Пристрій для автоматичного збору і обробки діагностичної інформації про технічний стан обладнання і хід технологічного процесу
Номер патенту: 76510
Опубліковано: 15.08.2006
Автори: Шнипко Андрій Іванович, Міщенко Петро Дмитрович, Козенко Георгій Володимирович, Шеремет Володимир Олександрович, Нечитайло Віктор Михайлович, Брехунов Олександр Васильович, Мисько Степан Миколайович, Савенчук Сергій Васильович, Кекух Анатолій Володимирович
Формула / Реферат
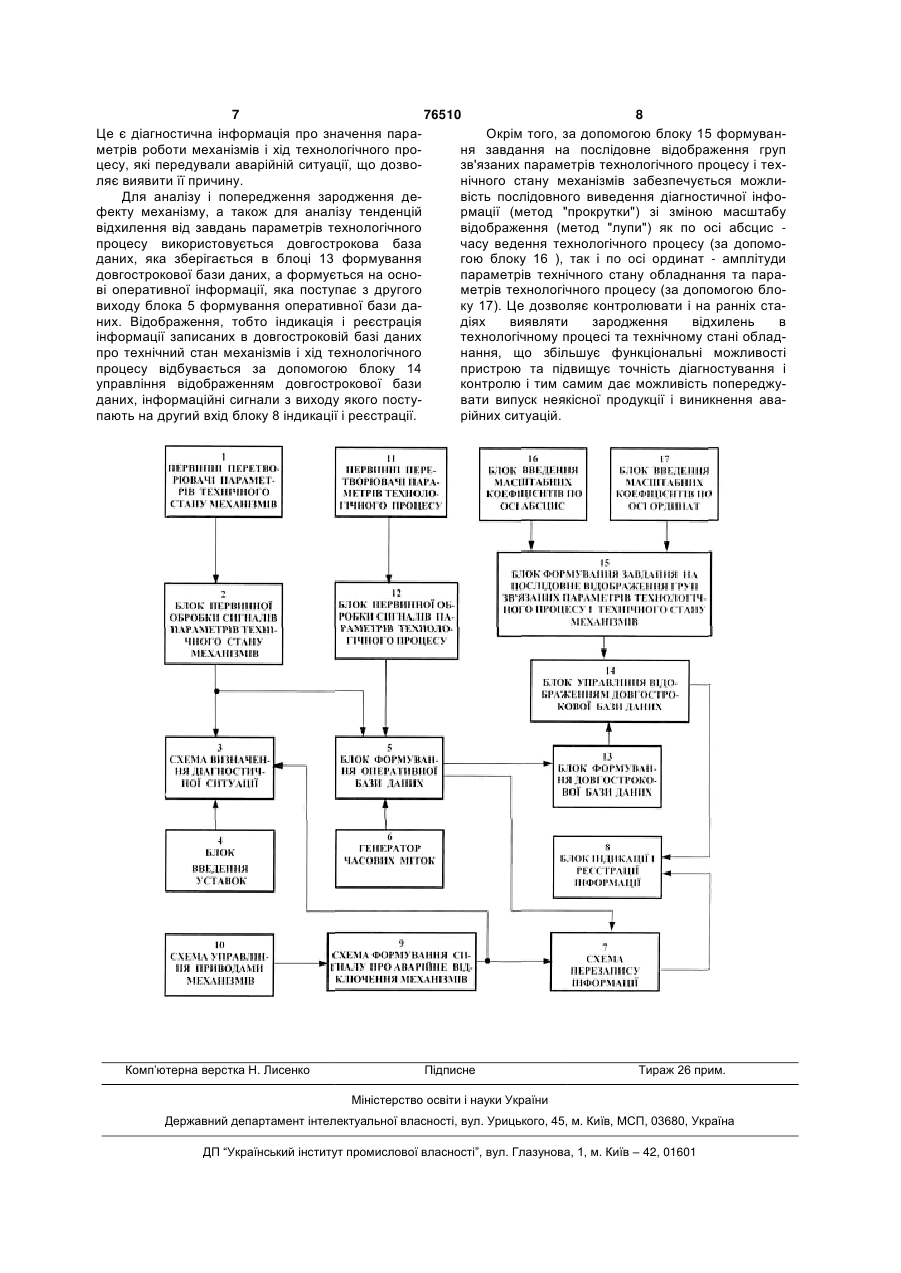
Пристрій для автоматичного збору і обробки діагностичної інформації про технічний стан обладнання і хід технологічного процесу, що містить первинні перетворювачі параметрів технічного стану механізмів, блок первинної обробки сигналів параметрів технічного стану механізмів, схему визначення діагностичної ситуації, блок введення уставок, блок формування оперативної бази даних, генератор часових міток, схему перезапису інформації, блок індикації і реєстрації інформації, схему формування сигналу про аварійне відключення механізмів та схему керування приводами механізмів, при цьому первинні перетворювачі параметрів технічного стану механізмів з'єднані з входом блока первинної обробки сигналів технічного стану механізмів, вихід якого з'єднаний з першим входом схеми визначення діагностичної ситуації і першим входом блока формування оперативної бази даних, другий вхід схеми визначення діагностичної ситуації з'єднаний з блоком введення уставок, вихід схеми визначення діагностичної ситуації з'єднаний з керуючим входом схеми перезапису інформації, другий вхід блока формування оперативної бази даних з'єднаний з генератором часових міток, перший вихід блока формування оперативної бази даних з'єднаний з інформаційним входом схеми перезапису інформації, керуючий вхід якої з'єднаний з виходом схеми формування сигналу про аварійне відключення механізмів, вхід схеми формування сигналу про аварійне відключення механізмів з'єднаний з схемою керування приводами механізмів, вихід схеми перезапису інформації з'єднаний з першим входом блока індикації і реєстрації інформації, який відрізняється тим, що в нього додатково введені первинні перетворювачі параметрів технологічного процесу, блок первинної обробки сигналів параметрів технологічного процесу, блок формування довгострокової бази даних, блок керування відображенням довгострокової бази даних, блок формування завдання на послідовне відображення груп зв'язаних параметрів технологічного процесу і технічного стану механізмів, блок введення масштабних коефіцієнтів по осі абсцис та блок введення масштабних коефіцієнтів по осі ординат, при цьому первинні перетворювачі параметрів технологічного процесу з'єднані з входом блока первинної обробки сигналів параметрів технологічного процесу, вихід якого з'єднаний з третім входом блока формування оперативної бази даних, вхід блока формування довгострокової бази даних з'єднаний з другим виходом блока формування оперативної бази даних, вихід блока формування довгострокової бази даних з'єднаний з першим входом блока керування відображенням довгострокової бази даних, вихід якого з'єднаний з другим входом блока індикації і реєстрації інформації, другий вхід блока керування відображенням довгострокової бази даних з'єднаний з виходом блока формування завдання на послідовне відображення груп зв'язаних параметрів технологічного процесу і технічного стану механізмів, перший і другий входи блока формування завдання на послідовне відображення груп зв'язаних параметрів технологічного процесу і технічного стану механізмів з'єднані відповідно з виходом блока введення масштабних коефіцієнтів по осі абсцис і виходом блока введення масштабних коефіцієнтів по осі ординат.
Текст
Пристрій для автоматичного збору і обробки діагностичної інформації про технічний стан обладнання і хід технологічного процесу, що містить первинні перетворювачі параметрів технічного стану механізмів, блок первинної обробки сигналів параметрів технічного стану механізмів, схему визначення діагностичної ситуації, блок введення уставок, блок формування оперативної бази даних, генератор часових міток, схему перезапису інформації, блок індикації і реєстрації інформації, схему формування сигналу про аварійне відключення механізмів та схему керування приводами механізмів, при цьому первинні перетворювачі параметрів технічного стану механізмів з'єднані з входом блока первинної обробки сигналів технічного стану механізмів, вихід якого з'єднаний з першим входом схеми визначення діагностичної ситуації і першим входом блока формування оперативної бази даних, другий вхід схеми визначення діагностичної ситуації з'єднаний з блоком введення уставок, вихід схеми визначення діагностичної ситуації з'єднаний з керуючим входом схеми перезапису інформації, другий вхід блока формування оперативної бази даних з'єднаний з 2 (19) 1 3 Винахід відноситься до області автоматизації і може бути використаний для автоматизованих систем технічної діагностики обладнання технологічних агрегатів і контролю технологічного процесу. Відомий пристрій для автоматичного збору і обробки діагностичної інформації про стан обладнання, що містить у собі первинні перетворювачі параметрів технічного стану механізмів, блок первинної обробки сигналів параметрів технічного стану механізмів, схему визначення діагностичної ситуації, блок введення уставок, блок формування оперативної бази даних, схему перезапису інформації, генератор часових міток, схему формування сигналу про аварійне відключення механізмів і схему управління приводами механізмів, при цьому первинні перетворювачі параметрів технічного стану механізмів з'єднані з входом блоку первинної обробки сигналів технічного стану механізмів, вихід якого з'єднаний з першим входом схеми визначення діагностичної ситуації і першим входом блоку формування оперативної бази даних, другий вхід схеми визначення діагностичної ситуації з'єднаний з блоком введення уставок, вихід схеми визначення діагностичної ситуації з'єднаний з керуючим входом схеми перезапису інформації, другий вхід блоку формування оперативної бази даних з'єднаний з генератором часових міток, вихід блоку формування оперативної бази даних з'єднаний з інформаційним входом схеми перезапису інформації, керуючий вхід якої з'єднаний з виходом схеми формування сигналу про аварійне відключення механізмів, вхід схеми формування сигналу про аварійне відключення механізмів з'єднаний з схемою управління приводами механізмів, вихід схеми перезапису інформації з'єднаний з першим входом блоку індикації і реєстрації інформації [Авторское свидетельство СССР №1600883 кл. В21В37/00, G01М7/00]. Недоліком відомого пристрою є те, що діагностична інформація про технічний стан механізму видається на блок індикації і реєстрації тільки після аварійного відключення механізму і зупинки технологічного процесу, що не дозволяє прослідкувати зародження дефекту механізму і завчасно визначити причини відхилень в веденні технологічного процесу. Немає також можливості послідовно переглянути поєднані в часі графіки зв'язаних параметрів. Зв'язані параметри або групи параметрів - це ті параметри, зміна одного з яких веде до зміни пов'язаних з ним фізичними залежностями. Наприклад, підвищення висоти шару шихти на аглострічці агломашини веде до підвищення вібрації, температури підшипників та енергосилових параметрів приводу аглострічки. Окрім того, часто при перегляді діагностичної інформації виникає потреба детального дослідження окремих ділянок графіків параметрів як технологічного процесу, так і параметрів роботи механізмів. При цьому виникає необхідність зміни масштабних коефіцієнтів як по осі "X" - час, так і по осі "У" - амплітуда сигналу параметра роботи механізму або параметра технологічного процесу. Виконати перелічені функції за допомогою ві 76510 4 домого пристрою неможливо, а значить і неможливо виявити зародження дефектів на ранніх стадіях, відслідкувати динаміку відхилення технологічного процесу, що не дозволяє уникнути випуску неякісної продукції і збільшення витрат на ліквідацію наслідків аварійних ситуацій. В основу винаходу поставлена технічна задача створення такого пристрою, який би забезпечив розширення функціональних можливостей і підвищення точності діагностування та контролю за ходом технологічного процесу, що дозволить підвищити якість продукції і зменшити витрати на ремонти технологічного обладнання. Поставлена задача вирішується тим, що пристрій для автоматичного збору і обробки інформації про технічний стан обладнання і хід технологічного процесу, що містить первинні перетворювачі параметрів технічного стану механізмів, блок первинної обробки сигналів параметрів технічного стану механізмів, схему визначення діагностичної ситуації, блок введення уставок, блок формування оперативної бази даних, генератор часових міток, схему перезапису інформації, блок індикації і реєстрації інформації, схему формування сигналу про аварійне відключення механізмів і схему управління приводами механізмів, при цьому первинні перетворювачі параметрів технічного стану механізмів з'єднані з входом блоку первинної обробки сигналів технічного стану механізмів, вихід якого з'єднаний з першим входом схеми визначення діагностичної ситуації і першим входом блоку формування оперативної бази даних, другий вхід схеми визначення діагностичної ситуації з'єднаний з блоком введення уставок, вихід схеми визначення діагностичної ситуації з'єднаний з керуючим входом схеми перезапису інформації, а другий вхід блоку формування оперативної бази даних з'єднаний з генератором часових міток, перший вихід блоку формування оперативної бази даних з'єднаний з інформаційним входом схеми перезапису інформації, керуючий вхід якої з'єднаний з виходом схеми формування сигналу про аварійне відключення механізмів, вхід схеми формування сигналу про аварійне відключення механізмів з'єднаний з схемою управління приводами, вихід схеми перезапису інформації з'єднаний з першим входом блоку індикації і реєстрації інформації, відрізняється тим, що додатково містить первинні перетворювачі параметрів технологічного процесу, блок первинної обробки сигналів параметрів технологічного процесу, блок формування довгострокової бази даних, блок управління відображенням довгострокової бази даних, блок формування завдання на послідовне відображення груп зв'язаних параметрів технологічного процесу і технічного стану механізмів, блок введення масштабних коефіцієнтів по осі абсцис, блок введення масштабних коефіцієнтів по осі ординат, при цьому первинні перетворювачі параметрів технологічного процесу з'єднані з входом блоку первинної обробки сигналів параметрів технологічного процесу, вихід якого з'єднаний з третім входом блоку формування оперативної бази даних, вхід блоку фор 5 76510 6 мування довгострокової бази даних з'єднаний з технологічного процесу, з'єднані з входом блоку 12 другим виходом блоку формування оперативної первинної обробки сигналів параметрів технологібази даних, вихід блоку формування довгострокочного процесу, вихід якого з'єднаний з третім вхової бази даних з'єднаний з першим входом блоку дом блоку 5 формування оперативної бази даних, управління відображенням довгострокової бази вхід блоку 13 формування довгострокової бази даних, вихід якого з'єднаний з другим входом блоданих, з'єднаний з другим виходом блоку 5 форку індикації і реєстрації інформації, другий вхід мування оперативної бази даних, вихід блоку 13 блоку управління відображенням довгострокової формування довгострокової бази даних з'єднаний бази даних з'єднаний з виходом блоку формуванз першим входом блоку 14 управління відобраня завдання на послідовне відображення груп женням довгострокової бази даних, вихід якого зв'язаних параметрів технологічного процесу і техз'єднаний з другим входом блоку 8 індикації і ренічного стану механізмів, перший і другий входи єстрації інформації, другий вхід блоку 14 управблоку формування завдання на послідовне відоління відображенням довгострокової бази даних браження груп зв'язаних параметрів технологічноз'єднаний з виходом блоку 15 формування заго процесу і технічного стану механізмів з'єднані, вдання на послідовне відображення груп зв'язаних відповідно, з виходом блоку введення масштабних параметрів технологічного процесу і технічного коефіцієнтів по осі абсцис і виходом блоку ввестану механізмів, перший і другий входи блоку 15 дення масштабних коефіцієнтів по осі ординат. формування завдання на послідовне відображенНа кресленні зображена блок-схема пристрою ня груп зв’язаних параметрів технологічного продля автоматичного збору і обробки діагностичної цесу і технічногостану механізмів з'єднані, відпоінформації про технічний стан обладнання і хід відно, з виходом блоку 16 введення масштабних технологічного процесу. коефіцієнтів по осі абсцис і виходом блоку 17 ввеПристрій містить: первині перетворювачі 1 падення масштабних коефіцієнтів по осі ординат. раметрів технічного стану механізмів, блок 2 перПристрій працює наступним чином. винної обробки сигналів параметрів технічного Після запуску технологічного агрегату на всіх стану механізмів, схему 3 визначення діагностичвиходах первинних перетворювачів 1 параметрів ної ситуації, блок 4 введення уставок, блок 5 фортехнічного стану механізмів і на виходах первинмування оперативної бази даних, генератор 6 чаних перетворювачів 11 параметрів технологічного сових міток, схему 7 перезапису інформації, блок 8 процесу з'являються сигнали цих параметрів (рііндикації і реєстрації інформації, схему 9 формувень вібрації, температура підшипників, рівень вання сигналу про аварійне відключення механізнапруги і сила струму електроприводів, частота мів, схему 10 управління приводами механізмів, обертання двигунів, положення механізмів, рівень первинні перетворювачі 11 параметрів технологічмастила, витрати енергоносіїв і ін·). Ці сигнали ного процесу, блок 12 первинної обробки сигналів після відповідної обробки в блоці 2 первинної обпараметрів технологічного процесу, блок 13 форробки сигналів параметрів технічного стану мехамування довгострокової бази даних, блок 14 нізмів і блоці 12 первинної обробки сигналів техуправління відображенням довгострокової бази нологічного процесу поступають на перший і третій даних, блок 15 формування завдання на послідоввходи блоку 5 формування оперативної бази дане відображення груп зв'язаних параметрів техноних. Блок 5 представляє собою сукупність послілогічного процесу і технічного стану механізмів, довних зсувних регістрів. Обсяг пам'яті блоку 5 блок 16 введення масштабних коефіцієнтів по осі вибирається із умови її достатності для аналізу абсцис, блок 17 введення масштабних коефіцієнінформації про параметри технічного стану мехатів по осі ординат. нізмів і технологічного процесу в передаварійній При цьому, первинні перетворювачі 1 парамеситуації. Як правило, це інформація про значення трів технічного стану механізмів з'єднані з входом параметрів технічного стану механізму і параметблоку 2 первинної обробки сигналів технічного рів технологічного процесу за 10-20сек до аварійстану механізмів, вихід якого з'єднаний з першим ної ситуації (аварійного відключення). На другий входом схеми 3 визначення діагностичної ситуації вхід блоку 5 формування оперативної бази даних і першим входом блоку 5 формування оперативної поступає сигнал генератора 6 часових міток. Тим бази даних, другий вхід схеми 3 визначення діагсамим прив'язуються в часі кожне значення параностичної ситуації з'єднаний з блоком 4 введення метрів, що фіксуються в блоці 5 формування опеуставок, вихід схеми 3 визначення діагностичної ративної бази даних. ситуації з'єднаний з керуючим входом схеми 7 пеПри аварійному відключенні приводу механізрезапису інформації, а другий вхід блоку 5 формуму або перевищенні діагностичним параметром вання оперативної бази даних з'єднаний з генеразначення, заданого блоком 4 введення уставок, на тором 6 часових міток, перший вихід блоку 5 виході схеми 9 формування сигналу про аварійне формування оперативної бази даних з'єднаний з відключення механізму або на виході схеми 3 виінформаційним входом схеми 7 перезапису інфозначення діагностичної ситуації формується сигрмації, керуючий вхід якої з'єднаний з виходом нал, який поступає на керуючий вхід схеми 7 пересхеми 9 формування сигналу про аварійне відклюзапису інформації. чення механізмів, вхід схеми 9 формування сигнаПо цьому сигналу вся інформація - поєднані в лу про аварійне відключення механізмів з'єднаний часі значення параметрів технічного стану механіз схемою 10 управління приводами механізмів, змів і параметрів технологічного процесу об'ємом вихід схеми 7 перезапису інформації з'єднаний з пам'яті блоку 5 формування оперативної бази дапершим входом блоку 8 індикації і реєстрації інних - поступає через схему 7 перезапису інформаформації, первинні перетворювачі 11 параметрів ції на вхід блоку 8 індикації і реєстрації інформації. 7 76510 8 Це є діагностична інформація про значення параОкрім того, за допомогою блоку 15 формуванметрів роботи механізмів і хід технологічного проня завдання на послідовне відображення груп цесу, які передували аварійнійситуації, що дозвозв'язаних параметрів технологічного процесу і техляє виявити її причину. нічного стану механізмів забезпечується можлиДля аналізу і попередження зародження девість послідовного виведення діагностичної інфофекту механізму, а також для аналізу тенденцій рмації (метод "прокрутки") зі зміною масштабу відхилення від завдань параметрів технологічного відображення (метод "лупи") як по осі абсцис процесу використовується довгострокова база часу ведення технологічного процесу (за допомоданих, яка зберігається в блоці 13 формування гою блоку 16 ), так і по осі ординат - амплітуди довгострокової бази даних, а формується на оснопараметрів технічного стану обладнання та параві оперативної інформації, яка поступає з другого метрів технологічного процесу (за допомогою бловиходу блока 5 формування оперативної бази даку 17). Це дозволяє контролювати і на ранніх станих. Відображення, тобто індикація і реєстрація діях виявляти зародження відхилень в інформації записаних в довгостроковій базі даних технологічному процесі та технічному стані обладпро технічний стан механізмів і хід технологічного нання, що збільшує функціональні можливості процесу відбувається за допомогою блоку 14 пристрою та підвищує точність діагностування і управління відображенням довгострокової бази контролю і тим самим дає можливість попереджуданих, інформаційні сигнали з виходу якого постувати випуск неякісної продукції і виникнення авапають на другий вхід блоку 8 індикації і реєстрації. рійних ситуацій. Комп’ютерна верстка Н. Лисенко Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for automatically collecting and processing data on the technical state of equipment and process parameters and a device for the realization of the method
Автори англійськоюSheremet Volodymyr Oleksandrovych, Kozenko Heorhii Volodymyrovych, Brekhunov Oleksandr Vasyliovych, Kekukh Anatolii Volodymyrovych, Nechytailo Viktor Mykhailovych, Mysko Stepan Mykolaiovych
Назва патенту російськоюСпособ автоматического сбора и обработки данных о техническом состоянии оборудования и параметрах технологического процесса и устройство для осуществления способа
Автори російськоюШеремет Владимир Александрович, Козенко Георгий Владимирович, Брехунов Александр Васильевич, Кэкух Анатолий Владимирович, Нечитайло Виктор Михайлович, Мисько Степан Николаевич
МПК / Мітки
МПК: G01D 21/00, G01M 7/00
Мітки: стан, автоматичного, інформації, збору, хід, обладнання, технічний, пристрій, обробки, діагностичної, процесу, технологічного
Код посилання
<a href="https://ua.patents.su/4-76510-pristrijj-dlya-avtomatichnogo-zboru-i-obrobki-diagnostichno-informaci-pro-tekhnichnijj-stan-obladnannya-i-khid-tekhnologichnogo-procesu.html" target="_blank" rel="follow" title="База патентів України">Пристрій для автоматичного збору і обробки діагностичної інформації про технічний стан обладнання і хід технологічного процесу</a>
Модуль збору, обробки та зберігання індивідуальної соціально-медичної інформації
Номер патенту: 43763
Опубліковано: 17.12.2001
Автор: Мінцер Озар Петрович
МПК: A61B 5/117, G06F 17/30
Мітки: інформації, індивідуальної, соціально-медичної, збору, модуль, зберігання, обробки
Формула / Реферат:
1.Модуль збору, обробки та зберігання індивідуальної соціально-медичної інформації, який містить пологовий вузол, поліклінічно-стаціонарний вузол, епідеміологічно-гігієнічний вузол, вузол спеціалізованої медичної служби, вузол невідкладної медичної служби, патолого-анатомічний вузол, входи та виходи яких зв'язані між собою, вузол бази даних, вузол аналізу та прийняття рішень, пов'язаний двостороннім зв'язком з учбово-методичним блоком, блок...
Модуль збору та динамічної обробки інформації для прогнозування генетичних процесів у популяції людини
Номер патенту: 34952
Опубліковано: 15.03.2001
Автори: Шейко Лариса Павлівна, Галаган Віра Олексіївна, Бужієвська Тамара Іванівна
МПК: A61B 5/00
Мітки: інформації, процесів, генетичних, модуль, людини, обробки, прогнозування, популяції, динамічної, збору
Формула / Реферат:
1. Модуль збору та динамічної обробки інформації для прогнозування генетичних процесів у популяції людини, який містить акушерсько-гінекологічний блок, до якого введено пологовий будинок, педіатричний блок, вузол бази даних, вузол аналізу та прийняття рішень, учбово-методичний вузол, який містить навчальну, методичну, редакційно-видавничу служби; блок виходу на міжнародну інформаційну систему, блок управлінських рішень, який відрізняється...
Пристрій обробки інформації
Номер патенту: 38733
Опубліковано: 15.05.2001
Автор: Чумаченко Ігор Володимирович
МПК: G06F 17/11, G06F 7/48
Мітки: інформації, обробки, пристрій
Текст:
...виходи четвертого операційного блоку 6 з'єднані з другою групою входів третього мультиплексора 12, виходи якого з'єднані з першою групою входів др угого м ультиплексора 11, виходи другого мультиплексора 11 з'єднані з шиною результату 2. Всі елементи, що входять до складу пристрою є відомими елементами автоматики і обчислювальної техніки і можуть бути виконані за будь-якою відомою схемою. Працює пристрій обробки інформації таким чином....
Пристрій обробки інформації
Номер патенту: 62894
Опубліковано: 15.12.2003
Автори: Сенько Валерій Євгенович, Світличний Олександр Володимирович, Дергачов Володимир Андрійович, Кошовий Микола Дмитрович
МПК: G06F 15/00, G06F 7/38
Мітки: пристрій, інформації, обробки
Формула / Реферат:
Пристрій обробки інформації містить шість входів, вихід пристрою, два елементи І, елемент АБО, мультиплексор, причому перший вхід пристрою з'єднаний з першим адресним входом мультиплексора, четвертий вхід пристрою з'єднаний з першим входом першого елемента І, перший вхід мультиплексора з'єднаний з логічним нулем, який відрізняється тим, що має третій елемент І, другий і третій елементи АБО, причому другий вхід пристрою з'єднаний з другим...
Пристрій обробки сигналів радіолокаційної інформації
Номер патенту: 44415
Опубліковано: 15.12.2003
Автори: Мокеєв Юрій Геннадійович, КОНОНОВИЧ ВІКТОР ЯКОВИЧ, Траїлін Вячеслав Федорович, Немчин Олександр Федорович
МПК: G01S 7/28
Мітки: обробки, пристрій, радіолокаційної, інформації, сигналів
Формула / Реферат:
Пристрій обробки сигналів радіолокаційної інформації, що містить схему затримки з паралельно з'єднаних блоків пам'яті, перший та другий суматори та обчислювальний блок, який відрізняється тим, що схема затримки виконана з 2N-1 виходами, пристрій додатково містить блок синхронізації, з’єднаний зі схемою затримки, блоком обробки та з’єднаними між собою блоком накопичення і блоком обнулення, перший елемент НI, першу схему І, другий елемент НI,...
Попередній патент: Спосіб лікування синдрому дефіциту уваги та гіперактивності у дітей
Наступний патент: Засіб та спосіб боротьби з небажаними рослинами
Випадковий патент: Дросель