Спосіб відливання з металу заготовки перерізом, близьким до перерізу готового прокату, і пристрій для його здійснення
Формула / Реферат
1. Спосіб відливання прямокутних заготовок перерізом, близьким до перерізу готового прокату, з металу, зокрема із сталі, та наступного прокатування безперервно вилитої заготовки, з використанням ємності, що подає матеріал, через вихідне сопло якої подають розплавлений метал на верхню гілку стрічкового конвеєра, на якому він твердне і подається для подальшої деформації в прокатну кліть, що включає наступні операції:
а) перед початком відливання
аа) грубо задають точку подачі розплавленого металу на стрічковий конвеєр,
аб) встановлюють швидкість транспортування стрічкового конвеєра в залежності від бажаної товщини прокату та швидкості прокатування прокатної кліті,
б) під час відливання
ба) вимірюють положення повного твердіння металевої заготовки, що знаходиться на стрічковому конвеєрі,
бб) вимірюють температуру прокату в зоні прокатної кліті і
бв) використовують положення повного твердіння та температуру прокату як керуючі величини для визначення дійсного положення точки подачі на стрічковий конвеєр розплавленого металу, що виходить із ємності для подачі матеріалу.
2. Спосіб за п. 1, який відрізняється тим, що вимірюють товщину металевої заготовки, яка знаходиться на стрічковому конвеєрі, і використовують її для регулювання витрати розплавленого металу, що виходить із ємності для подачі матеріалу.
3. Спосіб за п. 1, який відрізняється тим, що вимірюють швидкість стрічкового конвеєра і використовують її для регулювання витрати розплавленого металу, що виходить із ємності для подачі матеріалу.
4. Спосіб за будь-яким з пп. 1 - 3, який відрізняється тим, що враховують геодезичну висоту металу, що знаходиться в ємності для подачі матеріалу, при регулюванні витрати розплавленого металу, який виходить із ємності для подачі матеріалу.
5. Спосіб за п. 1, який відрізняється тим, що враховують відвід тепла з металевої заготовки, що знаходиться на стрічковому конвеєрі, при регулюванні положення ємності для подачі матеріалу.
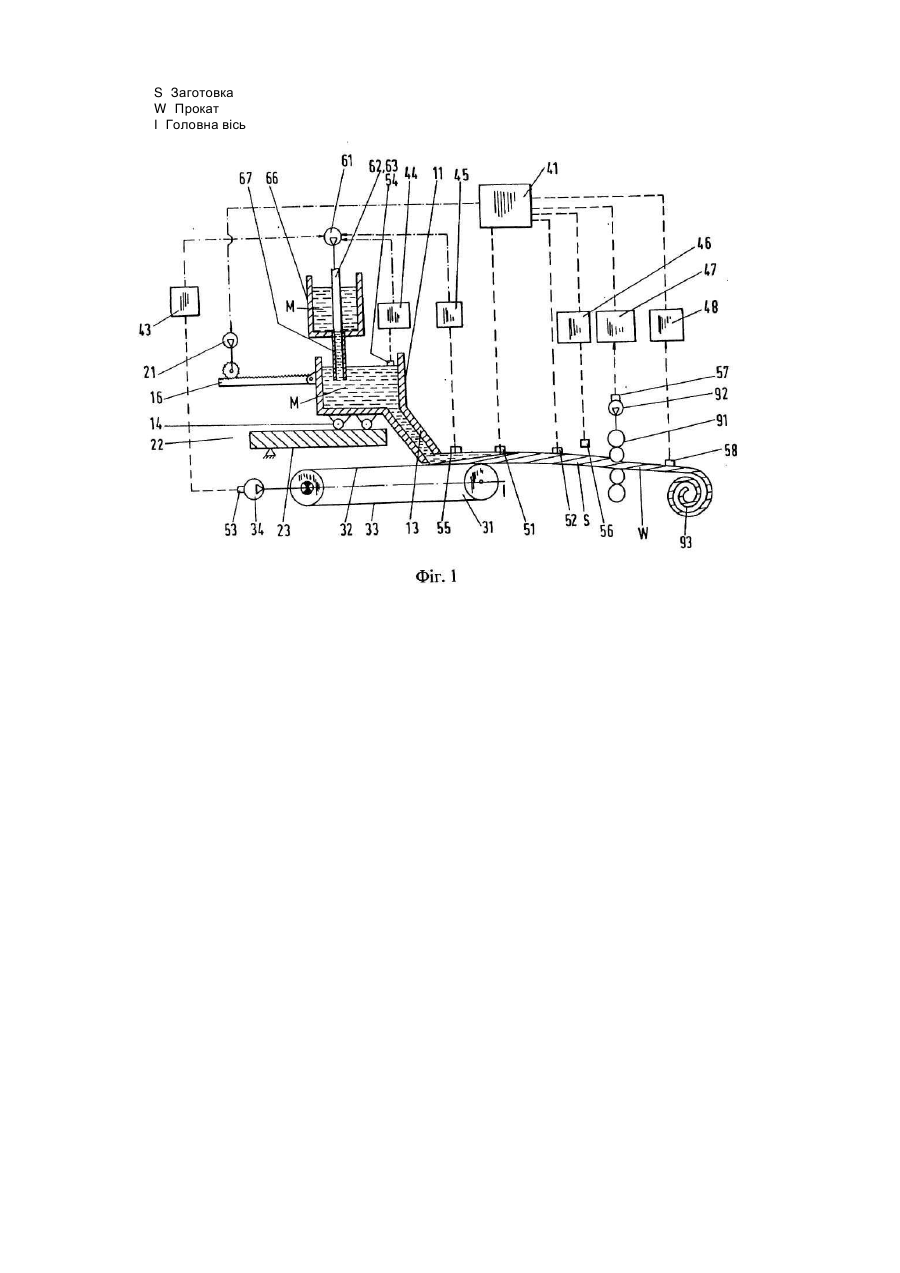
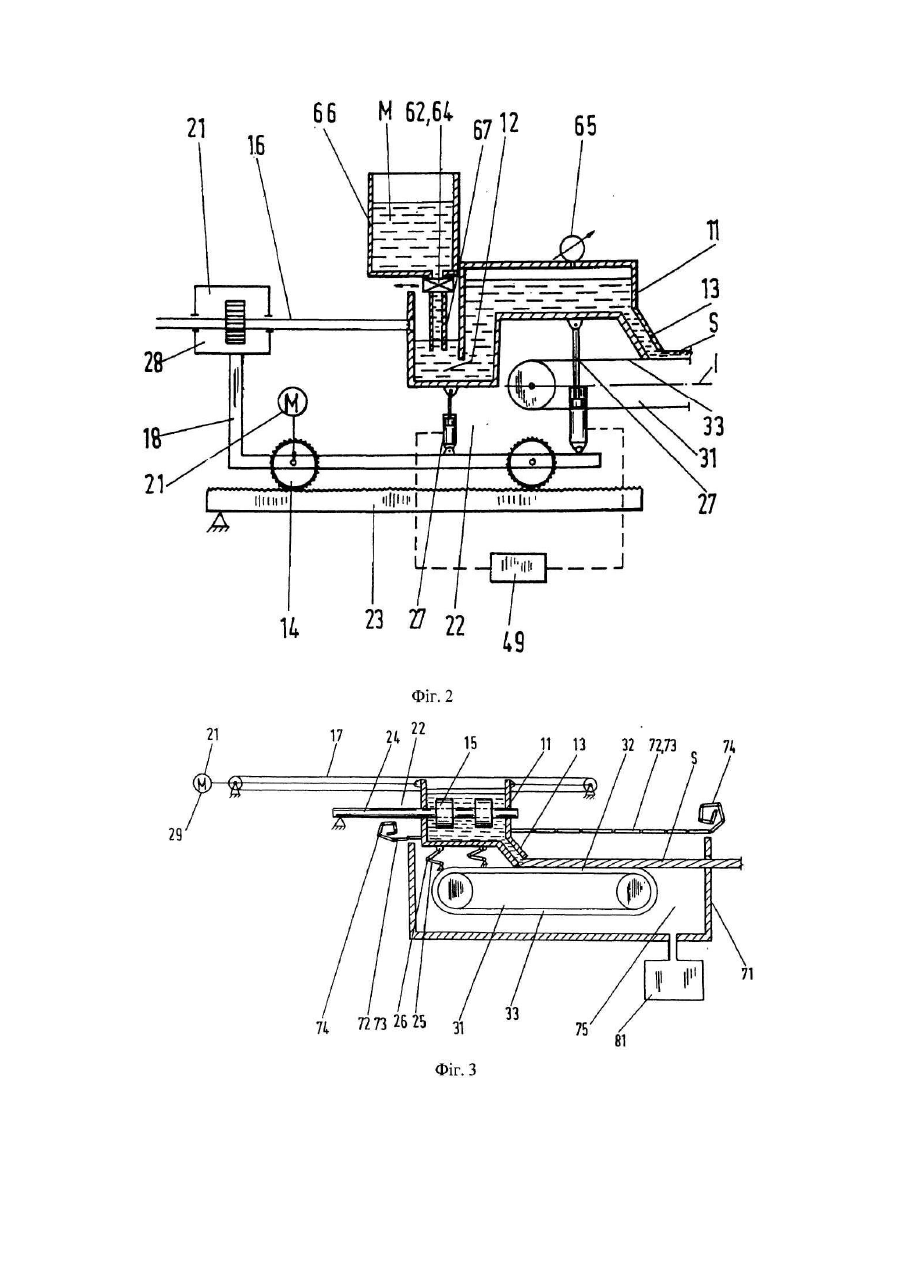
6. Пристрій для відливання прямокутних заготовок перерізом, близьким до перерізу готового прокату, з металу, зокрема із сталі, та наступного прокатування безперервно вилитої заготовки, що включає ємність для подачі матеріалу, яка має вихідне сопло, горизонтально розташований стрічковий конвеєр і щонайменше одну розташовану за ним прокатну кліть, який відрізняється тим, що ємність для подачі матеріалу з'єднана з рухомими елементами, які забезпечують можливість переміщення її в горизонтальному, коаксіальному головній осі стрічкового конвеєра, напрямку у бік транспортування заготовки або проти нього, і що ємність для подачі матеріалу з'єднана з механізмом поступального руху, який для автоматичного регулювання сполучений з регулювальним пристроєм, до якого підключені вимірювальні елементи для виміру положення повного твердіння заготовки та вимірювальні елементи для виміру температури прокату.
7. Пристрій за п. 6, який відрізняється тим, що передбачений елемент, за допомогою якого забезпечується можливість регулювання витрати металу через вихідне сопло ємності для подачі матеріалу.
8. Пристрій за п. 7, який відрізняється тим, що елемент виконаний у вигляді регульованого закриваючого елемента і/або вакуумного пристрою.
9. Пристрій за п. 6, який відрізняється тим, що рухомі елементи є з'єднаними з ємністю для подачі матеріалу колесами, що котяться по рейках.
10. Пристрій за п. 6, який відрізняється тим, що рухомі елементи є з'єднаними з ємністю для подачі матеріалу елементами сковзання, які взаємодіють з напрямною.
11. Пристрій за п. 6, який відрізняється тим, що рухомі елементи виконані з важелів, що мають шарніри, які виконані як механізм поступального руху так, що при горизонтальному переміщенні ємності для подачі матеріалу забезпечується можливість переміщення вихідного отвору її сопла у певній зоні на постійній відстані від верхньої гілки стрічкового конвеєра.
12. Пристрій за п. 6, який відрізняється тим, що рухомі елементи є циліндропоршневими блоками, які з'єднані з регулювальним пристроєм таким чином, що при горизонтальному переміщенні ємності для подачі матеріалу забезпечується можливість переміщення вихідного отвору її сопла у певній зоні на постійній відстані від верхньої гілки стрічкового конвеєра.
13. Пристрій за п. 6, який відрізняється тим, що механізм поступального руху є циліндропоршневим блоком.
14. Пристрій за п. 13, який відрізняється тим, що циліндропоршневий блок виконаний у вигляді циліндра рівномірного ходу, один кінець якого через розпірну тягу з'єднаний з ємністю для подачі матеріалу.
15. Пристрій за п. 6, який відрізняється тим, що механізм поступального руху виконаний у вигляді електричного приводу, який через нескінченну стрічку сполучений з ємністю для подачі матеріалу.
16. Пристрій за будь-яким з пп. 6 - 15, який відрізняється тим, що рухомі елементи ємності для подачі матеріалу та сполучений з нею механізм поступального руху розташовані на кліті, яка має власний привід для переміщення коаксіально головній осі стрічкового конвеєра.
17. Пристрій за п. 6, який відрізняється тим, що ємність для подачі матеріалу виконана у вигляді вакуумного ковша, який має завантажувальну камеру, в яку подається розплав.
18. Пристрій за п. 6, який відрізняється тим, що передбачена захисна камера, яка при подачі на стрічковий конвеєр та під час транспортування по ньому закриває щонайменше вільні поверхні заготовки.
19. Пристрій за п. 18, який відрізняється тим, що захисна камера має кришку, яка виконана у вигляді жалюзі, які на одному кінці з'єднані з вихідним соплом ємності для подачі матеріалу і не створюють перешкод для її переміщення, а на іншому кінці з'єднані з намотувальним пристроєм.
20. Пристрій за будь-яким з пп. 18 або 19, який відрізняється тим, що захисна камера підключена до пристрою подачі газу.
Додаткова інформація
Назва патенту англійськоюMethod and device for casting of metal bars which section is close to final dimensions
Назва патенту російськоюСпособ отливки из металла заготовки сечением, близким к сечению готового проката, и устройство для его осуществления
МПК / Мітки
МПК: B22D 11/06
Мітки: відливання, готового, спосіб, здійснення, перерізу, металу, прокату, близьким, перерізом, пристрій, заготовки
Код посилання
<a href="https://ua.patents.su/5-63011-sposib-vidlivannya-z-metalu-zagotovki-pererizom-blizkim-do-pererizu-gotovogo-prokatu-i-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб відливання з металу заготовки перерізом, близьким до перерізу готового прокату, і пристрій для його здійснення</a>
Спосіб відливання зливка та пристрій для його здійснення
Номер патенту: 25182
Опубліковано: 30.10.1998
Автори: Травинчев Анатолій Іванович, Гуджен Федір Іліч, Малишев Володимир Олександрович, Сахно Валерій Олександрович, Лепехов Віталій Іванович, Буга Ілья Дмитрович, Носоченко Олег Васильович, Карпенко Ольга Володимирівна, Щебляков Дмитро Вікторович, Булянда Олександр Олексійович, Поживанов Михайло Олександрович, Танцюра Сергій Миколайович, Висторовський Микола Трофимович
МПК: B22D 7/00
Мітки: здійснення, спосіб, відливання, зливка, пристрій
Формула / Реферат:
1. Способ отливки слитка, включающий заполнение расплавом изложницы с прибыльной надставкой на утепленном поддоне, закупоривание усадочной раковины через определенное время и отделение прибыли от тела слитка, отличающийся тем, что прибыль отделяют в промежуток времени между закупориванием усадочной раковины и началом формирования зоны внеосевой неоднородности в слитке, а последний переводят затем в режим ускоренного охлаждения.2....
Спосіб визначення твердості металу та пристрій для його здійснення
Номер патенту: 26786
Опубліковано: 12.11.1999
Автор: Гербштейн Валентин Михайлович
МПК: G01N 3/40
Мітки: пристрій, спосіб, твердості, здійснення, визначення, металу
Формула / Реферат:
1. Спосіб визначення твердості металу втисненням у дослідний зразок твердого щупа, який відрізняється тим, що втиснюють одночасно два твердих електропровідних щупа у безпосередній близькості один від одного, а твердість визначають по величині електричного опору між двома втисненими у дослідний зразок щупами.2. Спосіб по п.1, який відрізняється тим, що щупи втиснюють і вимірювання проводять в ударному, імпульсному режимі.3....
Установка для безперервного відливання стрічки металу ( варіанти), електромагнітний пристрій для запобігання витіканню розплаву металу і спосіб запобігання за допомогою магніту витіканню розплавленого металу
Номер патенту: 27804
Опубліковано: 16.10.2000
Автор: Гербер Ховард
МПК: B22D 27/02, B22D 11/06
Мітки: витіканню, пристрій, спосіб, розплаву, стрічки, допомогою, запобігання, відливання, електромагнітний, установка, магніту, безперервного, металу, варіанти, розплавленого
Текст:
...пластин между ребрами; Фиг. 13 - разрез по линии 13-13 на фиг. 12; Фиг. 14 - разрез по линии 14-14 на фиг. 12; Фиг. 15 - вид в перспективе другого варианта устройства, используемого в другом варианте установки; Фиг. 16 - вид сверху с частичным разрезом другого варианта установки с устройством, показанный на фиг. 15; Фиг. 17 - разрез по линии 17-17 на фиг. 15 с непоказанной задней частью катушки; Фиг. 18 - увеличенный вид участка фиг 16....
Спосіб лазерної обробки робочої заготовки та пристрій для його здійснення
Номер патенту: 27963
Опубліковано: 16.10.2000
Автори: Джеймс Вільям А., Брейткопф Стефен Х., Киршхофф Роберт Х., Проуел Роберт Дж.
МПК: B23K 26/14, B23K 26/06
Мітки: здійснення, робочої, заготовки, лазерної, спосіб, обробки, пристрій
Текст:
...1) для лазерной обработки рабочей заготовки настоящего изобретения содержит внешний корпус 2 и внутренний держатель линзы - сопло 3. Линза 4, фокусирующая лазер, зафиксирована во внешнем корпусе 2 с одного из его концов. Линзу 4 фиксируют во внешнем корпусе 2 посредством внешнего стопорного 5 кольца, которое ввинчивают во внутреннюю резьбу 6 внутренней поверхности корпуса 2. Линзу 4 можно зафиксировать на внутренней поверхности с помощью...
Спосіб отвердження окремих ділянок заготовки верху взуття та пристрій для його здійснення
Номер патенту: 4003
Опубліковано: 27.12.1994
Автори: Вайнтруб Ірина Вольфівна, Мозер Георгій Едуардович, Пегловський Вячеслав Віталійович
МПК: A43D 11/00
Мітки: заготовки, здійснення, пристрій, отвердження, окремих, спосіб, ділянок, верху, взуття
Формула / Реферат:
1. Способ отверждения отдельных участков заготовки верха обуви, включающий нанесение термопластичного материалам его равномерное распределение на участке заготовки верха, отличающийся тем, что последний наносят по спирали от наружного контура отверждаемого участка к его середине.2. Устройство отверждения отдельных участков заготовки верха обуви, содержащее стол для укладки заготовок с механизмом зажима заготовки, дозатор для подачи...
Попередній патент: Корпус спікального візка агломераційної машини
Наступний патент: Платформа-підбирач
Випадковий патент: Лазерна установка для опромінення поверхні заготівки