Правильна машина для листів
Номер патенту: 88261
Опубліковано: 11.03.2014
Автори: Ніколаєв Віктор Олександрович, Гоман Сергій Володимирович, Ніколенко Андрій Георгійович

Формула / Реферат
Правильна машина для листів з верхнім і нижнім рядами деформуючих роликів, яка відрізняється тим, що деформуючі ролики виконують з плоскими гранями, що чергуються по окружності, на всій довжині бочки ролика при одночасному збільшенні відношення довжини кроку до довжини граней (t/B) від перших до останніх роликів (В - довжина грані; t - крок-відстань між гранями).
Текст
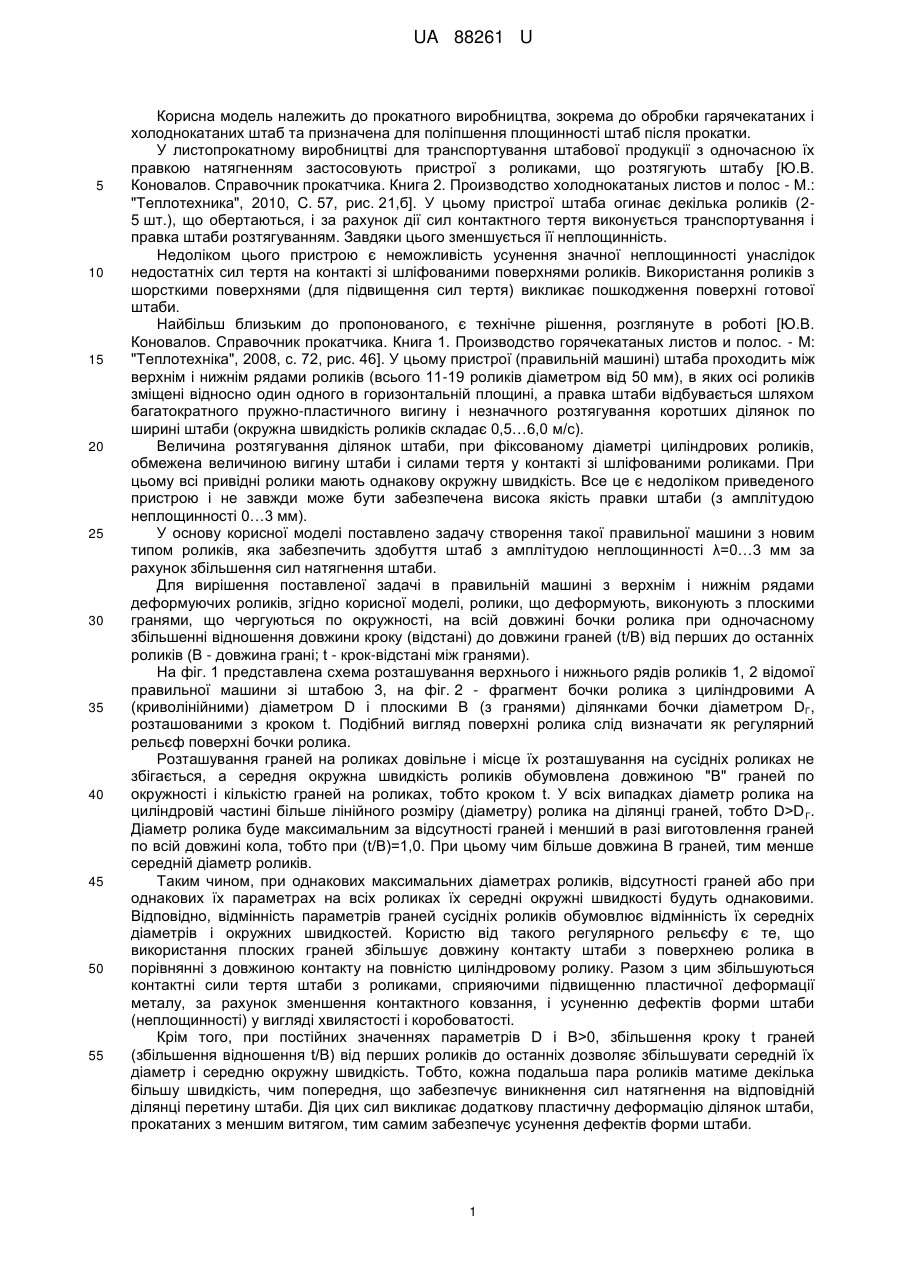
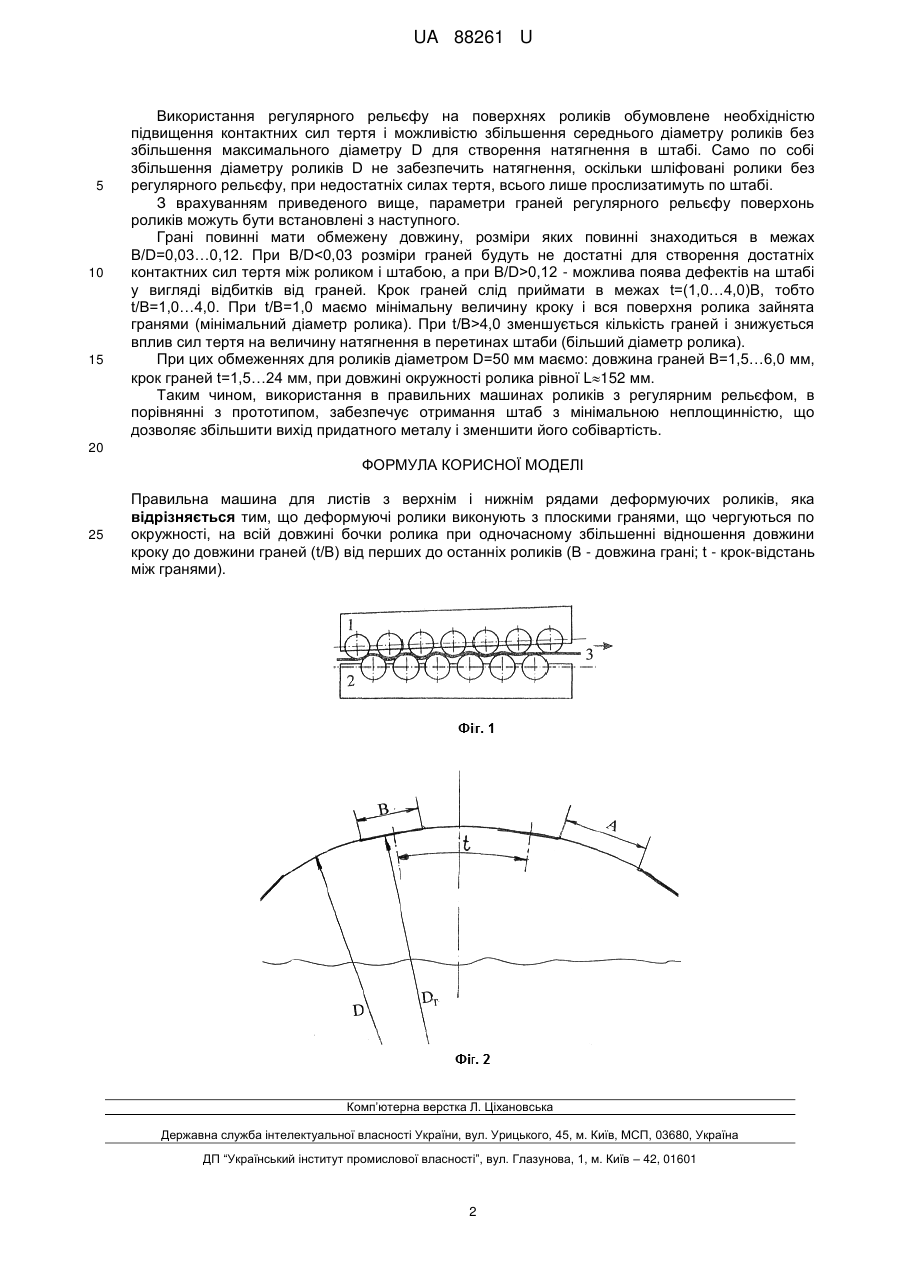
Реферат: Правильна машина для листів з верхнім і нижнім рядами деформуючих роликів, в якій деформуючі ролики виконують з плоскими гранями, що чергуються по окружності, на всій довжині бочки ролика при одночасному збільшенні відношення довжини кроку до довжини граней (t/B) від перших до останніх роликів (В - довжина грані; t - крок-відстань між гранями). UA 88261 U (12) UA 88261 U UA 88261 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до прокатного виробництва, зокрема до обробки гарячекатаних і холоднокатаних штаб та призначена для поліпшення площинності штаб після прокатки. У листопрокатному виробництві для транспортування штабової продукції з одночасною їх правкою натягненням застосовують пристрої з роликами, що розтягують штабу [Ю.В. Коновалов. Справочник прокатчика. Книга 2. Производство холоднокатаных листов и полос - М.: "Теплотехника", 2010, C. 57, рис. 21,б]. У цьому пристрої штаба огинає декілька роликів (25 шт.), що обертаються, і за рахунок дії сил контактного тертя виконується транспортування і правка штаби розтягуванням. Завдяки цього зменшується її неплощинність. Недоліком цього пристрою є неможливість усунення значної неплощинності унаслідок недостатніх сил тертя на контакті зі шліфованими поверхнями роликів. Використання роликів з шорсткими поверхнями (для підвищення сил тертя) викликає пошкодження поверхні готової штаби. Найбільш близьким до пропонованого, є технічне рішення, розглянуте в роботі [Ю.В. Коновалов. Справочник прокатчика. Книга 1. Производство горячекатаных листов и полос. - М: "Теплотехніка", 2008, с. 72, рис. 46]. У цьому пристрої (правильній машині) штаба проходить між верхнім і нижнім рядами роликів (всього 11-19 роликів діаметром від 50 мм), в яких осі роликів зміщені відносно один одного в горизонтальній площині, а правка штаби відбувається шляхом багатократного пружно-пластичного вигину і незначного розтягування коротших ділянок по ширині штаби (окружна швидкість роликів складає 0,5…6,0 м/с). Величина розтягування ділянок штаби, при фіксованому діаметрі циліндрових роликів, обмежена величиною вигину штаби і силами тертя у контакті зі шліфованими роликами. При цьому всі привідні ролики мають однакову окружну швидкість. Все це є недоліком приведеного пристрою і не завжди може бути забезпечена висока якість правки штаби (з амплітудою неплощинності 0…3 мм). У основу корисної моделі поставлено задачу створення такої правильної машини з новим типом роликів, яка забезпечить здобуття штаб з амплітудою неплощинності λ=0…3 мм за рахунок збільшення сил натягнення штаби. Для вирішення поставленої задачі в правильній машині з верхнім і нижнім рядами деформуючих роликів, згідно корисної моделі, ролики, що деформують, виконують з плоскими гранями, що чергуються по окружності, на всій довжині бочки ролика при одночасному збільшенні відношення довжини кроку (відстані) до довжини граней (t/B) від перших до останніх роликів (В - довжина грані; t - крок-відстані між гранями). На фіг. 1 представлена схема розташування верхнього і нижнього рядів роликів 1, 2 відомої правильної машини зі штабою 3, на фіг. 2 - фрагмент бочки ролика з циліндровими А (криволінійними) діаметром D і плоскими В (з гранями) ділянками бочки діаметром DГ, розташованими з кроком t. Подібний вигляд поверхні ролика слід визначати як регулярний рельєф поверхні бочки ролика. Розташування граней на роликах довільне і місце їх розташування на сусідніх роликах не збігається, а середня окружна швидкість роликів обумовлена довжиною "В" граней по окружності і кількістю граней на роликах, тобто кроком t. У всіх випадках діаметр ролика на циліндровій частині більше лінійного розміру (діаметру) ролика на ділянці граней, тобто D>D Г. Діаметр ролика буде максимальним за відсутності граней і менший в разі виготовлення граней по всій довжині кола, тобто при (t/B)=1,0. При цьому чим більше довжина В граней, тим менше середній діаметр роликів. Таким чином, при однакових максимальних діаметрах роликів, відсутності граней або при однакових їх параметрах на всіх роликах їх середні окружні швидкості будуть однаковими. Відповідно, відмінність параметрів граней сусідніх роликів обумовлює відмінність їх середніх діаметрів і окружних швидкостей. Користю від такого регулярного рельєфу є те, що використання плоских граней збільшує довжину контакту штаби з поверхнею ролика в порівнянні з довжиною контакту на повністю циліндровому ролику. Разом з цим збільшуються контактні сили тертя штаби з роликами, сприяючими підвищенню пластичної деформації металу, за рахунок зменшення контактного ковзання, і усуненню дефектів форми штаби (неплощинності) у вигляді хвилястості і коробоватості. Крім того, при постійних значеннях параметрів D і В>0, збільшення кроку t граней (збільшення відношення t/B) від перших роликів до останніх дозволяє збільшувати середній їх діаметр і середню окружну швидкість. Тобто, кожна подальша пара роликів матиме декілька більшу швидкість, чим попередня, що забезпечує виникнення сил натягнення на відповідній ділянці перетину штаби. Дія цих сил викликає додаткову пластичну деформацію ділянок штаби, прокатаних з меншим витягом, тим самим забезпечує усунення дефектів форми штаби. 1 UA 88261 U 5 10 15 Використання регулярного рельєфу на поверхнях роликів обумовлене необхідністю підвищення контактних сил тертя і можливістю збільшення середнього діаметру роликів без збільшення максимального діаметру D для створення натягнення в штабі. Само по собі збільшення діаметру роликів D не забезпечить натягнення, оскільки шліфовані ролики без регулярного рельєфу, при недостатніх силах тертя, всього лише прослизатимуть по штабі. З врахуванням приведеного вище, параметри граней регулярного рельєфу поверхонь роликів можуть бути встановлені з наступного. Грані повинні мати обмежену довжину, розміри яких повинні знаходиться в межах B/D=0,03…0,12. При B/D0,12 - можлива поява дефектів на штабі у вигляді відбитків від граней. Крок граней слід приймати в межах t=(1,0…4,0)B, тобто t/B=1,0…4,0. При t/B=1,0 маємо мінімальну величину кроку і вся поверхня ролика зайнята гранями (мінімальний діаметр ролика). При t/B>4,0 зменшується кількість граней і знижується вплив сил тертя на величину натягнення в перетинах штаби (більший діаметр ролика). При цих обмеженнях для роликів діаметром D=50 мм маємо: довжина граней В=1,5…6,0 мм, крок граней t=1,5…24 мм, при довжині окружності ролика рівної L152 мм. Таким чином, використання в правильних машинах роликів з регулярним рельєфом, в порівнянні з прототипом, забезпечує отримання штаб з мінімальною неплощинністю, що дозволяє збільшити вихід придатного металу і зменшити його собівартість. 20 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 Правильна машина для листів з верхнім і нижнім рядами деформуючих роликів, яка відрізняється тим, що деформуючі ролики виконують з плоскими гранями, що чергуються по окружності, на всій довжині бочки ролика при одночасному збільшенні відношення довжини кроку до довжини граней (t/B) від перших до останніх роликів (В - довжина грані; t - крок-відстань між гранями). Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Автори англійськоюNikolaiev Viktor Oleksandrovych, Homan Serhii Volodymyrovych, Nikolenko Andrii Heorhiiovych
Автори російськоюНиколаев Виктор Александрович, Гоман Сергей Владимирович, Николенко Андрей Георгиевич
МПК / Мітки
МПК: B21B 13/02
Мітки: машина, листів, правильна
Код посилання
<a href="https://ua.patents.su/4-88261-pravilna-mashina-dlya-listiv.html" target="_blank" rel="follow" title="База патентів України">Правильна машина для листів</a>
Правильна машина, переважно для виправлення листів та штаб
Номер патенту: 27803
Опубліковано: 16.10.2000
Автор: Бенц Віллі
МПК: B21D 1/00
Мітки: виправлення, машина, листів, правильна, штаб, переважно
Текст:
...поперечной траверсой и верхним вальцовым станком, и на выполненных на верхнем вальцовом станке перемычках, выступающих в сторону нижнего вальцового станка. При этом предпочтительно, чтобы в зоне компенсирующих цилиндров было установлено несколько плоских поворачивающихся направляющих для установки верхней поперечной траверсы под углом к верхнему вальцовому станку. С помощью точек разворота, получающихся на участках поворачивающихся...
Правильна косовалкова машина

Номер патенту: 20657
Опубліковано: 15.02.2007
Автори: Федорінов Володимир Анатолійович, Завгородній Андрій Володимирович, Завгородній Денис Володимирович
МПК: B21D 3/00
Мітки: косовалкова, машина, правильна
Формула / Реферат:
Правильна косовалкова машина, що містить послідовно встановлені по ходу виправлення три двовалкові обойми, кожна з яких виконана з опорних і натискного ввігнутих валків, розташованих під кутом до лінії виправлення й горловини, що мають однаковий діаметр, бочок, яка відрізняється тим, що бочки валків першої і третьої обойм виконані у вигляді двох ділянок - середньої і бічної, що мають різні теоретичні гіперболоїдні профілі, причому бічні...
Правильна косовалкова машина

Номер патенту: 14376
Опубліковано: 15.05.2006
Автори: Сатонін Олександр Володимирович, Федорінов Володимир Анатолійович, Завгородній Денис Володимирович
МПК: B21D 3/00
Мітки: машина, правильна, косовалкова
Формула / Реферат:
Правильна косовалкова машина, що містить послідовно встановлені по ходу виправлення три двовалкові обойми, кожна з який виконана з опорного і натискного увігнутих валків, довжини бочок валків першої і третьої обойми рівні між собою, довжина валків другої обойми перевищує довжину валків першої і третьої обойм, а в другій обоймі бочка опорного валка виконана з завищенням профілю від теоретичного гіперболоїдного, що плавно зменшується від...
Косовалкова правильна машина

Номер патенту: 18346
Опубліковано: 25.12.1997
Автори: Старушкін Микола Іванович, Завгородній Володимир Григорьєвич, Маскілєйсон Анатолій Моісєєвіч, Льоткін Олександр Михайлович, Палкін Юрій Олександрович, Мартиненко Сергій Іванович, Москальов Владіслав Андрєєвіч, Кліменко Леонід Андрійович, Коровіцкій Євгеній Леонович
МПК: B21D 3/00
Мітки: косовалкова, машина, правильна
Формула / Реферат:
1. Косовалковая правильная машина, содержащая три двухвалковых обоймы, каждая из которых выполнена из опорного и нажимного вогнутых волков, причем длина валков средней обоймы превышает длину валков крайних обойм, отличающаяся тем, что в средней обойме опорный валок выполнен с занижением профиля от теоретического гиперболоидного, плавно уменьшающимся от максимальной величины в середине бочки валка до нуля к его торцам, нажимной валок выполнен...
Косовалкова правильна машина

Номер патенту: 18317
Опубліковано: 25.12.1997
Автори: Льоткін Олександр Михайлович, Трубіцин Борис Вікторович, Старушкін Микола Іванович, Палкін Юрій Олександрович, Сокуренко Віктор Павлович, Мартиненко Сергій Іванович, Гребе Олександр Костянтинович, Кліменко Леонід Андрійович, Івченков Сергій Іванович, Сібірськая Ірина Дмитріївна, Толпін Аркадій Ісааковіч, Завгородній Володимир Григорович, Маскілейсон Анатолій Моісєєвіч, Кісіль Володимир Костянтинович, Коровіцький Євген Лєонович, Москальов Владіслав Андрєєвіч
МПК: B21D 3/00
Мітки: правильна, косовалкова, машина
Формула / Реферат:
Косовалковая правильная машина, содержащая установленные последовательно по ходу правки клети, в каждой из которых расположены два вогнутых валка с различной вогнутостью поверхности, отличающаяся тем, что разность вогнутостей валков каждой последующей клети больше соответствующей разности валков предыдущей клети на 4 - 8%, при этом величина вогнутости каждого валка определяется как разность радиусов торца и горловины его бочки.
Попередній патент: Робоче місце для реалізації сувенірної продукції на вулиці, площі та у великому павільйоні
Наступний патент: Конвекторне кільце
Випадковий патент: Резонансний звукопоглинач