Спосіб дифузійного зварювання матеріалів
Номер патенту: 81583
Опубліковано: 10.01.2008
Автори: Бугаєнко Борис Васильович, Квасницький Вячеслав Федорович, Єрмолаєв Геннадій Володимирович, Матвієнко Максим Валентинович, Квасницький Віктор Вячеславович, Волошин Валерій Юрійович
Формула / Реферат
1. Спосіб дифузійного зварювання матеріалів, що включає в себе нагрів з'єднуваних деталей до температури зварювання, їх стиснення і витримку при заданих умовах, який відрізняється тим, що в процесі зварювання створюють циклічне зниження та підвищення температури.
2. Спосіб за п. 1, який відрізняється тим, що кількість циклічних знижень та підвищень температури, а також кількісний розмір циклування вибирають в залежності від механічних властивостей з'єднуваних матеріалів при температурі зварювання та від чистоти підготовки з'єднуваних поверхонь.
Текст
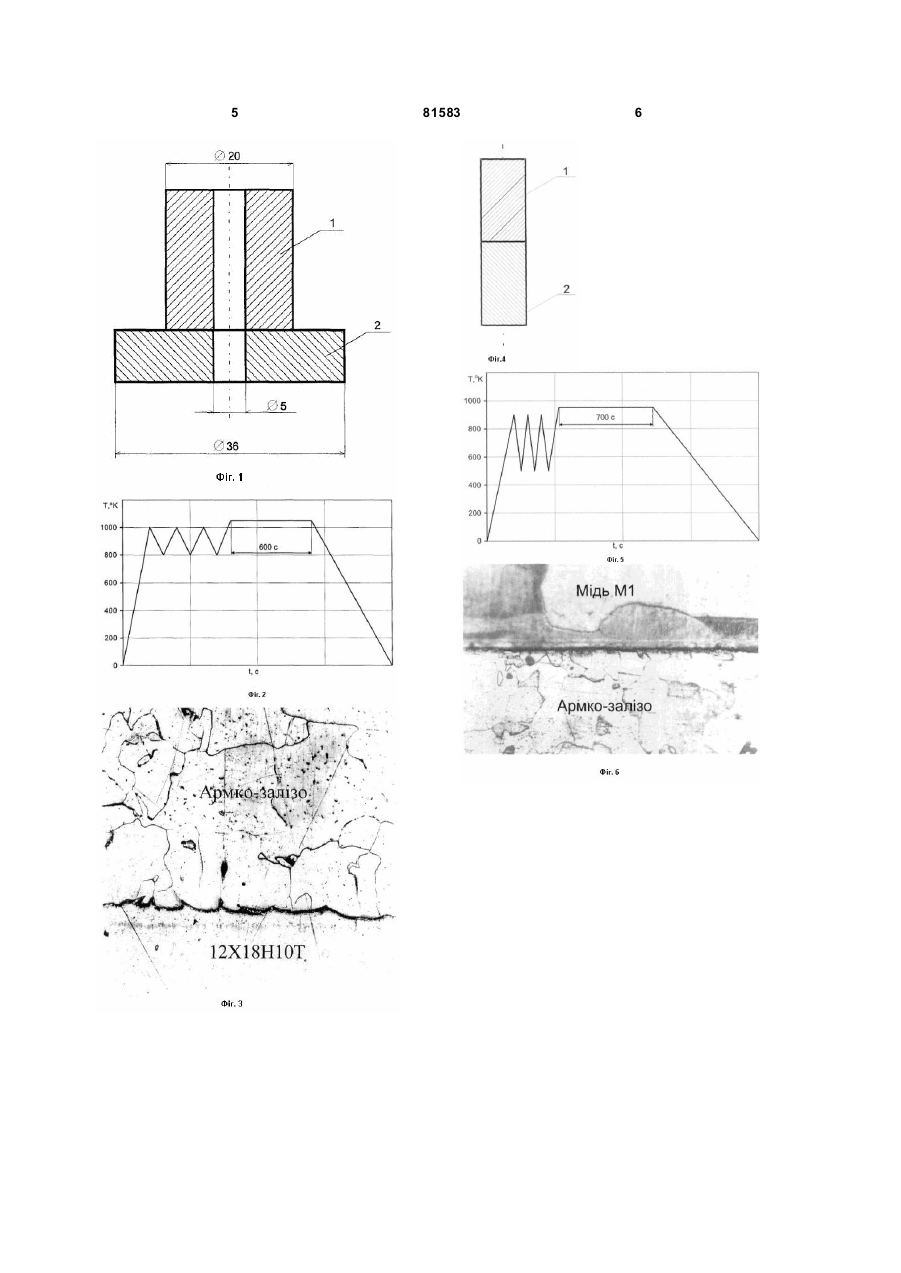
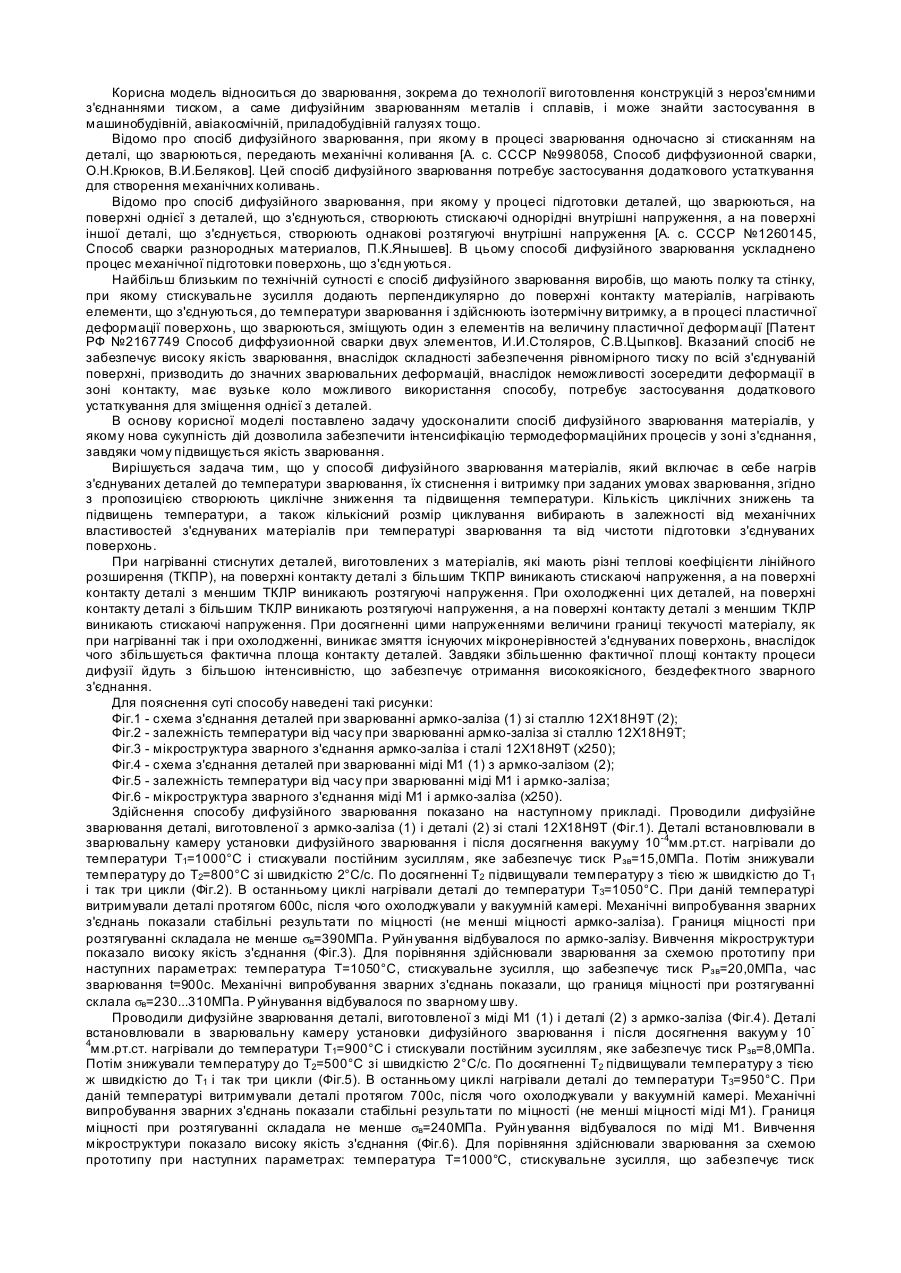
Спосіб дифузійного зварювання матеріалів, що включає в себе нагрів з'єднуваних деталей до температури зварювання, їх стиснення і витримку при заданих умовах, який відрізняється тим, що в процесі зварювання створюють циклічне зниження та підвищення температури. 1. Спосіб за п. 1, який відрізняється тим, що кількість циклічних знижень та підвищень температури, а також кількісний розмір циклування вибирають в залежності від механічних властивостей з'єднуваних матеріалів при температурі зварювання та від чистоти підготовки з'єднуваних поверхонь. (13) 81583 (11) UA контакту матеріалів, н а грі вають елемен ти , що з 'єдн ують ся , до темпер а тури з ва рюванн я і з дій сн юють ізо термі чн у ви тримк у, а в пр оце сі п ла сти чно ї де формаці ї по вер хонь , що з вар юють ся , зм і щують о дин з е леме н ті в на ве ли чин у пластичної деформації [Патент РФ № 2167749 Способ диффузионной сварки двух элементов, И.И.С толяров, СВ.Цыпков]. Вказаний спосіб не забезпечує високу якість зварювання, внаслідок складності забезпечення рівномірного тиску по всій з'єднуваній поверхні, призводить до значних зварювальних деформацій, внаслідок неможливості зосередити деформації в зоні контакту, має вузьке коло можливого використання способу, потребує застосування додаткового устаткування для зміщення однієї з деталей. В основу винаходу поставлено задачу удосконалити спосіб дифузійного зварювання матеріалів, у якому нова сук упність дій дозволила забезпечити інтенсифікацію термодеформаційних процесів у зоні з'єднання, завдяки чому підвищується якість зварювання. Ви рі шуєть ся за да ча тим , що у спо собі ди фуз і й но го з ва рюва ння матеріалів, який включає в себе нагрів з'єднуваних деталей до температури зварювання, їх стиснення і витримку при заданих умовах зварювання, згідно з пропозицією створюють циклічне зниження та (19) Винахід відноситься до зварювання, зокрема до технології виготовлення ко нстр ук цій з н ероз 'ємними з 'єднан нями ти ском , а саме ди фузі йним зварюванням металів і сплавів, і може знайти застосування в машинобудівній, авіакосмічній, приладобудівній галузях тощо. Відомо про спосіб ди фузійно го з варювання , при якому в проце сі зварювання одночасно зі стисканням на деталі, що зварюються, передають механічні коливання [А. с. СССР №998058, Способ диффузионной сварки, О.Н. Крюков, В.И. Беляков]. Цей спосіб дифузійного зварювання потребує застосування додаткового устаткування для створення механічних коливань. Відомо про спо сі б ди фузійн ого з вар ювання , п ри яком у у про цесі підго то вки дета лей , що з варюються, на по вер хні одні єї з дета лей , що з'єдн уються, створюють сти скаючі однорідні вн утрі шні напр уження, а на п о вер хні ін шо ї де талі , що з 'єдн ується , створ юють о днак ові роз тя гуючі внутрішні напруження [А. с. СССР №1260145, Способ сварки разнородных ма тер иало в, П .К.Яны ше в]. В цьом у спо собі ди фузійн ого з вар ювання ускладнено процес механічної підготовки поверхонь, що з'єднуються. Н ай бі ль ш близьк им по те хн і чні й сутно сті є сп о сі б ди фуз і йно го зварювання виробі в, що мають полк у та стінк у, при яком у стиск ува льне зусилля додають перпендикулярно до поверхні C2 2. 3 81583 підви щення температури . Кількість циклічних знижень та підвищень температури, а також кількісний розмір циклування обирають в залежності від механічни х власти востей з'єднуваних матеріалів при температурі зварювання та від чистоти підготовки з'єднуваних поверхонь. При нагріванні стиснути х деталей, виготовлених з матеріалів, які мають різні теплові коефіцієнти лінійного розширення (ТКЛР), на поверхні контакту де та лі з бі льшим ТКЛР виника ють сти скаючі напр уж ення, а на повер хні контакту деталі з меншим ТКЛР виникають розтягуючі напруження. При охолодженні ци х де та лей , на повер хні контак ту дета лі з біль шим ТКЛР виникають розтягуючі напруження, а на поверхні контакту де талі з меншим ТКЛР виникають стискаючі напруження. При досягненні цими напруженнями величини границі текучості матеріалу, як при нагріванні так і при охолодженні, виникає змяття існуючих мікронерівностей з'єднуваних поверхонь, внаслідок чого збільшується фак тична пло ща контакту де талей . За вдяки збільшенн ю фактичної площі контакту процеси дифузії йдуть з більшою інтенсивністю, що забезпечує отримання високоякісного, бездефектного зварного з'єднання. Для пояснення суті способу наведені такі рисунки: фігура 1 - схема з'єднання деталей при зварюванні армко-заліза (1) зі сталлю 12X18Н9Т (2); фігура 2 - залежність температури від часу при зварюванні армко-заліза зі сталлю 12Х18Н9Т; фігура 3 - мікроструктура зварного з'єднання армко-заліза і сталі 12 Х18Н9Т(х250); фігура 4 - схема з'єднання деталей при зварюванні міді М1 (1) з армко-залізом (2); фігура 5 - залежність температури від часу при зварюванні міді М1 і армко-заліза; фі гура 6 мікростр ук тура з варно го з'єднання міді М1 і армко-за ліза (х250). Здійсн ення сп осо бу ди фузійн ого з вар ювання п оказано на наступном у прикладі. Проводили дифузійне зварювання деталі, виготовленої з армко-заліза (1) і деталі (2) зі сталі 12Х18Н9Т (фіг.1). Деталі встановлювали в зварювальну камеру устано вки ди фузійно го зварювання і пі сля дося гнення вак уум у 10- 4 мм.рт.ст. на грі вали до температури Т 1 =1000°С і сти ск ували постійним з усиллям, яке забезпечує тиск Рзв=15,0 МПа. Потім знижували температур у до Т2=800°С зі швидкістю 2°С/с. По досягненні Т2 підвищували температуру з тією ж швидкістю до Т 1 і так тр и цикли (фі г.2 ). В останньом у циклі н агрі ва ли де та лі до темп ера тур и Т3 = 1050°С. При даній температурі витримували деталі протягом 600 с, після чого о хо ло дж ували у вак уумній камері . Ме хан ічні вип робування з вар ни х з'єднань показали стабільні результати по міцності (не менші міцності армко-заліза). Границя міцності при розтягуванні складала не менше ав=390МПа. Руйнування відбувалося по армко-залізу. Вивчення мікроструктури показало 4 високу якість з'єднання (фіг.3). Для порівняння здійснювали з варювання за схемою про тотип у при наступни х параметрах: температура Т=1050°С, стиск увальне зусилля, що забезпечує тиск Рзв=20,0МПа, час зварювання t=900c. Ме ханічні випробування зварних з'єднань показали, що границя міцно сті при s в =230 ...310 МП а. розтя гува нні скла ла Руйнування відбувалося по зварному шву. Проводили дифузійне зварювання деталі, вигото вленої з міді М1 (1) і деталі (2) з армкозаліза (фіг.4). Деталі встановлювали в зварювальну камеру установки дифузійного зварювання і після досягнення вакууму 104 мм.рт.ст. нагрівали до температури Т 1=900 оС і стискували постійним зусиллям, яке забезпечує тиск Рзв=8,0МПа. Потім знижували температуру до Т2=500°С зі швидкістю 2°С/с. По дося гненні Т 2 підви щували температур у з тією ж швидкістю до Т1 і так три цикли (фіг.5). В останньому циклі нагрівали деталі до температури Т3 = 950 °С. При даній температурі витримували деталі протягом 700с, після чого охолоджували у вакуумній камері. Механічні випробування зварних з'єднань показали стабільні результати по міцності (не менші міцності міді М1). Границя міцності при розтягуванні складала не менше s в =240МПа. Руйнування відбувалося по міді М1. Вивчення мікроструктури показало високу якість з'єднання (фіг.6). Для порівняння здійснювали зварювання за схемою прототипу при наступних параметрах: температура Т=1000°С, стискувальне з уси лля , що за безпе чує тиск Рз в= 10 ,0 МП а, час з вар ювання t=10 00c. Механічні випробування зварних з'єднань показали, що границя міцності s в =110...180МПа. при розтягуванні склала Руйн ування відбувалося по зварному шву. Використання винаходу в порівнянні з відомим способом дозволяє інтенсифікувати процес дифузійного зварювання, підвищити міцність зварного з'єднання на 5...15%, знизити величину зварювальних деформацій шляхом з осере джен ня де форма ці й в з оні к он так ту, ви бі рко во зниз и ти о дин з па рам е трі в з вар юван ня (тем пе ра тур у, ти ск , час) і п і дви щи ти як і сть зварювання. При цьому відсутня необхідність у застосуванні додаткового устаткування, а також можливо з'єднувати деталі різноманітної форми. 5 81583 6
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of diffusion welding of materials
Автори англійськоюKvasnytskyi Viktor Viacheslavovych, Matviienko Maksym Valentynovych, Yermolaiev Hennadii Volodymyrovych, Kvasnytskyi Viacheslav Fedorovych, Buhaienko Borys Vasyliovych, Voloshyn Valerii Yuriiovych
Назва патенту російськоюСпособ диффузионной сварки материалов
Автори російськоюКвасницкий Виктор Вячеславович, Матвиенко Максим Валентинович, Ермолаев Геннадий Владимирович, Квасницкий Вячеслав Федорович, Бугаенко Борис Васильевич, Волошин Валерий Юрьевич
МПК / Мітки
МПК: B23K 20/14
Мітки: матеріалів, спосіб, зварювання, дифузійного
Код посилання
<a href="https://ua.patents.su/3-81583-sposib-difuzijjnogo-zvaryuvannya-materialiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб дифузійного зварювання матеріалів</a>
Спосіб дифузійного зварювання матеріалів
Номер патенту: 23414
Опубліковано: 25.05.2007
Автори: Бугаєнко Борис Васильович, Єрмолаєв Геннадій Володимирович, Квасницький Віктор Вячеславович, Волошин Валерій Юрійович, Квасницький Вячеслав Федорович, Матвієнко Максим Валентинович
МПК: B23K 20/14
Мітки: зварювання, матеріалів, дифузійного, спосіб
Формула / Реферат:
1. Спосіб дифузійного зварювання матеріалів, при якому проводять нагрів з'єднуваних деталей до температури зварювання, їх стиснення і витримку при заданих умовах, який відрізняється тим, що в процесі зварювання створюють циклічне зниження та підвищення температури.2. Спосіб за п. 1, який відрізняється тим, що кількість циклічних знижень та підвищень температури, а також кількісний розмір циклування вибирають в залежності від...
Спосіб дифузійного зварювання металів
Номер патенту: 79181
Опубліковано: 25.05.2007
Автори: Половинко Володимир Дмитрович, Вовченко Олександр Іванович, Юрченко Євген Степанович
МПК: B23K 31/02
Мітки: спосіб, дифузійного, зварювання, металів
Формула / Реферат:
Спосіб дифузійного зварювання металів, який включає стискання деталей, що зварюються, нагрів до температури зварювання і витримку протягом часу, необхідного для одержання міцного з'єднання, який відрізняється тим, що після стискання деталей по черзі через кожну деталь уздовж зони зварювання пропускають серію імпульсів однополярного струму чи імпульсів змінного струму амплітудною щільністю
Спосіб дифузійного зварювання графітових виробів усатюка
Номер патенту: 36935
Опубліковано: 16.04.2001
Автор: Усатюк Дмитро Андрійович
МПК: B23K 20/16
Мітки: графітових, дифузійного, зварювання, виробів, усатюка, спосіб
Текст:
...молібденовій підставці 3 встановлюють зварювану графітову деталь 4, яка одночасно є графітовим нагрівачем вакуумної електропечі. В камері 1 розташовані теплові екрани 5 та підключено балон з аргоном 6 через натікач 7 з натікачем 8 для напуску повітря та форвакуумний насос 9 через затвор 10. Графітова деталь 4 складається з двох складових частин - робочої частини 11 та несучої частини 12, зварний шов 13. Для виключення забруднення...
Спосіб ультразвукового зварювання полімерних матеріалів
Номер патенту: 45437
Опубліковано: 15.04.2002
Автори: Кораб Георгій Миколайович, Шкарлупа Петро Іванович, Нестеренко Микола Петрович
МПК: B29C 65/08, B23K 20/10
Мітки: полімерних, спосіб, ультразвукового, матеріалів, зварювання
Формула / Реферат:
Спосіб ультразвукового зварювання полімерних матеріалів, який включає прикладення до з'єднуваних матеріалів статичного зусилля, пропускання ультразвуку, вимірювання електричної потужності, що споживається акустичною системою, і автоматичне вимикання ультразвуку, який відрізняється тим, що автоматичне вимикання ультразвуку проводять у момент закінчення стадії стабілізації електричної потужності і початку її зростання.
Спосіб зварювання плівок із полімерних матеріалів та пристрій для його здійснення
Номер патенту: 72386
Опубліковано: 15.02.2005
Автори: Крамаренко Лариса Миколаївна, Фесенко Олександр Михайлович
МПК: B29C 65/02
Мітки: зварювання, спосіб, матеріалів, пристрій, плівок, полімерних, здійснення
Формула / Реферат:
1. Спосіб зварювання плівок із полімерних матеріалів, який включає контакт з'єднуваних поверхонь, їх стискання та нагрів за допомогою зварювального електрода, який відрізняється тим, що нагрів з'єднуваних поверхонь проводять за допомогою постійно нагрітого до температури 156-158 °С зварювального електрода, а стискання - з силою 5-6 МПа протягом 3,7-4 сек.2. Пристрій для зварювання плівок із полімерних матеріалів, який включає раму з...
Попередній патент: Відцентрова ливарна машина
Наступний патент: Епоксидно-кремнієорганічна композиція для захисних покриттів
Випадковий патент: Газотурбінний двигун, який працює на бідному газовому паливі