Сталева виливниця колісних злитків
Номер патенту: 78463
Опубліковано: 15.03.2007
Автори: Угрюмов Юрій Дмитрович, Польський Георгій Миколайович, Нечаєв Віктор Іванович, Гончар Володимир Петрович, Бондарчук Микола Андрійович, Перков Борис Олексійович
Формула / Реферат
1. Сталева виливниця колісних злитків, що включає циліндричний корпус з постійним зовнішнім діаметром і з круглою формою поперечного перерізу робочої поверхні, яка відрізняється тим, що корпус виливниці складається з окремих гарячекатаних кілець, зістикованих між собою за допомогою відповідних кільцевих виступів і западин на торцях суміжних кілець зварюванням, а висота кожного кільця складає 0,09-0,31 висоти корпусу.
2. Виливниця за п.1, яка відрізняється тим, що верхнє кільце на робочій поверхні має конічну ділянку з конусністю 2-3%, діаметр якої збільшується до верхнього торця.
3. Виливниця за п.1 або 2, яка відрізняється тим, що перехід від зовнішньої циліндричної поверхні корпусу до його нижнього торця виконаний по радіусу рівним 0,03-0,06 зовнішнього діаметра.
Текст
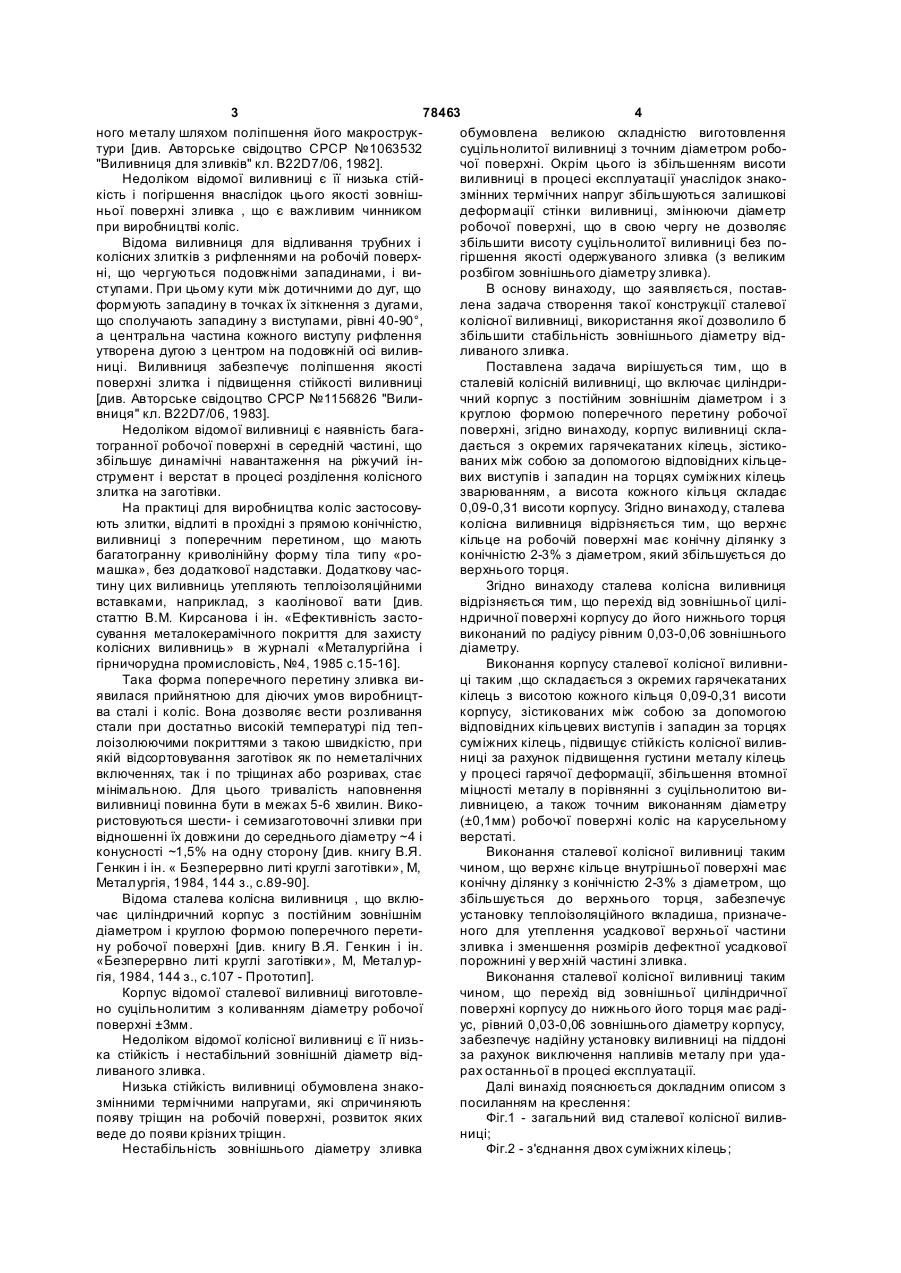
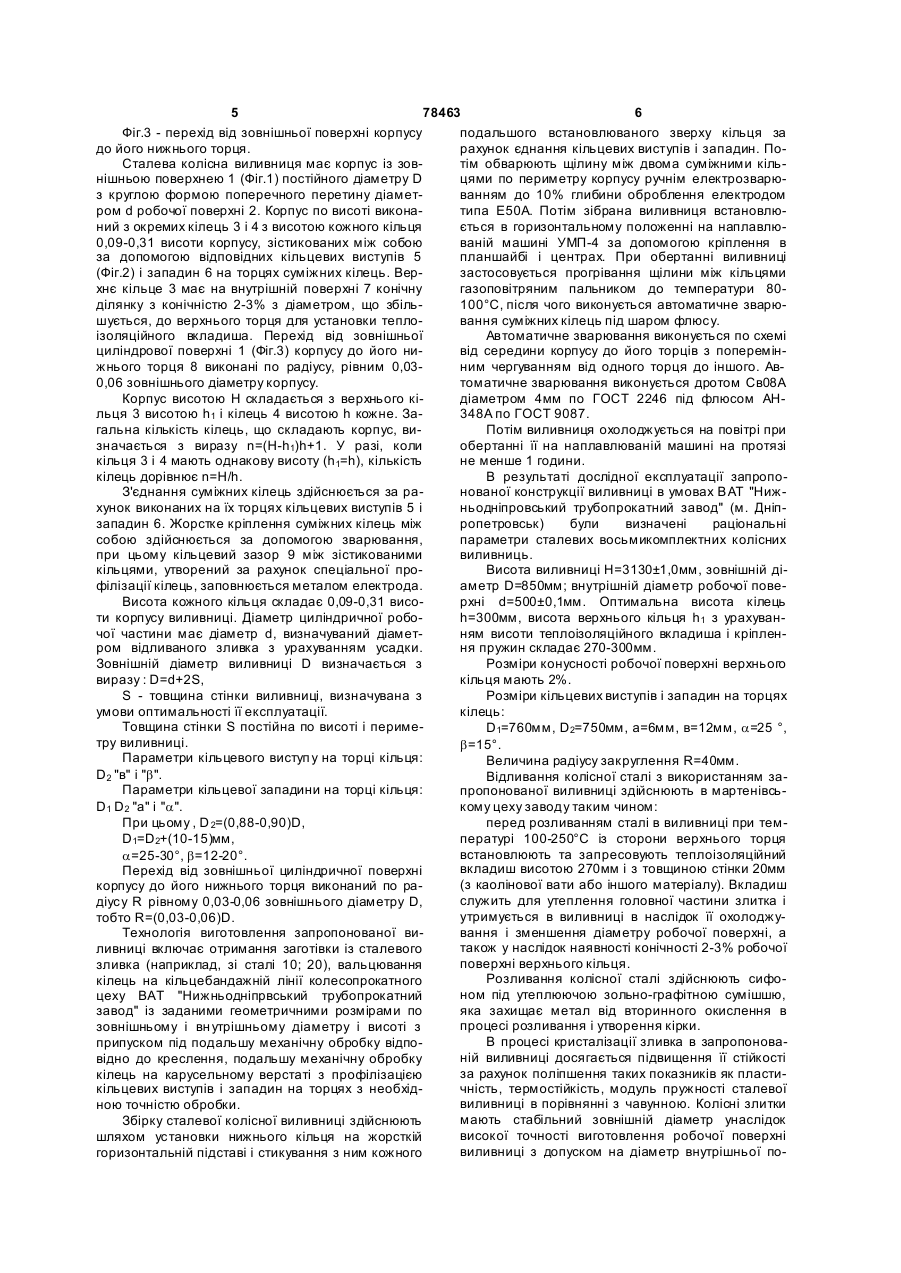
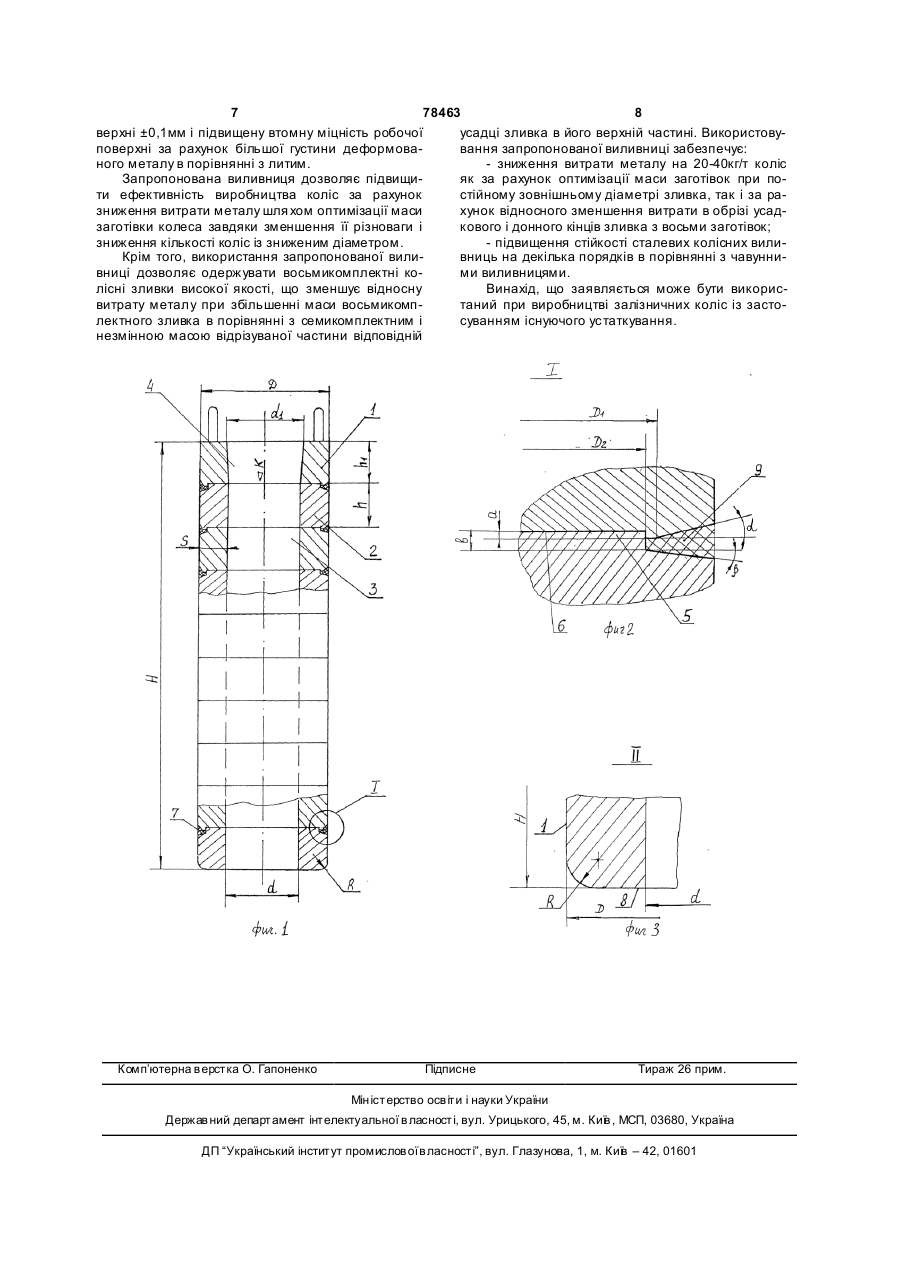
1. Сталева виливниця колісних злитків, що включає циліндричний корпус з постійним зовнішнім діаметром і з круглою формою поперечного перерізу робочої поверхні, яка відрізняється тим, що корпус виливниці складається з окремих гарячекатаних кілець, зістикованих між собою за допомогою відповідних кільцевих виступів і западин на торцях суміжних кілець зварюванням, а висота кожного кільця складає 0,09-0,31 висоти корпусу. 2. Виливниця за п.1, яка відрізняється тим, що верхнє кільце на робочій поверхні має конічну ділянку з конусністю 2-3%, діаметр якої збільшується до верхнього торця. 3. Виливниця за п.1 або 2, яка відрізняється тим, що перехід від зовнішньої циліндричної поверхні корпусу до його нижнього торця виконаний по радіусу рівним 0,03-0,06 зовнішнього діаметра. Винахід відноситься до металургії, зокрема до розливання колісної сталі в виливниці. У патентній і технічній літературі відома значна кількість пропозицій по вдосконаленню конструкцій виливниць для відливання сталевих колісних і трубних злитків з різною формою поперечного перетину робочої поверхні. При цьому в металургії виливниці виготовляють відливанням з чавунів різних марок, а в машинобудуванні відоме використання сталевих виливниць для отримання заготівок із спеціальних марок сталей [див. статтю М.Л. Гиршова і ін. "Застосування сталевих виливниць" в журналі "Металург", №7, 1982, с.27]. При виробництві коліс із заготівок, одержуваних розділенням злитку на зливкорозрізних верстатах, проблемою є забезпечення мінімального відхилення фактичної маси заготівки від розрахункової, що приводить до невиконання геометричних розмірів коліс на пресопрокатній лінії, і зокрема до виробництва коліс із зниженим зовнішнім діаметром , що збільшує економічні втрати [див. статтю М.Ю. Ши фріна і ін. "Різновага колісних заготівок і шляхи її зменшення" в журналі "Металург" №4, 1984, с.31-33]. Відома виливниця для колісних зливків, вико нана розширеною донизу, з робочою поверхнею в середній частині по висоті багатогранною, та має перехід до торців в циліндричну, причому по циліндричній поверхні у нижнього торця виконані три виступи, розміщені по периметру на рівній відстані, які є продовженням виступу відповідної грані. При цьому діаметр циліндричної поверхні у нижнього торця відповідає зовнішньому діаметру багатогранної поверхні, діаметр циліндричної поверхні у вер хнього торця - внутрішньому її діаметру, а протяжність циліндричної поверхні у нижнього торця складає 20-40% протяжності циліндрової поверхні у вер хнього торця. Виливниця забезпечує поліпшення умов фіксацій колісних злитків при подальшій механічній обробці. Крім того, наявність на робочій поверхні виливниці циліндричної ділянки у вер хнього торця забезпечує установку теплоізоляційного вкладиша [див. Авторське свідоцтво СРСР №793697 "Виливниця" кл. В22D7/06, 1978]. Відома виливниця для колісних зливків, робоча поверхня якої хвиляста знизу, та має перехідну і гладку зверху ділянки. При цьому перехідна ділянка виконана завдовжки 0,7-1,5 стріли прогину хвилі, а западина хвилі зв'язана з гладкою поверхнею радіусом, рівним довжині перехідної ділянки. Виливниця забезпечує підвищення якості відлива (19) UA (11) 78463 (13) C2 (21) a200600080 (22) 03.01.2006 (24) 15.03.2007 (46) 15.03.2007, Бюл. № 3, 2007 р. (72) Бондарчук Микола Андрійович, Польський Георгій Миколайович, Нечаєв Віктор Іванович, Перков Борис Олексійович, Гончар Володимир Петрович, Угрюмов Юрій Дмитрович (73) ВІДКРИТЕ АКЦІОНЕРНЕ ТОВАРИСТВО "НИЖНЬОДНІПРОВСЬКИЙ ТРУБОПРОКАТНИЙ ЗАВОД" (56) UA 55962 A, 15.04.2003 SU 1036438 A1, 23.08.1983 GB 1126133 A, 05.09.1968 GB 1260110 A, 12.01.1972 US 3958620 A, 25.05.1976 3 78463 4 ного металу шляхом поліпшення його макрострукобумовлена великою складністю виготовлення тури [див. Авторське свідоцтво СРСР №1063532 суцільнолитої виливниці з точним діаметром робо"Виливниця для зливків" кл. B22D7/06, 1982]. чої поверхні. Окрім цього із збільшенням висоти Недоліком відомої виливниці є її низька стійвиливниці в процесі експлуатації унаслідок знакокість і погіршення внаслідок цього якості зовнішзмінних термічних напруг збільшуються залишкові ньої поверхні зливка , що є важливим чинником деформації стінки виливниці, змінюючи діаметр при виробництві коліс. робочої поверхні, що в свою чергу не дозволяє Відома виливниця для відливання трубних і збільшити висоту суцільнолитої виливниці без поколісних злитків з рифленнями на робочій поверхгіршення якості одержуваного зливка (з великим ні, що чергуються подовжніми западинами, і вирозбігом зовнішнього діаметру зливка). ступами. При цьому кути між дотичними до дуг, що В основу винаходу, що заявляється, поставформують западину в точках їх зіткнення з дугами, лена задача створення такої конструкції сталевої що сполучають западину з виступами, рівні 40-90°, колісної виливниці, використання якої дозволило б а центральна частина кожного виступу рифлення збільшити стабільність зовнішнього діаметру відутворена дугою з центром на подовжній осі виливливаного зливка. ниці. Виливниця забезпечує поліпшення якості Поставлена задача вирішується тим, що в поверхні злитка і підвищення стійкості виливниці сталевій колісній виливниці, що включає циліндри[див. Авторське свідоцтво СРСР №1156826 "Виличний корпус з постійним зовнішнім діаметром і з вниця" кл. В22D7/06, 1983]. круглою формою поперечного перетину робочої Недоліком відомої виливниці є наявність багаповерхні, згідно винаходу, корпус виливниці склатогранної робочої поверхні в середній частині, що дається з окремих гарячекатаних кілець, зістикозбільшує динамічні навантаження на ріжучий інваних між собою за допомогою відповідних кільцеструмент і верстат в процесі розділення колісного вих виступів і западин на торцях суміжних кілець злитка на заготівки. зварюванням, а висота кожного кільця складає На практиці для виробництва коліс застосову0,09-0,31 висоти корпусу. Згідно винаходу, сталева ють злитки, відлиті в прохідні з прямою конічністю, колісна виливниця відрізняється тим, що верхнє виливниці з поперечним перетином, що мають кільце на робочій поверхні має конічну ділянку з багатогранну криволінійну форму тіла типу «роконічністю 2-3% з діаметром, який збільшується до машка», без додаткової надставки. Додаткову часверхнього торця. тину цих виливниць утепляють теплоізоляційними Згідно винаходу сталева колісна виливниця вставками, наприклад, з каолінової вати [див. відрізняється тим, що перехід від зовнішньої цилістаттю В.М. Кирсанова і ін. «Ефективність застондричної поверхні корпусу до його нижнього торця сування металокерамічного покриття для захисту виконаний по радіусу рівним 0,03-0,06 зовнішнього колісних виливниць» в журналі «Металургійна і діаметру. гірничорудна промисловість, №4, 1985 с.15-16]. Виконання корпусу сталевої колісної виливниТака форма поперечного перетину зливка виці таким ,що складається з окремих гарячекатаних явилася прийнятною для діючих умов виробницткілець з висотою кожного кільця 0,09-0,31 висоти ва сталі і коліс. Вона дозволяє вести розливання корпусу, зістикованих між собою за допомогою стали при достатньо високій температурі під тепвідповідних кільцевих виступів і западин за торцях лоізолюючими покриттями з такою швидкістю, при суміжних кілець, підвищує стійкість колісної виливякій відсортовування заготівок як по неметалічних ниці за рахунок підвищення густини металу кілець включеннях, так і по тріщинах або розривах, стає у процесі гарячої деформації, збільшення втомної мінімальною. Для цього тривалість наповнення міцності металу в порівнянні з суцільнолитою вивиливниці повинна бути в межах 5-6 хвилин. Виколивницею, а також точним виконанням діаметру ристовуються шести- і семизаготовочні зливки при (±0,1мм) робочої поверхні коліс на карусельному відношенні їх довжини до середнього діаметру ~4 і верстаті. конусності ~1,5% на одну сторону [див. книгу В.Я. Виконання сталевої колісної виливниці таким Генкин і ін. « Безперервно литі круглі заготівки», М, чином, що верхнє кільце внутрішньої поверхні має Металургія, 1984, 144 з., с.89-90]. конічну ділянку з конічністю 2-3% з діаметром, що Відома сталева колісна виливниця , що вклюзбільшується до верхнього торця, забезпечує чає циліндричний корпус з постійним зовнішнім установку теплоізоляційного вкладиша, призначедіаметром і круглою формою поперечного перетиного для утеплення усадкової верхньої частини ну робочої поверхні [див. книгу В.Я. Генкин і ін. зливка і зменшення розмірів дефектної усадкової «Безперервно литі круглі заготівки», М, Металурпорожнині у вер хній частині зливка. гія, 1984, 144 з., с.107 - Прототип]. Виконання сталевої колісної виливниці таким Корпус відомої сталевої виливниці виготовлечином, що перехід від зовнішньої циліндричної но суцільнолитим з коливанням діаметру робочої поверхні корпусу до нижнього його торця має радіповерхні ±3мм. ус, рівний 0,03-0,06 зовнішнього діаметру корпусу, Недоліком відомої колісної виливниці є її низьзабезпечує надійну установку виливниці на піддоні ка стійкість і нестабільний зовнішній діаметр відза рахунок виключення напливів металу при удаливаного зливка. рах останньої в процесі експлуатації. Низька стійкість виливниці обумовлена знакоДалі винахід пояснюється докладним описом з змінними термічними напругами, які спричиняють посиланням на креслення: появу тріщин на робочій поверхні, розвиток яких Фіг.1 - загальний вид сталевої колісної виливведе до появи крізних тріщин. ниці; Нестабільність зовнішнього діаметру зливка Фіг.2 - з'єднання двох суміжних кілець; 5 78463 6 Фіг.3 - перехід від зовнішньої поверхні корпусу подальшого встановлюваного зверху кільця за до його нижнього торця. рахунок єднання кільцевих виступів і западин. ПоСталева колісна виливниця має корпус із зовтім обварюють щілину між двома суміжними кільнішньою поверхнею 1 (Фіг.1) постійного діаметру D цями по периметру корпусу ручнім електрозварюз круглою формою поперечного перетину діаметванням до 10% глибини оброблення електродом ром d робочої поверхні 2. Корпус по висоті виконатипа Е50А. Потім зібрана виливниця встановлюний з окремих кілець 3 і 4 з висотою кожного кільця ється в горизонтальному положенні на наплавлю0,09-0,31 висоти корпусу, зістикованих між собою ваній машині УМП-4 за допомогою кріплення в за допомогою відповідних кільцевих виступів 5 планшайбі і центрах. При обертанні виливниці (Фіг.2) і западин 6 на торцях суміжних кілець. Верзастосовується прогрівання щілини між кільцями хнє кільце 3 має на внутрішній поверхні 7 конічну газоповітряним пальником до температури 80ділянку з конічністю 2-3% з діаметром, що збіль100°С, після чого виконується автоматичне зварюшується, до верхнього торця для установки тепловання суміжних кілець під шаром флюсу. ізоляційного вкладиша. Перехід від зовнішньої Автоматичне зварювання виконується по схемі циліндрової поверхні 1 (Фіг.3) корпусу до його нивід середини корпусу до його торців з поперемінжнього торця 8 виконані по радіусу, рівним 0,03ним чергуванням від одного торця до іншого. Ав0,06 зовнішнього діаметру корпусу. томатичне зварювання виконується дротом Св08А Корпус висотою Η складається з верхнього кідіаметром 4мм по ГОСТ 2246 під флюсом АНльця 3 висотою h1 і кілець 4 висотою h кожне. За348А по ГОСТ 9087. гальна кількість кілець, що складають корпус, виПотім виливниця охолоджується на повітрі при значається з виразу n=(Η-h1)h+1. У разі, коли обертанні її на наплавлюваній машині на протязі кільця 3 і 4 мають однакову висоту (h1=h), кількість не менше 1 години. кілець дорівнює n=Η/h. В результаті дослідної експлуатації запропоЗ'єднання суміжних кілець здійснюється за ранованої конструкції виливниці в умовах ВАТ "Нижхунок виконаних на їх торцях кільцевих виступів 5 і ньодніпровський трубопрокатний завод" (м. Дніпзападин 6. Жорстке кріплення суміжних кілець між ропетровськ) були визначені раціональні собою здійснюється за допомогою зварювання, параметри сталевих восьмикомплектних колісних при цьому кільцевий зазор 9 між зістикованими виливниць. кільцями, утворений за рахунок спеціальної проВисота виливниці Н=3130±1,0мм, зовнішній діфілізації кілець, заповнюється металом електрода. аметр D=850мм; внутрішній діаметр робочої повеВисота кожного кільця складає 0,09-0,31 висорхні d=500±0,1мм. Оптимальна висота кілець ти корпусу виливниці. Діаметр циліндричної робоh=300мм, висота верхнього кільця h1 з урахуванчої частини має діаметр d, визначуваний діаметням висоти теплоізоляційного вкладиша і кріпленром відливаного зливка з урахуванням усадки. ня пружин складає 270-300мм. Зовнішній діаметр виливниці D визначається з Розміри конусності робочої поверхні верхнього виразу : D=d+2S, кільця мають 2%. S - товщина стінки виливниці, визначувана з Розміри кільцевих виступів і западин на торцях умови оптимальності її експлуатації. кілець: Товщина стінки S постійна по висоті і перимеD1=760мм, D2=750мм, а=6мм, в=12мм, a=25 °, тру виливниці. b=15°. Параметри кільцевого виступ у на торці кільця: Величина радіусу закруглення R=40мм. D2 "в" і "b". Відливання колісної сталі з використанням заПараметри кільцевої западини на торці кільця: пропонованої виливниці здійснюють в мартенівсьD1 D2 "а" і "a". кому цеху заводу таким чином: При цьому , D 2=(0,88-0,90)D, перед розливанням сталі в виливниці при темD1=D2+(10-15)мм, пературі 100-250°С із сторони верхнього торця встановлюють та запресовують теплоізоляційний a=25-30°, b=12-20°. вкладиш висотою 270мм і з товщиною стінки 20мм Перехід від зовнішньої циліндричної поверхні (з каолінової вати або іншого матеріалу). Вкладиш корпусу до його нижнього торця виконаний по раслужить для утеплення головної частини злитка і діусу R рівному 0,03-0,06 зовнішнього діаметру D, утримується в виливниці в наслідок її охолоджутобто R=(0,03-0,06)D. Технологія виготовлення запропонованої вивання і зменшення діаметру робочої поверхні, а також у наслідок наявності конічності 2-3% робочої ливниці включає отримання заготівки із сталевого поверхні верхнього кільця. зливка (наприклад, зі сталі 10; 20), вальцювання Розливання колісної сталі здійснюють сифокілець на кільцебандажній лінії колесопрокатного ном під утеплюючою зольно-графітною сумішшю, цеху ВАТ "Нижньодніпрвський трубопрокатний завод" із заданими геометричними розмірами по яка захищає метал від вторинного окислення в процесі розливання і утворення кірки. зовнішньому і вн утрішньому діаметру і висоті з В процесі кристалізації зливка в запропоноваприпуском під подальшу механічну обробку відпоній виливниці досягається підвищення її стійкості відно до креслення, подальшу механічну обробку за рахунок поліпшення таких показників як пластикілець на карусельному верстаті з профілізацією кільцевих виступів і западин на торцях з необхідчність, термостійкість, модуль пружності сталевої виливниці в порівнянні з чавунною. Колісні злитки ною точністю обробки. мають стабільний зовнішній діаметр унаслідок Збірку сталевої колісної виливниці здійснюють високої точності виготовлення робочої поверхні шляхом установки нижнього кільця на жорсткій виливниці з допуском на діаметр внутрішньої погоризонтальній підставі і стикування з ним кожного 7 78463 8 верхні ±0,1мм і підвищену втомну міцність робочої усадці зливка в його верхній частині. Використовуповерхні за рахунок більшої густини деформовавання запропонованої виливниці забезпечує: ного металу в порівнянні з литим. - зниження витрати металу на 20-40кг/т коліс Запропонована виливниця дозволяє підвищияк за рахунок оптимізації маси заготівок при поти ефективність виробництва коліс за рахунок стійному зовнішньому діаметрі зливка, так і за разниження витрати металу шля хом оптимізації маси хунок відносного зменшення витрати в обрізі усадзаготівки колеса завдяки зменшення її різноваги і кового і донного кінців зливка з восьми заготівок; зниження кількості коліс із зниженим діаметром. - підвищення стійкості сталевих колісних вилиКрім того, використання запропонованої виливниць на декілька порядків в порівнянні з чавуннивниці дозволяє одержувати восьмикомплектні коми виливницями. лісні зливки високої якості, що зменшує відносну Винахід, що заявляється може бути викорисвитрату металу при збільшенні маси восьмикомптаний при виробництві залізничних коліс із застолектного зливка в порівнянні з семикомплектним і суванням існуючого устаткування. незмінною масою відрізуваної частини відповідній Комп’ютерна в ерстка О. Гапоненко Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюSteel mold for wheel ingots
Автори англійськоюBondarchuk Mykola Andriovych, Honchar Volodymyr Petrovych, Uhriumov Yurii Dmytrovych
Назва патенту російськоюСтальная изложница колесных слитков
Автори російськоюБондарчук Николай Андреевич, Гончар Владимир Петрович, Угрюмов Юрий Дмитриевич
МПК / Мітки
МПК: B22D 7/06
Мітки: колісних, виливниця, злитків, сталева
Код посилання
<a href="https://ua.patents.su/4-78463-staleva-vilivnicya-kolisnikh-zlitkiv.html" target="_blank" rel="follow" title="База патентів України">Сталева виливниця колісних злитків</a>
Виливниця для відливання злитків
Номер патенту: 13809
Опубліковано: 17.04.2006
Автори: Алієв Іграмотдін Серажутдінович, Марков Олег Євгенійович
МПК: B22D 7/06
Мітки: відливання, виливниця, злитків
Формула / Реферат:
Виливниця для відливання зливків, яка має у верхній частині кільцеподібну порожнину, що складається з двох частин корпусу і кожуха, яка теплоізолює бічну поверхню, а піддон і нижня частина виливниці інтенсивно охолоджуються, яка відрізняється тим, що співвідношення висоти H до його діаметра D складає H/D=0,3…0,5, а бічна поверхня виливниці теплоізолюється на всю висоту.
Виливниця для злитків
Номер патенту: 11130
Опубліковано: 15.12.2005
Автори: Жучков Сергій Михайлович, Полуновський Ісаак Євсійович, Лисенко Віктор Володимирович, Кекух Анатолій Володимирович, Мовчан Валерій Петрович, Коротченков Валерій Михайлович, Спіняков Віктор Костянтинович, Токмаков Павло Вадимович, Шеремет Володимир Олександрович
МПК: B22D 7/06
Формула / Реферат:
1. Виливниця для злитків, яка складається з корпусу, піддона з кюмпельним заглибленням і сполученням піддона і корпусу у вигляді "виступ-заглибина", з виступом сполучення, виконаним на піддоні, яка відрізняється тим, що глибина кюмпельного заглиблення складає 0,4-0,5 висоти піддона, виступ сполучення на піддоні виконаний у вигляді клина в площинах перерізу, що проходять через вісь симетрії виливниці, бічні грані кюмпельного...
Виливниця для зливків
Номер патенту: 12729
Опубліковано: 15.02.2006
Автори: Тітов Валерій Георгійович, Кохан Анатолій Омел'янович
МПК: B22D 7/06
Формула / Реферат:
1. Виливниця для зливків, що містить корпус з окремими вертикальними розширеними догори каналами в його стінках, які заповнені легкоплавким сплавом, яка відрізняється тим, що канали розташовані в стінці виливниці по замкнутому контуру і виконані в поперечному перерізі у вигляді рівнобічних трапецій, які своїми бічними сторонами обернені одна до одної, а своїми більшими основами, через одну, обернені до внутрішньої поверхні стінок...
Виливниця для відливання зливків
Номер патенту: 65962
Опубліковано: 15.04.2004
Автори: Соколов Лев Миколайович, Марков Олег Євгенійович, Алієв Іграмотдін Серажутдінович, Михайленко Борис Омелянович, Олешко Віктор Михайлович
МПК: B22D 7/06
Мітки: відливання, виливниця, зливків
Формула / Реферат:
Виливниця для відливання зливків, що містить у верхній частині кільцеподібну порожнину, яка відрізняється тим, що виливниця складається з двох частин корпусу і кожуха, що утворюють порожнину, яка теплоізолює бічну поверхню, висота якої дорівнює 0,6...0,8 висоти тіла зливка, а піддон і нижня частина виливниці інтенсивно охолоджуються.
Виливниця для відливання зливків
Номер патенту: 13747
Опубліковано: 17.04.2006
Автори: Алієв Іграмотдін Серажутдінович, Шульженко Олександра Вікторівна, Марков Олег Євгенійович
МПК: B22D 7/06
Мітки: виливниця, відливання, зливків
Формула / Реферат:
Виливниця для виготовлення порожнистих зливків, що містить холодильник і центральний стрижень, яка відрізняється тим, що виливниця виконана з можливістю заливати зливок знизу, причому холодильник розташований з боку піддона, а бічна поверхня та верхня частина виливниці теплоізольовані від навколишнього середовища.
Попередній патент: Спосіб одержання сировини з глинозему для вирощування монокристалів лейкосапфіру
Наступний патент: Спосіб корекції гемостазу та профілактики венозних тромбоемболічних ускладнень при лапароскопічних операціях на органах черевної порожнини
Випадковий патент: Статичний змішувач для полімерних матеріалів