Пристрій визначення моменту розкриття прес-форми машини лиття під тиском
Номер патенту: 2972
Опубліковано: 26.12.1994
Автори: Сорокін Микола Олександрович, Богушевський Володимир Святославович, Лигоцький Ігор Леонідович, Церковницький Микола Сергійович
Формула / Реферат
Устройство определения момента раскрытия пресс-формы машины литья под давлением, преимущественно при производстве деталей из сплавов, имеющих фазовые превращения при температуре ниже температуры солидуса, содержащее измерители температуры металла и пресс-формы, задатчик температуры, при которой необходимо раскрыть пресс-форму, соединенную с блоком сравнения, отличающееся тем, что оно дополнительно содержит измерители усилий на толкатели, соединенные через второй блок сравнения со схемой сброса записи первого блока памяти, вход которого соединен через первый блок деления, сумматор с выходами первого и второго таймера, схема сброса-запуска которых подсоединена к датчику второй фазы прессования, выход первого блока памяти соединен через первый блок умножения, блок возведения в степень с первым входом второго блока умножения, второй вход которого через второй блок деления, ключ, третий блок сравнения подсоединен к первому выходу измерителя температуры, пресс-формы, второй выход которого соединен через блок задержки со вторым входом третьего блока сравнения и вторым блоком памяти, третий выход измерителя температуры пресс-формы через третий и четвертый блоки деления и блок логарифмирования соединен с первым блоком деления, а четвертый выход измерителя температуры пресс-формы соединен через пятый блок деления с первым блоком сравнения, выход третьего блока сравнения соединен через дифференциатор со схемой сброса-записи второго блока памяти и непосредственно со схемой останова первого таймера, а выход сумматора подсоединен ко входу первого блока умножения, измеритель температуры металла через третий блок памяти, схема сброса-записи которого соединена с датчиком момента контроля температуры металла, соединен со вторым блоком деления, выход второго блока умножения соединен с пятым блоком деления, выход второго блока памяти соединен с ключом.
Текст
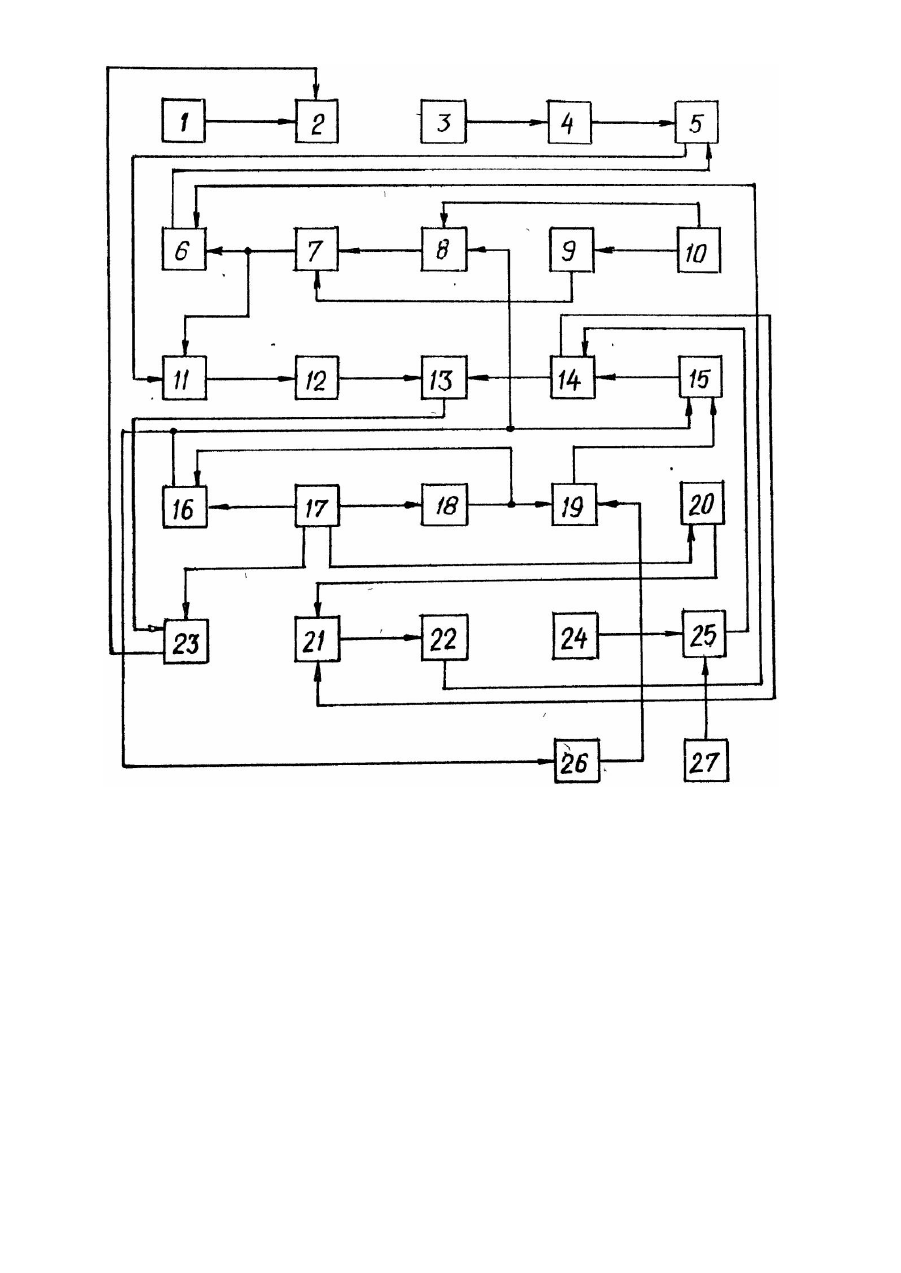
Изобретение относится к литейному производству, а именно к управлению технологическим процессам машин литья под давлением. Известно устройство определения момента раскрытия пресс-формы, включающее измерители температуры металла и пресс-формы, вычислительный блок для расчета по этим параметрам продолжительности кристаллизации [1]. Указанное устройство имеет низкую точность, так как продолжительность кристаллизации определятся также массой отливки, в частности, массой пресс-остатка, которую устройство не учи тывает. Наиболее близким по технической сущности к заявляемому изобретению является устройство литья под давлением, преимущественно при производстве деталей из сплавов, имеющих фазовые превращения при температуре ниже температуры солидуса [2]. Устройство содержит измерители температуры металла и пресс-формы, задатчик температуры, при которой необходимо раскрыть пресс-форму, соединенный с блоком сравнения. Указанное устройство имеет низкую производительность, так как отливку приходится выдерживать в прессформе заведомо долго. Это связано с тем, что смазка поверхности пресс-формы (при последовательном производстве отливок слой смазки может быть различным) приводит к переменной температуре на поверхности контакта металла и пресс-формы, что, в свою очередь, приводит к изменению момента кристаллизации отливки. Также существенное влияние на этот момент оказывает система охлаждения пресс-формы, а геометрическая координата установки датчика температуры оказывает влияние на постоянную времени переходного процесса. В основу изобретения поставлена задача создания устройства определения момента раскрытия прессформы машины литья под давлением, в котором введение новых блоков позволяет исключить из производственного процесса время необоснованной выдержки отливки в пресс-форме и таким образом повысить производительность. Поставленная задача решена тем, что устройство определения момента раскрытия пресс-формы машины литья под давлением, преимущественно при производстве деталей из сплавов, имеющих фазовые превращения при температуре ниже температуры солидуса, содержащее измерители температуры металла и пресс-формы, задатчик температуры, при которой необходимо раскрыть пресс-форму, согласно изобретению, содержит измерители усилий на толкатели, соединенные через второй блок сравнения со схемой сброса-записи первого блока памяти, вход которого соединен через первый блок деления, сумматор с выходами первого и второго таймеров, схемы сброса-запуска которых подсоединены к датчику второй фазы прессования, выход первого блока памяти соединен через первый блок умножения, блок возведения в степень с первым входом второго блока умножения, второй вход которого через второй блок деления, ключ, третий блок сравнения подсоединен к первому выходу измерителя температуры пресс-формы, второй выход которого соединен через блок задержки со вторым входом третьего блока сравнения и вторым блоком памяти, третий выход измерителя температуры пресс-формы через третий и четвертый блоки деления, а четвертый выход измерителя температуры прессформы соединен через пятый блок деления с первым блоком сравнения, выход третьего блока сравнения соединен через дифференциатор со схемой сброса-записи второго блока памяти и непосредственно со схемой останова первого таймера, а выход сумматора подсоединен ко входу первого блока умножения, измеритель температуры металла через третий блок памяти, схема сброса-записи которого соединена с датчиком момента контроля температуры металла, соединен со вторым блоком деления, выход которого соединен с четвертым блоком деления, выход второго блока умножения соединен с пятым блоком деления, выход второго блока памяти, соединен с ключом. На чертеже представлена схема устройства определения момента раскрытия пресс-формы машины литья под давлением. Устройство содержит задатчик 1 температуры, при которой необходимо раскрыть пресс-форму, соединенный с первым блоком 2 сравнения, измерители 3 усилия на толкатели, соединенные через второй блок 4 сравнения со схемой сброса-записи первого блока 5 памяти, вход которого соединен через первый блок 6 деления, сумматор 7 с выходами первого 8 и второго 9 таймеров, схемы сброса-запуска которых подключены к датчику 10 второй фазы прессования. Выход первого блока 5 памяти соединен через первый блок 11 умножения, блок 12 возведения в степень с первым входом второго блока 13 умножения, второй вход которого через второй блок 14 деления, ключ 15, третий блок 16 сравнения подсоединен к первому выходу измерителя 17 температуры прессформы. Второй выход измерителя 17 соединен через блок 18 задержки с вторым входом третьего блока 16 сравнения и вторым блоком 19 памяти. Третий выход измерителя 17 температуры пресс-формы соединен через третий 20 и четвертый 21 блоки деления и блок 22 логарифмирования с первым блоком 6 деления. Четвертый выход измерителя 17 температуры пресс-формы соединен через пятый блок 23 деления с первым блоком 2 сравнения. Измеритель 24 температуры металла через третий блок 25 памяти соединен с вторым блоком 14 деления, выход которого соединен с четвертым блоком 21 деления. Выход второго блока 13 умножения соединен с пятым блоком 23 деления, а выход второго блока 19 памяти - с ключом 15. Выход третьего блока 16 сравнения соединен через дифференциатор 26 со схемой сброса-запуска второго блока 19 памяти и непосредственно со схемой останова первого таймера 8, а выход сумматора 7 соединен с входом первого блока 11 умножения. Схема сброса-записи третьего блока 25 памяти соединена с датчиком 27 момента контроля температуры металла. Измерители усилий представляют собой, например, преобразователи типа ДСТБ-С-060, измерители температуры пресс-формы и металла-термопары соответственно ТХК-0529 и ТХА-0379; датчик второй фазы прессования представляет собой, например, бесконтактный датчик положения типа БТП101-24, а датчик момента контроля температуры металла - пускатель исполнительного механизма термопары погружения. Блоки памяти могут быть выполнены, например, на базе устройства выборки и хранения аналоговых сигналов типа ИС КР1100СК2, а блоки возведения в степень и логарифмирования - на базе вторичных токовых преобразователей с реализацией функциональных зависимостей на механических элементах. Остальные блоки могут быть выполнены на базе стандартных блоков АКЭСР и стандартных средств вычислительной техники. Исследованиями доказано, что в момент впуска металла основную тепловую нагрузку несет лишь очень тонкий слой пресс-формы (до 1 мм). Запаздывание наступления максимальной температуры на данной глубине по сравнению с колебаниями температуры на границе определяется по формуле: (1) где D t - запаздывание температурной волны, с; х - линейная координата в направлении, перпендикулярном к поверхности стенки пресс-формы, м; t o - продолжительность цикла, с; а - температуропроводность стальной пресс-формы, м 2/с. / С учетом слоя смазки запаздывание температурной волны на глубине заделки горячего спая термопары равно: , (2) где Dt1 - запаздывание температурной волны в пресс-форме на уровне горячего спая термопары, с; d см - толщина смазки, м; асм - температуропроводность смазки, м 2/с; d - расстояние от поверхности пресс-формы до горячего спая термопары, м. Значение Dt1 определяют идентификацией экспериментальных данных: это момент выхода на максимум показаний термопары, отсчитанный от момента окончания заливки металла в пресс-форму и принятый за начало операции контроля температурного режима отливки. Изменение во времени температуры точки активного слоя пресс-формы можно описать формулой для инерционного звена первого порядка с чистым запаздыванием , (3) где tпф - температура активного слоя пресс-формы, °С; tм - температура заливаемого металла по показаниям термопары погружения, °С; A1 - коэффициент, зависящий от постоянной времени переходного процесса, определяемый геометрической координатой и системой охлаждения пресс-формы, с-1; K1 - коэффициент, определяемый амплитудой температурной волны на уровне горячего спая, Изменение температуры отливки можно выразить формулой: , (4) где А - коэффициент, зависящий от постоянной времени переходного процесса, определяемый системой охлаждения пресс-формы, с-1; tотл - температура отливки, °С. Учитывая, что , (5) можно получить , (6) где l , l 1 - теплопроводность соответственно металла отливки и стальной пресс-формы, Вт/(м °С); С, С1 - средние удельные теплоемкости соответственно отливки и пресс-формы, Дж/(кг °С); r 1 r 1 - плотности соответственно отливки и пресс-формы, кг/м 3; К2 - коэффициент относительной тепловой активности контактируемых тел. Отсюда , (7) Величина А изменяется при производстве каждой отливки, так как охлаждение отливки и пресс-формы зависит от толщины слоя смазки при каждом смазывании пресс-формы. Ее значение определяют в момент начала кристаллизации отливки, фиксируемый по падению показаний измерителя усилия, установленного на толкателе, по формуле: , (8) где tпфк , tотл - соответственно значение температуры пресс-формы и отливки вмомента кристаллизации последней, °С; tк - момент начала кристаллизации отливки, с. Устройство определения момента раскрытия пресс-формы машины литья под давлением работает следующим образом. Перед началом производства отливок на задатчике 1 температуры, при которой необходимо раскрыть прессформу, устанавливается значение температуры на 5-10°С ниже температуры фазового превращения. Сигнал, пропорциональный величине задания, поступает в первый блок 2 сравнения. Напряжение, пропорциональное усилию на толкатели, от измерителей 3 усилия, установленных под плиту толкателей, поступает на первый вход второго блока 4 сравнения, на второй вход которого поступает "нулевой" опорный сигнал. При получении сигнала о "начале кристаллизации" (снижение усилий на плиту толкателей до нуля) производится очистка первого блока 5 памяти и запись в него показаний первой блока деления. При поступлении сигнала "2-я фаза прессования" от датчика 10 запускаются таймеры 8 и 9. С измерителя 17 температуры пресс-формы, например, термопары ТХК-0529 в комплекте с преобразователем Ш-72, установленной в отверстие в пресс-форме на расстоянии 0,2-0,5 мм от рабочей поверхности, поступает напряжение, пропорциональное температуре прессформы, в третий блок 16 сравнения непосредственно и на второй вход блока 16 сравнения, задержанное во времени. Во время роста температуры пресс-формы, вызванного заливкой металла, напряжение, поступающее с измерителя 17, превышает напряжение, поступающее с блока 18 задержки, и с выхода блока 16 сравнения снимается "нулевой" сигнал. При прохождении максимума температуры и в дальнейшем напряжение, поступающее с блока 18, превышает напряжение, поступающее с измерителя 17, и с выхода блока 16 сравнения снимается "единичный" сигнал. Этот сигнал используется для останова первого таймера 8, напряжение с выхода которого будет пропорционально величине Dt1 , открывает ключ 15 и, преобразованный в импульс на дифференциаторе 26, производит сброс-запись значения tпф в момент Dt1 во второй блок 19 памяти. В дальнейшем это напряжение через ключ 15 поступает во второй блок 14 деления, на второй вход которого по линии измеритель 24 температуры металла - третий блок 25 памяти поступает напряжение, пропорциональное tм . Сигнал на сброс-запись значения tм в блок 25 поступает от датчика 27 момента контроля температуры t пф металла. В момент времени t = Dt1 из выражения (3) следует, что = 1 - К 1Dt 1 , т.е. на вход четвертого блока tм 21 деления поступает напряжение, пропорциональное величине (1 - К 1 Dt1 ) . Напряжение, пропорциональное величине tпф поступает с измерителя 17 температуры пресс-формы в третий блок 20 деления, выходное t пф напряжение которого пропорционально величине (tотл вводится в блок 20 как постоянный коэффициент). tм Выходное напряжение четвертого блока 21 деления, пропорциональное величине , поступает на блок 22 логарифмирования, откуда на первый вход первого блока 6 деления. Напряжение, пропорциональное величинам Dt1 и соответственно с первого таймера 8 и второго таймера 9, поступает в сумматор 7, в котором определяется величина (- К 2 t + К 2 Dt 1 + t ) , напряжение пропорциональное которой поступает на второй вход первого блока 6 деления. С выхода блока 6 на вход первого блока 5 памяти поступает напряжение, пропорциональное правой части выражения (8). При получении сигнала о "начале кристаллизации" с блока 4 сравнения производится очистка первого блока 5 памяти и запись в него показаний, пропорциональных величине А, которое поступает на первый вход первого блока 11 умножения. На второй вход блока 11 поступает напряжение пропорциональное величине (- К 2 t + К 2 Dt 1 + t ) , а выходное напряжение блока 2 пропорционально величине A(- К 2 t + К 2 Dt 1 + t) . На первый вход второго блока 13 умножения поступает напряжение, пропорциональное величине ехр A(- К 2 t + К 2 Dt 1 + t) , а на второй вход - выходное напряжение второго блока 14 деления. Таким образом. выходное напряжение блока 13, пропорциональное (1 - К 1 Dt1 ) х е хр A(- К 2 t + К 2 Dt 1 + t) , поступает на вход пятого блока 23 деления. На второй вход блока 23 поступает напряжение, пропорциональное величине tпф , а выходное напряжение блока 23 пропорционально величине tотл. Выходное напряжение блока 23 поступает на второй вход блока 2 сравнения. При равенстве напряжений с выходов блоков 23 и 1 с выхода блока 2 сравнения выдается сигнал на раскрытие пресс-формы. Использование данного устройства позволяет исключить необоснованное время выдержки отливки в прессформе сверх необходимого, что приводит к увеличению производительности машины литья под давлением без ухудшения качества отливки.
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for definition of the moment of opening of mold of die casting machine
Автори англійськоюBohushevskyi Volodymyr Sviatoslavovych, Sorokin Mykola Oleksandrovych, Tserkovnytskyi Mykola Serhiiovych, Lyhotskyi Ihor Leonidovych
Назва патенту російськоюУстройство определения момента раскрытия пресс-формы машины литья под давлением
Автори російськоюБогушевский Владимир Святославович, Сорокин Николай Александрович, Церковницкий Николай Сергеевич, Лигоцкий Игорь Леонидович
МПК / Мітки
МПК: B22D 17/32
Мітки: моменту, визначення, пристрій, машини, прес-форми, лиття, розкриття, тиском
Код посилання
<a href="https://ua.patents.su/4-2972-pristrijj-viznachennya-momentu-rozkrittya-pres-formi-mashini-littya-pid-tiskom.html" target="_blank" rel="follow" title="База патентів України">Пристрій визначення моменту розкриття прес-форми машини лиття під тиском</a>
Спосіб визначення дисбалансу роторів та пристрій для його здійснення
Номер патенту: 2745
Опубліковано: 26.12.1994
Автори: Остріченко Сергій Федорович, Єфремов Володимир Борисович
МПК: G01M 1/22
Мітки: здійснення, визначення, пристрій, спосіб, дисбалансу, роторів
Формула / Реферат:
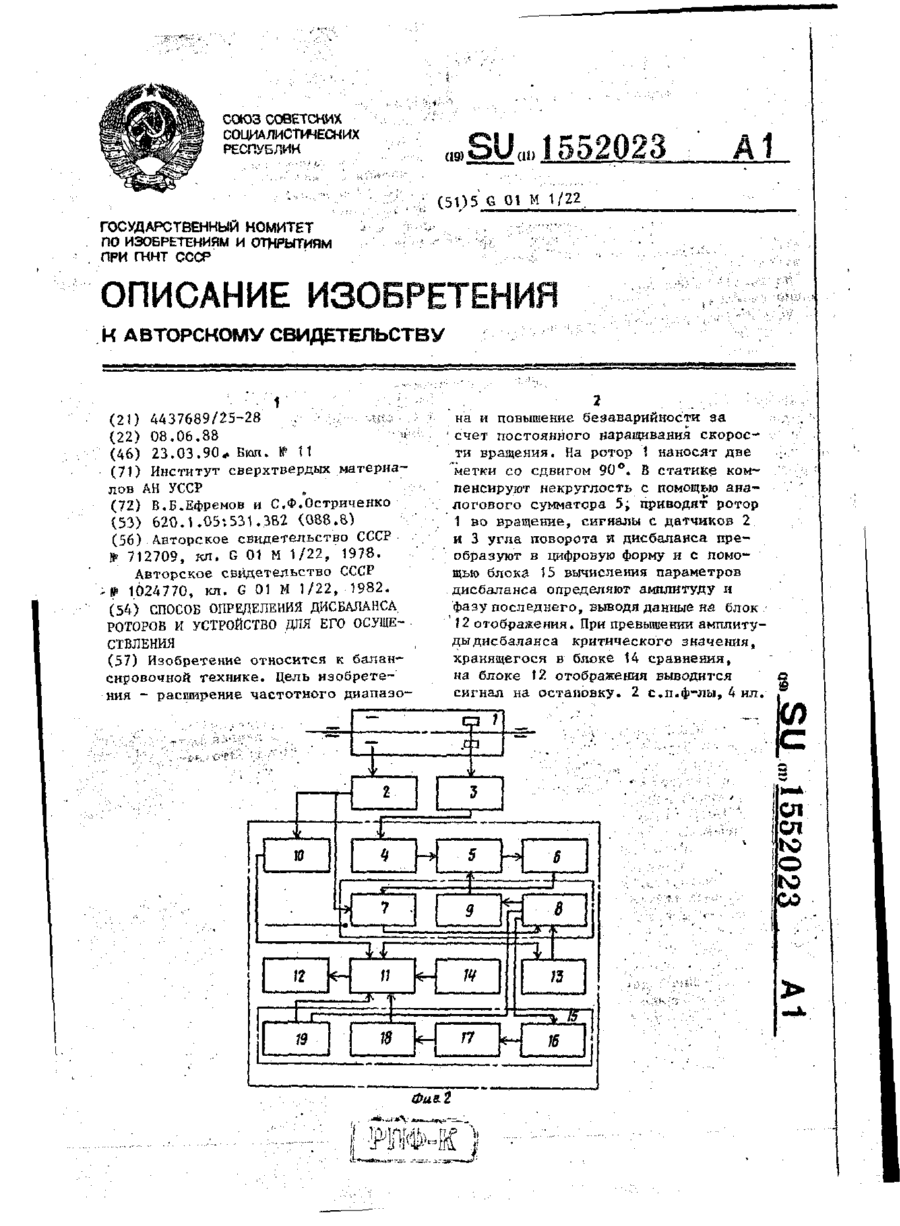
1. Способ определения дисбаланса роторов, заключающийся в том, что приводят ротор во вращение, фиксируют его радиальные перемещения в течение одного полуоборота дважды со сдвигом 90° и определяют амплитуду и фазу дисбаланса, отличающийся тем, что, с целью расширения частотного диапазона и повышения безаварийности, предварительно на ротор наносят две метки со сдвигом 90°, компенсируют некруглость ротора и при вращении на любой частоте...
Спосіб визначення моменту зливання металу з конвертера
Номер патенту: 2970
Опубліковано: 26.12.1994
Автори: Сорокін Микола Олександрович, Лигоцький Ігор Леонідович, Церковницький Микола Сергійович, Богушевський Володимир Святославович
МПК: C21C 5/30
Мітки: визначення, моменту, зливання, конвертера, металу, спосіб
Формула / Реферат:
Способ определения момента слива металла из конвертера, включающий определение содержания углерода и температуры металла в процессе продувки, расчет и формирование управляющих воздействий для получении в момент достижения заданного содержания углерода заданной температуры ванны и прекращение продувки в момент достижения заданного значениясодержания углерода, отличающийся тем, что дополнительно измеряют температуру шлака, находят величину...
Вимірювач відстані до місця короткого замикання
Номер патенту: 2057
Опубліковано: 20.12.1994
Автори: Носулько Віктор Дмитрович, Кизилов Володимир Улянович
МПК: G01R 31/08
Мітки: місця, короткого, відстані, замикання, вимірювач
Формула / Реферат:
Измеритель расстояния до места короткого замыкания, содержащий блоки выбора тока и напряжения, соединенные с поврежденными фазами объекта контроля, блок управления, выход которого соединен с управляющим входом блока памяти, к выходу которого подключен вход блока индикации, первый перемножитель, к первому входу которого подключен выход вычитателя, к первому входу которого подключен выход блока выбора напряжения, отличающийся тем, что, с...
Пристрій для формування залишків по модулю
Номер патенту: 612
Опубліковано: 15.12.1993
Автор: Черкаський Микола Вячеславович
МПК: H03M 7/14
Мітки: залишків, пристрій, формування, модулю
Формула / Реферат:
Формула изобретения1. Устройство для формирования остатков по модулю, содержащее (1-1) групп одноразрядных сумматоров (1= n/q, где n - разрядность числа, q - число сумматоров в группах) и блок свертки, причем прямые входы первого слагаемого одноразрядных сумматоров і-й группы (I = 1 - 1 - 1) соединены с входами соответствующих разрядов (і+1)-й группы информационного входа устройства, выход переноса к-го одноразрядного сумматора і-й...
Пристрій для формування залишків по модулю
Номер патенту: 614
Опубліковано: 15.12.1993
Автор: Черкаський Микола Вячеславович
МПК: G06F 11/00, G06F 7/60
Мітки: формування, модулю, пристрій, залишків
Формула / Реферат:
Формула изобретения1. Устройство для формирования остатков по модулю, содержащее 1-1 группу сумматоров (1 = n/q, n - разрядность числа, q - число сумматоров в группе) и блок свертки, выходы которого являются выходами устройства, прямые входы первого слагаемого и входы переноса сумматоров первой группы являются первой, второй и третьей группами информационного входов устройства, прямые входы первого слагаемого сумматоров (і-й группы. (і...
Попередній патент: Спосіб контролю рівня ванни у конвертері
Наступний патент: Високовольтний транзистор
Випадковий патент: Спосіб безперервного прокатування штаб