Спосіб термічної обробки профільованого прокату, пристрій для його здійснення та профільований прокат

Текст
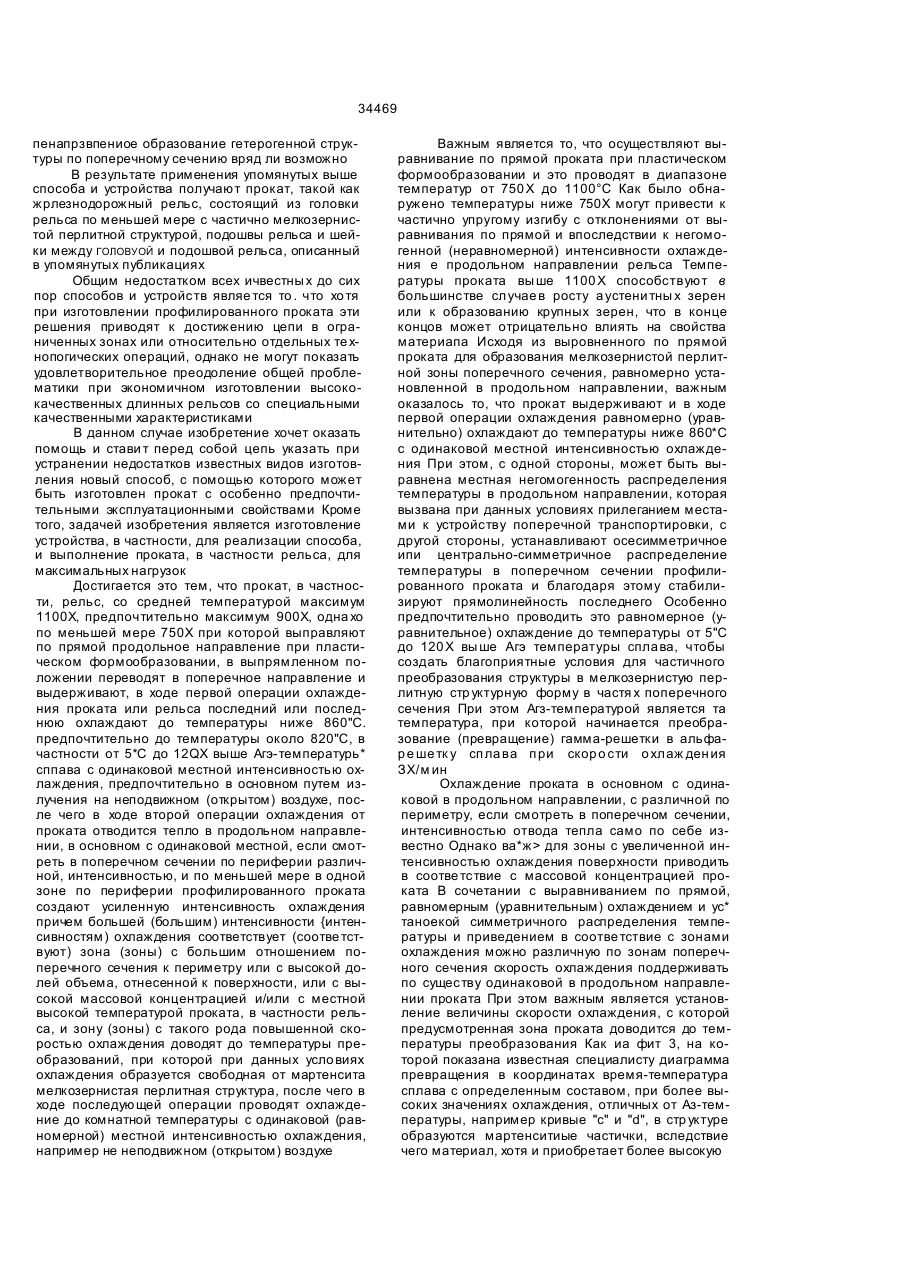
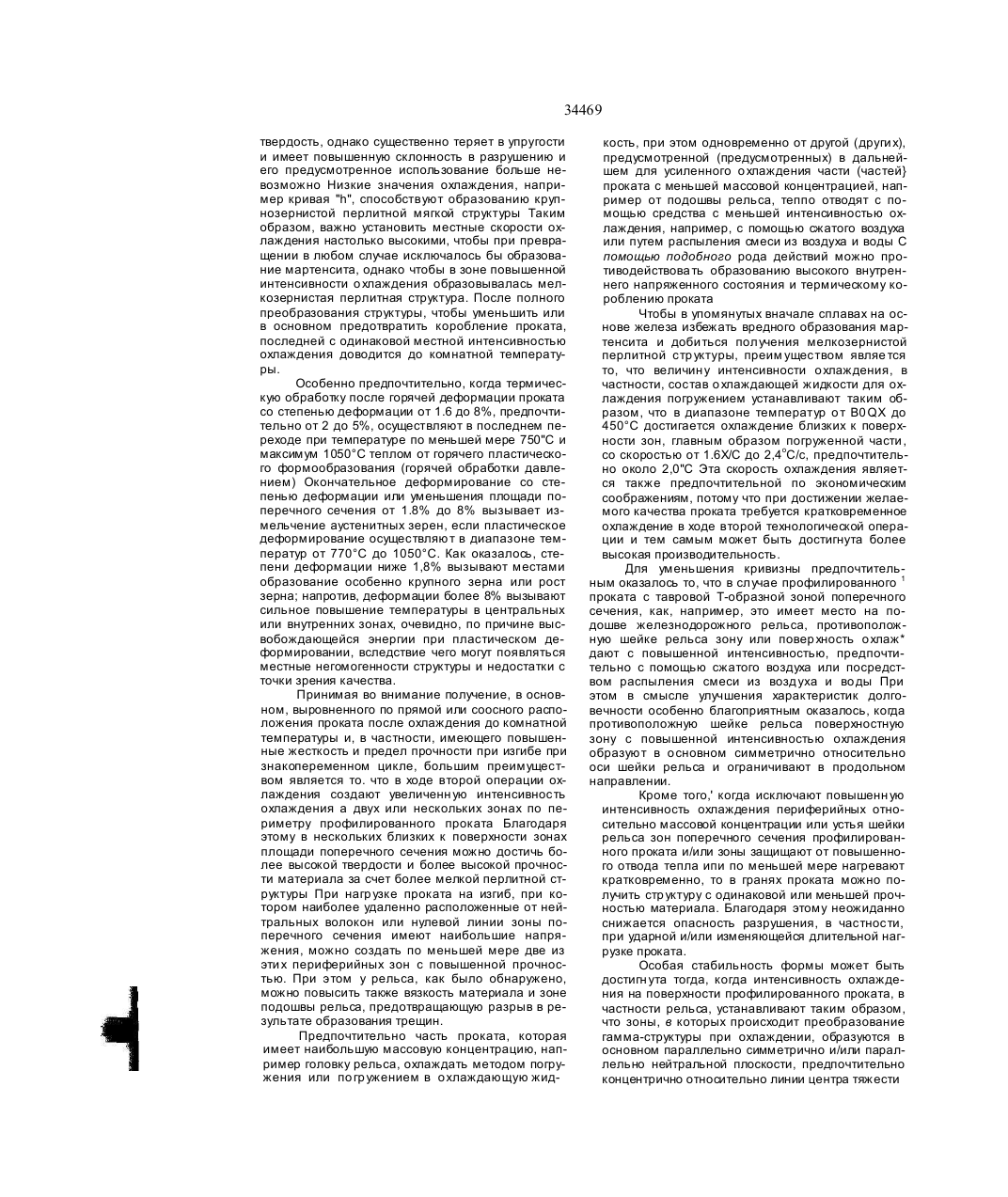
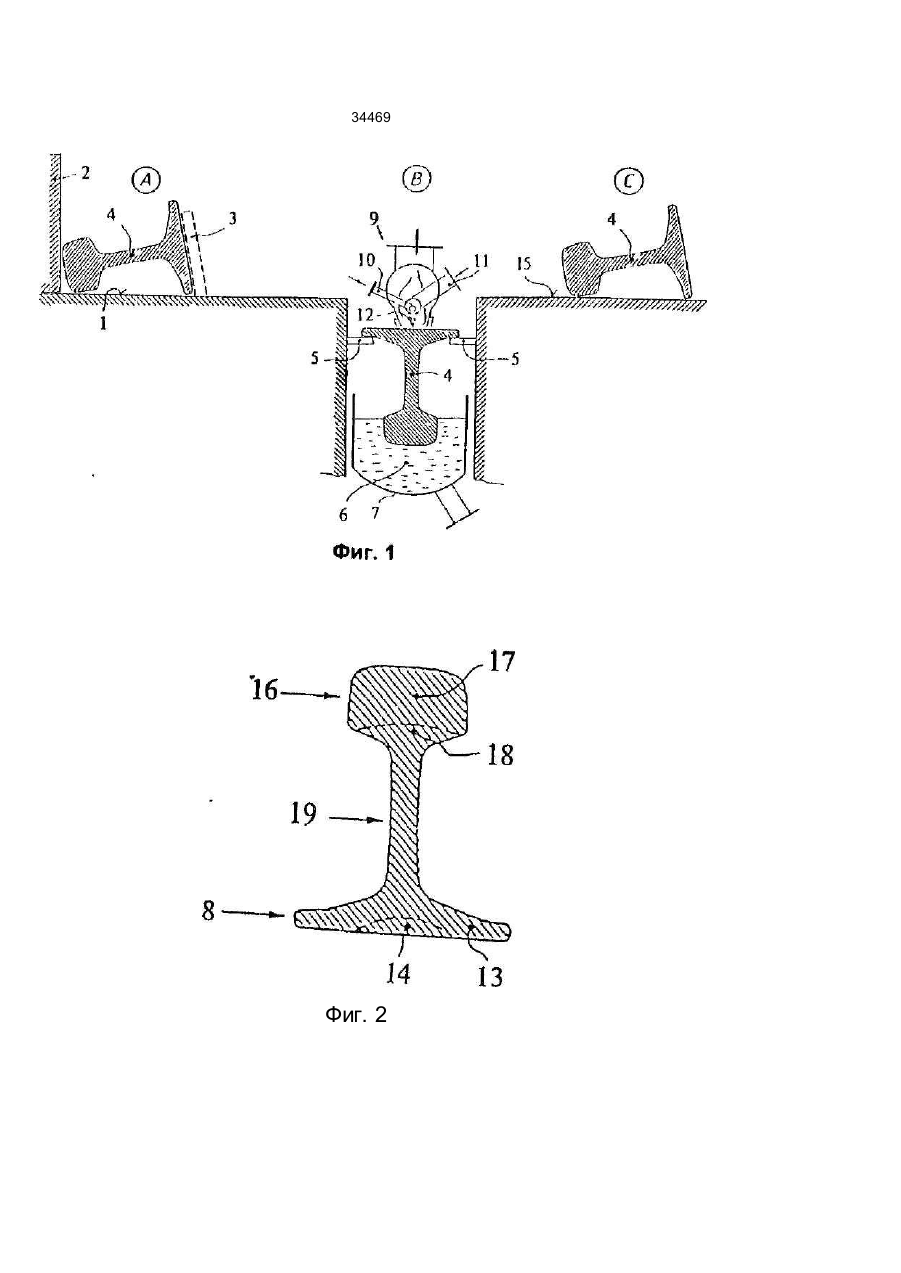
УКРАЇНА (19) 34469 из) С2 (51) 6C21D9/04 МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ ДЕРЖАВНИЙ ДЕПАРТАМЕНТ ІНТЕЛЕКТУАЛЬНОЇ ВЛАСНОСТІ ДО ПАТЕНТУ НА ВИНАХІД (54) СПОСІБ TEPMfVH Of ОБРОБКИ ПРОФШЬОВАНОГО ПРОКАТУ , ПРИСТРГЙ ДЛЯ ЙОГО ЗДІЙСНЕННЯ ТА ПРОФІЛЬОВАНИЙ ПРОКАТ (21)95062801 (22) 14 06 1995 (24) 15 03 2001 (31)А1431 /94 (32)09 07 1994 (33) AT * (46) 1503 2001 , Бюл № 2, 2001 р (72) Прскавец Георг (AT), Пойн тнер Пе тер (AT), Мозєр Альфред (AT) (73) ФОЄСТ-АЛЬПІНЕ ШИНЕН ГМБХ (AT) (56) Патент ФРГ № С4003363.1991 (57) 1 Способ термической обработки профили рованного проката, в частности жепезнодорожного рельса, включающий о хлаждение с температуры аустенизации в определенных зонах поперечного сечения, в частности поверхности головки рельса, с одинаковой интенсивностью в продольном нап равлении и получением мелкозернистой перлит ной стр уктуры с по вышенной твердостью и проч ностью на истирание и о хлаждение с различной интенсивностью в поперечном сечении по пе риферии обеспечивающей прямолинейность про ката отли чающийся тем, что перед о хлаждением осуществляют правк у проката, в частности рель са, в продольном направлении в диапазоне темпе ратур максимум 1100"С и по меньшей мере 750Х, предпочтительно макси мум 900'С, переводи т прокат в частности рельс, в поперечное направ ление, удерживают и о хлаждают гначала на воз духе с одинаковой ин тенсивностью о хлаждения по сечен ию до темпер а туры ниже 860"С . пред почти те льно до темпера туры около 820 Х, в ча стности о т Аг5 +5"С до Аг 3+120°С , а за тем ведут охлаждение определенны х зон поперечно го се чения прока та с о динако вой ин те нси вно стью в продольном напра влении и с разли чной ин тен сивностью в попере чном се чен ии , по мень шей мере в одной зоне по периферии проката о хлаж дение проводя т с усиленной ин тенси вностью в зоне с высокой массовой концентрацией и/или с местной высокой температурой проката - с боль шей ин тенсивностью, обеспечива ющей получе ние мелкозернистой перлитной структуры , и окончательное о хлаждение осуществляют до температуры от 5°С до 50°С с одинаковой интен сивностью на воздухе 2 Способ по п 1. о тличающи йся тем, что пра вк у и термическую обработку после валков осуществляют с использованием тепла де формации про ката со степенью деформации 1.8-8,0%, предпочтительно 2-5% при температуре по меньшей мере 750°С и максимум 1050*С 3 Способ по пп 1 или 2 , о тли чающийся тем, что охлаждению с усиленной интенсивностью подвер гают две или не сколько зон про фи лиро ванно го проката 4 Способ по любом у из пп 1 -3, о тли чающий ся тем, что о хлаждение зон проката с высокой массо вой концентрацией, в частности и головку рельса, ведут п утем погружения головки в резервуар с о х лаждающей жидкостью, а зон проката с меньшей массовой концентрацией, в ча стности подошву рельса , — с помо щь ю сжа того воздуха и ли водовоэдушной смеси, обеспечивающей усиленную интенсивность охлаждения 5 Способ по любом у из пп 1 -4, о тли чающий ся тем. что о хлаждение зон проката с высокой массо вой концентрацией ведут в диапазоне температур 800-450"С в жидкости, обеспечивающей большую интенсивность о хлаждения, со скоростью 1 ,6-2,4 град /с, предпочтительно около 2 град /с 6 Способ по любом у из пп 1-5, о тличающийся тем, что пр и о брабо тке про фили рова нного про ката с Т-образной зоной поперечного сечения , в частности подошвы рельса, противоположную шейке рельса зону или поверхность о хлаждают с усиленной интенсивностью, предпочтительно с помощью сжатого воздуха или водовоздушной смеси 7 Способ по любом у из пп 1 -6 , о тлича ющий ся тем, что противоположную шейке рельса зону или поверхность, расположенную симметрично отно сительно оси шейки рельса, охлаждают с усилен ной интенсивностью и ограничивают в поперечном направлении 8 Способ по любом у из пп 1 -7, о тли чающий ся тем, что зоны проката, прилегающие к зонам с вы сокой массовой концентрацией или устья шейки рельса, защищают от усиленного интенсивного ох лаждения или осуществляют кратковременный нагрев этих зон 9 Способ по любом у из пп 1 -8, о тли чающий ся тем, что зоны охлаждения с усиленной интенсив ностью размещены параллельно симметрично и/или параллельно нейтральной плоскости, пред почтительно концентрично относительно линии центра тяжести или цен тра тяжести площади по перечного сечения С4 о О) ю t со 34469 10. Способ по любом у из пп. 1-9 , о тличающий ся тем, что при охлаждении прокат перемещают п продольном нэправпении относительно резервуара с жидкостью, в котором размещена зона проката с большей массовой концентрацией 11 Способ по пюбому из пп 1-10 , о тлича ющийся тем, что охлаждение проката ведут при колебании резервуара с жидкостью 12 Устройство для термической обработки про филированного проката, в частности железно дорожного рельса, содержащее по крайней мере одну зону предварительной подготовки проката в виде рольганга с приспособлением для позицио нирования проката, зон у о хлаждения в виде ре зервуара с жидкостью для отбора тепла с поверх ности проката с большей ин тенсивностью в про дольном направлении, в частности головки рель са, с приспособлением для фиксации рельса, зону окончательного охлаждения на воздухе до темпе ратуры о т 5°С до 50°С , приспособление для по перечной транспортировки проката, приспособле ние для манип улиро вания, о тли чающее ся тем, что зона предварительной подготовки проката имеет средство для правки проката по прямой или оси, расположенное перед зоной охлаждения, зо на охлаждения главным образом для головки рельса, имеет приспособление управления и ре гулируемое приспособление для дополнительного охлаждения по мень шей мере др угой зоны про ката, в частности подошвы рельса, зона оконча тельного охлаждения на воздухе до температуры от 5аС до 50Х имеет узел складирования проката, а приспособление для поперечной транспортиров ки проката имеет средство для прямого или соосного перевода проката в основном перпендикуляр но к его оси из зоны подготовки проката в зону ох лаждения 13. Устройство по п. 12, о тличающееся тем, что приспособление для дополнительного охлаждения имеет регулируемую интенсивность охлаждений и возможность быть установленным на прокате. 14 Устро йство по пп 12 и ли 13 , о тличающее ся тем, что приспособление для дополнительного ох лаждения имеет средства для создания покапьного потока о хлаждающей среды в продольном ипи осевом нэправпении и при необходимости средст ва для предотвра щения о твода тепла от повер х ности (повер хностей), соседней (сосе дни х) с о х лаждающей поверхностью в поперечном направ лении 15 Устройство по любому из пп. 12-14, о тлича ю щееся тем, что приспособление для дополнитель ного охлаждения выполнено в виде средства пневматического охлаждения или о хлаждения разбрызгиванием. 16. Устройство по любом у из пп. 12-15, о тличающееся тем, что оно имеет средство для перемещения проката в охлаждающей среде в продольном направлении относительно резервуара и/или относительно приспособления для дополнительного охлаждения. 17 Устройство по любом у из пп. 12-16, отличающееся тем, что резервуар с жидкостью имеет средство для создания турбулентного перемещения и/или колебательного движения жидкости, расположенное на резервуаре и/или в нем. 18. Профилированный прокат, в частности железнодорожный рельс, состоящий из головки рельса по меньшей мере с частично мелкозернистой перлитной структурой, подошвы рельса и шейки между го ло вкой и подо швой ре льса, о тлича ющийся тем, что в поперечном сечении рельса последний имеет в верхней зоне головки высокую твердость материала, показатепи которой в нижней зоне головки, в шейке и в периферийных частях подошвы понижены. 19 Прокат по п. 18 . о тли чающийся тем, что симметрично относительно главной оси профиля поперечного сечения или симметрично относительно перпендикулярной оси поперечного сечения рельса имеет, в основном, одинаковые величины твердости материала. Изобретение относится к способу термической обработки профилированно го проката, в частности железнодорожных рельсов, с увели ченным отводом тепла о т ча стей по вер хности профиля при о хлаждении из гамма-области материала на осно ве железа, причем в желаемой (желаемых) зоне (зонах) поперечного сечения, в частности , в зоне голо вки рельсов осуществляется преобразование в мелкозернистую перлитн ую стр ук тур у с повы шенной прочностью, в частности , с по вышенной про чностью на исти рание и повышенной твердо стью, и при определенных усло вия х уменьшае тся, предпо чти те льно в осно вном и сключа е тся де формация или изгиб проката, в частности рельса, обусловленная(ый) короблением в рез ульта те термической обработки, перпендикупярно продольной оси при охлаждении до комнатной температуры , в частности, после преобразования стр уктуры в уси ленно охлажденной (охлажденных) зоне (зона х) попере чно го се чен ия и дости га ются по вышенные жесткость и прочность при изгибе проката при знакопеременном цикле Кроме того, изобретение касается устройства для термической обработки профилированного проката, в частности железнодорожных рельсов, состоящего в основном, по меньшей мере, из одной зоны подготовки проката на рольганге с устройством позиционирования проката, зоны обработки охлаждением с устройствами для порционного отвода тепла с высокой интенсивностью от поверхности проката и с зоной для окончательного охлаждения проката до комнатной температуры, а также со средствами (механизмами) укладки, поперечной транспортировки, удержания и манипулирования. Наконец изобретение касается профилированного проката, в частности железнодорожного рельса, состоящего из головки рельса с по меньшей мере частично перлитной структурой, подошвы рельса и шейки между голо вкой и подошвой рельса. 34469 Профилированный прокат, в частности, железнодорожные рельсы, изготовпен или изготовлены в большинстве случаев из сплавов на основе железа с содержанием, вес % углерод (С) 0А1,0, кремний (Si) 0,1-1,2; марганец (Мп) 0.5-3 ,5; при необходимости хрома до 1,5, а также других легир ующи х элемен тов с концентрацией менее 1%, остальное — железо и обусловленные технологией (технологические) примеси По причине обще употребительных размеров, например с весом от 30 кг/м до 100 кг/м, и вытекающего из этого отношения поперечного сечения к периметру рельсов при охлаждении проката после формообразующего нагрева на неподвижном воздухе, например на холодильниках прокатного стана и им подобных, вследствие медленного охлаждения происходи т преобразование структуры из аустенитиой в зернистую крупноперпитную стр уктур у, имеющую в данном случае ферритные включения. При этом упомянутые вначале материалы с выше упомянутой стр уктурой имеют твердость по Бринелю в диапазоне от 250 НВ до 350 НВ. Рост ожидаемого объема перевозок и более высоких осевых нагрузок, а также желание увеличить в практическом использовании железнодорожных рельсов на срок службы, привели к большому количеству предложений по повышению твердости и износоустойчивости материала. При этом более благоприятных или улучшенных свойств материала с твердостью по Бринелю 400 НВ и выше можно достичь путем термической обработки и/или с помощью мер техники легирования Однако рельсы на поле среди прочего, с целью создания бесстыковых эксплуатационных длин или многолинейных участков должны хорошо быть свариваемыми, так что меры техники легирования с цепью повышения твердости или прочности и вязкости материала из-за проблем сварки в большинстве случаев могут быть выполнены только в незначительном объеме и могут быть целенаправленно осуществлены с помощью приведенной в соответствие с составом стали термической обработки (ОЕ-С-3446794, 1986, ЄР-В-0187904, 1986; ЕР-В-0186373, 1986). Также по экономическим соображениям подобного рода спосоиы в более широком масштабе себя не оправдали. Чтобы повысить эксплуатационное качество рельсов и деталей стрелочного перевода из упомянутых вначале материалов, можно, как известно специалисту, п утем термической обработки (термического улучшения) добиться получения мелкозернистой перлитной структуры материала При этом важно при охлаждении установить условия или нормы охлаждения, соответствующие температуре аустенизации В документе ЕР-80293002 (1990) для этого, например, предлагается после первоначально высокой интенсивности охлаждения практически проводить изотермическое стр уктурное превра щение материала примерно при 530'С. Из заявки ФРГ № 2820784 (1978), кроме того, было известно проведение закалки рельсов определенного состава в кипящей воде и достижения за счет добавок, а также мер перемещения желаемой интенсивности охлаждения с цепью получения мелкозернистого перлитного состояния структуры. В соо тве тствии с па тен том Австрии N » 323224 (1992) уже предлагалось изготовление рельсов с гомогенной мелкой перлитной структурой при выбранном легировании с помощью использования определенных параметров охлаждения, например скорости о хлаждения от ЮХ/сдо 20°С/с до температуры максимум 550°С. Однако для вышеупомянутых мер общим недостатком является то, что одинаковая интенсивность охлаждения поверхности в зависимости от массы прокатываемого профиля может вызывать различные скорости охлаждения и различные структурные образования в близких поверхностных зонах и что часто необходимо принимать дорогостоящие меры, чтобы избежать нежелательных местных структурных образований или свойств материала, в частности чрезмерной твердости и хр упкости в нагруженных главным образом на изгиб частях рельса. Неоднократно также предлагалось целенаправленно устанавливать ге терогенную микроструктур у в поперечном сечении рельса, а именно в соответствии с соотве тствующими нагрузками Из заявки ФРГ № 3006695 (1985), например, известен способ, в соответствии с которым из горячего проката путем охлаждения рельса вызывается преобразование по всему поперечному сечению, после чего голо вка рельса, в частности с помощью индукти вного нзгрева, реа устенизируется и затем закаливается. Кроме того, в соотве тствии с WO 94/02652 (1994), а котором описывается ближайший аналог заявленного способа, было предложено охлаждать профилированный прокат с температуры аустенизации в определенных зонах поперечного сечения, в частности поверхность головки рельса, с одинаковой интенсивностью в продольном направлении и получением мелкозернистой перлитной стр уктуры с повы шенной твердостью и прочностью на истирание, и охлаждение с различной интенсивностью в поперечном сечении по периферии, обеспечивающей прямолинейность проката, причем головку рельса охлаждать до температуры на поверхности от 450"С до 550"С в о хлаждающей среде со специально установленной интенсивностью охлаждения, и благодаря этому создать в головке рельса мелкозернистую структуруДля подобного рода обработки пригодно устройство для подвесного закаливания рельсов в соотве тстви и с п убликацие й DE-4003363 -C1 (199t), являющееся прототипом заявленного устройства, содержащее по крайней мере одну зону предварительной подготовки проката в виде рольганга с приспособлением для позиционирования проката, зону о хлаждения в виде резервуара с жидкостью для отбора тепла с поверхности проката с большей интенсивностью в продольном направлении, в частности головки рельса, с приспособлением для фиксации рельса, зону окончательного охлаждения на воздухе до комнатной температуры, приспособление для поперечной транспортировки проката, приспособление для манипулирования, позволяющее транспорти ровать или охлаждать рельсы в подвешенном положении, предпочтительно головкой вниз, на холодильнике прокатного стана, причем однако це 34469 пенапрзвпениое образование гетерогенной структуры по поперечному сечению вряд ли возможно В результате применения упомянутых выше способа и устройства получают прокат, такой как жрлезнодорожный рельс, состоящий из головки рельса по меньшей мере с частично мелкозернистой перлитной структурой, подошвы рельса и шейки между ГОЛОВУОЙ и подошвой рельса, описанный в упомянутых публикациях Общим недостатком всех ичвестны х до сих пор способов и устройств являе тся то . что хо тя при изготовлении профилированного проката эти решения приводят к достижению цепи в ограниченных зонах или относительно отдельных те хнопогических операций, однако не могут показать удовлетворительное преодоление общей проблематики при экономичном изготовлении высококачественных длинных рельсов со специальными качественными характеристиками В данном случае изобретение хочет оказать помощь и стави т перед собой цепь указать при устранении недостатков известных видов изготовления новый способ, с помощью которого может быть изготовлен прокат с особенно предпочтительными эксплуатационными свойствами Кроме того, задачей изобретения является изготовление устройства, в частности, для реализации способа, и выполнение проката, в частности рельса, для максимальных нагрузок Достигается это тем, что прокат, в частности, рельс, со средней температурой максимум 1100Х, предпочтительно максимум 900Х, одна хо по меньшей мере 750Х при которой выправляют по прямой продольное направление при пластическом формообразовании, в выпрямленном положении переводят в поперечное направление и выдерживают, в ходе первой операции охлаждения проката или рельса последний или последнюю охлаждают до температуры ниже 860"С. предпочтительно до температуры около 820"С, в частности от 5*С до 12QX выше Агэ-температурь* сппава с одинаковой местной интенсивностью охлаждения, предпочтительно в основном путем излучения на неподвижном (открытом) воздухе, после чего в ходе второй операции охлаждения от проката отводится тепло в продольном направлении, в основном с одинаковой местной, если смотреть в поперечном сечении по периферии различной, интенсивностью, и по меньшей мере в одной зоне по периферии профилированного проката создают усиленную интенсивность охлаждения причем большей (большим) интенсивности {интенсивностям) охлаждения соответствует (соотве тствуют) зона (зоны) с большим отношением поперечного сечения к периметру или с высокой долей объема, отнесенной к поверхности, или с высокой массовой концентрацией и/или с местной высокой температурой проката, в частности рельса, и зону (зоны) с такого рода повышенной скоростью охлаждения доводят до температуры преобразований, при которой при данных усло виях охлаждения образуется свободная от мартенсита мелкозернистая перлитная структура, после чего в ходе последующей операции проводят охлаждение до комнатной температуры с одинаковой (равномерной) местной интенсивностью охлаждения, например не неподвижном (открытом) воздухе Важным является то, что осуществляют выравнивание по прямой проката при пластическом формообразовании и это проводят в диапазоне температур от 750 Х до 1100°С Как было обнаружено температуры ниже 750Х могут привести к частично упругому изгибу с отклонениями от выравнивания по прямой и впоследствии к негомогенной (неравномерной) интенсивности охлаждения е продольном направлении рельса Температуры проката вы ше 1100 Х способствуют в большинстве случае в росту а устени тны х зерен или к образованию крупных зерен, что в конце концов может отрицательно влиять на свойства материапа Исходя из выровненного по прямой проката для образования мелкозернистой перлитной зоны поперечного сечения, равномерно установленной в продольном направлении, важным оказалось то, что прокат выдерживают и в ходе первой операции охлаждения равномерно (уравнительно) охлаждают до температуры ниже 860*С с одинаковой местной интенсивностью охлаждения При этом, с одной стороны, может быть выравнена местная негомогенность распределения температуры в продольном направлении, которая вызвана при данных условиях прилеганием местами к устройству поперечной транспортировки, с другой стороны, устанавливают осесимметричное ипи центрально-симметричное распределение температуры в поперечном сечении профилированного проката и благодаря этому стабилизируют прямолинейность последнего Особенно предпочтительно проводить это равномерное (уравнительное) охлаждение до температуры от 5"С до 120 Х вы ше Агэ температуры сплава, чтобы создать благоприятные условия для частичного преобразования структуры в мелкозернистую перлитную стр уктурную форму в частя х поперечного сечения При этом Агз-температурой является та температура, при которой начинается преобразование (превращение) гамма-решетки в альфар е ше тк у сп ла ва п ри скор о сти о хлаж ден ия ЗХ/м ин Охлаждение проката в основном с одинаковой в продольном направлении, с различной по периметру, если смотреть в поперечном сечении, интенсивностью отвода тепла само по себе известно Однако ва*ж> для зоны с увеличенной интенсивностью охлаждения поверхности приводить в соотве тствие с массовой концентрацией проката В сочетании с выравниванием по прямой, равномерным (уравнительным) охлаждением и ус* таноекой симметричного распределения температуры и приведением в соотве тствие с зонами охлаждения можно различную по зонам поперечного сечения скорость охлаждения поддерживать по существу одинаковой в продольном направлении проката При этом важным является установление величины скорости охлаждения, с которой предусмотренная зона проката доводится до температуры преобразования Как иа фит 3, на которой показана известная специалисту диаграмма превращения в координатах время-температура сплава с определенным составом, при более высоких значениях охлаждения, отличных от Аз-температуры, например кривые "с" и "d", в стр уктуре образуются мартенситиые частички, вследствие чего материал, хотя и приобретает более высокую 34469 твердость, однако существенно теряет в упругости и имеет повышенную склонность в разрушению и его предусмотренное использование больше невозможно Низкие значения охлаждения, например кривая "h", способствуют образованию крупнозернистой перлитной мягкой структуры Таким образом, важно установить местные скорости охлаждения настолько высокими, чтобы при превращении в любом случае исключалось бы образование мартенсита, однако чтобы в зоне повышенной интенсивности о хлаждения образовывалась мелкозернистая перлитная структура. После полного преобразования структуры, чтобы уменьшить или в основном предотвратить коробление проката, последней с одинаковой местной интенсивностью охлаждения доводится до комнатной температуры. Особенно предпочтительно, когда термическую обработку после горячей деформации проката со степенью деформации от 1.6 до 8%, предпочтительно от 2 до 5%, осуществляют в последнем переходе при температуре по меньшей мере 750"С и максимум 1050°С теплом от горячего пластического формообразования (горячей обработки давлением) Окончательное деформирование со степенью деформации или уменьшения площади поперечного сечения от 1.8% до 8%вызывает измельчение аустенитных зерен, если пластическое деформирование осуществляют в диапазоне температур от 770°С до 1050°С. Как оказалось, степени деформации ниже 1,8% вызывают местами образование особенно крупного зерна или рост зерна; напротив, деформации более 8% вызывают сильное повышение температуры в центральных или внутренних зонах, очевидно, по причине высвобождающейся энергии при пластическом деформировании, вследствие чего могут появляться местные негомогенности структуры и недостатки с точки зрения качества. Принимая во внимание получение, в основном, выровненного по прямой или соосного расположения проката после охлаждения до комнатной температуры и, в частности, имеющего повышенные жесткость и предел прочности при изгибе при знакопеременном цикле, большим преимуществом является то. что в ходе второй операции охлаждения создают увеличенн ую интенсивность охлаждения а двух или нескольких зонах по периметру профилированного проката Благодаря этому в нескольких близких к поверхности зонах площади поперечного сечения можно достичь более высокой твердости и более высокой прочности материала за счет более мелкой перлитной структуры При нагр узке проката на изгиб, при котором наиболее удаленно расположенные от нейтральных волокон или нулевой линии зоны поперечного сечения имеют наибольшие напряжения, можно создать по меньшей мере две из эти х периферийных зон с повышенной прочностью. При этом у рельса, как было обнаружено, можно повысить также вязкость материала и зоне подошвы рельса, предотвращающую разрыв в результате образования трещин. Предпочтительно часть проката, которая имеет наибольшую массовую концентрацию, например головку рельса, охлаждать методом погружения или по гр ужением в о хлаждающую жид кость, при этом одновременно от другой (други х), предусмотренной (предусмотренных) в дальнейшем для усиленного о хлаждения части (частей} проката с меньшей массовой концентрацией, например от подошвы рельса, теппо отводят с помощью средства с меньшей интенсивностью охлаждения, например, с помощью сжатого воздуха или путем распыления смеси из воздуха и воды С помощью подобного рода действий можно противодействова ть образованию высокого внутреннего напряженного состояния и термическому короблению проката Чтобы в упомянутых вначале сплавах на основе железа избежать вредного образования мартенсита и доби ться получения мелкозернистой перлитной стр уктуры, преим уществом являе тся то, что величин у интенсивности о хлаждения, в частности, состав о хлаждающей жидкости для охлаждения погружением устанавливают таким образом, что в диапазоне температур о т B0 QX до 450°С достигается охлаждение близких к поверхности зон, главным образом погруженной части , со скоростью от 1.6Х/С до 2,4оС/с, предпочтительно около 2,0"С Эта скорость охлаждения является также предпочтительной по экономическим соображениям, потому что при достижении желаемого качества проката требуется кратковременное охлаждение в ходе второй технологической операции и тем самым может быть достигнута более высокая производительность. Для уменьшения кривизны предпочтительным оказалось то, что в случае профилированного 1 проката с тавровой Т-образной зоной поперечного сечения, как, например, это имеет место на подошве железнодорожного рельса, противоположную шейке рельса зону или повер хность о хлаж* дают с повышенной интенсивностью, предпочтительно с помощью сжатого воздуха или посредством распыления смеси из воздуха и во ды При этом в смысле улучшения характеристик долговечности особенно благоприятным оказалось, когда противоположную шейке рельса поверхностную зону с повышенной интенсивностью охлаждения образуют в о сновном симметрично относительно оси шейки рельса и ограничивают в продольном направлении. Кроме того,' когда исключают повышенн ую интенсивность охлаждения периферийных относительно массовой концентрации или устья шейки рельса зон поперечного сечения профилированного проката и/или зоны защищают от повышенного отвода тепла ипи по меньшей мере нагревают кратковременно, то в гранях проката можно получить стр уктуру с одинаковой или меньшей прочностью материала. Благодаря этому неожиданно снижается опасность разрушения, в частности, при ударной и/или изменяющейся длительной нагрузке проката. Особая стабильность формы может быть достигн ута тогда, когда интенсивность охлаждения на поверхности профилированного проката, в частности рельса, устанавливают таким образом, что зоны, в которых происходит преобразование гамма-структуры при охлаждении, образуются в основном параллельно симметрично и/или параллельно нейтральной плоскости, предпочтительно концентрично относительно линии центра тяжести 34469 или центра тяжести площади поперечного сечения Чтобы добиться, в основном, совершенно одинаковой местной интенсивности охлаждения в продольном направлении и поддерживать стабильным переход тепла в охлаждаемую среду, в соответствии с изобретением можно предусмотреть, что прокат, часть которого, отнесенную к поперечному сеченмто, погружают в охлаждающую жидкость в резервуаре для погружения, в то время как охлаждение в зтой охлаждающей жидкости проводят путем перемещения в продольном направлении относительно резервуара для охлаждающей жидкости или резервуара для погружения и/или что по меньшей мере за время, в течение которого часть проката погружена в охлаждающую жидкость, последнюю нагружают колебаниями или ей придают колебательное движение. Как было обнаружено, эти меры значительно улучшают гомогенность достигнутого качества Устройство упомянутого вначале типа для полного решения проблемы при изготовлении имеющего особые свойства про филированного проката в соответствии с изобретением отпичается тем. что рольганг имеет в зоне подготовки само по себе известное приспособление позиционирования проката и средства для выравнивания по прямой или оси профилированного проката при пластическом формообразовании последнего. приспособление поперечной транспортировки имеет средство для прямого или соосного перевода проката, в основном перпендикулярно его оси из зоны подготовки в зон у обрабо тки о хлаждением, в этой зоне расположены само по себе известное устройство для эакапки проката, в частности головки рельса, с помощью охлаждающей жидкости в резервуаре для погружения с фиксирующим и управляющим приспособлением и регулир уемое приспособление дополнительного охлаждения для интенсификации охлаждения по меньшей мере другой зоны проката, в частности подошвы рельса, и зона окончательного охлаждения имеет место складирования для проката с цепью его охлаждения до комнатной температуры. Известно, что важным является выравнивание по прямой или оси , гла вным образом при улучшении свойств профилированного проката, проводимом относительно поперечного сечения или и частичны х зона х. Благо даря предотвращению имеющего место по всей длине или в частичных зонах изгиба, можно поддерживать одинаковые заранее определенные условия охлаждения или интенсивность охлаждения проката, если смотреть в осевом направлении, так что исключаются различия в прочности или твердости вдоль образующи х профи ля. Исследо вания показали, что различные расстояния относительно стенки резервуара для охлаждающего средства и/или оси струйного охлаждения могут вызывать непропорциональные отклонения величин жесткости и твердости. Кроме того, при выравнивании важным является то, что прокат с помощью соответствующи х приспособлений подвергают пластическому формообразованию, чтобы предотвратить при определенных условиях упругие возвраты в частич но изогнутую форму. Соосное транспортирование профилированного проката в зону охлаждения путем прямолинейной поперечной транспортировки имеет большое значение для исключения дополнительных правильных устройств. Дополнительно к этому в зоне охлаждения предусмотрено управляющее приспособление, с помощью которого может быть осуществлен прием и удержание, погружение в резервуар с охлаждающей жидкостью или закалка частичных зон проката, а также передача в зону окончательного охлаждения При этом для интенсивного охлаждения других зон поперечного сечения может быть предусмотрено по меньшей мере одно приспособление для дополнительного охлаждения. В усовершенствованном варианте устройства преимуществом является то, что приспособление дополнительного охлаждения может быть установлено на прокате и иметь регулир уемую интенсивность охлаждения и тем самым может быть обеспечен дальнейший местный отвод тепла согласно способу. Предпочтительным является также вариант выполнения, в котором приспособление дополнительного охлаждения имеет детали для создании локального потока охлаждающей среды, ограниченного в продольном или осевом направлении проката, по существу непрерывного в поперечном направлении, и при необходимости средства для предотвращения усиленного отвода тепла от поверхности (поверхностей), соседней (соседних) с охлаждаемой поверхностью. Благодаря этом у можно создать резко ограниченные зоны охлаждения и исключать в расположенных рядом зонах интенсивный отвод тепла или создать в этих зонах меньшую жесткость материала, причем в соответствии с др угим вариантом выполнения приспособление дополнительного охлаждения выполнено в виде пневматического охлаждения или охлаждения разбрызгиванием. Можно еще повысить гомогенность жесткости и величин твердости в продольном направлении профилированного проката, если прокат перемещать в охлаждающей жидкости в продольном направлении относительно резервуара для погружения и/или относительно устройства дополнительного охлаждения и/или если на резервуаре для погружения и/ипи в самой охлаждающей жидкости расположены приспособления, с помощью которых охлаждающая жидкость может перемещаться турбулентно и/или приводиться в колебательное движение. Было обнаружено, что относительные перемещения, а также колебательные движения или ударные волны между охлаждающей средой и изделием создают сравнимые с местной интенсивностью охлаждения и предпочтительные условия улучшения свойств. Рельс в соответствии с изобретением, изготовленный, в частности, в соответствии с указанным выше способом, при необходимости изготовленный в описанном выше устройстве, отличается тем, что в поперечном сечении рельса последний имеет в верхней зоне головки высокие показатели прочности и твердости материала, эти показатели в нижней зоне головки, в шейке и в периферийных частях подошвы понижены, а в центральной зоне 34469 на базовой поверхности подошвы по сравнению с периферийными частями и шейкой налицо повышенные величины твердости материала, причем особенно равномерные качественные признаки достигаются тогда, когда симметрично относительно главной оси профиля поперечного сечения или симметрично относительно перпендикулярной оси поперечного сечения рельса установлены в основном одинаковые величины твердости материала Подобного рода рельс даже при усложненных нагрузках, как например, при высоких осевых усилиях, и/ипи высокой частоте использования, и/или небольших радиусах кривизны участка пути имеет улучшенные эксплуатационные свойства На фиг 1 показан ход термической обработки рельсов, на фиг 2 — поперечный разрез рельса, на фиг 3 — диаграмма преобразования материала рельса в координатах время-температура. Как схематически представлено на фиг 1, в зоне А подготовки на рольганге 1 позиционируют профилированный прокат, как например рельс, посредством подводимого в заданную точку накопителя (заготовок) (не показано) Затем с помощью правильных средств 2 и 3 рельс 4 выравнивают по прямой линии, причем предпочтительной является центрирующая форма правильных средств, которая исправляет также изгиб в вертикальной плоскости После выпрямления проката осуществляют поперечную транспортировку череэ место складирования в зону В охлаждения и установку в управляющем устройстве с помощью удерживающих средств 5, причем предусмотрено опирание при доставке таким образом, что не происходит изгиба поперек продольной оси Известным образом прокат или рэльс 4 с помощью удерживающих средств 5 частично погружают в охлаждающую жидкость 6, которая находится в резервуаре 7 для погружения. При этом важным является то, что удаление поверхности рельса 4 от стенок резервуара для погружения по длине со всех сторон одинаково и значительно по величине, причем также с цепью повышения действенности и, в частности, с целью выравнивания интенсивности охлаждения поверхности проката, предпочтительным образом прокат 4 может быть установлен с возможностью перемещения в продольном направлении в резервуаре 7 для погружения или в охлаждающей среде 6 в пределах, например, от 0,5 м до 5 м Уместно можно использовать также расположенные в охлаждающей среде 6 или на резервуаре для погружения генераторы колебаний, которые приводят охлаждающую среду в предпочтительным образом влияющее на интенсивность охлаждения колебательное движение с частотой, например, от 100 колебаний до 800 колебаний в минуту На плоской части поверхности проката, в данном случае на подошве 8 рельса 4 может быть размещено или установлено дополнительное охлаждение 9 Подобного рода устройство для допопнитепьного охлаждения может иметь устройство для подачи воды 10 ипи воздуха 11 и может создавать на части поверхности проката или подошве рельса направленный струйный поток 12 Чтобы установить в периферийных частях 13 меньшую интенсивность охлаждения и создать только в центральной зоне 14 поверхности проката или подошвы рельса зону с повышенной твердостью материала, предпочтительно можно предусмотреть выпуск охлаждающей среды, например, с помощью отсасывающего устройства После охлаждения погруженной в охлаждающую среду б и противоположной, нагруженной струйным потоком 12, части проката, в частности рельса 4, при температуре превращения материала с интенсивностью, способствующей образованию мелкозернистой перлитной структуры, например в соответствии с фиг 3, примерно до температуры 500Х со скоростью охлаждения в соответствии с кривой Т. рельс в зоне С окончательного охлаждения может быть переложен на место 15 складирования для охлаждения до комнатной температуры Как представлено на фиг. 2, рельс 4 в соотве тствии с изобретение м имеет три зоны с различной структурой или твердостью, приче м переходы образованы непрерывно. В головке 16 рельса указана мелкозернистая перлитная зона 17 с величинами твердости от 340 до 390 по Бринелю, при необходимости до 425 единиц твердости по Бринелю, которая переходит вниз в зону 18 с меньшей твердостью, например с твердос тью по Бринелю от 300 до 340 В примыкающей шейке 19. которая в практической эксплуатации должна иметь высокую вязкость, установлены величины твердости по Бринелю от 280 до 320 В подошве рельса 8 в периферийных зонах 13, как и в шейке 19 рельса, указана перлитная крупнозернистая структура или пластинчатое образование, имеющая твердость по Бринелю от 280 до 320. Благодаря такому образованию структуры и свойствам материала с уменьшенными значениями твердости в значительной степени исключается инициирование тре щин и изломов Напротив, по центру на стороне основания на подошве 8 рельса образована зона 14 с повышенной твердостью материала и величинами твердости по Бринелю от 300 до 350 и выше Как было обнаружено, подобного рода распределение механических свойств материала по поперечному сечению рельса способствует высокой стабильности и главным образом долговечности, в частности, при усложненных условиях эксплуатации. 34469 Фиг. 2 34469 і! Си ;І о і н оэ о ЇМ юо V І'І ; _ -Л\ґШ v ОЖЛГТ • і ;1 ' 10* • І I \ за\ж VI 10 время в с Л. Л\ 10 і і ' минуты 10' і« • часы т t t Фиг. З Тираж 50 екз. Відкрите акціонерне товариство «Патент» Україна, 88000, м. Ужгород, вул. Гагаріна, 101 (03 12 2) 3- 72 -8 9 ( 031 22 )2 -5 7- 03 • ; і дни
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for heat-treating profiled rolled metal, device for realisation the same and profiled rolled metal
Автори англійськоюPrskawetz Georg, Pointner Peter, Moser Alfred
Назва патенту російськоюСпособ термической обработки профилированного проката, устройство для его осуществления и профилированный прокат
Автори російськоюПрскавец Георг, Пойнтнер Петер, Мозер Альфред
МПК / Мітки
МПК: C21D 9/04
Мітки: профільованого, здійснення, профільований, термічної, прокат, пристрій, спосіб, обробки, прокату
Код посилання
<a href="https://ua.patents.su/10-34469-sposib-termichno-obrobki-profilovanogo-prokatu-pristrijj-dlya-jjogo-zdijjsnennya-ta-profilovanijj-prokat.html" target="_blank" rel="follow" title="База патентів України">Спосіб термічної обробки профільованого прокату, пристрій для його здійснення та профільований прокат</a>
Спосіб термічної обробки рухомого прокату
Номер патенту: 11750
Опубліковано: 25.12.1996
Автори: Наливайченко Тетяна Михайлівна, Максимов Олександр Борисович, Подгайський Михайло Серафимович, Дмитриєв Василь Дмитрович, Дубиня Олександр Андрійович, Пілюшенко Віталій Лаврентьович
Мітки: прокату, спосіб, рухомого, обробки, термічної
Формула / Реферат:
Способ термической обработки движущегося проката, преимущественно листа и полосы, включающий нагрев до температуры свыше Ас3 и охлаждение с чередованием воды и воздуха, отличающийся тем, что, с целью сокращения длительности обработки и повышения ударной вязкости металла, прокат в периоды охлаждения на воздухе подвергают изгибным знакопеременным пластическим деформациям.
Пристрій для термічної обробки та гідротранспортування прокату
Номер патенту: 3378
Опубліковано: 27.12.1994
Автори: Кузьменко Анатолій Григорович, Приходько Євгенія Валер'янівна, Пелих Людмила Тимофіївна, Костюченко Михайло Іванович, Черненко Валерій Тарасович, Гунькін Ігор Олександрович, Гермашев Анатолій Федорович, Худик Валер'ян Тарасович, Костирко Сергій Андрійович
МПК: C21D 1/02
Мітки: обробки, прокату, термічної, пристрій, гідротранспортування
Формула / Реферат:
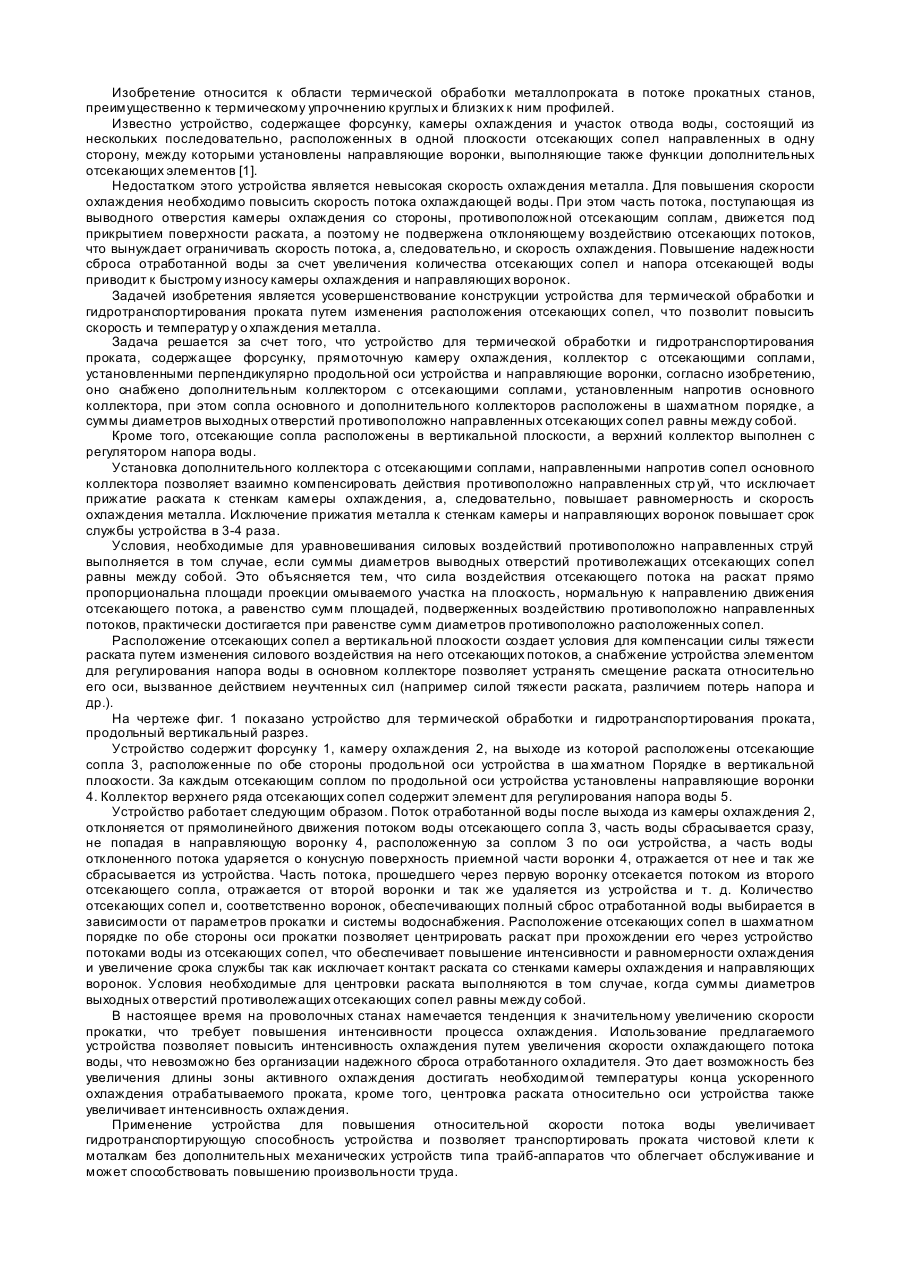
1. Устройство для термической обработки и гидротранспортирования проката, содержащее форсунку, прямоточную камеру охлаждения, коллектор с отсекающими соплами, установленными перпендикулярно продольной оси устройства, и направляющие воронки, отличающееся тем, что оно снабжено дополнительным коллектором с отсекающими соплами, установленным напротив основного коллектора, при этом сопла основного и дополнительного коллекторов расположены в...
Пристрій для термічної обробки та гідротранспортування прокату
Номер патенту: 12468
Опубліковано: 28.02.1997
Автори: Пашинский Володимир Вікторович, Ємченко Юрій Борисович, Бердічевський Юрій Євгенович, Бублик Павло Федорович
МПК: B21B 45/02, C21D 1/62
Мітки: гідротранспортування, прокату, термічної, пристрій, обробки
Формула / Реферат:
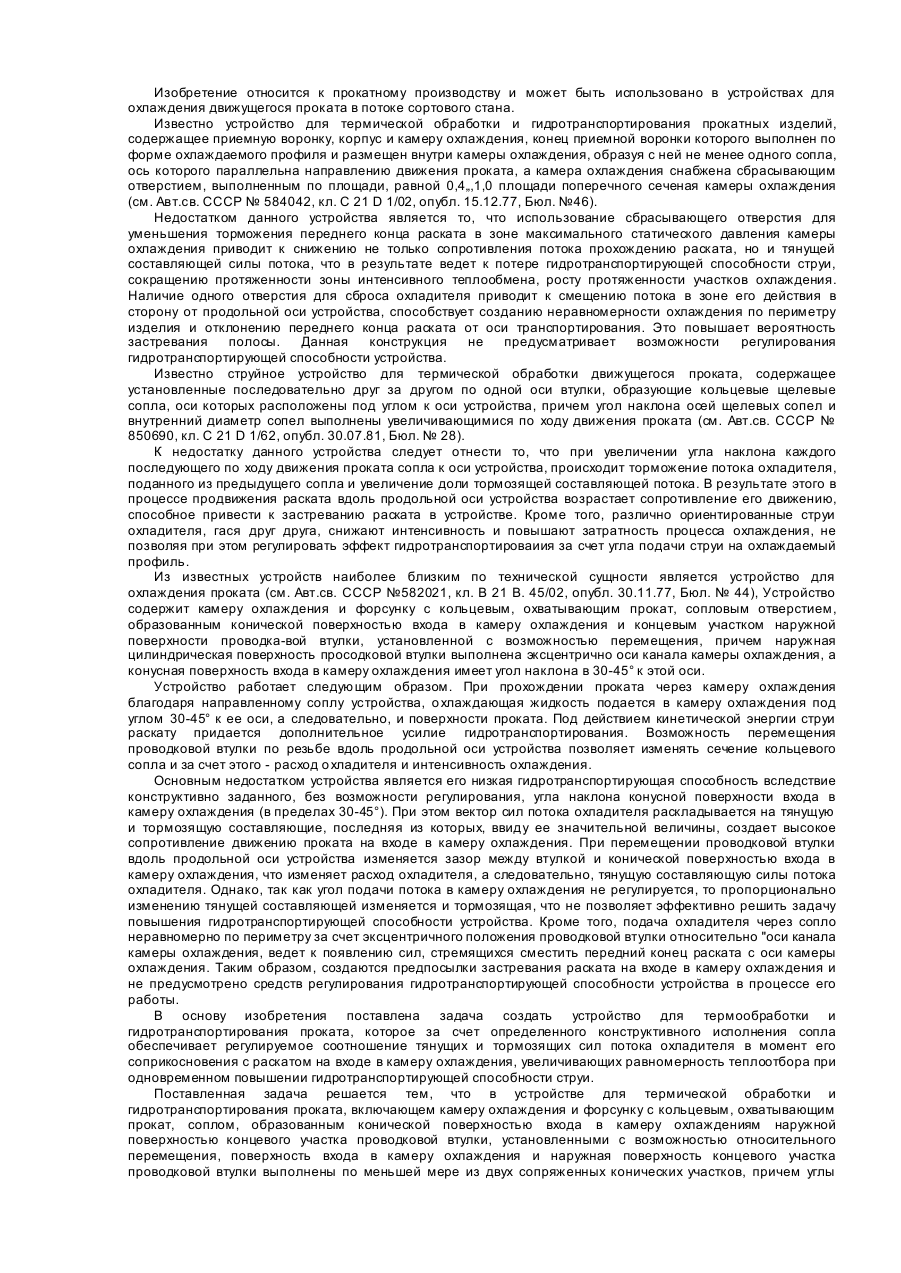
Устройство для термической обработки и гидротранспортирования проката, включающее камеру охлаждения и форсунку с кольцевым соплом, образованным конической поверхностью входа в камеру охлаждения и наружной поверхностью концевого участка проводковой втулки, установленными с возможностью относительного перемещения и охвата при этом транспортируемого проката, отличающееся тем, что поверхность входа в камеру охлаждения и наружная поверхность...
Спосіб безокисної термічної обробки прокату з вуглецевих марок сталі та сплавів на основі титану
Номер патенту: 27452
Опубліковано: 15.09.2000
Автори: Прудкова Раїса Антонівна, Ковальова Олександра Дмитрівна, Лозовой Віктор Іванович, Копилова Надія Юхимівна, Крихта Валерій Петрович, Кофф Володимир Зусьєвич, Вальков Олег Анатолійович, Пічугіна Тетяна Олександрівна, Горєлов Генадій Степанович
МПК: C21D 9/00
Мітки: сплавів, спосіб, вуглецевих, сталі, титану, безокисної, марок, термічної, основі, обробки, прокату
Текст:
...создание термосредств большой протяженности, что практически невозможно в условиях ограниченных производственных площадей Поэтому известный способ не обеспечивает безокислительную термообработку промышленных партий проката из углеродистых сталей и сплавов на основе титана. S аботки [4] прокат Рабочее пространство открытый муфель с доступом воздуха закрытый муфель без доступа воздуха закрытый муфель с давлением ниже атмосферного открытый...
Спосіб термічної обробки дроту та пристрій для його здійснення

Номер патенту: 10918
Опубліковано: 25.12.1996
Автори: Борисенко Юрій Глібович, Сікачина Ігор Васильович, Коровайний Олександр Сергійович, Сікачина Валерій Васильович, Щербак Костянтин Олександрович, Сіриця Тетяна Глібовна, Зіненко Олена Миколаївна, Покровков Миколай Іванович, Артьомов Володимир Васильович, Баришев Олександр Володимирович, Щербак Олександр Семенович, Петров Юрій Михайлович, Подольскій Боріс Гєоргієвіч, Коровайний Сергій Федорович, Петров Андрій Юрієвич, Кузьмичов Михайло Васильович, Галенко Галина Валентинівна, Баришев Євген Володимирович, Кузьмичов Генадій Михайлович, Галенко Юрій Семенович, Брехт Павєл Лаврєнтьєвіч, Пілюшенко Віталій Лаврентійович, Артьомов Сергій Володимирович
Мітки: дроту, обробки, спосіб, термічної, пристрій, здійснення
Попередній патент: Спосіб виміру фігури людини
Наступний патент: Макаронні вироби
Випадковий патент: Підшипник ковзання для малих питомих навантажень