску (наприклад, до 1,3х10-3 Па). Пристрій у почаЯкщо в іншому з варіантів пристрою анод витковий момент проведення технологічного процесу конати у вигляді двох частин, кожна з яких розтавстановлюється таким чином, щоб катод 2 знахошована з боку одного з торців катода, то відбувадився поза трубою 1, а в початкову ділянку труби ється активація поверхні виробу і покриття за входила частина 12 анода, розташована після рахунок іонного бомбардування, що буде сприяти катода 2, у напрямку переміщення, додатковий підвищенню міцності зчеплення покриття з поверелектрод 6. За допомогою системи подачі робочохнею виробу. го газу (вона на кресленні не показана) здійснюПри виконанні катода у формі циліндра з роється напуск робочого газу до тиску 0,1-1 Па. При бочою бічною поверхнею зменшується наявність включенні джерела дугового розряду 8 між робокраплинної фази в покритті, що сприяє підвищенчою поверхнею 3 катода 2 і анодом збуджується ню якості покриття, яке наноситься, і міцності його дуговий розряд. При включенні джерела 9 між казчеплення з поверхнею. тодом 2 і додатковим електродом 6 також збуджуЗастосування екрана у формі стакана з отвоється дуговий розряд. Електрони метал-газової рами дозволяє підвищити рівномірність розподілу плазми під впливом електричного поля, створюваплазми в зоні очищення і підвищити ефективність ного додатковим електродом 6, проникають в очищення поверхні, що обумовлює підвищення отвори частини 12 анода з зони нанесення покритміцності зчеплення покриття з поверхнею виробу. тя в зону очищення. Ці електрони прискорюються На Фіг.1 зображено варіант пристрою, у якого полем додаткового електрода 6 і іонізують робоанодом є виріб. чий газ. Оскільки площа отворів 10 відносно невеНа Фіг.2 показано варіант пристрою, у якого лика, то кількість електронів, що проникають із анод складається з двох частин. зони нанесення покриття в зону очищення, обмеУ першому варіанті пристрій (Фіг.1) містить жена. Зовні це виявляється в збільшенні електриоброблюваний виріб у вигляді труби 1, усередині чного опору плазми в зоні отворів 9. При прохоякої коаксіально їй розташований циліндричний дженні електричного струму через отвори 9 катод 2 вакуумно-дугового розряду, у якого робозростає падіння напруги в зазначеній області. У чою поверхнею 3 є бічна поверхня. Анодом електцьому випадку потенціали плазми в двох зонах родугового випарника є оброблюваний виріб 1. різні за своїм абсолютним значенням. У зоні очиІзольований додатковий екран 5 у формі стакана щення негативний потенціал на поверхні труби встановлений співвісно катодові 2 після нього у дорівнює сумарному потенціалові, створюваному напрямку переміщення. Після додаткового екрана джерелами живлення 8 і 13. У полі цього потенці5, у напрямку переміщення, розташований співвісалу прискорюються іони робочого газу й очищають но катодові 2 додатковий електрод 6. Між додатповерхню труби від забруднень. Розпилені частинковим екраном 5 і додатковим електродом 6 устаки з поверхні виробу 1, що очищається, рухаючись новлений співвісно їм екран 7. Катод 2 і виріб 1 у радіальному напрямку, осаджуються на екрані 6. підключені до джерела живлення дугового розряду На виріб 1 у процесі нанесення покриття подаєть8. Додатковий електрод 6 підключений до позитися від додаткового джерела живлення 13 негативвного полюса додаткового джерела живлення 9. У ний потенціал, що прискорює іони хрому, які осадодатковому екрані 5 виконані отвори 10, рівноміджуються на внутрішній поверхні труби. При рно розташовані по окружності. осьовому переміщенні пристрою катод 2 входить у В другому варіанті пристрою (Фіг.2) анод склатрубу 1 і здійснюється нанесення покриття на дається з двох частин 11 і 12, кожна з яких розтаочищену поверхню, що сприяє високій адгезії покшована з боку одного з торців катода 2. У частині риття з внутрішньою поверхнею труби. 12 анода, розташованій після катода 2, у напрямку Був проведений процес нанесення покриття з переміщення, виконані отвори 10, а сама частина попереднім очищенням. Пристрій переміщався 7 76344 8 усередині труби зі швидкістю 250мм за годину. На для нанесення покриттів дозволяють, у порівнянні поверхню труби був нанесений шар хрому товщиз пристроєм, обраним як прототип, робити попеною 30мкм. Як показали експерименти, при випрореднє очищення поверхні з наступним нанесенням буваннях на міцність зчеплення хромового покритна вже очищену поверхню металевого покриття, тя, нанесеного за допомогою пропонованого що веде до одержання міцно зчеплених з поверхпристрою, розрив відбувався по металу виробу. нею металевих покриттів. Таким чином, пропоновані варіанти пристрою Комп’ютерна верстка Л. Купенко Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюA device for application of coatings on internal surface of long-length articles (variants)
Автори англійськоюAndreiev Anatolii Opanasovych, Vasylina Volodymyr Hryhorovych, Zaitsev Viktor Ivanovych, Nadtoka Vladymyr Mykolaiovych, Nekliudov Ivan Matviiovych, Stupak Rymma Ivanivna
Назва патенту російськоюУстройство для нанесения покрытий на внутреннюю поверхность длинномерных изделий (варианты)
Автори російськоюАндреев Анатолий Афанасьевич, Василина Владимир Григорьевич, Зайцев Виктор Иванович, Надтока Владимир Николаевич, Неклюдов Иван Матвеевич, Ступак Римма Ивановна
МПК / Мітки
МПК: C23C 14/32
Мітки: довгомірних, виробів, нанесення, варіанти, внутрішню, покриттів, пристрій, поверхню
Код посилання
<a href="https://ua.patents.su/4-76344-pristrijj-dlya-nanesennya-pokrittiv-na-vnutrishnyu-poverkhnyu-dovgomirnikh-virobiv-varianti.html" target="_blank" rel="follow" title="База патентів України">Пристрій для нанесення покриттів на внутрішню поверхню довгомірних виробів (варіанти)</a>
Спосіб і пристрій для нанесення іонно-плазмових покриттів на внутрішню поверхню труби
Номер патенту: 71527
Опубліковано: 15.11.2004
Автори: Лисиченко Володимир Іванович, Гришкевич Олександр Дмитрович
МПК: C23C 14/00
Мітки: трубі, поверхню, спосіб, нанесення, пристрій, внутрішню, іонно-плазмових, покриттів
Формула / Реферат:
1. Спосіб нанесення іонно-плазмових покриттів на внутрішню поверхню труби, який включає розташування оброблюваної труби в вакуумній камері, її вакуумування, очищення від забруднень, активацію і попереднє нагрівання оброблювальної поверхні іонним бомбардуванням в тліючому розряді, який відрізняється тим, що послідовно виконуються наступні операції:- внутрішня порожнина труби, що оброблюється, вакуумується;- через порожнину труби...
Спосіб нанесення покриттів з порошків на внутрішню поверхню виробів
Номер патенту: 47956
Опубліковано: 15.07.2002
Автор: Мікульонок Ігор Олегович
МПК: B22F 7/04
Мітки: порошків, покриттів, спосіб, виробів, поверхню, нанесення, внутрішню
Формула / Реферат:
Спосіб нанесення покриттів з порошків на внутрішню поверхню виробів, що включає заповнення порошком завантажувального жолоба на довжині, яка відповідає довжині поверхні, що покривається, введення жолоба в порожнину виробу, поворот жолоба навколо поздовжньої осі, а також обертання виробу з одночасним розплавленням порошку, який відрізняється тим, що перед заповненням порошком завантажувальний жолоб розділяють перегородками на окремі секції, а...
Пристрій для нанесення покриття на внутрішню поверхню виробів
Номер патенту: 45026
Опубліковано: 15.03.2002
Автори: Мнухін Михайло Анатольович, Насонов Сергій Володимирович, Горошко Ігор Петрович, Ємельяненко Володимир Іванович, Мнухін Анатолій Григорович, Чередніченко Вікторія Вікторівна
МПК: B05B 7/16
Мітки: виробів, нанесення, пристрій, внутрішню, покриття, поверхню
Формула / Реферат:
Пристрій для нанесення покриття на внутрішню поверхню виробів, що містить два електроди, які приєднані до джерела постійного струму, напрямний елемент для подачі матеріалу покриття і канал для розпилення останнього, який відрізняється тим, що у торці коаксіально розташованих електродів, один з яких зовнішній, трубчастий і одночасно є напрямним елементом, виконана розрядна камера, а канали для розпилення розташовані в стінці розрядної камери і...
Пристрій для нанесення покриттів з іодідів металів на внутрішню поверхню труб
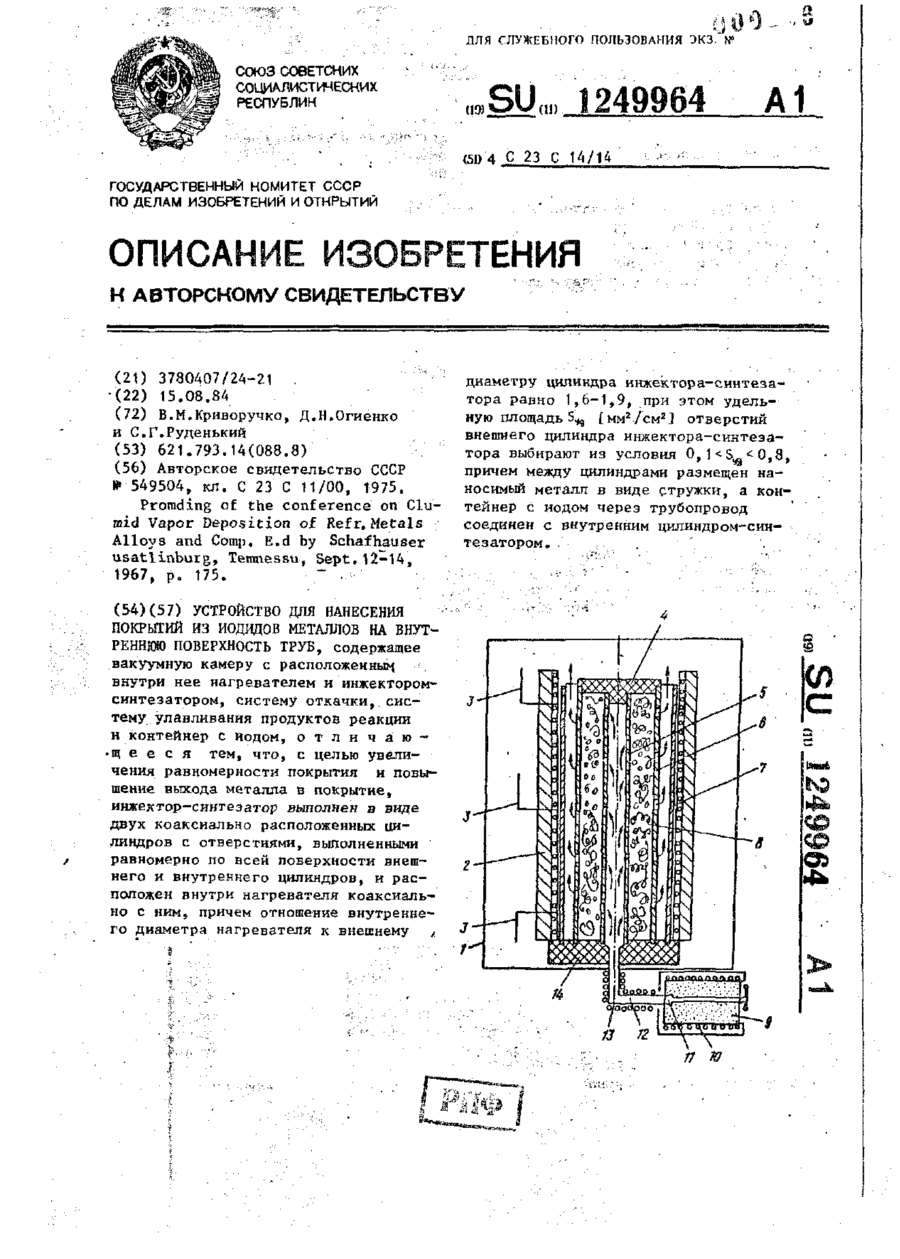
Номер патенту: 13656
Опубліковано: 25.04.1997
Автори: Криворучко Вадим Михайлович, Руденький Сергій Георгійович, Огієнко Дмитро Миколайович
МПК: C23C 14/14
Мітки: нанесення, покриттів, пристрій, труб, металів, поверхню, внутрішню, іодідів
Формула / Реферат:
Устройство для нанесения покрытий из иодидов металлов на внутреннюю поверхность труб, содержащее вакуумную камеру с расположенным внутри нее нагревателем и инжектором-синтезатором, систему откачки, систему улавливания продуктов реакции и контейнер с иодом, отличающееся тем, что, с целью увеличения равномерности покрытия и повышение выхода металла в покрытие, инжектор-синтезатор выполнен в виде двух коаксиально расположенных цилиндров с...
Пристрій для детонаційного нанесення покриття на внутрішню поверхню виробів
Номер патенту: 5432
Опубліковано: 28.12.1994
Автори: Погорілий Анатолій Григорович, Яковлев Валерій Анатольович, Вольвач Юрій Олександрович
МПК: B05B 7/16
Мітки: внутрішню, покриття, пристрій, виробів, нанесення, детонаційного, поверхню
Формула / Реферат:
Устройство для детонационного нанесення покрытий на внутреннюю поверхность изделий, содержащее основной ствол с прямолинейным каналом разгона и разогрева частиц порошка, сообщающимся с выходной камерой изогнутой формы, открытый торец которой обращен в сторону внутренней поверхности изделий, а также систему подачи газовой смеси и узел инициирования взрыва, отличающееся тем, что устройство снабжено, по меньшей мере, одним вспомогательным...
Попередній патент: Котельна установка
Наступний патент: Спосіб обробки осадів очисних споруд
Випадковий патент: Застосування il-18 інгібіторів для лікування або попередження пов'язаної з сепсисом дисфункції серця