Спосіб телевізійного керування технологічною зварювальною установкою для одночасного автоматичного слідкування за стиком та наведення на стик зварювального інструмента
Номер патенту: 77354
Опубліковано: 11.02.2013
Автори: Романчук Сергій Петрович, Співак Віктор Михайлович, Вайц Дмитро Володимирович

Формула / Реферат
Спосіб телевізійного керування технологічною зварювальною установкою для одночасного автоматичного слідкування за стиком та наведення на стик зварювального інструмента, що включає отримання зображення процесу формування крапель розплавленого присадного металу, оброблення зображення, та в момент максимального розширення краплі металу, коли її форма наближається до округлої, перед падінням в зварювальний стик, формування сигналу керування, який зменшує подачу електроенергії, який відрізняється тим, що зображення краплі та стику передають на камеру почергово зі швидкістю формування кадру, а процес обробки отриманих зображень проводять одночасно.
Текст
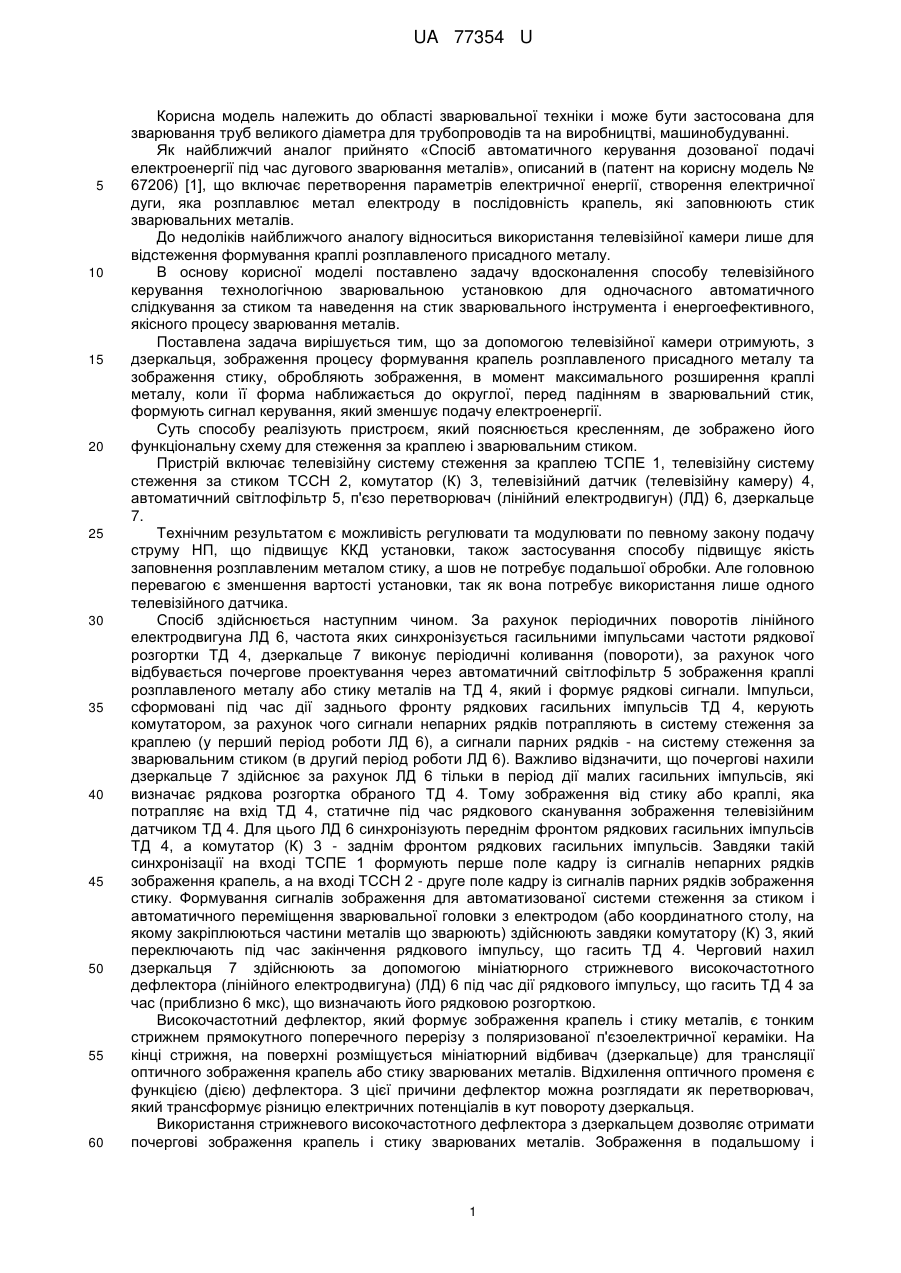
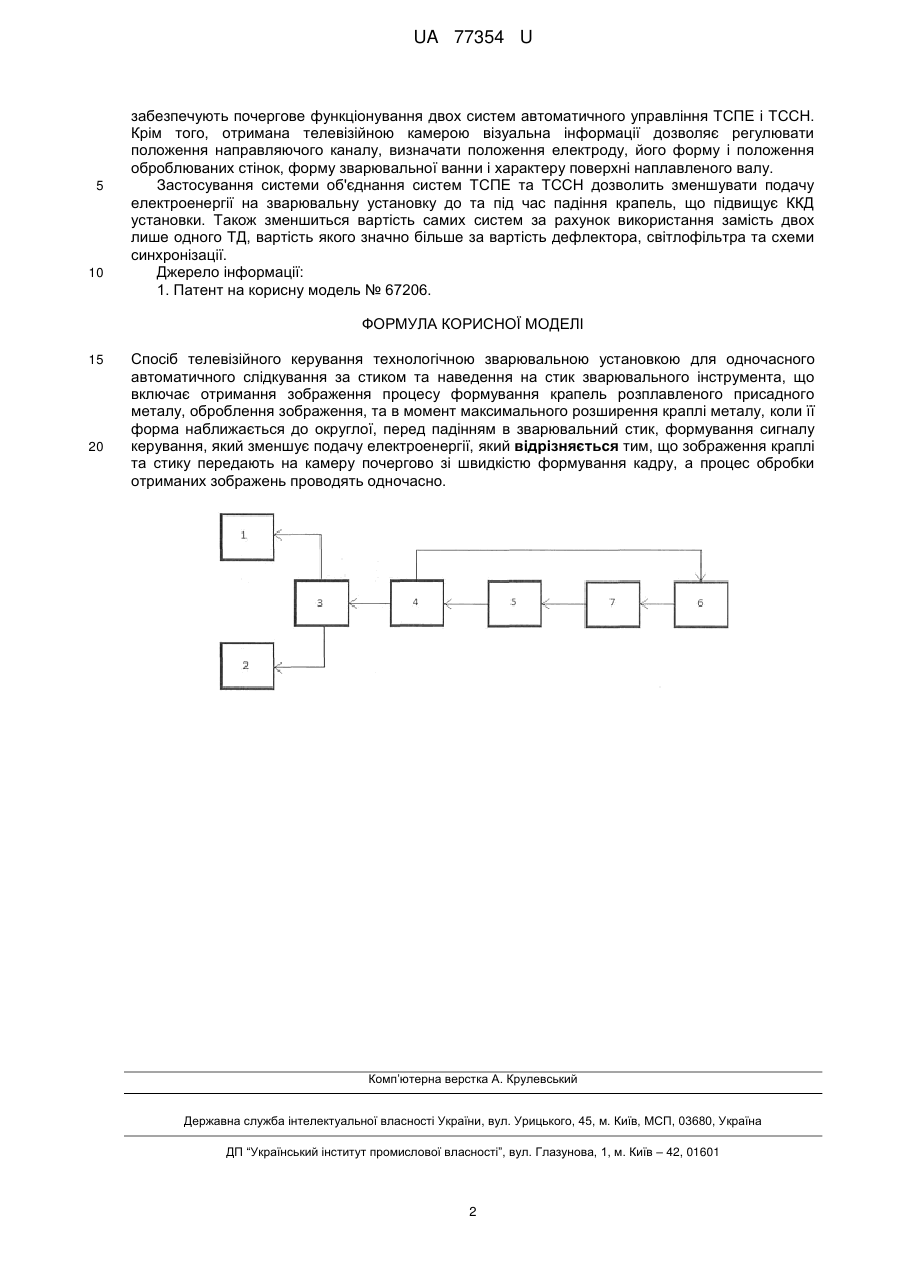
Реферат: Спосіб телевізійного керування технологічною зварювальною установкою для одночасного автоматичного слідкування за стиком та наведення на стик зварювального інструмента включає отримання зображення краплі та стику, яке передають на камеру почергово зі швидкістю формування кадру, одночасну обробку отриманих зображень, і в момент максимального розширення краплі металу, перед падінням в зварювальний стик, формують сигнал керування, який зменшує подачу електроенергії. UA 77354 U (54) СПОСІБ ТЕЛЕВІЗІЙНОГО КЕРУВАННЯ ТЕХНОЛОГІЧНОЮ ЗВАРЮВАЛЬНОЮ УСТАНОВКОЮ ДЛЯ ОДНОЧАСНОГО АВТОМАТИЧНОГО СЛІДКУВАННЯ ЗА СТИКОМ ТА НАВЕДЕННЯ НА СТИК ЗВАРЮВАЛЬНОГО ІНСТРУМЕНТА UA 77354 U UA 77354 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до області зварювальної техніки і може бути застосована для зварювання труб великого діаметра для трубопроводів та на виробництві, машинобудуванні. Як найближчий аналог прийнято «Спосіб автоматичного керування дозованої подачі електроенергії під час дугового зварювання металів», описаний в (патент на корисну модель № 67206) [1], що включає перетворення параметрів електричної енергії, створення електричної дуги, яка розплавлює метал електроду в послідовність крапель, які заповнюють стик зварювальних металів. До недоліків найближчого аналогу відноситься використання телевізійної камери лише для відстеження формування краплі розплавленого присадного металу. В основу корисної моделі поставлено задачу вдосконалення способу телевізійного керування технологічною зварювальною установкою для одночасного автоматичного слідкування за стиком та наведення на стик зварювального інструмента і енергоефективного, якісного процесу зварювання металів. Поставлена задача вирішується тим, що за допомогою телевізійної камери отримують, з дзеркальця, зображення процесу формування крапель розплавленого присадного металу та зображення стику, обробляють зображення, в момент максимального розширення краплі металу, коли її форма наближається до округлої, перед падінням в зварювальний стик, формують сигнал керування, який зменшує подачу електроенергії. Суть способу реалізують пристроєм, який пояснюється кресленням, де зображено його функціональну схему для стеження за краплею і зварювальним стиком. Пристрій включає телевізійну систему стеження за краплею ТСПЕ 1, телевізійну систему стеження за стиком ТССН 2, комутатор (К) 3, телевізійний датчик (телевізійну камеру) 4, автоматичний світлофільтр 5, п'єзо перетворювач (лінійний електродвигун) (ЛД) 6, дзеркальце 7. Технічним результатом є можливість регулювати та модулювати по певному закону подачу струму НП, що підвищує ККД установки, також застосування способу підвищує якість заповнення розплавленим металом стику, а шов не потребує подальшої обробки. Але головною перевагою є зменшення вартості установки, так як вона потребує використання лише одного телевізійного датчика. Спосіб здійснюється наступним чином. За рахунок періодичних поворотів лінійного електродвигуна ЛД 6, частота яких синхронізується гасильними імпульсами частоти рядкової розгортки ТД 4, дзеркальце 7 виконує періодичні коливання (повороти), за рахунок чого відбувається почергове проектування через автоматичний світлофільтр 5 зображення краплі розплавленого металу або стику металів на ТД 4, який і формує рядкові сигнали. Імпульси, сформовані під час дії заднього фронту рядкових гасильних імпульсів ТД 4, керують комутатором, за рахунок чого сигнали непарних рядків потрапляють в систему стеження за краплею (у перший період роботи ЛД 6), а сигнали парних рядків - на систему стеження за зварювальним стиком (в другий період роботи ЛД 6). Важливо відзначити, що почергові нахили дзеркальце 7 здійснює за рахунок ЛД 6 тільки в період дії малих гасильних імпульсів, які визначає рядкова розгортка обраного ТД 4. Тому зображення від стику або краплі, яка потрапляє на вхід ТД 4, статичне під час рядкового сканування зображення телевізійним датчиком ТД 4. Для цього ЛД 6 синхронізують переднім фронтом рядкових гасильних імпульсів ТД 4, а комутатор (К) 3 - заднім фронтом рядкових гасильних імпульсів. Завдяки такій синхронізації на вході ТСПЕ 1 формують перше поле кадру із сигналів непарних рядків зображення крапель, а на вході ТССН 2 - друге поле кадру із сигналів парних рядків зображення стику. Формування сигналів зображення для автоматизованої системи стеження за стиком і автоматичного переміщення зварювальної головки з електродом (або координатного столу, на якому закріплюються частини металів що зварюють) здійснюють завдяки комутатору (К) 3, який переключають під час закінчення рядкового імпульсу, що гасить ТД 4. Черговий нахил дзеркальця 7 здійснюють за допомогою мініатюрного стрижневого високочастотного дефлектора (лінійного електродвигуна) (ЛД) 6 під час дії рядкового імпульсу, що гасить ТД 4 за час (приблизно 6 мкс), що визначають його рядковою розгорткою. Високочастотний дефлектор, який формує зображення крапель і стику металів, є тонким стрижнем прямокутного поперечного перерізу з поляризованої п'єзоелектричної кераміки. На кінці стрижня, на поверхні розміщується мініатюрний відбивач (дзеркальце) для трансляції оптичного зображення крапель або стику зварюваних металів. Відхилення оптичного променя є функцією (дією) дефлектора. З цієї причини дефлектор можна розглядати як перетворювач, який трансформує різницю електричних потенціалів в кут повороту дзеркальця. Використання стрижневого високочастотного дефлектора з дзеркальцем дозволяє отримати почергові зображення крапель і стику зварюваних металів. Зображення в подальшому і 1 UA 77354 U 5 10 забезпечують почергове функціонування двох систем автоматичного управління ТСПЕ і ТССН. Крім того, отримана телевізійною камерою візуальна інформації дозволяє регулювати положення направляючого каналу, визначати положення електроду, його форму і положення оброблюваних стінок, форму зварювальної ванни і характеру поверхні наплавленого валу. Застосування системи об'єднання систем ТСПЕ та ТССН дозволить зменшувати подачу електроенергії на зварювальну установку до та під час падіння крапель, що підвищує ККД установки. Також зменшиться вартість самих систем за рахунок використання замість двох лише одного ТД, вартість якого значно більше за вартість дефлектора, світлофільтра та схеми синхронізації. Джерело інформації: 1. Патент на корисну модель № 67206. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 Спосіб телевізійного керування технологічною зварювальною установкою для одночасного автоматичного слідкування за стиком та наведення на стик зварювального інструмента, що включає отримання зображення процесу формування крапель розплавленого присадного металу, оброблення зображення, та в момент максимального розширення краплі металу, коли її форма наближається до округлої, перед падінням в зварювальний стик, формування сигналу керування, який зменшує подачу електроенергії, який відрізняється тим, що зображення краплі та стику передають на камеру почергово зі швидкістю формування кадру, а процес обробки отриманих зображень проводять одночасно. Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for tv control of welding plant for simultaneous automatic tracking joint and alignment of welding tool to joint
Автори англійськоюRomanchuk Serhii Petrovych, Spivak Viktor Mykhailovych, Vaits Dmytro Volodymyrovych
Назва патенту російськоюСпособ телевизионного управления технологической сварочной установкой для одновременного автоматического слежения за стыком и наведения на стык сварочного инструмента
Автори російськоюРоманчук Сергей Петрович, Спивак Виктор Михайлович, Вайц Дмитрий Владимирович
МПК / Мітки
Мітки: інструмента, установкою, керування, слідкування, автоматичного, телевізійного, стиком, одночасного, зварювальною, стик, наведення, спосіб, технологічною, зварювального
Код посилання
<a href="https://ua.patents.su/4-77354-sposib-televizijjnogo-keruvannya-tekhnologichnoyu-zvaryuvalnoyu-ustanovkoyu-dlya-odnochasnogo-avtomatichnogo-slidkuvannya-za-stikom-ta-navedennya-na-stik-zvaryuvalnogo-instrumenta.html" target="_blank" rel="follow" title="База патентів України">Спосіб телевізійного керування технологічною зварювальною установкою для одночасного автоматичного слідкування за стиком та наведення на стик зварювального інструмента</a>
Пристрій телевізійного керування технологічною зварювальною установкою для одночасного автоматичного слідкування за стиком та наведення на стик зварювального інструменту
Номер патенту: 77353
Опубліковано: 11.02.2013
Автори: Співак Віктор Михайлович, Вайц Дмитро Володимирович, Романчук Сергій Петрович
Мітки: керування, наведення, стик, стиком, установкою, пристрій, зварювального, одночасного, зварювальною, інструменту, слідкування, автоматичного, телевізійного, технологічною
Формула / Реферат:
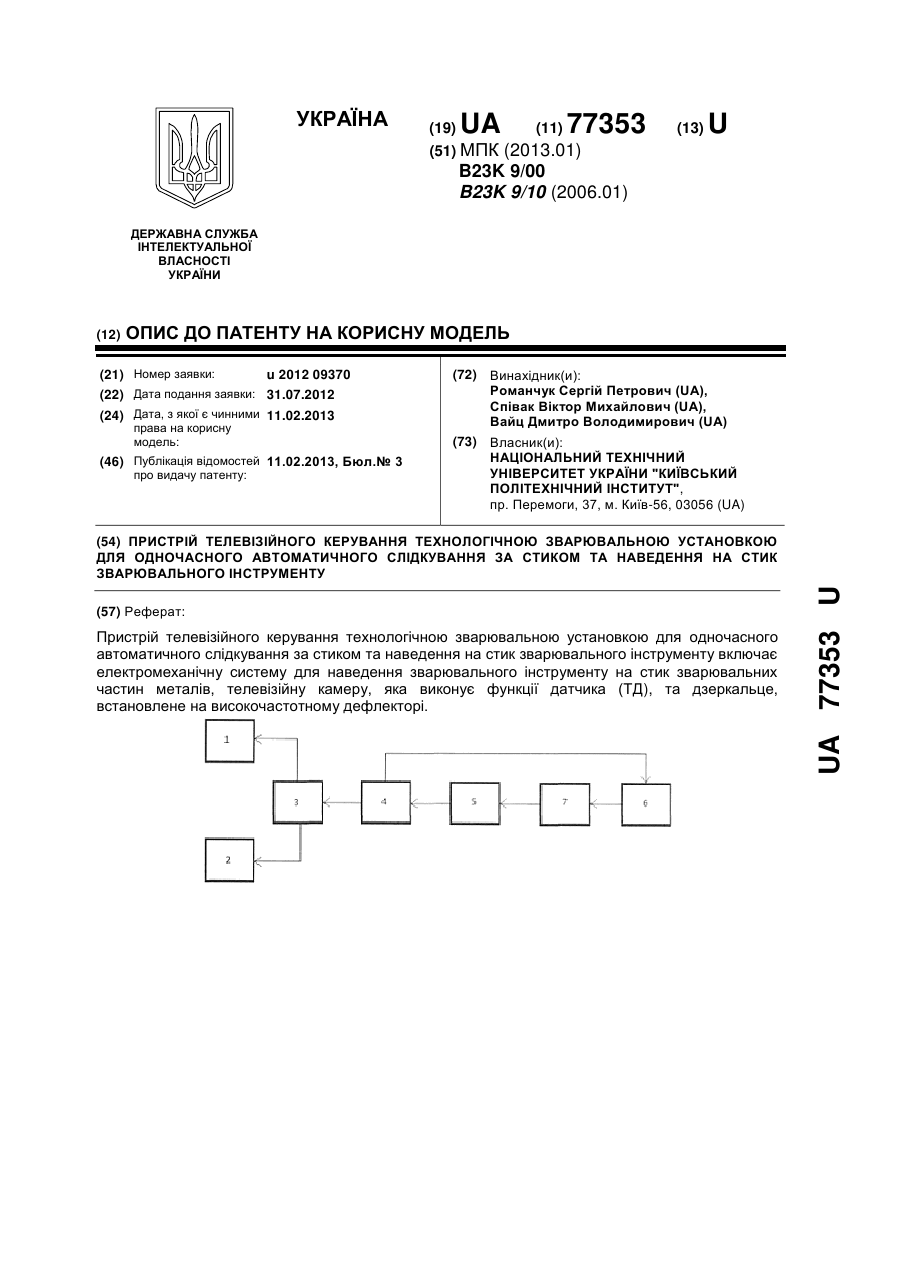
Пристрій телевізійного керування технологічною зварювальною установкою для одночасного автоматичного слідкування за стиком та наведення на стик зварювального інструменту, що містить електромеханічну систему для наведення зварювального інструменту на стик зварювальних частин металів та телевізійну камеру як датчик (ТД), який відрізняється тим, що додатково містить дзеркальце, встановлене на високочастотному дефлекторі.
Спосіб автоматичного керування дозованої подачі електроенергії під час дугового зварювання металів

Номер патенту: 67206
Опубліковано: 10.02.2012
Автори: Борцов Сергій Володимирович, Співак Віктор Михайлович, Вайц Дмитро Володимирович
МПК: B23K 9/00
Мітки: автоматичного, дозованої, спосіб, металів, зварювання, дугового, подачі, керування, електроенергії
Формула / Реферат:
Спосіб автоматичного керування дозованої подачі електроенергії під час дугового зварювання металів, що передбачає перетворення параметрів електричної енергії, створення електричної дуги, яка розплавлює метал електроду в послідовність крапель, які заповнюють стик зварювальних металів, який відрізняється тим, що за допомогою телевізійної камери отримують, зображення процесу формування крапель розплавленого присадкового металу, обробляють...
Спосіб автоматичного управління зварювальною головкою
Номер патенту: 41168
Опубліковано: 15.08.2001
Автори: Антощенко Євгеній Митрофанович, Воробйов Юрій Олександрович, Боровиков Олексій Вікторович
МПК: B23K 9/10
Мітки: зварювальною, головкою, автоматичного, спосіб, управління
Формула / Реферат:
Спосіб автоматичного управління зварювальною головкою стана дугового зварювання труб, який полягає в тому, що відрізок труби, який контролюється, освітлюють світловим пучком, освітлену поверхню сканують фотоелектричним перетворювачем (наприклад, телевізійною камерою), інформацію про зображення стику аналізують за частками, який відрізняється тим, що на контрольовану поверхню проектують вузьку світлову лінію під кутом до лінії шва і...
Спосіб автоматичного керування багатокорпусною випарною установкою
Номер патенту: 4979
Опубліковано: 15.02.2005
Автори: Жученко Анатолій Іванович, Семікіна Лариса Феодосіївна
МПК: B01D 1/00, C13G 1/00, F28F 27/00
Мітки: керування, випарною, автоматичного, установкою, спосіб, багатокорпусною
Формула / Реферат:
Спосіб автоматичного керування багатокорпусною випарною установкою, що включає визначення накипоутворення на теплообмінних поверхнях випарних апаратів, який відрізняється тим, що накипоутворення у кожному випарному апараті установки визначають величинами коефіцієнта теплопередачі й площі поверхні теплообміну, які розраховують за результатами виміру температур вторинної пари по корпусах установки й витрат гріючої пари та вхідного розчину з...
Пристрій для автоматичного управління зварювальною голoвкою
Номер патенту: 41167
Опубліковано: 15.08.2001
Автори: Антощенко Євгеній Митрофанович, Воробйов Юрій Олександрович, Боровиков Олексій Вікторович
МПК: B23K 9/10
Мітки: пристрій, головкою, управління, автоматичного, зварювальною
Формула / Реферат:
пристрій для автоматичного управління зварювальною головкою при дуговому зварюванні листів з обробкою крайок, наприклад труб. що має освітлювач листів, які зварюються, телевізійну камеру, підключені до неї два фіксатори рівня напруги, два попередніх селектори, два відеопідсилювачі з регульованим коефіцієнтом підсилювання, перший и другий часові селектори, два амплітудних детектори, диференційний детектор, диференційний підсилювач постійного...
Попередній патент: Пристрій телевізійного керування технологічною зварювальною установкою для одночасного автоматичного слідкування за стиком та наведення на стик зварювального інструменту
Наступний патент: Бігуни
Випадковий патент: Спосіб виплавки сталі в конвертері