Верстат струнного різання термоелектричних матеріалів
Номер патенту: 82912
Опубліковано: 26.05.2008
Автори: Сатиго Андрій Володимирович, Анатичук Лук'ян Іванович
Формула / Реферат
1. Верстат струнного різання термоелектричних матеріалів на основі станини, гідростанції, кареток з різальним інструментом, керуючими і контролюючими елементами, який відрізняється тим, що додатково містить сервоприводи підйому-опускання столів з кристалами термоелектричного матеріалу та гідростатичні напрямні з рідинним тертям, виконані із можливістю забезпечення зворотно-поступального руху кареток з різальним інструментом.
2. Верстат струнного різання за п. 1, який відрізняється тим, що напрямна циліндричної форми по периметру своєї бічної поверхні містить посередині кільцевий канал, з'єднаний з одного боку радіально з центральним осьовим внутрішнім отвором до половини своєї довжини, з другого - із зовнішніми поверхневими гвинтовими канавками малого перерізу з великим кроком.
3. Верстат струнного різання за п. 1, який відрізняється тим, що на двох здвоєних напрямних розташовані дві каретки із чотирма різальними інструментами та столами для кріплення термоелектричного матеріалу, який розрізається.
4. Верстат струнного різання за п. 1, який відрізняється тим, що початок та закінчення процесу розрізання термоелектричного матеріалу керується та автоматично контролюється за допомогою сервоприводів підйому-опускання столів.
5. Верстат струнного різання за п. 1, який відрізняється тим, що різальний інструмент складається з рамки із намотаним дротом, бічна сторона якої містить два фіксуючих отвори, а робоча - пази з кроком, який обумовлює розмір термоелектричних заготовок, що розрізуються, при цьому ширина кроку пазів дорівнює діаметру, а глибина - 1,5 діаметра дроту, що застосовується для розрізання.
6.Верстат струнного різання за п. 1, який відрізняється тим, що механізм подачі заготовок складається з стола, суміщеного з циліндричною напрямною, протилежний кінець якої містить протиповоротний вузол з гідроциліндром подачі стола, що діє через пружний елемент.
7. Верстат струнного різання за п. 5, який відрізняється тим, що різальна поверхня дроту містить шар із суміші алмазного порошку та елементів перехідної групи таблиці Менделєєва, які нанесені методом електролізу.
Текст
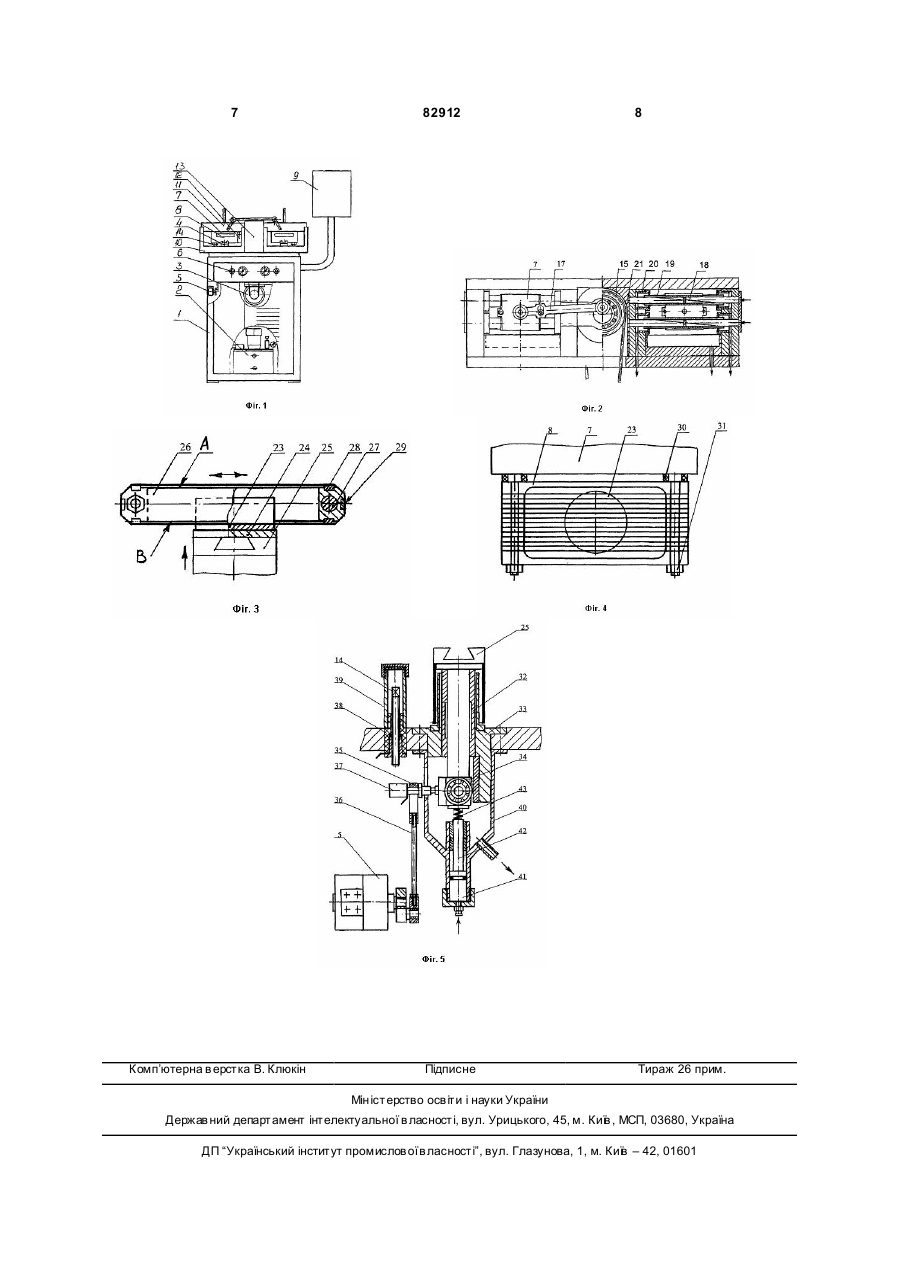
1. Верстат струнного різання термоелектричних матеріалів на основі станини, гідростанції, кареток з різальним інструментом, керуючими і контролюючими елементами, який відрізняється тим, що додатково містить сервоприводи підйомуопускання столів з кристалами термоелектричного матеріалу та гідростатичні напрямні з рідинним тертям, виконані із можливістю забезпечення зворотно-поступального руху кареток з різальним інструментом. 2. Верстат струнного різання за п. 1, який відрізняється тим, що напрямна циліндричної форми по периметру своєї бічної поверхні містить посередині кільцевий канал, з'єднаний з одного боку раді C2 2 (11) 1 3 82912 застосування стиснутого повітря, великим споживанням електроенергії та супроводжується надмірним шумом. Він також не дозволяє автоматично контролювати глибину різу та не забезпечує повернення столів з кристалами після закінчення процесу розрізання у ви хідне положення. Тому досить актуальним є завдання створення станка струнної різки з підвищеним виходом придатної продукції, відсутністю потреби використання стиснутого повітря, економічністю та можливістю автоматичного контролю глибини різу при підвищеній експлуатаційній зручності. Вказане завдання розв'язуються тим, що станок струнної різки термоелектричних матеріалів на основі станини, гідростанції, кареток з ріжучим інструментом, керуючими та контролюючими елементами містить сервоприводи підйому-опускання столів з кристалами, при цьому зворотнопоступальний рух кареток з ріжучим інструментом забезпечується гідростатичними направляючими з рідинним тертям. Відповідність критерію "новизна" запропонованому пристрою забезпечує та обставина, що заявлена сукупність ознак не міститься ні в одному з об'єктів існуючого рівня техніки. У винаході запропоновано принципово нове рішення для станків струнної різки термоелектричних матеріалів на основі станини, гідростанції, кареток з ріжучим інструментом, керуючими і контролюючими елементами, які містять сервоприводи підйому-опускання столів з кристалами, при цьому зворотно-поступальний рух кареток з ріжучим інструментом забезпечується гідростатичними направляючими з рідинним тертям. Тому ознака містить сервоприводи підйому-опускання столів, що розрізаються, при цьому зворотнопоступальний рух кареток з ріжучим інструментом забезпечується гідростатичними направляючими з рідинним тертям - забезпечує заявленому пристрою необхідний "винахідницький рівень". Промислове використання запропонованої винаходу не вимагає спеціальних технологій, конструкцій і матеріалів. Його реалізація можлива на існуючих підприємствах машинобудівного та приладобудівного напрямків. На Фіг.1 представлено схематичну конструкцію запропонованого станка струнної різки, на Фіг.2 блок приводу кареток з ріжучим інструментом, на Фіг.3, 4, Фіг.5 - вузли кріплення ріжучого інструмента та обробки кристалів, на Фіг.5 - механізм подачі стола з кристалами, що розрізаються. Запропонований станок струнної різки складається (Фіг.1) з станини 1 із сталі; гідростанції 2 типу С48-14М, що призначена для подавання змащувальної рідини у необхідні вузли станка, головного приводу 3 на основі трьохфазного електродвигуна типу МТ63-32; чотирьох механізмів подачі з гідроприводами; сервоприводів підйомуопускання 5 на основі електродвигунів РД-09; регуляторів тиску 6 у гідравлічній системі, двох кареток 7; чотирьох ріжучих інструментів 8 у вигляді рамок з намотаним дротом, на який нанесено алмазне абразивне покриття; пульту керування та контролю 9, піддону 10, захисної кришки 11 із ста 4 лі, захисного кутника 12, кожуха 13 і мікрогвинтів 14. Привід ріжучих інструментів складається (Фіг.2) з кривошипа 15, який суміщений з зубчатим шківом 21, кареток 7, які з'єднані з шатунами 17 і гідростатичними направляючими 18 з рідинним тертям, що розташовані у захисних екранах 19 та карманах 20 для збирання відпрацьованого рідкого мастила. Направляючі 18 являють собою (Фіг.2) два високоточних циліндричних стержня із високоміцної сталі, бокові поверхні яких характеризуються малою шорсткістю (Ra £ 0,032). Із сторони однієї з торцевих граней цих стержнів, до половини їх довжини, виконані центральні осьові отвори. Зовнішня бокова поверхня кожного стержня в його центральній частині має кільцевий канал. За допомогою радіальних отворів малого діаметра цей канал з'єднаний з однієї сторони з центральним осьовим отвором направляючої 18, а з другої - із розташованими під кутом 120° трьома зовнішніми гвинтовими канавками малого перерізу звеликим кроком, які розташовані на її бічній поверхні. Каретка 7, що переміщується по цих направляючих (Фіг.2), виконана з алюмінієвого сплаву у вигляді паралелепіпеда з двома високоточними паралельними отворами з тонкостінними високонадійними втулками, що, в свою чергу, з дво х сторін містять захисні екрани 19. Перпендикулярно цим отворам на каретці розташовані допоміжні посадочні стержні, на яких фіксуються ріжучі інструменти. Зворотно-поступальне переміщення кареток 7 по здвоєних циліндричних направляючих 18 здійснюється при наявності рідинного тертя. Воно забезпечується шляхом примусової подачі масла через центральний отвір направляючих 18, а далі радіальних отворів, центрального каналу та трьох гвинтових канавок, що розташовані на їх бічних поверхнях. При цьому, переріз маслопідвідних канавок забезпечує тиск мастила порядку 4 Бар з затратою 30-40мл/хв. Змащувальний інгредієнт, який подається у центральний отвір направляючих 18, поступає на їх бічн у поверхню і створює тонку змащувальну плівку між ними та втулками каретки 7 і далі по масловивідних канавках виводиться по внутрішніх порожнинах захисних екранів 19 у маслоприймальні кармани 20 з фторопластовими манжетами. Змащувальні зазори, які утворюються між направляючими 18 та втулками кареток 7, при цьому складають 0,015-0,02мм. Це забезпечує необхідну жорсткість системи, високу точність і плоско-паралельність переміщення кареток 7 з ріжучим інструментом. Далі з цих карманів масло перетікає в приймальний фільтр гідравлічної станції 2. Вузол обробки кристалів складається (Фіг.3, Фіг.4) з рамки 8 з намотаною ріжучою проволокою, закріпленою до каретки 7, кристалу 23, який розрізається, підкладки 24 і стола 25. Основою ріжучого інструмента є рамка 26, виконана з міцного алюмінієвого сплаву із захисним електроізоляційним, хімічно стійким покриттям. Для встановлення на направляючі штирі 27 каретки 7 ця рамка містить два точних отвори, парале 5 82912 льно яким на поверхнях А та В розташовано пази для встановлення розмірних планок 28, які виготовляються з алюмінієвих або титанових сплавів. На робочій стороні цих планок містяться пази з кроком, який обумовлює розмір термоелектричних заготовок, що нарізуються. При цьому, ширина кроку дорівнює діаметру, а глибина - 1,5 діаметра дроту, що застосовується для розрізання. На бічних поверхнях рамки 26 також розташовані пази для встановлення електроконтактних планок 29 з латуні з різьбовими отворами для кріплення проволоки. Вольфрамова проволока, яка намотується на рамку 26, укладається в пази розмірних планок 28, кінці яких закріплюється за допомогою гвинтів електроконтактних планок 29. Попередньо на поверхню цієї проволоки методом електролізу наноситься шар із суміші алмазного порошку дрібної фракції і елементів перехідної групи таблиці Менделєєва - кобальт, нікель, хром, залізо, ванадій та інших. Намотка такої проволоки здійснюється на установці, що містить вузли натягу, який складається з високомоментного електродвигуна і стабілізованого джерела струму та кріплення рамки з муфтою з одностороннім обертанням. Далі рамка 8 з намотаною проволокою встановлюється на направляючі штирі 27 кареток 7 з пружними втулками 30. Регулювання паралельності руху струн ріжучого інструмента напрямку руху кареток 7 здійснюється за допомогою розмірної шкали окуляра мікроскопа при ручному переміщенні кареток за допомогою гайок Зів межах пружності втулок 30. Ме ханізм подачі заготовок - термоелектричних матеріалів - у зону різу містить (Фіг.5) стіл 25, суміщений з циліндричною направляючою, що виконана з високоміцної сталі. На протилежному кінці направляючої міститься противоповоротний вузол 34 з віссю 35, за допомогою якої тяга 36 сервоприводу 5 опускає стіл 25 у вихідне положення, що знаходиться внизу. На кінці осі 35 насаджена циліндрична втулка 37, яка виконує функції упору. Мікрогвинт 14, що виконаний з бронзи з нікелевим покриттям, встановлюється на станині 1 електроізоляційної втулки 38. Верхня частина цього мікрогвинта захищена кожухом 39 з різьбовою пробкою, що призначена для захисту від попадання води та продуктів різання. Нижня частина стола 25 з противоповоротним вузлом 34 закрита кожухом 40, в якому також знаходиться і гідроциліндр його подачі, який складається з поршня 41 з дренажним жиклером, і штока 42, що має можливість переміщення у своїй направляючій втулці. Шток 42 діє на стіл через пружний елемент (пружину) 43, що забезпечує пружний контакт заготовки, яка розрізається, з інструментом. Запропонований станок струнної різки працює наступним чином. Підкладка 24 з кристалом 23, який приклеєний до неї за допомогою суміші на основі каніфолі та воску, кріпиться до стола 25. Рамка 8 з ріжучою проволокою виставляється відповідним чином відносно кристалу. Далі у зону різу кристалу 23 включають подачу охолоджуючої рі 6 дини. За допомогою головного приводу запускають механізм руху каретки 7 з рамкою 8, а з допомогою сервоприводів 5 - механізм підйому столів 25 з кристалами 23. По закінченню процесу розрізання кристалів на пластини чи гілки столи за допомогою сервоприводів 5 автоматично повертаються у ви хідне положення. Серво-приводи 5, разом з підйомом та опусканням столів, також дозволяють проводити безпосередній контроль (за допомогою пульту 9) як процесу різу кристалу, так і керування його якістю. Ме ханізм подачі стола працює так. Масло з гідростанції 2 під тиском 4 ¸ 4,5 Бар через регулятор тиску 6 подається в гідроциліндр механізму подачі 4. поршень 41, переміщуючись вгору, давить на шток 42, який, в свою чергу, через пружину 43 діє на направляючу стола 25. регулювання сили притискання зразків, які розрізаються, до інструмента здійснюється за допомогою регуляторів тиску 6 і контролюється візуально по високоточному манометру. Сервомеханізм 5, повільно переміщуючи тягу 36 вгор у, звільняє стіл 25, який під дією штока 42 та поршня 41 плавно подається вгору до зіткнення зі струнами інструмента. Сервомеханізм продовжує переміщувати тягу у вер хнє положення, при цьому серга, яка має паз, звільняє хід осі 35 на максимально можливий хід стола 25. Глибина врізання встановлюється при допомозі мікрогвинта 14, в який упирається втулка 37 при досягненні цієї глибини. При цьому поступає команда на Сервомеханізм, який переміщуючи тягу 36, плавно виводить розрізану заготовку із зони різу і повертає стіл 25 у ви хідне (нижнє) положення. Застосування запропонованих гідростатичних направляючих 18 разом із захисними екранами 19 та карманами 20 при безперервній подачі рідини типу мастила 1/30-А забезпечує високу швидкість різу термоелектричних матеріалів при малому розкиді їх заданих геометричних розмірів. Дослідний зразок запропонованого станка випробовувався при різі кристалів твердих розчинів Bi-Te-Se-Sb на пластини та гілки. Проведені випробування показали, що його продуктивність складає 28800 штук гілок розміром 1.4 ´ 1.4 ´ 1.5мм в годину. Глибина порушеного шару поверхонь різу при цьому не перевищувала 10-25мкм, а точність різу складала ± 0,02мм. Станок зручний в експлуатації, економний по споживанню електроенергії (0,7кВт), не потребує великих матеріальних затрат в умовах серійного виробництва. Література 1. Бочкин О.И, Брук В.А., НикифороваДенисова С.Н. Механическая обработка полупроводниковых материалов. - Москва: Высшая школа, 1983. - 88 с. 2. Запаров С.Ф., Сатыго А.В. О влиянии различных способов резки Ві 2Те3 на свойства термоэлектрических модулей охлаждения // Термоэлектричество, №4. - 2002. -57с. 7 Комп’ютерна в ерстка В. Клюкін 82912 8 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMachine for string cutting thermoelectric material
Автори англійськоюAnatychuk Lukian Ivanovych, Satyho Andrii Volodymyrovych
Назва патенту російськоюСтанок струнного резания термоэлектрического материала
Автори російськоюАнатичук Лукьян Иванович, Сатиго Андрей Владимирович
МПК / Мітки
МПК: B28D 5/04, H01L 21/461, H01L 21/475
Мітки: матеріалів, різання, струнного, термоелектричних, верстат
Код посилання
<a href="https://ua.patents.su/4-82912-verstat-strunnogo-rizannya-termoelektrichnikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Верстат струнного різання термоелектричних матеріалів</a>
Дріт для струнного різання матеріалів
Номер патенту: 12658
Опубліковано: 15.02.2006
Автори: Петряков Володимир Олексійович, Кравецький Михайло Юрійович, Фомін Олександр Володимірович
МПК: B26D 1/01, H01L 21/70
Мітки: дріт, матеріалів, різання, струнного
Формула / Реферат:
Дріт для струнного різання матеріалів, що використовується як різальний інструмент, виконаний із зносостійкого металу або сплаву, який відрізняється тим, що він виконаний у вигляді канатика, сплетеного з декількох одножильних дротів.
Електроліт для електрохімічного струнного різання сплавів nimnga
Номер патенту: 12213
Опубліковано: 16.01.2006
Автори: Главацька Надія Іванівна, Ворощенко Андрій Тарасович, Фомін Олександр Володимірович, Петряков Володимир Олексійович
МПК: B23H 3/00
Мітки: nimnga, електроліт, електрохімічного, різання, струнного, сплавів
Формула / Реферат:
Електроліт для електрохімічного струнного різання сплавів NiMnGa, що містить водний розчин неорганічних солей, який відрізняється тим, що він містить водний розчин нітрату калію в кількості 1-3 мас. % і хлорату калію в кількості 0,05-1 мас. %.
Абразивний верстат з автоматичною заміною інструмента для різання радіоактивних матеріалів
Номер патенту: 45081
Опубліковано: 15.03.2002
Автори: Пількевич Сергій Миколайович, Хоролець Василь Петрович, Бурсов Генадій Володимирович, Ткаченко Віктор Максимович, Карпачов Юрій Андрійович
МПК: B23Q 3/155, G21F 9/28
Мітки: верстат, абразивний, радіоактивних, матеріалів, інструмента, заміною, різання, автоматичною
Формула / Реферат:
1. Абразивний верстат з автоматичною заміною інструмента для різання радіоактивних матеріалів, що містить інструментальний магазин, механізм закріплення інструмента і шпиндельну головку з інструментом, який відрізняється тим, що верстат обладнаний герметичним робочим баком з кришкою, всередині якого розташовані маніпулятор заміни інструмента, модуль інструмента і дощувальна установка для дезактивації робочого бака, при цьому модуль...
Натяжний пристрій струнного маяка для обробних робіт
Номер патенту: 20790
Опубліковано: 15.02.2007
Автори: Другов Володимир Васильович, Другов Олексій Володимирович
МПК: E04F 21/00
Мітки: натяжний, робіт, пристрій, маяка, обробних, струнного
Формула / Реферат:
1. Натяжний пристрій струнного маяка для обробних робіт, що містить корпус, опорний елемент, механізм блокування, привід, засіб намотування струни, який відрізняється тим, що механізм блокування виконаний у вигляді черв'ячної передачі, а в корпусі виконані засоби кріплення до поверхні установки.2. Натяжний пристрій струнного маяка для обробних робіт за п. 1, який відрізняється тим, що має захисний кожух.
Натяжний пристрій струнного маяка для обробних робіт
Номер патенту: 20789
Опубліковано: 15.02.2007
Автори: Другов Володимир Васильович, Другов Олексій Володимирович
МПК: E04F 21/00
Мітки: обробних, натяжний, струнного, маяка, пристрій, робіт
Формула / Реферат:
1. Натяжний пристрій струнного маяка для обробних робіт, що містить корпус, опорний елемент, механізм блокування, привід, засіб намотування струни, який відрізняється тим, що механізм блокування виконаний у вигляді храпового механізму, а в корпусі виконані засоби кріплення до поверхні установки.2. Натяжний пристрій струнного маяка для обробних робіт за п. 1, який відрізняється тим, що має захисний кожух.
Попередній патент: Краплинний дозатор для введення присадок
Наступний патент: Сенсор теплового потоку
Випадковий патент: Спосіб одержання мінеральної води типу "нафтуся"