Відцентрова ливарна машина
Формула / Реферат
1. Відцентрова ливарна машина з вертикальною віссю обертання, що містить ливарну форму з виливницею, верхню опору та встановлену у фундаменті нижню опору з приводом обертання і підшипниковим вузлом, виконаним з можливістю відхилення осі обертання виливниці, і амортизатори під опорами, яка відрізняється тим, що верхня опора містить переносний вузол, що включає підшипник, встановлений на маточині з кришкою, приєднаний до верхньої частини ливарної форми, на зовнішньому кільці підшипника закріплений циліндр, на поверхні якого з можливістю вільного переміщення по вертикалі встановлений диск, що центрується по конічних поверхнях з кільцем на верхній частині фундаменту, співвісній вертикальній осі нижньої опори.
2. Машина за п. 1, яка відрізняється тим, що форму встановлено на стикувальному конусному замка, при цьому співвідношення різниці відстаней по вертикалі від нижнього торця диска, зв'язаного з кільцем, до верхнього торця стикувального конусного замка на підшипниковому вузлі (Рз) і від нижньої точки ділянки вільної посадки диска по циліндру до нижнього торця форми (Рф) до висоти замка (Вз) складає Рз-Рф=(1,5-2,0)Вз, а співвідношення довжини ділянки вільної посадки (Дс) і висоти замка (Вз) складає Дс=(3,9)Вз.
3. Машина за п. 1 або 2, яка відрізняється тим, що на маточині виконані отвори для підйому форми з литвом, а до циліндра прикріплений екран, що перекриває внутрішню порожнину маточини.
4. Машина за п. 1 або 2, або 3, яка відрізняється тим, що нижню опору сполучено з верхньою частиною фундаменту так, що вона сприймає все навантаження.
Текст
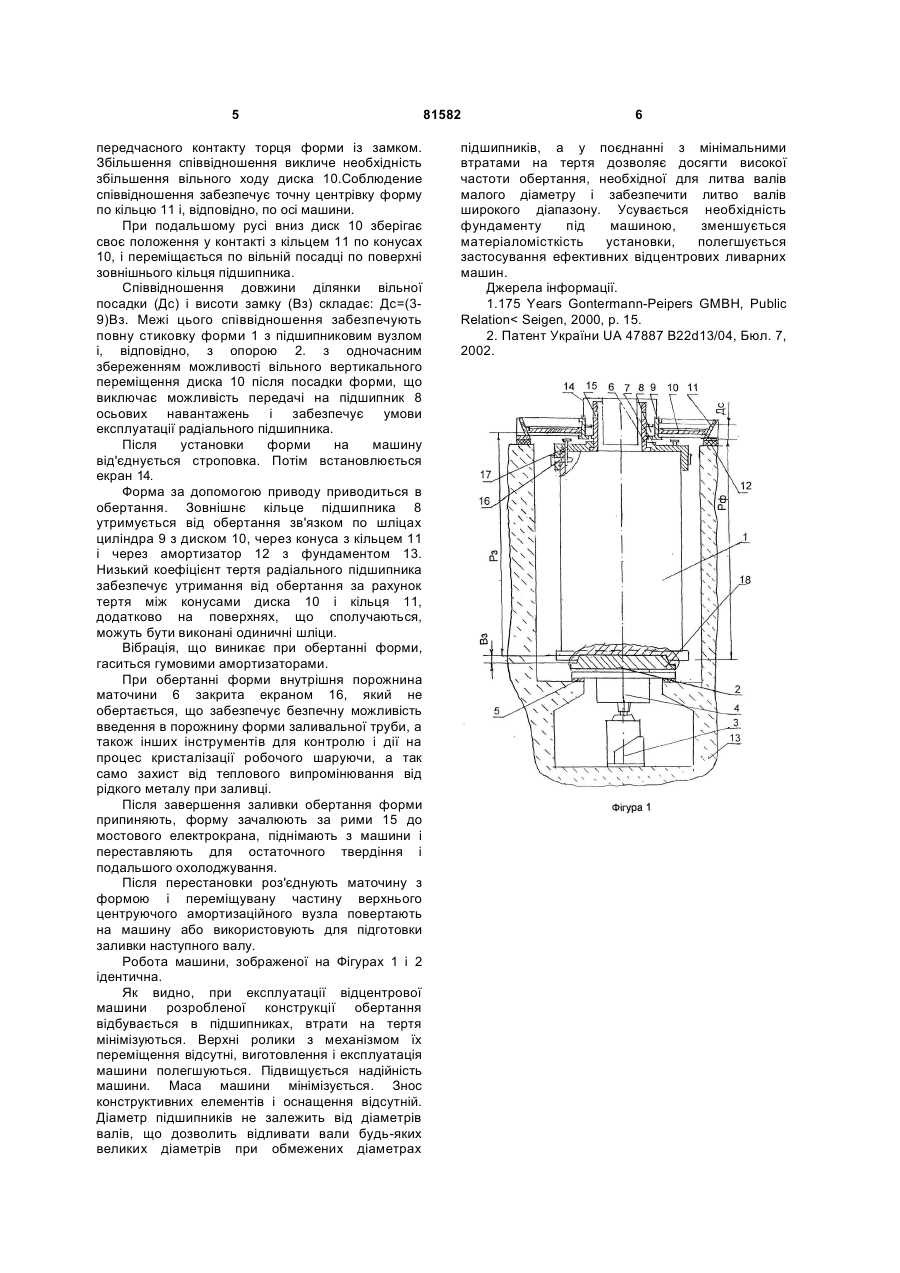
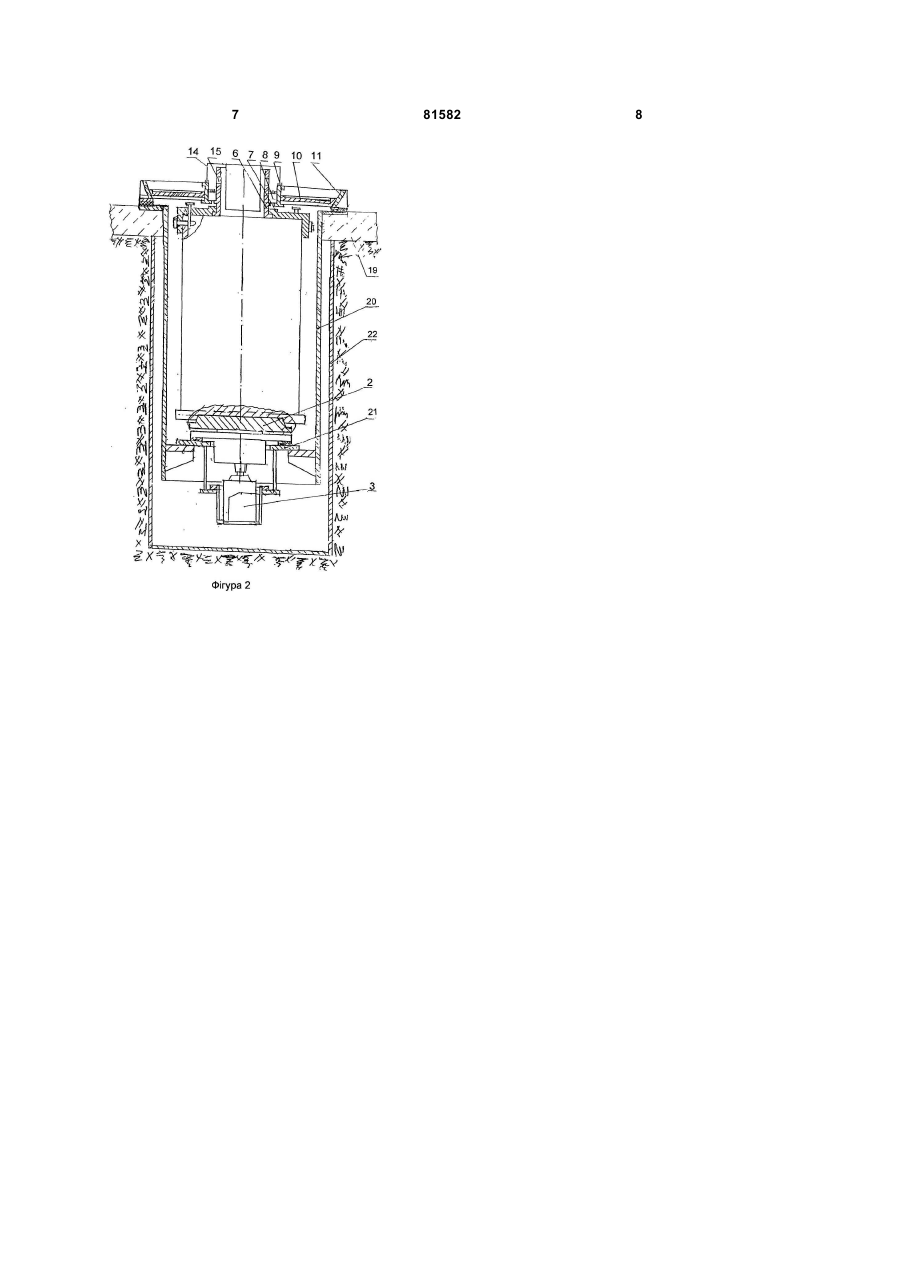
1. Відцентрова ливарна машина з вертикальною віссю обертання, що містить ливарну форму з виливницею, верхню опору та встановлену у фундаменті нижню опору з приводом обертання і підшипниковим вузлом, виконаним з можливістю відхилення осі обертання виливниці, і амортизатори під опорами, яка відрізняється тим, що верхня опора містить переносний вузол, що включає підшипник, встановлений на маточині з кришкою, приєднаний до верхньої частини ливарної форми, на зовнішньому кільці підшипника закріплений циліндр, на поверхні якого з можливістю вільного C2 2 (19) 1 3 машини, ускладнює виготовлення і експлуатацію відцентрової машини. Великі габарити роликів на машинах для литва крупних валків, збільшення втрат на тертя утрудняють отримання високої частоти обертання, необхідної для литва валків малого діаметру і обмежують діапазон відливань. Відомі існуючі конструкції вертикальних відцентрових машин мають розташований під машиною фундамент, споруду якого збільшує матеріаломісткість установки, ускладнює застосування машин. Розроблені технічні рішення направлені на виключення зносу конструктивних елементів відцентрової машини, зменшення втрат на тертя, зниження маси і матеріаломісткості машини і розширення діапазону відливок. У відцентровій ливарній машині з вертикальною віссю обертання, що містить ливарну форму з виливницею, нижню опору з приводом обертання і підшипниковим вузлом, виконаним з можливістю відхилення осі обертання виливниці, і гумові амортизатори під верхньою і нижньою опорами, верхня опора містить переносний вузол, що включає підшипник, що встановлюється на порожнистій маточині з кришкою, що приєднується до верхньої частини ливарної форми. На зовнішньому кільці підшипника закріплений циліндр, на поверхні якого з можливістю вільного переміщення по вертикалі встановлений диск, що центрується по конічних поверхнях з кільцем, встановленим на верхній частині фундаменту співвісної вертикальної осі нижньої опори. На циліндр встановлений екран, що перекриває внутрішню порожнину маточини; на маточині виконані отвори для підйому форми з відливанням. Як варіант здійснення, опора сполучена трубчастим підвісом з поверхневим фундаментом, що сприймає все навантаження. Запропонована відцентрова машина схематично зображена на кресленнях, де на Фігурі 1 показаний загальний вид машини, на Фігурі 2 варіант здійснення. Відцентрова машина ливарні з вертикальною віссю обертання, містить ливарну форму з виливницею 1, розташовану під формою опору 2 з приводом обертання 3 і підшипниковим вузлом 4, встановленим на гумовий амортизатор 5. До верхньої частини ливарної форми 1 по центруючих поверхнях приєднана порожниста маточина 6 з кришкою 7. На зовнішній поверхні маточини 6 встановлений підшипник 8. На зовнішньому кільці підшипника 8 закріплений циліндр 9, на якому з можливістю вільного переміщення по вертикалі встановлений диск 10, як конструктивний варіант забезпечення можливості вільного переміщення по вертикалі застосовується вільна посадка з шліцами. Маточина 6 з кришкою 7, підшипником 8, циліндром 9 і диском 10 утворюють переміщувану частину верхнього центруючого амортизаційного вузла. Диск 10 центрується по конічним центровочним поверхням кільця 11, встановленим співвісно з віссю приводу на 81582 4 гумовий амортизатор 12 на верхній частині фундаменту 13. На кільці 9 встановлюють екран 14, що перекриває внутрішню порожнину маточини 6. На маточині виконані отвори 15 для підйому форми з відливанням. Кришка з маточиною 6 приєднується до верхньої частини ливарної форми 1 пристроєм кріплення, яке може складатися із закріплюючих штирів 16 і фіксуючих штирів 17. Установка форми 1 на підшипниковий вузол здійснюється по конічних замках 18. Як варіант здійснення, показаний на схемі Фігура 2, опора 2 сполучена з поверхневим фундаментом 18, що сприймає все навантаження, З'єднання здійснюється трубчастим підвісом 19; навантаження передається через проміжну опорну плиту 20, до якої кріпиться також привід 3. Фундамент 13, розташований під машиною, відсутній, машина розміщується в кесоні 21. На Фігурі 1 позначені: Рф - відстань по вертикалі від нижньої точки ділянки вільної посадки диска 10 по циліндру 9 до нижнього торця форми; Рз - відстань по вертикалі від нижнього торця диска 10, зв'язаного з кільцем 11, до верхнього торця стикувального конусного замку на підшипниковому вузлі; Вз - висота замку; Дс - довжина ділянки вільної посадки диска 10 по циліндру 9. Робота машини здійснюється таким чином. Машина встановлюєтьсяу вальцеливарному цеху з можливістю установки і зняття форми у вертикальному положенні мостовим електрокраном. Заздалегідь поза машиною проводять збірку ливарної форми. Електромостовим краном за отвори 15 переміщувану частину верхньої опори знімають з машини, сполучають з верхньою частиною ливарної форми і закріплюють пристроєм 19. Потім форму в зборі з переміщуваною частиною верхнього центруючого амортизаційного вузла піднімають вертикально вгору, переносять до машини і заздалегідь орієнтування суміщають осі форми і машини, після чого опускають форму на машину. Отвори 15 розташовані симетрично подовжній осі форми, тому при транспортуванні і установці в машину форма розташовується вертикально. При транспортуванні диск 10 під дією сили тяжіння займає нижнє положення на циліндрі 9. Співвідношення розмірів: відстані по вертикалі від нижнього торця конуса сполучення по кільцю 10 до верхньої частини стикувального конусного замку на підшипниковому вузлі (Рз) і відстані від нижнього торця диска 10 в нижньому положенні до нижнього торця форми (Рф) до висоти замку (Вз) складає Рз-Рф=(2,0.3,5)Вз. Тому спочатку при русі форми вниз конус на диску 10 контактує з конусом на кільці 11, а нижній торець форми вільний. Якщо вказане співвідношення менше 2,0, то у виробничих умовах в результаті недостатньо чітких дій персоналу виникає можливість 5 передчасного контакту торця форми із замком. Збільшення співвідношення викличе необхідність збільшення вільного ходу диска 10.Соблюдение співвідношення забезпечує точну центрівку форму по кільцю 11 і, відповідно, по осі машини. При подальшому русі вниз диск 10 зберігає своє положення у контакті з кільцем 11 по конусах 10, і переміщається по вільній посадці по поверхні зовнішнього кільця підшипника. Співвідношення довжини ділянки вільної посадки (Дс) і висоти замку (Вз) складає: Дс=(39)Вз. Межі цього співвідношення забезпечують повну стиковку форми 1 з підшипниковим вузлом і, відповідно, з опорою 2. з одночасним збереженням можливості вільного вертикального переміщення диска 10 після посадки форми, що виключає можливість передачі на підшипник 8 осьових навантажень і забезпечує умови експлуатації радіального підшипника. Після установки форми на машину від'єднується строповка. Потім встановлюється екран 14. Форма за допомогою приводу приводиться в обертання. Зовнішнє кільце підшипника 8 утримується від обертання зв'язком по шліцах циліндра 9 з диском 10, через конуса з кільцем 11 і через амортизатор 12 з фундаментом 13. Низький коефіцієнт тертя радіального підшипника забезпечує утримання від обертання за рахунок тертя між конусами диска 10 і кільця 11, додатково на поверхнях, що сполучаються, можуть бути виконані одиничні шліци. Вібрація, що виникає при обертанні форми, гаситься гумовими амортизаторами. При обертанні форми внутрішня порожнина маточини 6 закрита екраном 16, який не обертається, що забезпечує безпечну можливість введення в порожнину форми заливальної труби, а також інших інструментів для контролю і дії на процес кристалізації робочого шаруючи, а так само захист від теплового випромінювання від рідкого металу при заливці. Після завершення заливки обертання форми припиняють, форму зачалюють за рими 15 до мостового електрокрана, піднімають з машини і переставляють для остаточного твердіння і подальшого охолоджування. Після перестановки роз'єднують маточину з формою і переміщувану частину верхнього центруючого амортизаційного вузла повертають на машину або використовують для підготовки заливки наступного валу. Робота машини, зображеної на Фігурах 1 і 2 ідентична. Як видно, при експлуатації відцентрової машини розробленої конструкції обертання відбувається в підшипниках, втрати на тертя мінімізуються. Верхні ролики з механізмом їх переміщення відсутні, виготовлення і експлуатація машини полегшуються. Підвищується надійність машини. Маса машини мінімізується. Знос конструктивних елементів і оснащення відсутній. Діаметр підшипників не залежить від діаметрів валів, що дозволить відливати вали будь-яких великих діаметрів при обмежених діаметрах 81582 6 підшипників, а у поєднанні з мінімальними втратами на тертя дозволяє досягти високої частоти обертання, необхідної для литва валів малого діаметру і забезпечити литво валів широкого діапазону. Усувається необхідність фундаменту під машиною, зменшується матеріаломісткість установки, полегшується застосування ефективних відцентрових ливарних машин. Джерела інформації. 1.175 Years Gontermann-Peipers GMBH, Public Relation< Seigen, 2000, p. 15. 2. Патент України UA 47887 B22d13/04, Бюл. 7, 2002. 7 81582 8
ДивитисяДодаткова інформація
Назва патенту англійськоюCentrifugal casting machine
Автори англійськоюHoldshtein Leonid Borysovych
Назва патенту російськоюЦентробежная литейная машина
Автори російськоюГольдштейн Леонид Борисович
МПК / Мітки
МПК: B22D 13/02, B22D 13/04
Мітки: машина, відцентрова, ливарна
Код посилання
<a href="https://ua.patents.su/4-81582-vidcentrova-livarna-mashina.html" target="_blank" rel="follow" title="База патентів України">Відцентрова ливарна машина</a>
Відцентрова ливарна машина

Номер патенту: 41540
Опубліковано: 17.06.2002
Автори: Кондратенко Віктор Іванович, Будаг'янц Микола Абрамович, Гольдштейн Леонід Борисович, Балаклієць Ігор Альбінович
МПК: B22D 13/04
Мітки: ливарна, машина, відцентрова
Формула / Реферат:
Відцентрова ливарна машина, що містить основу, виливницю, системи верхніх і нижніх котків з опорними каблучками і плитами, гумопневматичними, гумовими і гумометалічними амортизаторами, яка відрізняється тим, що системи котків мають додаткові ролики з вертикальною віссю обертання.
Відцентрова ливарна машина

Номер патенту: 47887
Опубліковано: 15.07.2002
Автори: Будаг'янц Микола Абрамович, Крюков Генадій Олександрович, Гольдштейн Леонід Борисович, Балаклієць Ігор Альбінович
МПК: B22D 13/04
Мітки: відцентрова, ливарна, машина
Формула / Реферат:
1. Відцентрова ливарна машина з вертикальною віссю обертання, що містить виливницю, систему котків із вертикальною віссю обертання, опору з підшипниковим вузлом і приводом обертання, розташовану під виливницею, яка відрізняється тим, що котки розташовані на платформі з можливістю спільного симетричного переміщення, платформа виконана з можливістю пружного переміщення в горизонтальній площині зі змінною, зростаючою жорсткістю пружних...
Відцентрова ливарна машина з вертикальною віссю обертання
Номер патенту: 5753
Опубліковано: 15.03.2005
Автори: Сюткін Олександр Леонтійович, Зац Володимир Манусович, Суржиков Андрій Федорович, Поляк Володимир Миколайович
МПК: B22D 13/04
Мітки: обертання, віссю, ливарна, відцентрова, машина, вертикальною
Формула / Реферат:
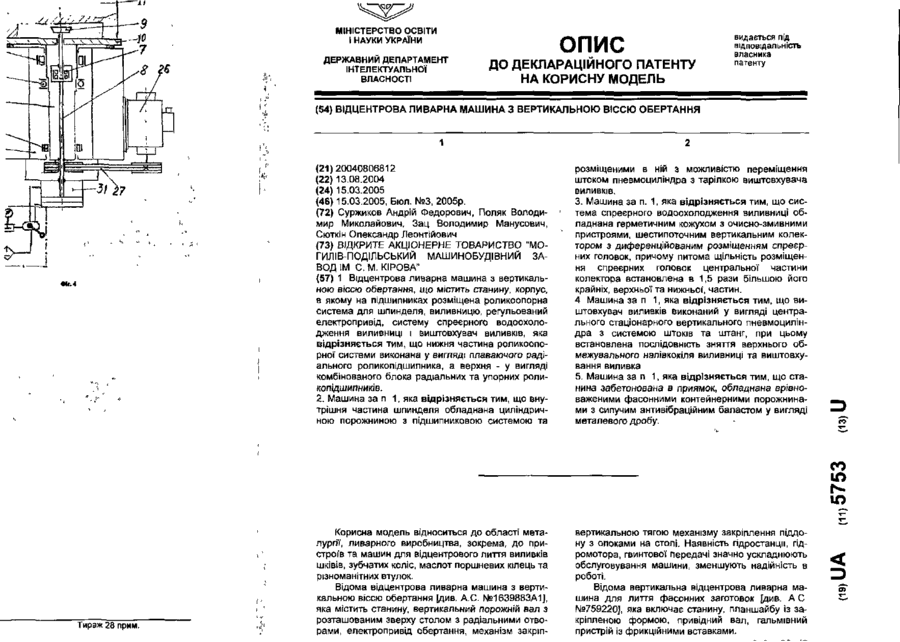
1. Відцентрова ливарна машина з вертикальною віссю обертання, що містить станину, корпус, в якому на підшипниках розміщена роликоопорна система для шпинделя, виливницю, регульований електропривід, систему спреєрного водоохолодження виливниці і виштовхувач виливків, яка відрізняється тим, що нижня частина роликоопорної системи виконана у вигляді плаваючого радіального роликопідшипника, а верхня - у вигляді комбінованого блока радіальних та...
Відцентрова ливарна машина

Номер патенту: 65970
Опубліковано: 16.05.2005
Автори: Крюков Геннадій Олександрович, Кондратенко Віктор Іванович, Косенко Володимир Арсентійович, Балаклієць Ігор Альбінович, Будаг'янц Микола Абрамович
МПК: B22D 13/10, B22D 13/04
Мітки: машина, відцентрова, ливарна
Формула / Реферат:
Спосіб лікування синдрому відміни при алкогольній залежності, який полягає у застосуванні комплексної терапії, що включає використання суміші з етанолом, який відрізняється тим, що додатково здійснюють прийом усередину per os суміші Шпаченка у вигляді розчину 3,0 г хлоралгідрату в 30,0 мл 70 %-ого етанолу, котру запивають питною водою, суміш приймають 1-2 рази на день, після чого через 6-10 годин здійснюють прийом усередину...
Відцентрова ливарна машина з горизонтальною віссю обертання
Номер патенту: 894
Опубліковано: 16.07.2001
Автори: Каричковський Петро Микитович, Морозовський Всеволод Віталієвич, Костенко Георгій Дмитрович, Зац Володимир Манусович, Галабурда Іван Йосипович
МПК: B22D 13/02
Мітки: обертання, відцентрова, ливарна, машина, горизонтальною, віссю
Формула / Реферат:
1. Відцентрова ливарна машина з горизонтальною віссю обертання, яка містить станину, відцентрову та кокільну головки, виштовхувач відливків, яка відрізняється тим, що штовхаюча штанга виконана з можливістю обертання разом зі шпинделем, з'єднана з нерухомим штоком виштовхувача відливків через комбінований підшипниковий вузол.2. Відцентрова ливарна машина по п. 1, яка відрізняється тим, що вона обладнана ввернутою в тарілку кокільної...
Попередній патент: Флакон для збереження та нанесення лікарських засобів
Наступний патент: Спосіб дифузійного зварювання матеріалів
Випадковий патент: Зносостійкий жароміцний композиційний сплав на основі кобальту