Кристалізатор для безперервного розливу металу
Номер патенту: 69651
Опубліковано: 15.09.2004
Автори: Литвин Володимир Іванович, Каширін Станіслав Михайлович, Плохих Петро Андрійович
Формула / Реферат
Кристалізатор для слябової машини безперервного лиття заготівок, що включає корпус та робочі стінки з міді або зі сплаву на основі міді з каналами охолодження та заглибленнями, заповненими зносостійким матеріалом, який відрізняється тим, що заглиблення виконані у вигляді пазів глибиною 0,3 - 0,4 товщини робочої стінки та розташовані по усій її ширині.
Текст
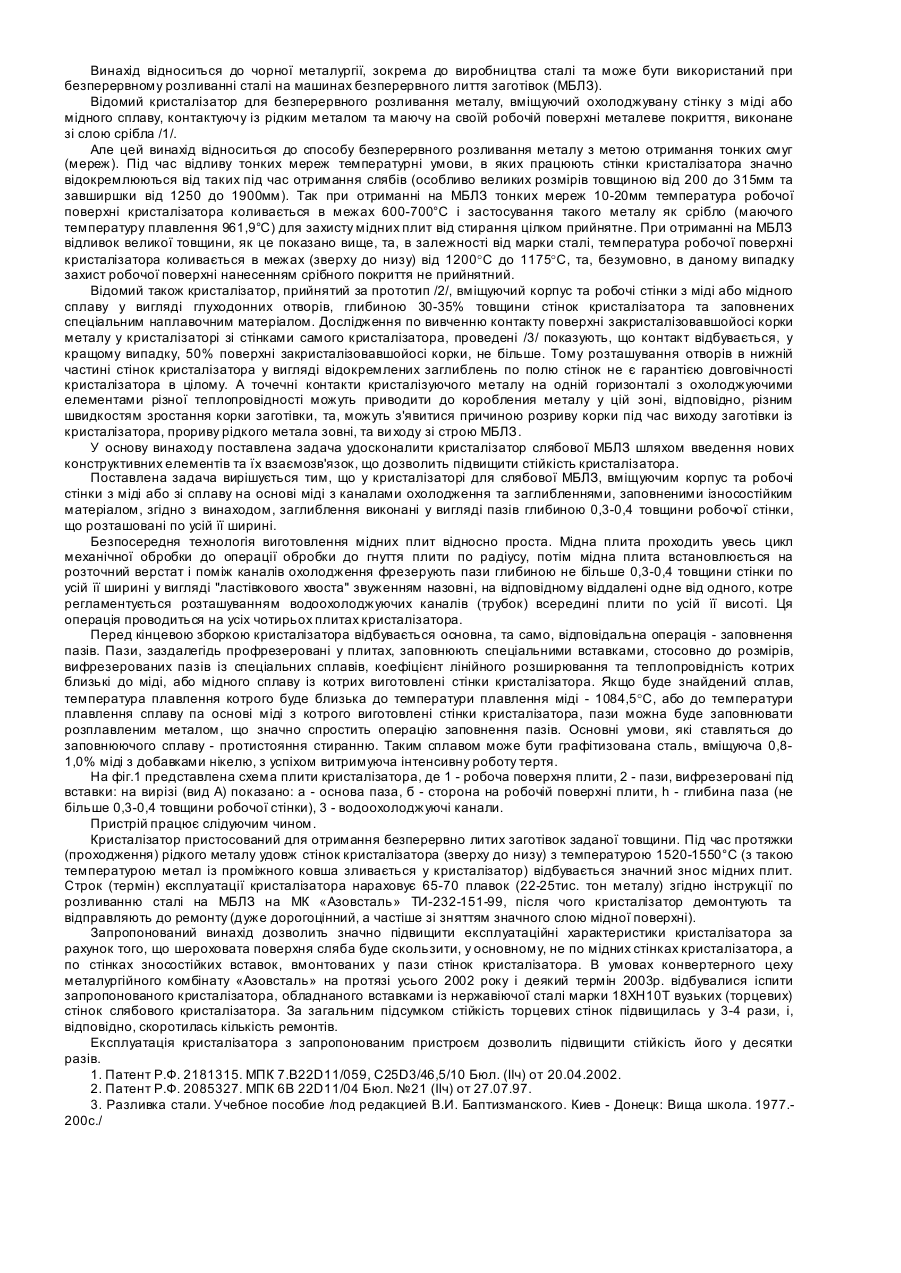
Винахід відноситься до чорної металургії, зокрема до виробництва сталі та може бути використаний при безперервному розливанні сталі на машинах безперервного лиття заготівок (МБЛЗ). Відомий кристалізатор для безперервного розливання металу, вміщуючий охолоджувану стінку з міді або мідного сплаву, контактуючу із рідким металом та маючу на своїй робочій поверхні металеве покриття, виконане зі слою срібла /1/. Але цей винахід відноситься до способу безперервного розливання металу з метою отримання тонких смуг (мереж). Під час відливу тонких мереж температурні умови, в яких працюють стінки кристалізатора значно відокремлюються від таких під час отримання слябів (особливо великих розмірів товщиною від 200 до 315мм та завширшки від 1250 до 1900мм). Так при отриманні на МБЛЗ тонких мереж 10-20мм температура робочої поверхні кристалізатора коливається в межах 600-700°С і застосування такого металу як срібло (маючого температуру плавлення 961,9°С) для захисту мідних плит від стирання цілком прийнятне. При отриманні на МБЛЗ відливок великої товщини, як це показано вище, та, в залежності від марки сталі, температура робочої поверхні кристалізатора коливається в межах (зверху до низу) від 1200°С до 1175°С, та, безумовно, в даному випадку захист робочої поверхні нанесенням срібного покриття не прийнятний. Відомий також кристалізатор, прийнятий за прототип /2/, вміщуючий корпус та робочі стінки з міді або мідного сплаву у вигляді глуходонних отворів, глибиною 30-35% товщини стінок кристалізатора та заповнених спеціальним наплавочним матеріалом. Дослідження по вивченню контакту поверхні закристалізовавшойосі корки металу у кристалізаторі зі стінками самого кристалізатора, проведені /3/ показують, що контакт відбувається, у кращому випадку, 50% поверхні закристалізовавшойосі корки, не більше. Тому розташування отворів в нижній частині стінок кристалізатора у вигляді відокремлених заглиблень по полю стінок не є гарантією довговічності кристалізатора в цілому. А точечні контакти кристалізуючого металу на одній горизонталі з охолоджуючими елементами різної теплопровідності можуть приводити до коробления металу у цій зоні, відповідно, різним швидкостям зростання корки заготівки, та, можуть з'явитися причиною розриву корки під час виходу заготівки із кристалізатора, прориву рідкого метала зовні, та ви ходу зі строю МБЛЗ. У основу винаходу поставлена задача удосконалити кристалізатор слябової МБЛЗ шляхом введення нових конструктивних елементів та їх взаємозв'язок, що дозволить підвищити стійкість кристалізатора. Поставлена задача вирішується тим, що у кристалізаторі для слябової МБЛЗ, вміщуючим корпус та робочі стінки з міді або зі сплаву на основі міді з каналами охолодження та заглибленнями, заповненими ізносостійким матеріалом, згідно з винаходом, заглиблення виконані у вигляді пазів глибиною 0,3-0,4 товщини робочої стінки, що розташовані по усій її ширині. Безпосередня технологія виготовлення мідних плит відносно проста. Мідна плита проходить увесь цикл механічної обробки до операції обробки до гнуття плити по радіусу, потім мідна плита встановлюється на розточний верстат і поміж каналів охолодження фрезерують пази глибиною не більше 0,3-0,4 товщини стінки по усій її ширині у вигляді "ластівкового хвоста" звуженням назовні, на відповідному віддалені одне від одного, котре регламентується розташуванням водоохолоджуючих каналів (трубок) всередині плити по усій її висоті. Ця операція проводиться на усіх чотирьох плитах кристалізатора. Перед кінцевою зборкою кристалізатора відбувається основна, та само, відповідальна операція - заповнення пазів. Пази, заздалегідь профрезеровані у плитах, заповнюють спеціальними вставками, стосовно до розмірів, вифрезерованих пазів із спеціальних сплавів, коефіцієнт лінійного розширювання та теплопровідність котрих близькі до міді, або мідного сплаву із котрих виготовлені стінки кристалізатора. Якщо буде знайдений сплав, температура плавлення котрого буде близька до температури плавлення міді - 1084,5°С, або до температури плавлення сплаву па основі міді з котрого виготовлені стінки кристалізатора, пази можна буде заповнювати розплавленим металом, що значно спростить операцію заповнення пазів. Основні умови, які ставляться до заповнюючого сплаву - протистояння стиранню. Таким сплавом може бути графітизована сталь, вміщуюча 0,81,0% міді з добавками нікелю, з успіхом витримуюча інтенсивну роботу тертя. На фіг.1 представлена схема плити кристалізатора, де 1 - робоча поверхня плити, 2 - пази, вифрезеровані під вставки: на вирізі (вид А) показано: а - основа паза, б - сторона на робочій поверхні плити, h - глибина паза (не більше 0,3-0,4 товщини робочої стінки), 3 - водоохолоджуючі канали. Пристрій працює слідуючим чином. Кристалізатор пристосований для отримання безперервно литих заготівок заданої товщини. Під час протяжки (проходження) рідкого металу удовж стінок кристалізатора (зверху до низу) з температурою 1520-1550°С (з такою температурою метал із проміжного ковша зливається у кристалізатор) відбувається значний знос мідних плит. Строк (термін) експлуатації кристалізатора нараховує 65-70 плавок (22-25тис. тон металу) згідно інструкції по розливанню сталі на МБЛЗ на МК «Азовсталь» ТИ-232-151-99, після чого кристалізатор демонтують та відправляють до ремонту (дуже дорогоцінний, а частіше зі зняттям значного слою мідної поверхні). Запропонований винахід дозволить значно підвищити експлуатаційні характеристики кристалізатора за рахунок того, що шероховата поверхня сляба буде скользити, у основному, не по мідних стінках кристалізатора, а по стінках зносостійких вставок, вмонтованих у пази стінок кристалізатора. В умовах конвертерного цеху металургійного комбінату «Азовсталь» на протязі усього 2002 року і деякий термін 2003р. відбувалися іспити запропонованого кристалізатора, обладнаного вставками із нержавіючої сталі марки 18ХН10Т вузьких (торцевих) стінок слябового кристалізатора. За загальним підсумком стійкість торцевих стінок підвищилась у 3-4 рази, і, відповідно, скоротилась кількість ремонтів. Експлуатація кристалізатора з запропонованим пристроєм дозволить підвищити стійкість його у десятки разів. 1. Патент Р.Ф. 2181315. МПК 7.B22D11/059, C25D3/46,5/10 Бюл. (IIч) от 20.04.2002. 2. Патент Р.Ф. 2085327. МПК 6В 22D11/04 Бюл. №21 (IIч) от 27.07.97. 3. Разливка стали. Учебное пособие /под редакцией В.И. Баптизманского. Киев - Донецк: Вища школа. 1977.200с./
ДивитисяДодаткова інформація
Назва патенту англійськоюCrystallizer for continuous metal casting
Автори англійськоюPlokhykh Petro Andriiovych
Назва патенту російськоюКристаллизатор для непрерывной разливки металла
Автори російськоюПлохих Петр Андреевич
МПК / Мітки
МПК: B22D 11/059
Мітки: кристалізатор, металу, безперервного, розливу
Код посилання
<a href="https://ua.patents.su/2-69651-kristalizator-dlya-bezperervnogo-rozlivu-metalu.html" target="_blank" rel="follow" title="База патентів України">Кристалізатор для безперервного розливу металу</a>
Кристалізатор для безперервного розливу сталі
Номер патенту: 29808
Опубліковано: 15.11.2001
Автори: Лехтер Олександр Вікторович, Кузьмінов Анатолій Вікторович, Бойко Володимир Семенович, Довгошеев Володимир Тихонович, Налча Георгій Іванович, Капланов Василій Илліч, Дудко Анатолій Григорович, Нечипуренко Евген Степанович, Ларіонов Олександр Олексійович, Овсянніков Вадим Георгійович
МПК: B22D 11/059
Мітки: розливу, кристалізатор, безперервного, сталі
Формула / Реферат:
1. Кристалізатор для безперервного розливу сталі, який містить в собі водоохолоджуваний корпус, утворений широкими і вузькими стінками і обличкуванням зі зносостійкими пластинами, розташованими в його нижній частині, який відрізняється тим, що зносостійкі пластини розміщені в зоні інтенсивного зносу по всьому периметру корпуса на 0,01-0,4 його висоти, а решта робочого шару обличкування широких і середніх по ширині пластин вузьких стінок...
Установка безперервного розливу металу
Номер патенту: 153
Опубліковано: 30.04.1998
Автори: КРАВЦОВ Владлен Васильович, МАХМУДОВ Олександр Гафарович
МПК: B22D 11/14
Мітки: установка, розливу, безперервного, металу
Формула / Реферат:
Установка безперервного розливу металу, що містить порожнистий металоприймач, зв'язаний з ним кристалізатор, робочий канал якого сполучений з порожниною металоприймача в нижній його частині, яка відрізняється тим, що верхня частина порожнини металоприймача відділена від нижньої її частини ступінчатим переходом і при цьому площа поперечного січення порожнини в верхній її частині перевищує площу поперечного січення порожнини в нижній частині...
Установка безперервного розливу металу

Номер патенту: 936
Опубліковано: 16.07.2001
Автори: КРАВЦОВ Владлен Васильович, МАХМУДОВ Олександр Гафарович
МПК: B22D 11/12
Мітки: установка, металу, безперервного, розливу
Формула / Реферат:
1. Установка безперервного розливу металу, що містить засіб подачі рідкого металу, кристалізатор і пристрій витягування заготівки, яка відрізняється тим, що між кристалізатором і пристроєм витягування заготівки встановлений термоциклічний модуль, виконаний у вигляді порожнистого корпусу з отворами, співвісними з кристалізатором, в якому послідовно вздовж осі заготівки розташовані секції охолоджування і нагріву.2. Установка по п. 1, яка...
Заглибний стакан для заливання рідкого металу в кристалізатор для безперервного розливання металу у злитки
Номер патенту: 61931
Опубліковано: 15.12.2003
Автори: Оріель Фабієнн, Гонкальв Бернар, Дескав Фредерік, Рішо Жоан, Гаше Лоран
МПК: B22D 11/08, B22D 41/08, B22D 41/50, B22D 11/10
Мітки: розливання, заглибний, кристалізатор, металу, рідкого, злитки, безперервного, заливання, стакан
Формула / Реферат:
1. Заглибний стакан для заливання рідкого металу в кристалізатор для безперервного розливання металу у злитки, який включає першу трубчасту частину, один кінець якої призначений для сполучення з посудиною, що містить рідкий метал, а другий кінець сполучається з другою порожньою частиною подовженої форми, одна з ділянок внутрішнього простору якої розташована практично перпендикулярно до названої вище першої трубчастої частини, при цьому...
Установка безперервного розливу металу
Номер патенту: 44880
Опубліковано: 15.03.2002
Автори: Петрі Руді, Лонарді Еміл, Асса Шарл, Келл Норберт
МПК: B22D 11/04
Мітки: металу, розливу, установка, безперервного
Формула / Реферат:
1. Установка безперервного розливу металу, що має несучу конструкцію, поворотний важіль, який встановлений в несучій конструкції з можливістю здійснення коливальних рухів навколо першої осі хитань, привід, який сполучений з поворотним важелем, і кристалізатор, до якого підводиться охолодник, яка відрізняється наявністю опори для кристалізатора, що встановлена в поворотному важелі з можливістю здійснення коливальних рухів навколо другої осі...
Попередній патент: Спосіб електронно-променевої плавки
Наступний патент: Спосіб відсівання вологого матеріалу
Випадковий патент: Спосіб отримання губчатого заліза та установка для здійснення цього способу