Система управління машиною лиття під тиском
Номер патенту: 8751
Опубліковано: 30.09.1996
Автори: Присяжнюк Ігор Вікторович, Богушевський Володимир Святославович, Церковницький Микола Сергійович, Сорокін Микола Олександрович
Формула / Реферат
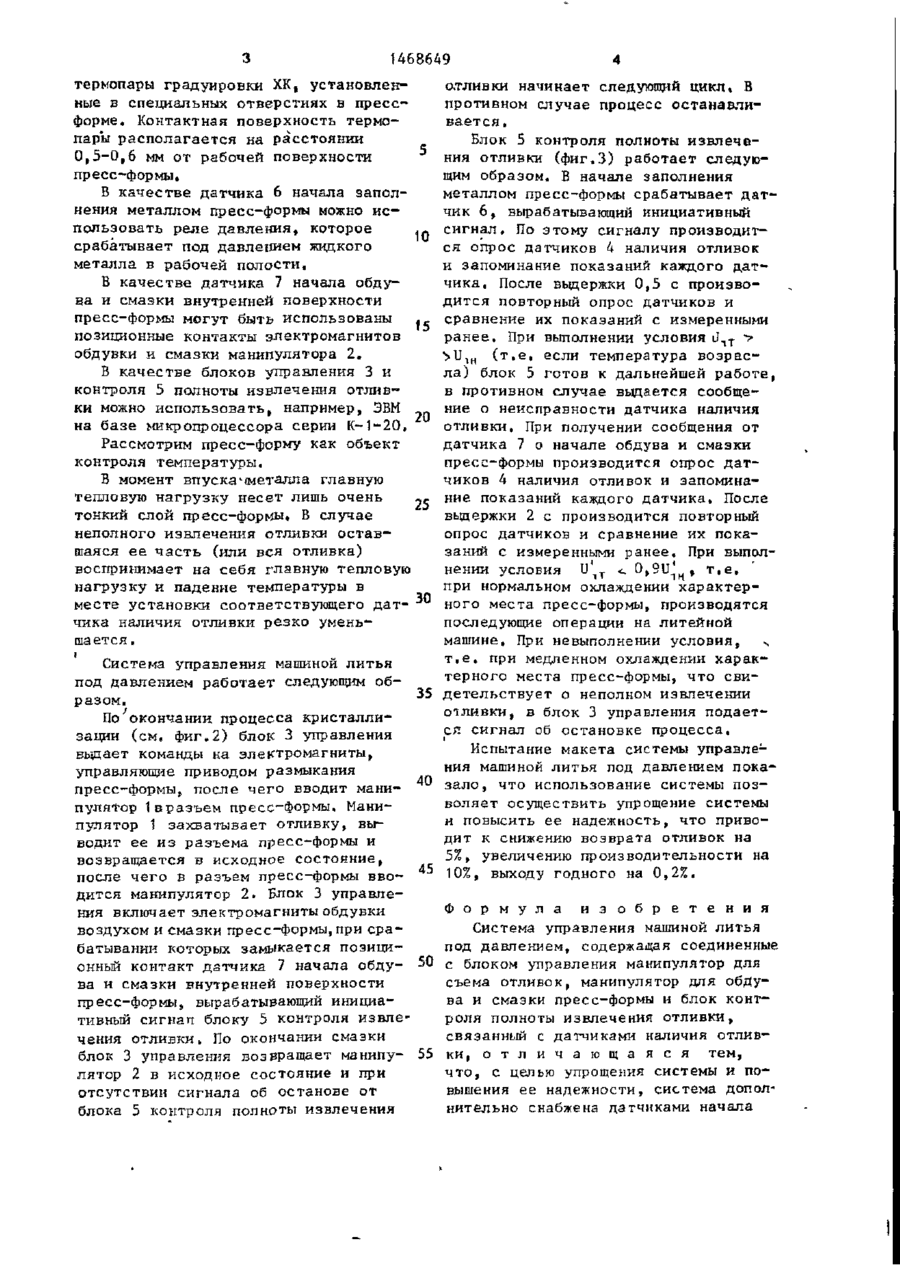
Система управления машиной литья под давлением, содержащая соединенные с блоком управления манипулятор для съема отливок, манипулятор для обдува и смазки пресс-формы и блок контроля полноты извлечения отливки, связанный с датчиками наличия отливки, отличающаясятем, что, с целью упрощения системы и повышения ее надежности, система дополнительно снабжена датчиками начала заполнения металлом пресс-формы и начала обдува и смазки внутренней поверхности пресс-формы, соединенными с блоком контроля полноты извлечения отливки, причем датчики наличия отливки установлены внутри полуформ в местах, соответствующих характерным местам отливки.
Текст
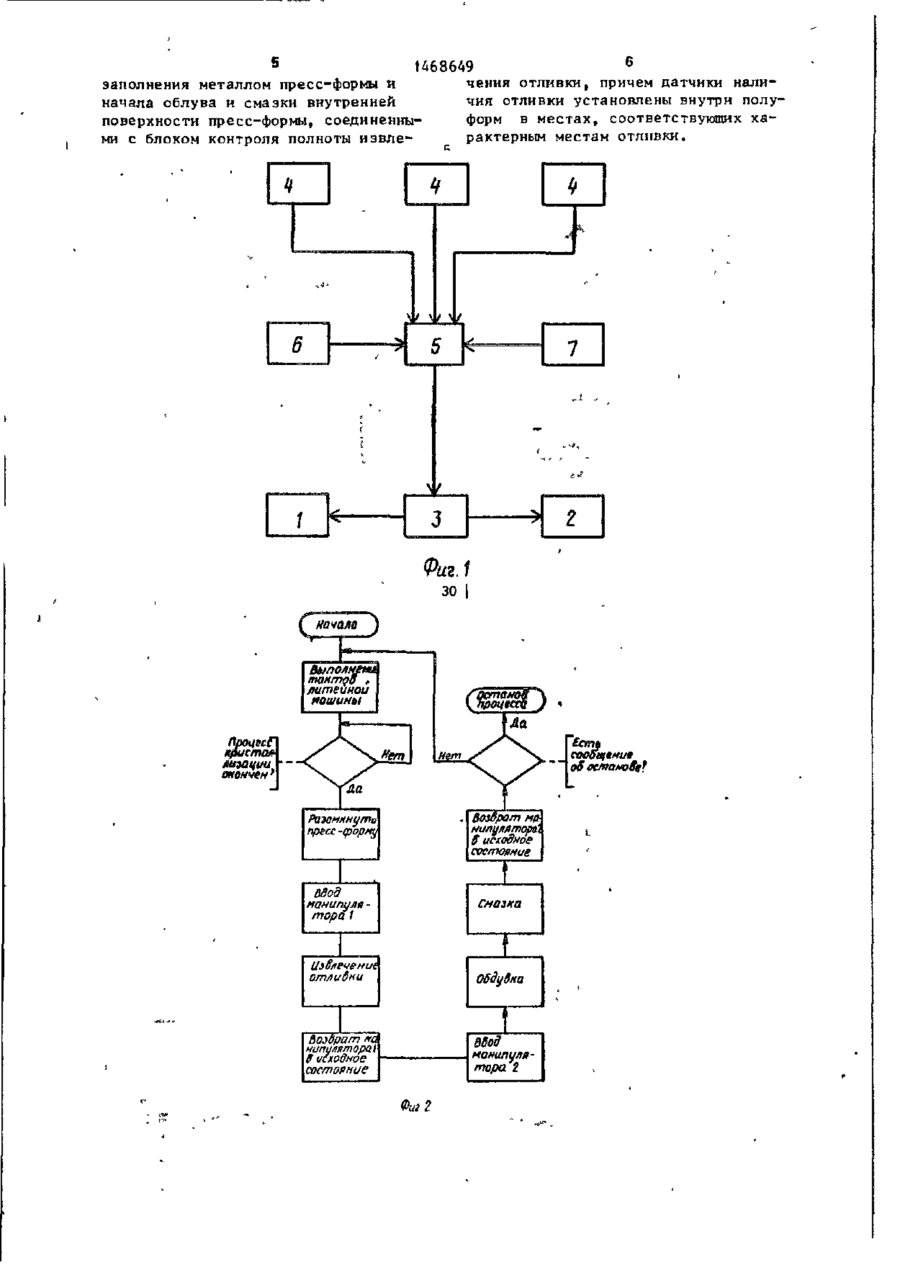
Изобретение относится к литейно му производству и предназначено для управления машиной литья под давлением. Цель - упрощение системы и повышение ее надежности. Существо изобретения заключается в том, что о полноте извлечения отливки или куста отливок судят по характеру реакции датчиков 4 наличия отливки на возмущение, вызываемое охлаждением полуформ при их обдуве и смазке. Работоспособность датчиков контролируют по изменению их сигналов в процессе заполнения пресс-формы металлом. 3 ил. $ Изобретение относится к литейному производству и может быть использовано при комплексной автоматизации литья под давлением, в частности в роботизированных линиях литья под давлением. Целью изобретения является упрощение системы и повышение ее надежности. На фиг.1 изображена блок-схема системы управления машиной литья под давлением; на фиг.2 - алгоритм функционирования блока управления; на фиг.З - алгоритм функционирования блока контроля полноты извлечения отливки. Система управления машиной литья под давлением (фиг,1) содержит манипулятор для съема отливок, манипулятор 2 для обдува и смазки, соединенные с блоком 3 управления, датчики 4 наличия отливок, соединенные с бло ком 5 контроля полноты извлечения отливки. Количество датчиков 4 наличия отливок определяется количеством характерных мест отливки или куста отливок. Датчик 6 начала заполнения металлом пресс-формы соединен с блоком 5 контроля полноты извлечения отливки, к которому, кроме того,подключен датчик 7 начала облува и смазки внутренней поверхности пресс-формы. Блок 5 контроля полноты извлечения отливки подсоединен к блоку 3 управления. Манипулятор 1 для съема отливок может быть выполнен, например, в виде механической руки с ча--:ватом, а манипулятор 2 для обдува и смазки пресс-формы - в виде подвил ього блока форсунок, вводимого в пространство между полуформами. В качестве датчиков > і-абичия отливок можно испопьэошть, например, со 1468649 термопары градуировки ХК, установленные в специальных отверстиях в прессформе. Контактная поверхность термопары располагается на расстоянии 0,5-0,6 мм от рабочей поверхности пресс-формы. В качестве датчика 6 начала заполнения металлом пресс-формы можно и с пользовать реле давления, которое 10 срабатывает под давлением жидкого металла в рабочей полости, В качестве датчика 7 начала обдуаа и смазки внутренней поверхности пресс-формы могут быть использованы 15 позиционные контакты электромагнитов обдувки и смазки манипулятора 2. В качестве блоков управления 3 и контроля 5 полноты извлечения отливки можно использовать, например, Э М В 20 на базе микропроцессора серии К-1-20, Рассмотрим пресс-форму как объект контроля температуры, В момент впускачметалла главную тепловую нагрузку несет лишь очень 25 тонкий слой пресс-формьі. В случае неполного извлечения отливки о с т а в шаяся ее ч а с т ь (или вся отливка) воспринимает на себя главную тепловую нагрузку и падение температуры в месте установки соответствующего дат _ 30 чика наличия отливки резко уменьшается . отливки начинает следующей цикл. В противном случае процесс останавливается. Блок 5 контроля полноты извлечения отливки (фиг.З) работает следующим образом, В начале заполнения металлом пресс-формы срабатывает д а т чик 6, вырабатывающий инициативный сигнал. По этому сигналу производится опрос датчиков 4 наличия отливок и запоминание показаний каждого датчика, После выдержки 0,5 с производится повторный опрос датчиков и сравнение их показаний с измеренными р а н е е . При выполнении условия d l T > >U, H ( т . е . если температура возрасла) блок 5 готов к дальнейшей работе, в противном случае выдается сообщение о неисправности датчика наличия отливки. При получении сообщения от датчика 7 о начале обдува и смазки пресс-формы производится опрос датчиков 4 наличия отливок и запоминание показаний каждого датчика. После выдержки 2 с производится повторный опрос датчиков и сравнение их показаний с измеренными ранее, При выполнении условия U* т « 0,9и'„ , т . е . L при нормальном охлаждении характерного места пресс-формы, производятся последующие операции на литейной машине. При невыполнении условия, s т . е . при медленном охлаждении характерного места пресс-формы, что сви35 детельствует о неполном извлечении отливки, в блок 3 управления подается сигнал об остановке процесса, Испытание макета системы управления машиной литья под давлением пока40 зало, что использование системы позволяет осуществить упрощение системы и повысить ее надежность, что приводит к снижению возврата отливок на5%, увеличению производительности на 45 10%, выходу годного на 0,2%, Система управления машиной литья под давлением работает следующим образом. По окончании процесса кристаллизации (см, фиг.2) блок 3 управления выдает команды на электромагниты, управляющие приводом размыкания пресс-формы, после чего вводит манипулятор 1вразъем пресс-формы. Манипулятор 1 захватывает отливку, выводит ее из разъема пресс-формы и возвращается в исходное состояние, после чего в разъем пресс-формы вводится манипулятор 2. Блок 3 управлеФ о р м у л а и з о б р е т е н и я ния включает электромагниты обдувки Система управления машиной литья воздухом и смазки пресс-формы, при срапод давлением, содержащая соединенные батывании которых замыкается позиционный контакт датчика 7 начала обду- 50 с блоком управления манипулятор для съема отливок, манипулятор для обДува и смазки внутренней поверхности ва и смазки пресс-формы и блок контпресс-формы, вырабатывающий инициароля полноты извлечения отливки, тивный сигнал блоку 5 контроля извлесвязанный с датчиками наличия отливчения отливки. По окончании смазки 55 ки, о т л и ч а ю щ а я с я тем, блок 3 управления возвращает манипуч т о , с целью упрощения системы и полятор 2 в исходное состояние и при вышения ее надежности, система дополотсутствии сигнала об останове от нительно снабжена датчиками начала блока 5 контроля полноты извлечения 6 1468649 заполнения металлом пресс-формы и чения отливки, причем датчики налиначала облува и смазки внутренней чия отливки установлены внутри полуповерхности пресс-формы, соединенныформ в местах, соответствующих хами с блоком контроля полноты извлерактерным местам отливки. 5 ч ц * 4 t s/ 5 6 і f 3 1 s Фаг. зо начало Выполнены. тактов , /штеинои машины Процес? яриста» Мпации окончен' Возврат на нилуяятора'і S исходное состояние пресс -форму Ввод манипуле тори f Смазка отлибни Обдубна dojdpam ЯП нипиляторй і If исходное состояние Вбод манипулятора 1 Фиг 2 2 1468669 £t/7t ufiiluuim от датчика Г &сть я инициатива от датчика нйчаЙп ОоиЦООЛІ смаэfar внитеиней поверхности пресс-формы* опрос аатчи но8 нали отлцвон Опрос avu под наличия отладок ШЧн) Включить охдючить таймер на период iigjms Т, Нет c батчиаличия Dnooc датчинов наличия отливок отливок (a Hem IT) - Выдачи сообщения 8 блок цпраЬленш об останобе процесса 5lpWQ сообщения о неиспдав ноет и шгчина наличия отли8*~ С (
ДивитисяДодаткова інформація
Назва патенту англійськоюStarwritercontrol system of machine of pressure die casting
Автори англійськоюTserkovnytskyi Mykola Serhiiovych, Bohushevskyi Volodymyr Sviatoslavovych, Sorokin Mykola Oleksandrovych, Prysiazhniuk Ihor Viktorovych
Назва патенту російськоюСистема управления машиной для литья под давлением
Автори російськоюЦерковницкий Николай Сергеевич, Богушевский Владимир Святославович, Сорокин Николай Александрович, Присяжнюк Игорь Викторович
МПК / Мітки
МПК: B22D 17/32
Мітки: управління, система, тиском, машиною, лиття
Код посилання
<a href="https://ua.patents.su/4-8751-sistema-upravlinnya-mashinoyu-littya-pid-tiskom.html" target="_blank" rel="follow" title="База патентів України">Система управління машиною лиття під тиском</a>
Пристрій управління промисловим роботом для зняття відливок машини лиття під тиском
Номер патенту: 7416
Опубліковано: 29.09.1995
Автори: Присяжнюк Ігор Вікторович, Богушевський Володимир Святославович, Церковницький Микола Сергійович, Сорокін Микола Олександрович
МПК: B22D 17/32
Мітки: промисловим, пристрій, управління, машини, тиском, відливок, лиття, зняття, роботом
Формула / Реферат:
Устройство управления промышленным роботом для съема отливок машины литья под давлением, содержащее манипулятор с механическим захватом, снабженный программным контроллером, соединенным с датчиком объема отливки и с устройством управления циклом машины литья под давлением, отличающееся тем, что, с целью повышения КПД и надежности в работе устройства, оно дополнительно содержит датчики массы дозируемого в пресс-камеру металла и длины...
Спосіб управління швидкістю прес-поршня машини лиття під тиском
Номер патенту: 7419
Опубліковано: 29.09.1995
Автори: Богушевський Володимир Святославович, Церковницький Микола Сергійович, Лигоцький Ігор Леонідович, Сорокін Микола Олександрович
МПК: B22D 17/32
Мітки: машини, тиском, швидкістю, лиття, управління, спосіб, прес-поршня
Формула / Реферат:
Способ управления скоростью пресс-поршня машины литья под давлением, включающий измерение скорости пресс-поршня, сравнение ее текущего значения с заданными, управление положением следящего золотника, отличающийся тем, что, с целью увеличения производительности литейной машины, дополнительно измеряют массу, объем и линейные размеры отливки, определяют площадь пор, их размер и количество в ответственных местах, дефекты в которых в процессе...
Спосіб визначення моменту розкриття прес-форми машини лиття під тиском
Номер патенту: 7418
Опубліковано: 29.09.1995
Автори: Лигоцький Ігор Леонідович, Богушевський Володимир Святославович, Церковницький Микола Сергійович, Сорокін Микола Олександрович
МПК: B22D 17/32
Мітки: визначення, тиском, лиття, машини, розкриття, спосіб, прес-форми, моменту
Формула / Реферат:
Способ определения момента раскрытия пресс-формы машины литья под давлением, преимущественно при производстве деталей из сплавов, имеющих фазовые превращения при температурах ниже температуры солидуса, включающий введение расплавленного металла известной температуры в полость пресс-формы, кристаллизацию его, измерение температуры в точке пресс-формы и удаление затвердевшей отливки при снижении температуры на 5-10°С ниже температуры фазового...
Пристрій визначення моменту розкриття прес-форми машини лиття під тиском
Номер патенту: 2972
Опубліковано: 26.12.1994
Автори: Лигоцький Ігор Леонідович, Сорокін Микола Олександрович, Богушевський Володимир Святославович, Церковницький Микола Сергійович
МПК: B22D 17/32
Мітки: моменту, розкриття, прес-форми, машини, тиском, пристрій, визначення, лиття
Формула / Реферат:
Устройство определения момента раскрытия пресс-формы машины литья под давлением, преимущественно при производстве деталей из сплавов, имеющих фазовые превращения при температуре ниже температуры солидуса, содержащее измерители температуры металла и пресс-формы, задатчик температуры, при которой необходимо раскрыть пресс-форму, соединенную с блоком сравнения, отличающееся тем, что оно дополнительно содержит измерители усилий на толкатели,...
Спосіб лиття під тиском короткозамкнутого ротора електричної машини
Номер патенту: 7074
Опубліковано: 30.06.1995
Автори: Штефан Анатолій Михайлович, Бондарев Віктор Миколайович
МПК: B22D 27/02
Мітки: електричної, короткозамкнутого, ротора, тиском, машини, лиття, спосіб
Текст:
...клетки 8. Внутри паза возникает ударная волна в кристаллизующемся расплаве, что приводит к перемешиванию расплава, 55 ломке растущих дендритов и переносу их конвективным потоком от границы затвердевания в объем жидкого ядра. Это явление способствует возникновению новых центров кристаллизации, снижению химической неоднородности и улучшению структуры металла. Этот известный эффект в конечном итоге улучшает электропроводность беличьей клетки и...
Попередній патент: Спосіб одержання водовугільної суспензії та пристрій для його здійснення
Наступний патент: Електроочищувач діелектричних рідин
Випадковий патент: Епітаксійна структура фосфіду галію n-p+ -типу для високотемпературних діодних сенсорів температури