Спосіб швидкісного розрізання прокату та пристрій для його здійснення
Номер патенту: 85249
Опубліковано: 12.01.2009
Формула / Реферат
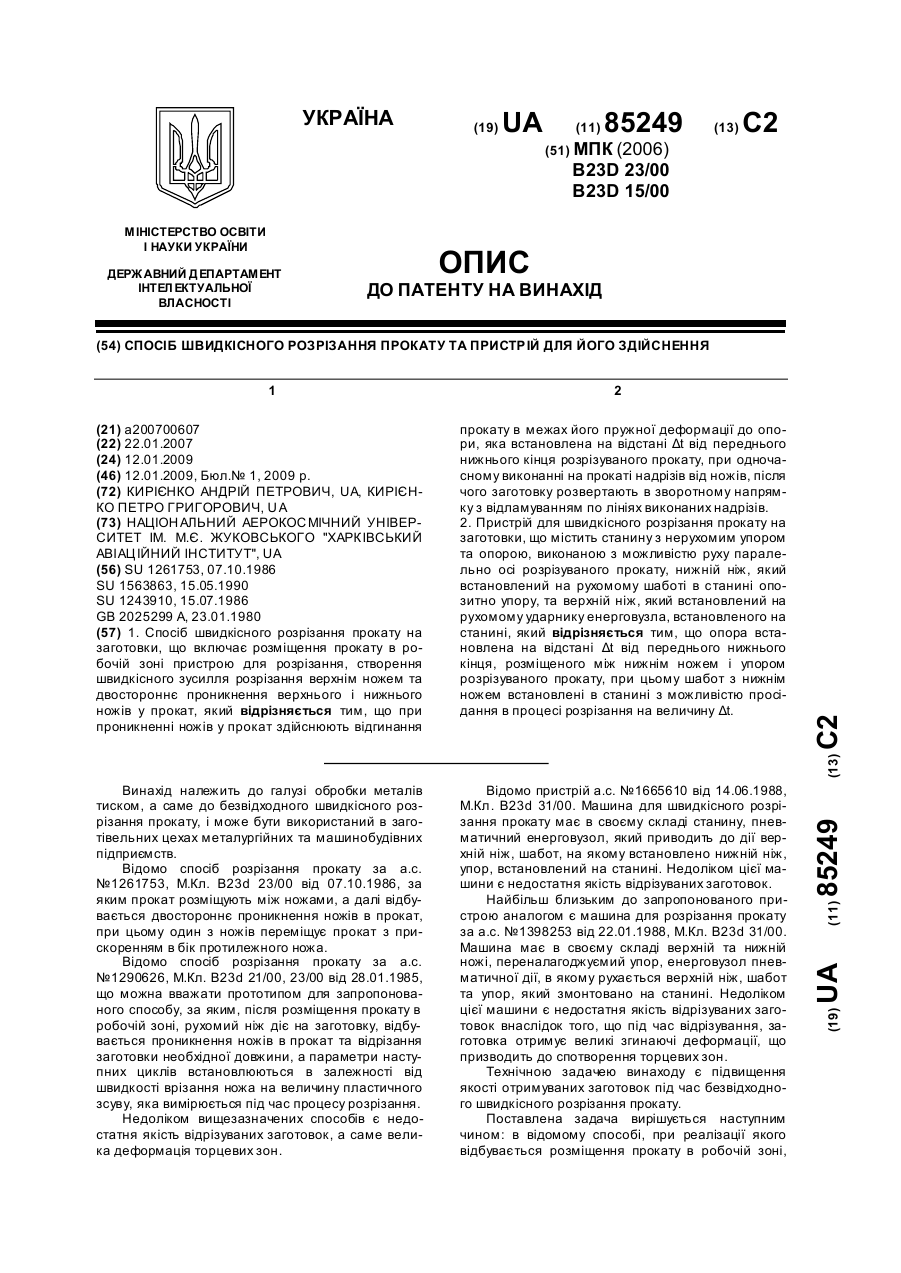
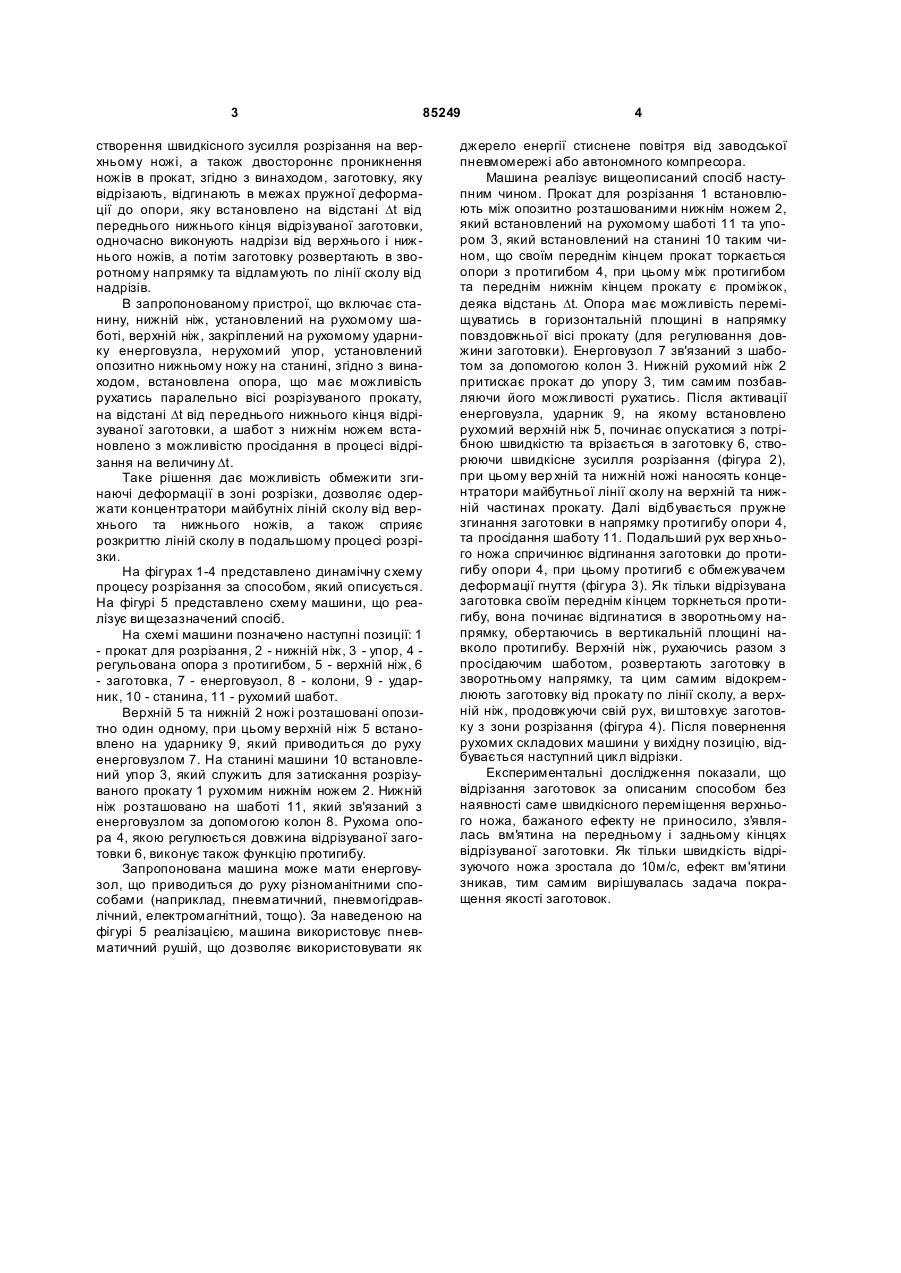
1. Спосіб швидкісного розрізання прокату на заготовки, що включає розміщення прокату в робочій зоні пристрою для розрізання, створення швидкісного зусилля розрізання верхнім ножем та двостороннє проникнення верхнього і нижнього ножів у прокат, який відрізняється тим, що при проникненні ножів у прокат здійснюють відгинання прокату в межах його пружної деформації до опори, яка встановлена на відстані Δt від переднього нижнього кінця розрізуваного прокату, при одночасному виконанні на прокаті надрізів від ножів, після чого заготовку розвертають в зворотному напрямку з відламуванням по лініях виконаних надрізів.
2. Пристрій для швидкісного розрізання прокату на заготовки, що містить станину з нерухомим упором та опорою, виконаною з можливістю руху паралельно осі розрізуваного прокату, нижній ніж, який встановлений на рухомому шаботі в станині опозитно упору, та верхній ніж, який встановлений на рухомому ударнику енерговузла, встановленого на станині, який відрізняється тим, що опора встановлена на відстані Δt від переднього нижнього кінця, розміщеного між нижнім ножем і упором розрізуваного прокату, при цьому шабот з нижнім ножем встановлені в станині з можливістю просідання в процесі розрізання на величину Δt.
Текст
1. Спосіб швидкісного розрізання прокату на заготовки, що включає розміщення прокату в робочій зоні пристрою для розрізання, створення швидкісного зусилля розрізання верхнім ножем та двостороннє проникнення верхнього і нижнього ножів у прокат, який відрізняється тим, що при проникненні ножів у прокат здійснюють відгинання C2 1 3 85249 створення швидкісного зусилля розрізання на верхньому ножі, а також двостороннє проникнення ножів в прокат, згідно з винаходом, заготовку, яку відрізають, відгинають в межах пружної деформації до опори, яку встановлено на відстані Dt від переднього нижнього кінця відрізуваної заготовки, одночасно виконують надрізи від верхнього і нижнього ножів, а потім заготовку розвертають в зворотному напрямку та відламують по лінії сколу від надрізів. В запропонованому пристрої, що включає станину, нижній ніж, установлений на рухомому шаботі, верхній ніж, закріплений на рухомому ударнику енерговузла, нерухомий упор, установлений опозитно нижньому ножу на станині, згідно з винаходом, встановлена опора, що має можливість рухатись паралельно вісі розрізуваного прокату, на відстані Dt від переднього нижнього кінця відрізуваної заготовки, а шабот з нижнім ножем встановлено з можливістю просідання в процесі відрізання на величину Dt. Таке рішення дає можливість обмежити згинаючі деформації в зоні розрізки, дозволяє одержати концентратори майбутніх ліній сколу від верхнього та нижнього ножів, а також сприяє розкриттю ліній сколу в подальшому процесі розрізки. На фігурах 1-4 представлено динамічну схему процесу розрізання за способом, який описується. На фігурі 5 представлено схему машини, що реалізує ви щезазначений спосіб. На схемі машини позначено наступні позиції: 1 - прокат для розрізання, 2 - нижній ніж, 3 - упор, 4 регульована опора з протигибом, 5 - верхній ніж, 6 - заготовка, 7 - енерговузол, 8 - колони, 9 - ударник, 10 - станина, 11 - рухомий шабот. Верхній 5 та нижній 2 ножі розташовані опозитно один одному, при цьому верхній ніж 5 встановлено на ударнику 9, який приводиться до руху енерговузлом 7. На станині машини 10 встановлений упор 3, який служить для затискання розрізуваного прокату 1 рухомим нижнім ножем 2. Нижній ніж розташовано на шаботі 11, який зв'язаний з енерговузлом за допомогою колон 8. Рухома опора 4, якою регулюється довжина відрізуваної заготовки 6, виконує також функцію протигибу. Запропонована машина може мати енерговузол, що приводиться до руху різноманітними способами (наприклад, пневматичний, пневмогідравлічний, електромагнітний, тощо). За наведеною на фігурі 5 реалізацією, машина використовує пневматичний рушій, що дозволяє використовувати як 4 джерело енергії стиснене повітря від заводської пневмомережі або автономного компресора. Машина реалізує вищеописаний спосіб наступним чином. Прокат для розрізання 1 встановлюють між опозитно розташованими нижнім ножем 2, який встановлений на рухомому шаботі 11 та упором 3, який встановлений на станині 10 таким чином, що своїм переднім кінцем прокат торкається опори з протигибом 4, при цьому між протигибом та переднім нижнім кінцем прокату є проміжок, деяка відстань Dt. Опора має можливість переміщуватись в горизонтальній площині в напрямку повздовжньої вісі прокату (для регулювання довжини заготовки). Енерговузол 7 зв'язаний з шаботом за допомогою колон 3. Нижній рухомий ніж 2 притискає прокат до упору 3, тим самим позбавляючи його можливості рухатись. Після активації енерговузла, ударник 9, на якому встановлено рухомий верхній ніж 5, починає опускатися з потрібною швидкістю та врізається в заготовку 6, створюючи швидкісне зусилля розрізання (фігура 2), при цьому вер хній та нижній ножі наносять концентратори майбутньої лінії сколу на верхній та нижній частинах прокату. Далі відбувається пружне згинання заготовки в напрямку протигибу опори 4, та просідання шаботу 11. Подальший рух вер хнього ножа спричинює відгинання заготовки до протигибу опори 4, при цьому протигиб є обмежувачем деформації гнуття (фігура 3). Як тільки відрізувана заготовка своїм переднім кінцем торкнеться протигибу, вона починає відгинатися в зворотньому напрямку, обертаючись в вертикальній площині навколо протигибу. Верхній ніж, рухаючись разом з просідаючим шаботом, розвертають заготовку в зворотньому напрямку, та цим самим відокремлюють заготовку від прокату по лінії сколу, а верхній ніж, продовжуючи свій рух, ви штовхує заготовку з зони розрізання (фігура 4). Після повернення рухомих складових машини у вихідну позицію, відбувається наступний цикл відрізки. Експериментальні дослідження показали, що відрізання заготовок за описаним способом без наявності саме швидкісного переміщення верхнього ножа, бажаного ефекту не приносило, з'являлась вм'ятина на передньому і задньому кінцях відрізуваної заготовки. Як тільки швидкість відрізуючого ножа зростала до 10м/с, ефект вм'ятини зникав, тим самим вирішувалась задача покращення якості заготовок. 5 85249 6 7 Комп’ютерна в ерстка А. Крулевський 85249 8 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device of high-speed cutting of rolled metal
Автори англійськоюKyriienko Andrii Petrovych, Kyriienko Petro Hryhorovych
Назва патенту російськоюСпособ скоростного разрезания проката и устройство для его осуществления
Автори російськоюКириенко Андрей Петрович, Кириенко Петр Григорьевич
МПК / Мітки
МПК: B23D 15/00, B23D 23/00
Мітки: пристрій, спосіб, прокату, здійснення, швидкісного, розрізання
Код посилання
<a href="https://ua.patents.su/4-85249-sposib-shvidkisnogo-rozrizannya-prokatu-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб швидкісного розрізання прокату та пристрій для його здійснення</a>
Спосіб відливання з металу заготовки перерізом, близьким до перерізу готового прокату, і пристрій для його здійснення
Номер патенту: 63011
Опубліковано: 15.01.2004
Автор: Урлау Ульріх
МПК: B22D 11/06
Мітки: готового, заготовки, близьким, здійснення, спосіб, перерізом, перерізу, прокату, металу, пристрій, відливання
Формула / Реферат:
1. Спосіб відливання прямокутних заготовок перерізом, близьким до перерізу готового прокату, з металу, зокрема із сталі, та наступного прокатування безперервно вилитої заготовки, з використанням ємності, що подає матеріал, через вихідне сопло якої подають розплавлений метал на верхню гілку стрічкового конвеєра, на якому він твердне і подається для подальшої деформації в прокатну кліть, що включає наступні операції:а) перед початком...
Спосіб термічної обробки профільованого прокату, пристрій для його здійснення та профільований прокат
Номер патенту: 34469
Опубліковано: 15.03.2001
Автори: Пойнтнер Петер, Мозер Альфред, Прскавец Георг
МПК: C21D 9/04
Мітки: прокат, спосіб, профільованого, обробки, пристрій, профільований, здійснення, прокату, термічної
Текст:
...тны х зерен или к образованию крупных зерен, что в конце концов может отрицательно влиять на свойства материапа Исходя из выровненного по прямой проката для образования мелкозернистой перлитной зоны поперечного сечения, равномерно установленной в продольном направлении, важным оказалось то, что прокат выдерживают и в ходе первой операции охлаждения равномерно (уравнительно) охлаждают до температуры ниже 860*С с одинаковой местной...
Спосіб реєстрації температури поверхні прокату та пристрій для його здійснення
Номер патенту: 939
Опубліковано: 15.12.1993
Автори: Бельский Олег Іванович, Брежнєв Леонід Іванович
Мітки: пристрій, реєстрації, поверхні, спосіб, прокату, здійснення, температури
Формула / Реферат:
1. Способ регистрации температуры поверхности проката, заключающийся в измерении и запоминании максимального значения прерываемого сигнала температуры излучения и регистрации температуры, отличающийся тем, что, с целью улучшения качества контроля нагрева металла для станов, работающих с одного подогрева в едином потоке металла с блюмингом, осуществляют идентификацию сигнала температуры поверхности конца прокатки посредством контроля...
Пристрій для розрізання рулонного матеріалу на заготовки
Номер патенту: 34156
Опубліковано: 15.02.2001
Автори: Харченко Ірина Василівна, Волчко Анатолій Іванович
МПК: B31B 1/14
Мітки: рулонного, заготовки, пристрій, матеріалу, розрізання
Текст:
...9 має дві ріжучі кромки. Пристрій працює наступним чином. Рулон матеріалу вста новлюється на рулоноутримувач 2 і через ролики З та 4 подається подаючими роликами 6 до різального меха нізму 5. При водні диски 11 обертаються синхронно і переміщують в направляючих 10 рухо мий ніж 9, який здійснює плоско-паралельний рух. При переміщен ні рухо мого ножа вверх, стрічка матеріалу 12 розрізається за допомогою ріжучих кромок верхнього нерухомого ножа...
Пристрій для розрізання полімерних матеріалів
Номер патенту: 938
Опубліковано: 16.07.2001
Автори: Свентицька Людмила Павлівна, Литовченко Петро Григорович
МПК: B26D 1/01
Мітки: матеріалів, пристрій, полімерних, розрізання
Формула / Реферат:
Пристрій для розрізання полімерних матеріалів, який мая станину, гідравлічний циліндр, головку з пластинчатим ножем та кнопки управління, який відрізняється тим, що ножова головка встановлена з можливістю коливання відносно своєї осі.
Попередній патент: Пристрій для виготовлення розплаву чавуну інжекцією дрібного вугілля у плавильний газогенератор і спосіб застосування цього пристрою
Наступний патент: Універсальна бездротова розподільна система
Випадковий патент: Дисковий робочий орган