Кристалізатор для безперервного розливання металлів
Номер патенту: 76368
Опубліковано: 17.07.2006
Автори: Ларіонов Олександр Олексійович, Кирильченко Петро Миколайович, Овсянніков Вадим Георгійович, Нечипуренко Євген Степанович, Лисовський Олександр Іванович, Климанчук Владислав Владиславович, Капланов Василь Ілліч, Бочек Анатолій Павлович, Фентісов Ігор Миколайович, Сердюк Іван Олексійович, Токій Анатолій Миколайович

Формула / Реферат
1. Кристалізатор для безперервного розливання металів, що містить вузькі і широкі стінки, які виконані з мідних сплавів і мають плакований шар із сталі, який розташовано з тильної сторони, водоохолоджуючу систему, яку утворено каналами прямокутної і циліндричної форми перерізу, що з'єднані між собою, а також із вводом та відводом охолоджувача, каналами прямокутної форми перерізу, сталеві кришки, які закривають канали охолоджуючої системи з прямокутною формою перерізу і приварені до плакованого шару, який відрізняється тим, що водоохолоджуючі канали, що мають прямокутну форму перерізу і, відповідно, кришки, які їх закривають, виконані у верхній частині кристалізатора по його периметру на відстані, яка дорівнює 0,1 - 0,3 від загальної довжини каналів.
2. Кристалізатор за п. 1, який відрізняється тим, що відстань між осями прямокутних водоохолоджуючих каналів визначено із співвідношення (2,0 - 0,5)D, а їх глибину - (1,0 - 1,3)D, де D - діаметр циліндричних каналів охолодження.
Текст
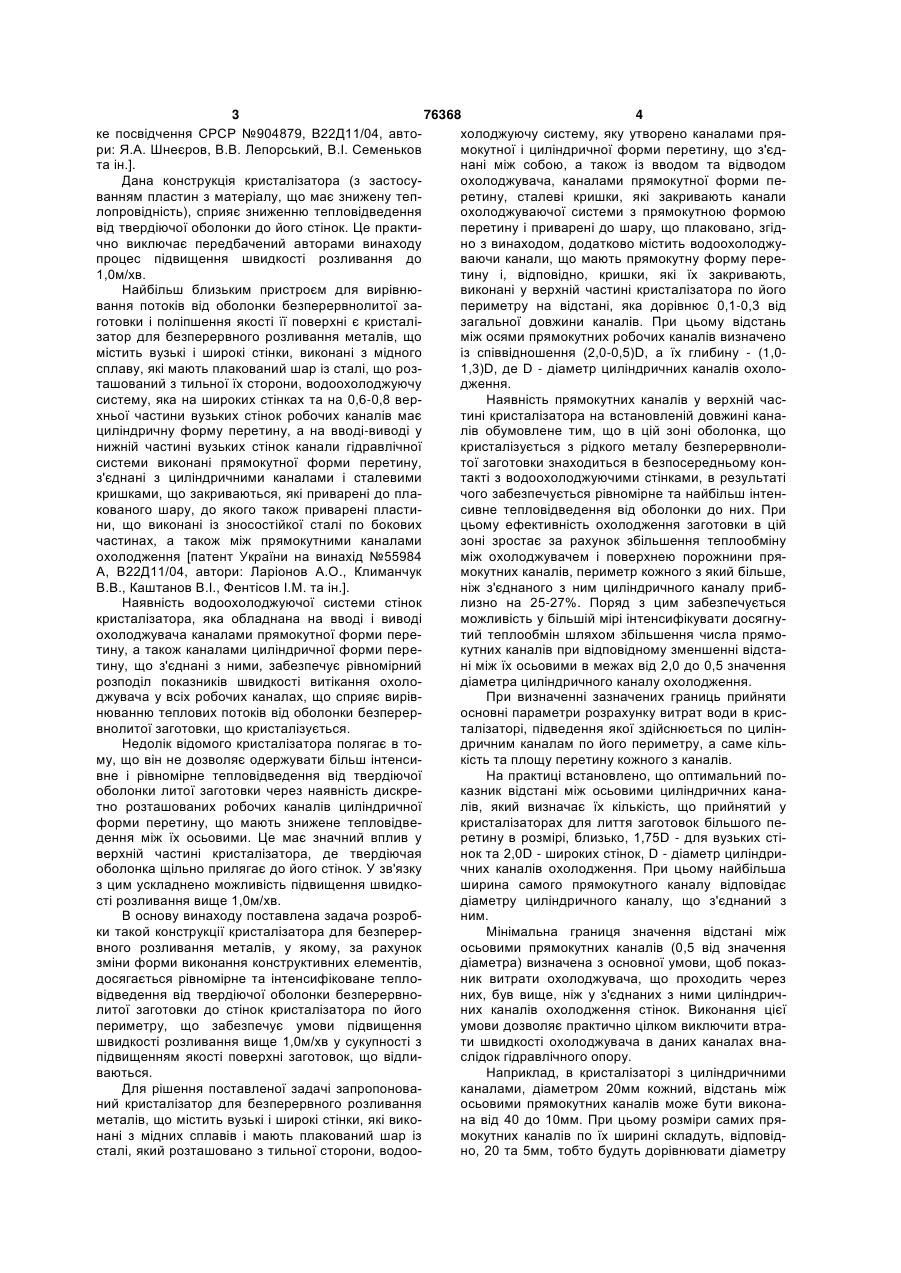
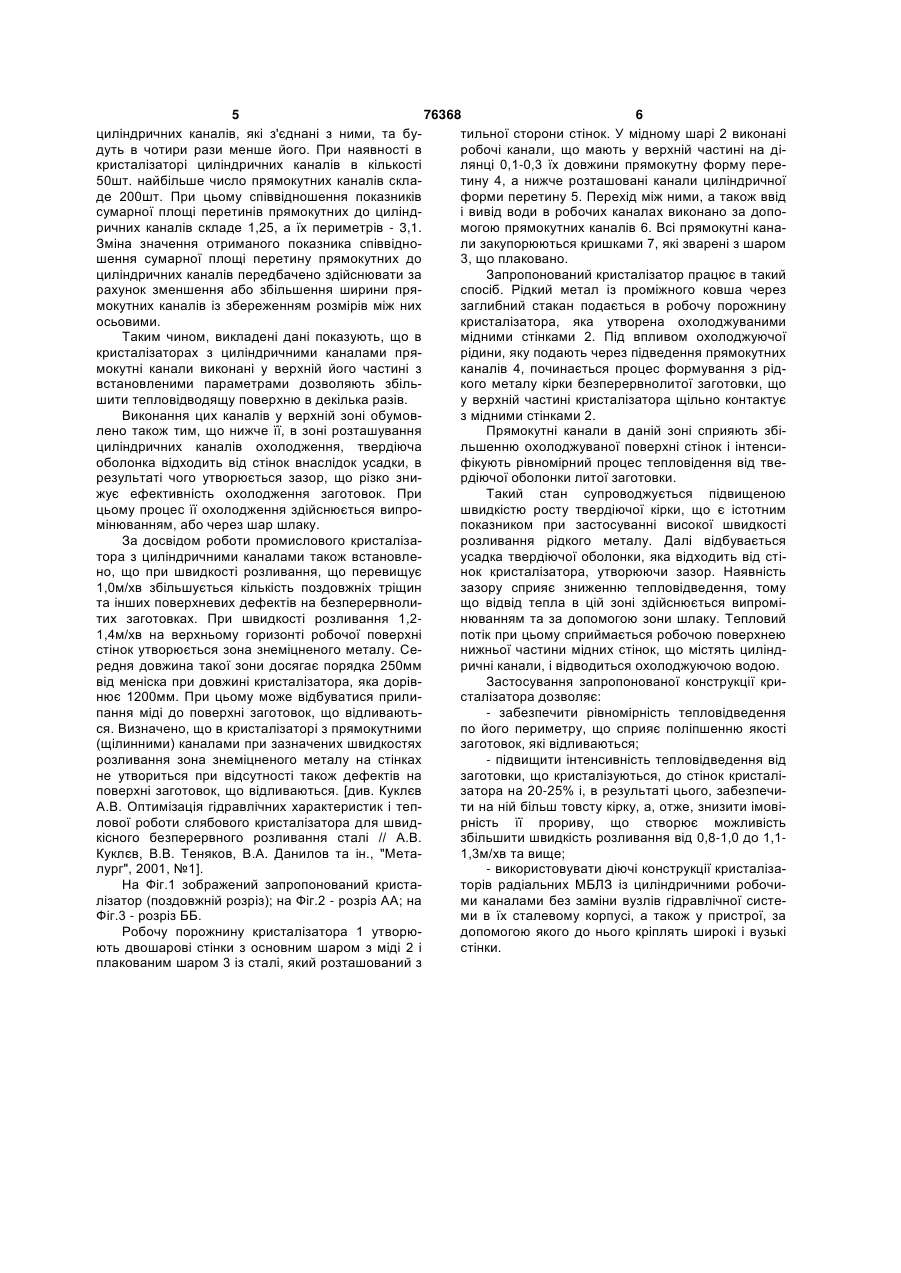
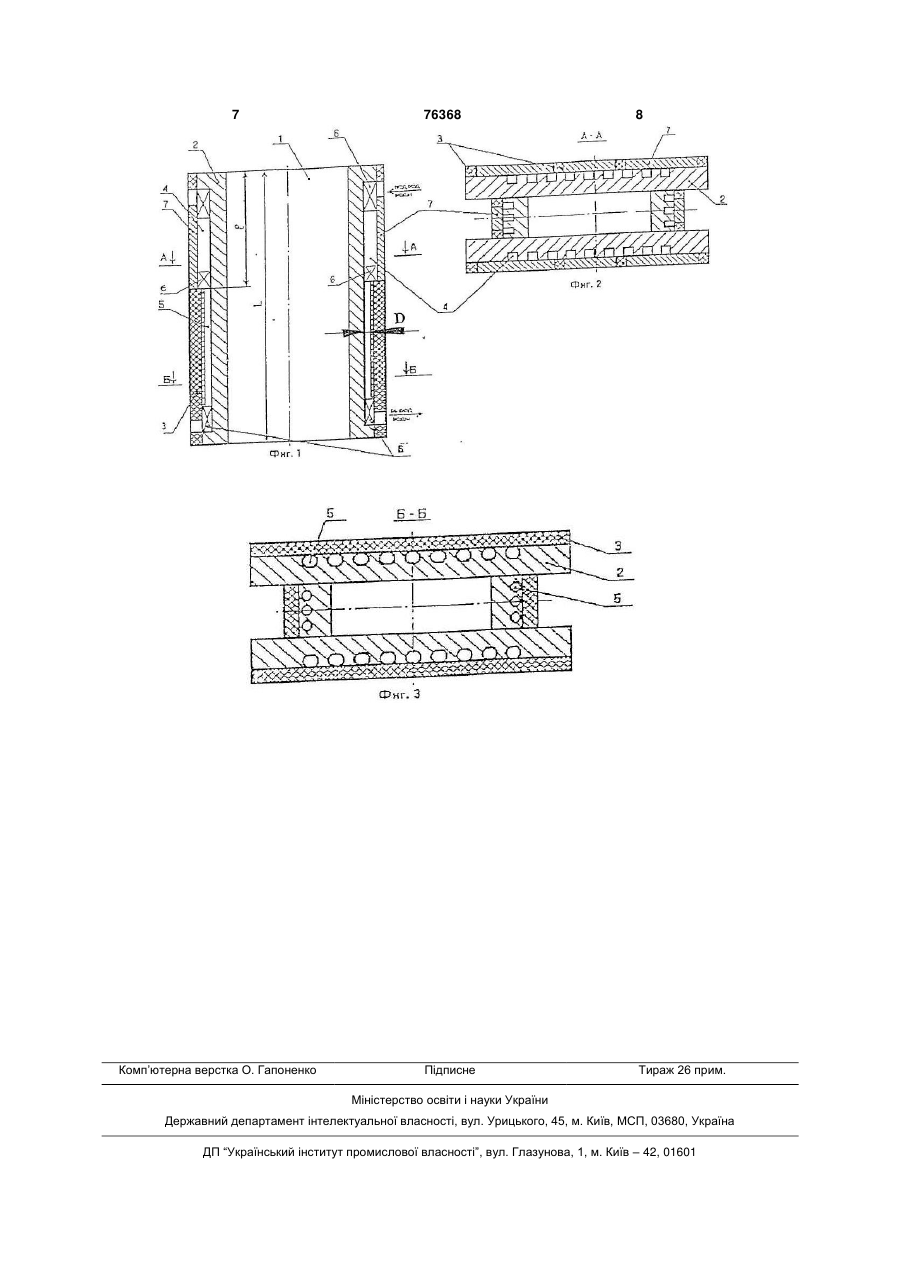
1. Кристалізатор для безперервного розливання металів, що містить вузькі і широкі стінки, які C2 1 3 76368 4 ке посвідчення СРСР №904879, В22Д11/04, автохолоджуючу систему, яку утворено каналами пряри: Я.А. Шнеєров, В.В. Лепорський, В.І. Семеньков мокутної і циліндричної форми перетину, що з'єдта ін.]. нані між собою, а також із вводом та відводом Дана конструкція кристалізатора (з застосуохолоджувача, каналами прямокутної форми певанням пластин з матеріалу, що має знижену тепретину, сталеві кришки, які закривають канали лопровідність), сприяє зниженню тепловідведення охолоджуваючої системи з прямокутною формою від твердіючої оболонки до його стінок. Це практиперетину і приварені до шару, що плаковано, згідчно виключає передбачений авторами винаходу но з винаходом, додатково містить водоохолоджупроцес підвищення швидкості розливання до ваючи канали, що мають прямокутну форму пере1,0м/хв. тину і, відповідно, кришки, які їх закривають, Найбільш близьким пристроєм для вирівнювиконані у верхній частині кристалізатора по його вання потоків від оболонки безперервнолитої запериметру на відстані, яка дорівнює 0,1-0,3 від готовки і поліпшення якості її поверхні є кристалізагальної довжини каналів. При цьому відстань затор для безперервного розливання металів, що між осями прямокутних робочих каналів визначено містить вузькі і широкі стінки, виконані з мідного із співвідношення (2,0-0,5)D, а їх глибину - (1,0сплаву, які мають плакований шар із сталі, що роз1,3)D, де D - діаметр циліндричних каналів охолоташований з тильної їх сторони, водоохолоджуючу дження. систему, яка на широких стінках та на 0,6-0,8 верНаявність прямокутних каналів у верхній часхньої частини вузьких стінок робочих каналів має тині кристалізатора на встановленій довжині канациліндричну форму перетину, а на вводі-виводі у лів обумовлене тим, що в цій зоні оболонка, що нижній частині вузьких стінок канали гідравлічної кристалізується з рідкого металу безперервнолисистеми виконані прямокутної форми перетину, тої заготовки знаходиться в безпосередньому конз'єднані з циліндричними каналами і сталевими такті з водоохолоджуючими стінками, в результаті кришками, що закриваються, які приварені до плачого забезпечується рівномірне та найбільш інтенкованого шару, до якого також приварені пластисивне тепловідведення від оболонки до них. При ни, що виконані із зносостійкої сталі по бокових цьому ефективність охолодження заготовки в цій частинах, а також між прямокутними каналами зоні зростає за рахунок збільшення теплообміну охолодження [патент України на винахід №55984 між охолоджувачем і поверхнею порожнини пряА, В22Д11/04, автори: Ларіонов А.О., Климанчук мокутних каналів, периметр кожного з який більше, В.В., Каштанов В.І., Фентісов І.М. та ін.]. ніж з'єднаного з ним циліндричного каналу прибНаявність водоохолоджуючої системи стінок лизно на 25-27%. Поряд з цим забезпечується кристалізатора, яка обладнана на вводі і виводі можливість у більшій мірі інтенсифікувати досягнуохолоджувача каналами прямокутної форми перетий теплообмін шляхом збільшення числа прямотину, а також каналами циліндричної форми перекутних каналів при відповідному зменшенні відстатину, що з'єднані з ними, забезпечує рівномірний ні між їх осьовими в межах від 2,0 до 0,5 значення розподіл показників швидкості витікання охолодіаметра циліндричного каналу охолодження. джувача у всіх робочих каналах, що сприяє вирівПри визначенні зазначених границь прийняти нюванню теплових потоків від оболонки безпереросновні параметри розрахунку витрат води в крисвнолитої заготовки, що кристалізується. талізаторі, підведення якої здійснюється по цилінНедолік відомого кристалізатора полягає в тодричним каналам по його периметру, а саме кільму, що він не дозволяє одержувати більш інтенсикість та площу перетину кожного з каналів. вне і рівномірне тепловідведення від твердіючої На практиці встановлено, що оптимальний пооболонки литої заготовки через наявність дискреказник відстані між осьовими циліндричних канатно розташованих робочих каналів циліндричної лів, який визначає їх кількість, що прийнятий у форми перетину, що мають знижене тепловідвекристалізаторах для лиття заготовок більшого педення між їх осьовими. Це має значний вплив у ретину в розмірі, близько, 1,75D - для вузьких стіверхній частині кристалізатора, де твердіючая нок та 2,0D - широких стінок, D - діаметр циліндриоболонка щільно прилягає до його стінок. У зв'язку чних каналів охолодження. При цьому найбільша з цим ускладнено можливість підвищення швидкоширина самого прямокутного каналу відповідає сті розливання вище 1,0м/хв. діаметру циліндричного каналу, що з'єднаний з В основу винаходу поставлена задача розробним. ки такой конструкції кристалізатора для безперерМінімальна границя значення відстані між вного розливання металів, у якому, за рахунок осьовими прямокутних каналів (0,5 від значення зміни форми виконання конструктивних елементів, діаметра) визначена з основної умови, щоб показдосягається рівномірне та інтенсифіковане теплоник витрати охолоджувача, що проходить через відведення від твердіючої оболонки безперервноних, був вище, ніж у з'єднаних з ними циліндричлитої заготовки до стінок кристалізатора по його них каналів охолодження стінок. Виконання цієї периметру, що забезпечує умови підвищення умови дозволяє практично цілком виключити втрашвидкості розливання вище 1,0м/хв у сукупності з ти швидкості охолоджувача в даних каналах внапідвищенням якості поверхні заготовок, що відлислідок гідравлічного опору. ваються. Наприклад, в кристалізаторі з циліндричними Для рішення поставленої задачі запропоноваканалами, діаметром 20мм кожний, відстань між ний кристалізатор для безперервного розливання осьовими прямокутних каналів може бути виконаметалів, що містить вузькі і широкі стінки, які викона від 40 до 10мм. При цьому розміри самих прянані з мідних сплавів і мають плакований шар із мокутних каналів по їх ширині складуть, відповідсталі, який розташовано з тильної сторони, водооно, 20 та 5мм, тобто будуть дорівнювати діаметру 5 76368 6 циліндричних каналів, які з'єднані з ними, та бутильної сторони стінок. У мідному шарі 2 виконані дуть в чотири рази менше його. При наявності в робочі канали, що мають у верхній частині на дікристалізаторі циліндричних каналів в кількості лянці 0,1-0,3 їх довжини прямокутну форму пере50шт. найбільше число прямокутних каналів склатину 4, а нижче розташовані канали циліндричної де 200шт. При цьому співвідношення показників форми перетину 5. Перехід між ними, а також ввід сумарної площі перетинів прямокутних до цилінді вивід води в робочих каналах виконано за допоричних каналів складе 1,25, а їх периметрів - 3,1. могою прямокутних каналів 6. Всі прямокутні канаЗміна значення отриманого показника співвідноли закупорюються кришками 7, які зварені з шаром шення сумарної площі перетину прямокутних до 3, що плаковано. циліндричних каналів передбачено здійснювати за Запропонований кристалізатор працює в такий рахунок зменшення або збільшення ширини пряспосіб. Рідкий метал із проміжного ковша через мокутних каналів із збереженням розмірів між них заглибний стакан подається в робочу порожнину осьовими. кристалізатора, яка утворена охолоджуваними Таким чином, викладені дані показують, що в мідними стінками 2. Під впливом охолоджуючої кристалізаторах з циліндричними каналами прярідини, яку подають через підведення прямокутних мокутні канали виконані у верхній його частині з каналів 4, починається процес формування з рідвстановленими параметрами дозволяють збілького металу кірки безперервнолитої заготовки, що шити тепловідводящу поверхню в декілька разів. у верхній частині кристалізатора щільно контактує Виконання цих каналів у верхній зоні обумовз мідними стінками 2. лено також тим, що нижче її, в зоні розташування Прямокутні канали в даній зоні сприяють збіциліндричних каналів охолодження, твердіюча льшенню охолоджуваної поверхні стінок і інтенсиоболонка відходить від стінок внаслідок усадки, в фікують рівномірний процес тепловідення від тверезультаті чого утворюється зазор, що різко знирдіючої оболонки литої заготовки. жує ефективність охолодження заготовок. При Такий стан супроводжується підвищеною цьому процес її охолодження здійснюється випрошвидкістю росту твердіючої кірки, що є істотним мінюванням, або через шар шлаку. показником при застосуванні високої швидкості За досвідом роботи промислового кристалізарозливання рідкого металу. Далі відбувається тора з циліндричними каналами також встановлеусадка твердіючої оболонки, яка відходить від стіно, що при швидкості розливання, що перевищує нок кристалізатора, утворюючи зазор. Наявність 1,0м/хв збільшується кількість поздовжніх тріщин зазору сприяє зниженню тепловідведення, тому та інших поверхневих дефектів на безперервнолищо відвід тепла в цій зоні здійснюється випромітих заготовках. При швидкості розливання 1,2нюванням та за допомогою зони шлаку. Тепловий 1,4м/хв на верхньому горизонті робочої поверхні потік при цьому сприймається робочою поверхнею стінок утворюється зона знеміцненого металу. Сенижньої частини мідних стінок, що містять циліндредня довжина такої зони досягає порядка 250мм ричні канали, і відводиться охолоджуючою водою. від меніска при довжині кристалізатора, яка дорівЗастосування запропонованої конструкції кринює 1200мм. При цьому може відбуватися прилисталізатора дозволяє: пання міді до поверхні заготовок, що відливають- забезпечити рівномірність тепловідведення ся. Визначено, що в кристалізаторі з прямокутними по його периметру, що сприяє поліпшенню якості (щілинними) каналами при зазначених швидкостях заготовок, які відливаються; розливання зона знеміцненого металу на стінках - підвищити інтенсивність тепловідведення від не утвориться при відсутності також дефектів на заготовки, що кристалізуються, до стінок кристаліповерхні заготовок, що відливаються. [див. Куклєв затора на 20-25% і, в результаті цього, забезпечиА.В. Оптимізація гідравлічних характеристик і тепти на ній більш товсту кірку, а, отже, знизити імовілової роботи слябового кристалізатора для швидрність її прориву, що створює можливість кісного безперервного розливання сталі // А.В. збільшити швидкість розливання від 0,8-1,0 до 1,1Куклєв, В.В. Теняков, В.А. Данилов та ін., "Мета1,3м/хв та вище; лург", 2001, №1]. - використовувати діючі конструкції кристалізаНа Фіг.1 зображений запропонований кристаторів радіальних МБЛЗ із циліндричними робочилізатор (поздовжній розріз); на Фіг.2 - розріз АА; на ми каналами без заміни вузлів гідравлічної систеФіг.3 - розріз ББ. ми в їх сталевому корпусі, а також у пристрої, за Робочу порожнину кристалізатора 1 утворюдопомогою якого до нього кріплять широкі і вузькі ють двошарові стінки з основним шаром з міді 2 і стінки. плакованим шаром 3 із сталі, який розташований з 7 Комп’ютерна верстка О. Гапоненко 76368 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюCrystallizer for continuous pouring of metals
Автори англійськоюLarionov Oleksandr Oleksiiovych, Klymanchuk Vladyslav Vladyslavovych, Kaplanov Vasyl Illich, Kyrylchenko Petro Mykolaiovych, Fentisov Ihor Mykolaiovych, Serdiuk Ivan Oleksiiovych, Ovsiannikov Vadym Heorhiiovych, Bochek Anatolii Pavlovych, Tokii Anatolii Mykolaiovych, Nechypurenko Yevhen Stepanovych, Lysovskyi Oleksandr Ivanovych
Назва патенту російськоюКристаллизатор для непрерывной разливки металлов
Автори російськоюЛарионов Александр Алексеевич, Климанчук Владислав Владиславович, Капланов Василий Ильич, Кирильченко Петр Николаевич, Фентисов Игорь Николаевич, Сердюк Иван Алексеевич, Овсянников Вадим Георгиевич, Бочек Анатолий Павлович, Токий Анатолий Николаевич, Нечипуренко Евгений Степанович, Лисовский Александр Иванович
МПК / Мітки
МПК: B22D 11/055
Мітки: безперервного, кристалізатор, металлів, розливання
Код посилання
<a href="https://ua.patents.su/4-76368-kristalizator-dlya-bezperervnogo-rozlivannya-metalliv.html" target="_blank" rel="follow" title="База патентів України">Кристалізатор для безперервного розливання металлів</a>
Кристалізатор для безперервного розливання металів

Номер патенту: 55984
Опубліковано: 15.04.2003
Автори: Акулов Валерій Володимирович, Лисовський Олександр Іванович, Климанчук Владислав Владиславович, Бочек Анатолій Павлович, Овсянніков Вадим Георгійович, Капланов Василь Ілліч, Токій Анатолій Миколайович, Фентісов Ігор Миколайович, Дудко Анатолій Григорович, Ларіонов Олександр Олексійович, Нечипуренко Євген Степанович
МПК: B22D 11/04
Мітки: металів, безперервного, кристалізатор, розливання
Формула / Реферат:
1. Кристалізатор для безперервного розливання металів, що містить сталевий корпус з робочими широкими і вузькими стінками з мідних сплавів, водоохолоджуваних системою циліндричних каналів, змінні пластини зі зносостійкої сталі, установлені по периметру в нижній частині корпуса кристалізатора, який відрізняється тим, що він додатково оснащений плакувальним шаром,, зі сталі, розміщеним з тильної сторони вузьких і широких стінок, а у...
Розливальний стакан для подання розплавленого металу в кристалізатор безперервного розливання металевих виробів та установка безперервного розливання металевих виробів, обладанана таким стаканом
Номер патенту: 41999
Опубліковано: 15.10.2001
Автори: Барб Жак, ДАМАСС Жан-Мішель
МПК: B22D 11/14, B22D 41/50
Мітки: установка, безперервного, розливання, обладанана, подання, стакан, металу, розливальний, металевих, виробів, таким, стаканом, кристалізатор, розплавленого
Формула / Реферат:
1. Разливочный стакан для подачи расплавленного металла в кристаллизатор непрерывной разливки металлических изделий, содержащий трубу, верхний конец которой предназначен для присоединения посредством крепежных средств к выходному стакану емкости, содержащей расплавленный металл, а нижний конец которой присоединен к концевой части стакана, снабженной отверстиями, предназначенными для распределения расплавленного металла в разливочном...
Кристалізатор для установки безперервного розливання
Номер патенту: 29486
Опубліковано: 15.11.2000
Автори: Келл Норберт, КРЕМЕР Андре, Рінальді Мішель, Петрі Руді
МПК: B22D 11/051, B22D 11/04, B22D 11/114
Мітки: розливання, кристалізатор, безперервного, установки
Текст:
...подробно сказано ниже в описании при рассмотрении соответствующи х чертежей. Упомянутое направлявшее устройство может быть также выполнено в виде дополнительных приспособлений, либо на основе механических средств, например, направляющих роликов и/или направляющих типа "паз/выступ". Применение механических направляющих устройств оказывается более предпочтительным для кристаллизаторов с криволинейной осью разливки. Следует отмети ть, что нар...
Кристалізатор для безперервного розливу металу
Номер патенту: 69651
Опубліковано: 15.09.2004
Автори: Каширін Станіслав Михайлович, Плохих Петро Андрійович, Литвин Володимир Іванович
МПК: B22D 11/059
Мітки: металу, безперервного, розливу, кристалізатор
Формула / Реферат:
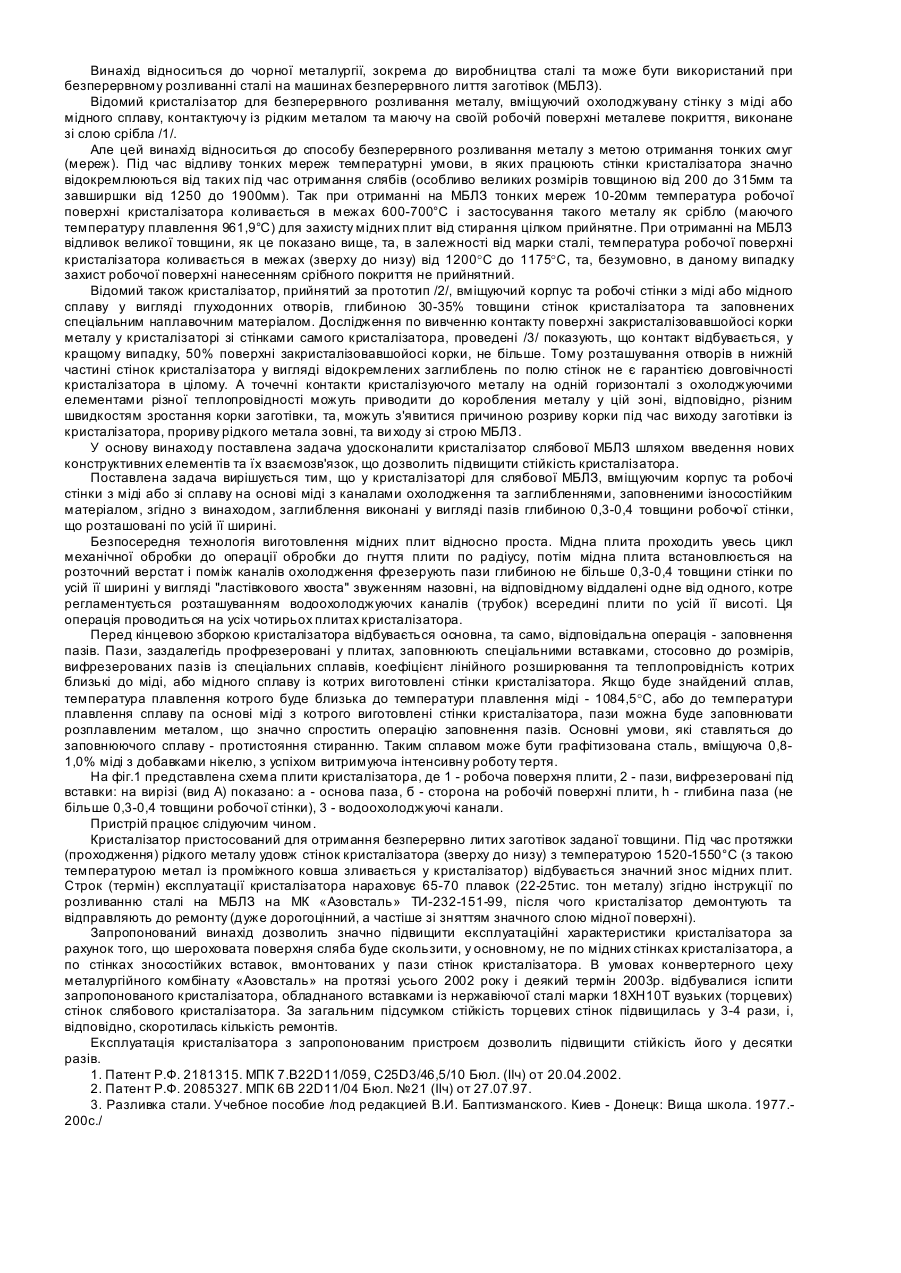
Кристалізатор для слябової машини безперервного лиття заготівок, що включає корпус та робочі стінки з міді або зі сплаву на основі міді з каналами охолодження та заглибленнями, заповненими зносостійким матеріалом, який відрізняється тим, що заглиблення виконані у вигляді пазів глибиною 0,3 - 0,4 товщини робочої стінки та розташовані по усій її ширині.
Заглибний стакан для заливання рідкого металу в кристалізатор для безперервного розливання металу у злитки
Номер патенту: 61931
Опубліковано: 15.12.2003
Автори: Оріель Фабієнн, Рішо Жоан, Дескав Фредерік, Гонкальв Бернар, Гаше Лоран
МПК: B22D 11/08, B22D 11/10, B22D 41/50, B22D 41/08
Мітки: безперервного, розливання, заглибний, рідкого, металу, стакан, кристалізатор, злитки, заливання
Формула / Реферат:
1. Заглибний стакан для заливання рідкого металу в кристалізатор для безперервного розливання металу у злитки, який включає першу трубчасту частину, один кінець якої призначений для сполучення з посудиною, що містить рідкий метал, а другий кінець сполучається з другою порожньою частиною подовженої форми, одна з ділянок внутрішнього простору якої розташована практично перпендикулярно до названої вище першої трубчастої частини, при цьому...
Попередній патент: Спосіб дозбагачення товарних магнетитових концентратів.
Наступний патент: Газовий балон високого тиску
Випадковий патент: Гвинтова муфта натягу затяжки циліндричного сітчастого покриття