Правильна косовалкова машина
Номер патенту: 20657
Опубліковано: 15.02.2007
Автори: Федорінов Володимир Анатолійович, Завгородній Андрій Володимирович, Завгородній Денис Володимирович

Формула / Реферат
Правильна косовалкова машина, що містить послідовно встановлені по ходу виправлення три двовалкові обойми, кожна з яких виконана з опорних і натискного ввігнутих валків, розташованих під кутом до лінії виправлення й горловини, що мають однаковий діаметр, бочок, яка відрізняється тим, що бочки валків першої і третьої обойм виконані у вигляді двох ділянок - середньої і бічної, що мають різні теоретичні гіперболоїдні профілі, причому бічні ділянки бочок валків першої обойми розташовані ліворуч від середніх, бічні ділянки бочок валків третьої обойми розташовані праворуч від середніх, теоретичний гіперболоїдний профіль середніх ділянок щодо теоретичного гіперболоїдного профілю бічних ділянок виконаний з заниженням у горловині, що зменшується в міру віддалення від горловини, а відстань від точки перетинання профілів середніх і бічних ділянок до горловини перевищує відстань від горловини до правого торця бочок валків першої обойми і лівого торця бочок валків третьої обойми.
Текст
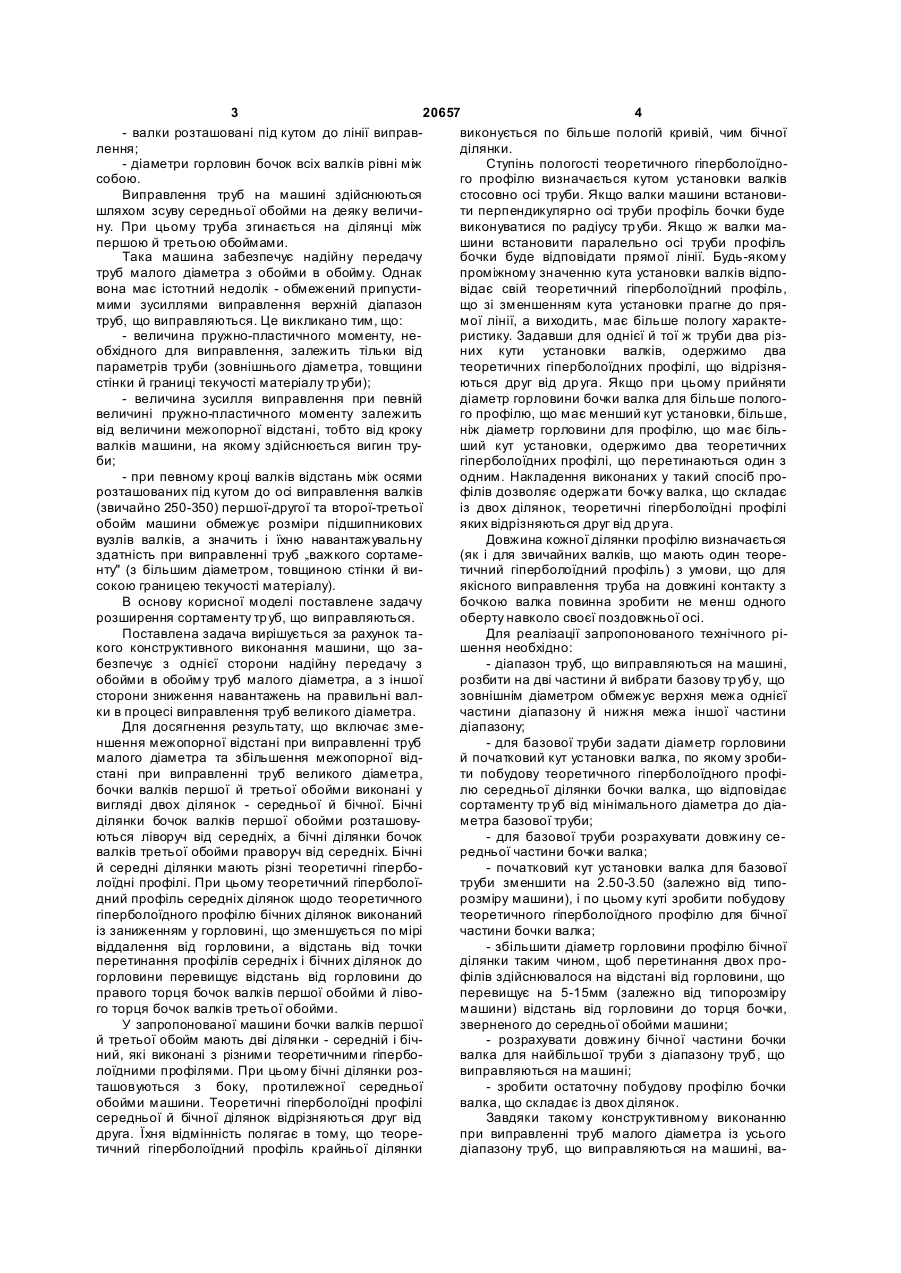
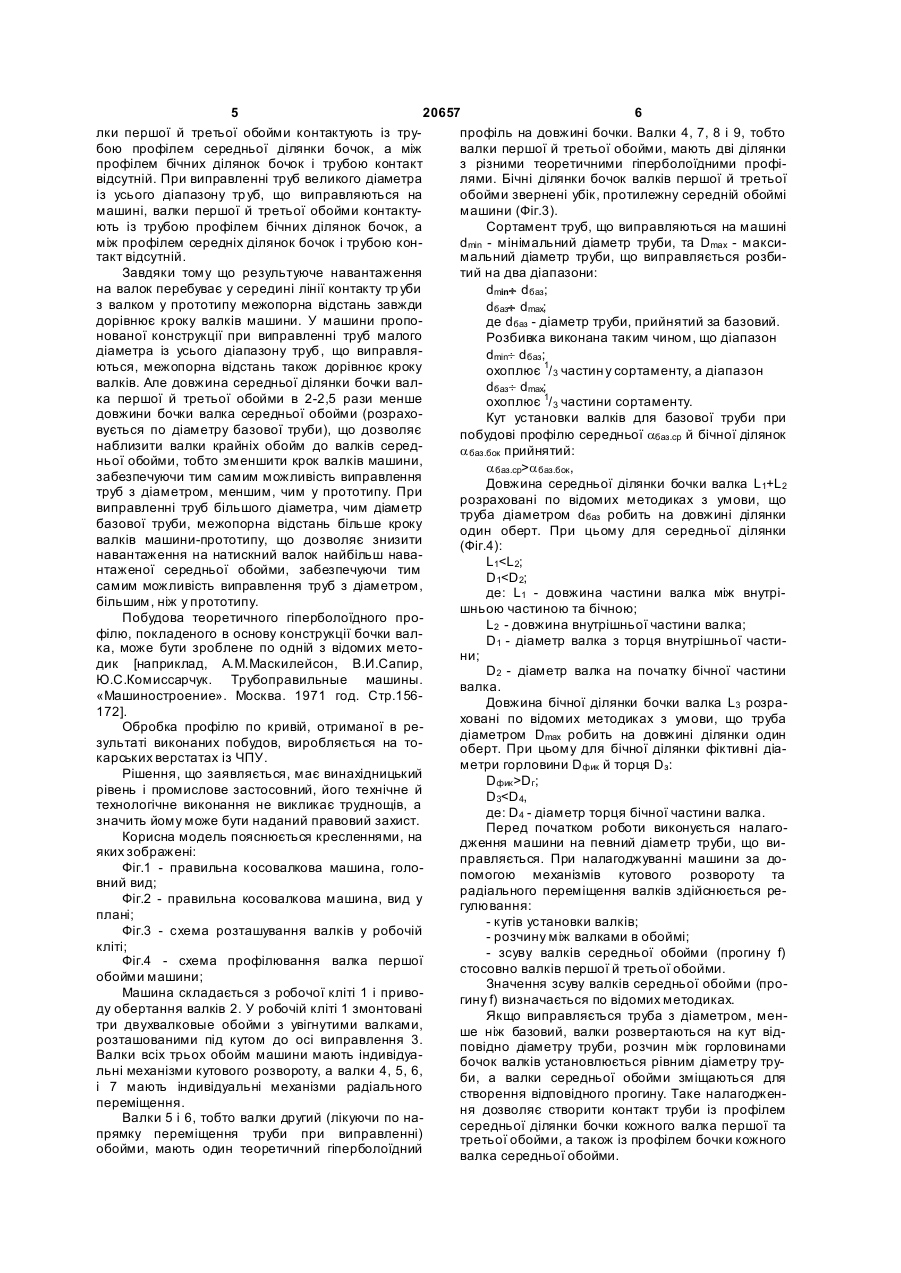
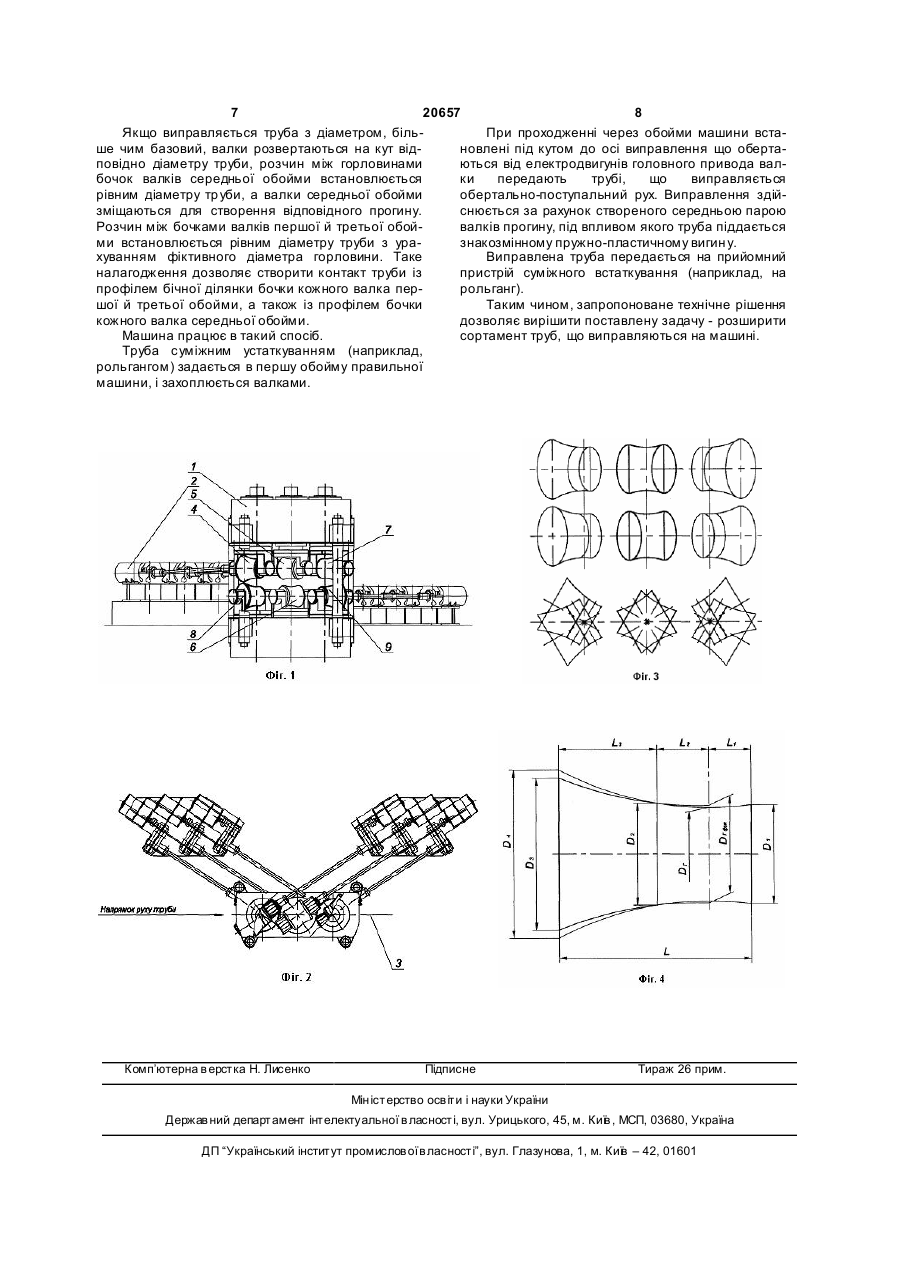
Правильна косовалкова машина, що містить послідовно встановлені по ходу виправлення три двовалкові обойми, кожна з яких виконана з опорних і натискного ввігнутих валків, розташованих під кутом до лінії виправлення й горловини, що мають однаковий діаметр, бочок, яка відрізняєть 3 20657 4 - валки розташовані під кутом до лінії виправвиконується по більше пологій кривій, чим бічної лення; ділянки. - діаметри горловин бочок всіх валків рівні між Ступінь пологості теоретичного гіперболоїднособою. го профілю визначається кутом установки валків Виправлення труб на машині здійснюються стосовно осі труби. Якщо валки машини встановишляхом зсуву середньої обойми на деяку величити перпендикулярно осі труби профіль бочки буде ну. При цьому труба згинається на ділянці між виконуватися по радіусу тр уби. Якщо ж валки мапершою й третьою обоймами. шини встановити паралельно осі труби профіль Така машина забезпечує надійну передачу бочки буде відповідати прямої лінії. Будь-якому труб малого діаметра з обойми в обойму. Однак проміжному значенню кута установки валків відповона має істотний недолік - обмежений припустивідає свій теоретичний гіперболоїдний профіль, мими зусиллями виправлення верхній діапазон що зі зменшенням кута установки прагне до прятруб, що виправляються. Це викликано тим, що: мої лінії, а виходить, має більше пологу характе- величина пружно-пластичного моменту, неристику. Задавши для однієї й тої ж труби два різобхідного для виправлення, залежить тільки від них кути установки валків, одержимо два параметрів труби (зовнішнього діаметра, товщини теоретичних гіперболоїдних профілі, що відрізнястінки й границі текучості матеріалу тр уби); ються друг від др уга. Якщо при цьому прийняти - величина зусилля виправлення при певній діаметр горловини бочки валка для більше пологовеличині пружно-пластичного моменту залежить го профілю, що має менший кут установки, більше, від величини межопорної відстані, тобто від кроку ніж діаметр горловини для профілю, що має більвалків машини, на якому здійснюється вигин труший кут установки, одержимо два теоретичних би; гіперболоїдних профілі, що перетинаються один з - при певному кроці валків відстань між осями одним. Накладення виконаних у такий спосіб пророзташованих під кутом до осі виправлення валків філів дозволяє одержати бочку валка, що складає (звичайно 250-350) першої-другої та второї-третьої із двох ділянок, теоретичні гіперболоїдні профілі обойм машини обмежує розміри підшипникових яких відрізняються друг від др уга. вузлів валків, а значить і їхню навантажувальну Довжина кожної ділянки профілю визначається здатність при виправленні труб „важкого сортаме(як і для звичайних валків, що мають один теоренту" (з більшим діаметром, товщиною стінки й витичний гіперболоїдний профіль) з умови, що для сокою границею текучості матеріалу). якісного виправлення труба на довжині контакту з В основу корисної моделі поставлене задачу бочкою валка повинна зробити не менш одного розширення сортаменту тр уб, що виправляються. оберту навколо своєї поздовжньої осі. Поставлена задача вирішується за рахунок таДля реалізації запропонованого технічного рікого конструктивного виконання машини, що зашення необхідно: безпечує з однієї сторони надійну передачу з - діапазон труб, що виправляються на машині, обойми в обойму труб малого діаметра, а з іншої розбити на дві частини й вибрати базову тр убу, що сторони зниження навантажень на правильні валзовнішнім діаметром обмежує верхня межа однієї ки в процесі виправлення труб великого діаметра. частини діапазону й нижня межа іншої частини Для досягнення результату, що включає змедіапазону; ншення межопорної відстані при виправленні труб - для базової труби задати діаметр горловини малого діаметра та збільшення межопорної відй початковий кут установки валка, по якому зробистані при виправленні труб великого діаметра, ти побудову теоретичного гіперболоїдного профібочки валків першої й третьої обойми виконані у лю середньої ділянки бочки валка, що відповідає вигляді двох ділянок - середньої й бічної. Бічні сортаменту тр уб від мінімального діаметра до діаділянки бочок валків першої обойми розташовуметра базової труби; ються ліворуч від середніх, а бічні ділянки бочок - для базової труби розрахувати довжину севалків третьої обойми праворуч від середніх. Бічні редньої частини бочки валка; й середні ділянки мають різні теоретичні гіпербо- початковий кут установки валка для базової лоїдні профілі. При цьомутеоретичний гіперболоїтруби зменшити на 2.50-3.50 (залежно від типодний профіль середніх ділянок щодо теоретичного розміру машини), і по цьому куті зробити побудову гіперболоїдного профілю бічних ділянок виконаний теоретичного гіперболоїдного профілю для бічної із заниженням у горловині, що зменшується по мірі частини бочки валка; віддалення від горловини, а відстань від точки - збільшити діаметр горловини профілю бічної перетинання профілів середніх і бічних ділянок до ділянки таким чином, щоб перетинання двох прогорловини перевищує відстань від горловини до філів здійснювалося на відстані від горловини, що правого торця бочок валків першої обойми й лівоперевищує на 5-15мм (залежно від типорозміру го торця бочок валків третьої обойми. машини) відстань від горловини до торця бочки, У запропонованої машини бочки валків першої зверненого до середньої обойми машини; й третьої обойм мають дві ділянки - середній і біч- розрахувати довжину бічної частини бочки ний, які виконані з різними теоретичними гіпербовалка для найбільшої труби з діапазону труб , що лоїдними профілями. При цьому бічні ділянки розвиправляються на машині; ташовуються з боку, протилежної середньої - зробити остаточну побудову профілю бочки обойми машини. Теоретичні гіперболоїдні профілі валка, що складає із двох ділянок. середньої й бічної ділянок відрізняються друг від Завдяки такому конструктивному виконанню друга. Їхня відмінність полягає в тому, що теорепри виправленні труб малого діаметра із усього тичний гіперболоїдний профіль крайньої ділянки діапазону труб, що виправляються на машині, ва 5 20657 6 лки першої й третьої обойми контактують із трупрофіль на довжині бочки. Валки 4, 7, 8 і 9, тобто бою профілем середньої ділянки бочок, а між валки першої й третьої обойми, мають дві ділянки профілем бічних ділянок бочок і трубою контакт з різними теоретичними гіперболоїдними профівідсутній. При виправленні труб великого діаметра лями. Бічні ділянки бочок валків першої й третьої із усього діапазону тр уб, що виправляються на обойми звернені убік, протилежну середній обоймі машині, валки першої й третьої обойми контактумашини (Фіг.3). ють із трубою профілем бічних ділянок бочок, а Сортамент труб, що виправляються на машині між профілем середніх ділянок бочок і трубою конdmin - мінімальний діаметр труби, та Dmax - макситакт відсутній. мальний діаметр труби, що виправляється розбиЗавдяки тому що результуюче навантаження тий на два діапазони: на валок перебуває у середині лінії контакту тр уби dmin¸ dбаз; з валком у прототипу межопорна відстань завжди dбаз¸ dmax; дорівнює кроку валків машини. У машини проподе dбаз - діаметр труби, прийнятий за базовий. нованої конструкції при виправленні труб малого Розбивка виконана таким чином, що діапазон діаметра із усього діапазону труб , що виправляdmin¸ dбаз; ються, межопорна відстань також дорівнює кроку охоплює 1/ 3 частин у сортаменту, а діапазон валків. Але довжина середньої ділянки бочки валdбаз¸ dmax; ка першої й третьої обойми в 2-2,5 рази менше охоплює 1/ 3 частини сортаменту. довжини бочки валка середньої обойми (розрахоКут установки валків для базової труби при вується по діаметру базової труби), що дозволяє побудові профілю середньої aбаз.ср й бічної ділянок наблизити валки крайніх обойм до валків середa баз.бок прийнятий: ньої обойми, тобто зменшити крок валків машини, a баз.ср>a баз.бок , забезпечуючи тим самим можливість виправлення Довжина середньої ділянки бочки валка L1+L2 труб з діаметром, меншим, чим у прототипу. При розраховані по відомих методиках з умови, що виправленні труб більшого діаметра, чим діаметр труба діаметром dбаз робить на довжині ділянки базової труби, межопорна відстань більше кроку один оберт. При цьому для середньої ділянки валків машини-прототипу, що дозволяє знизити (Фіг.4): навантаження на натискний валок найбільш наваL1
ДивитисяДодаткова інформація
Назва патенту англійськоюStraightening obliqueroll machine
Автори англійськоюFedorinov Volodymyr Anatoliiovych
Назва патенту російськоюПравильная косовалковая машина
Автори російськоюФедоринов Владимир Анатольевич
МПК / Мітки
МПК: B21D 3/00
Мітки: машина, косовалкова, правильна
Код посилання
<a href="https://ua.patents.su/4-20657-pravilna-kosovalkova-mashina.html" target="_blank" rel="follow" title="База патентів України">Правильна косовалкова машина</a>
Правильна косовалкова машина

Номер патенту: 14376
Опубліковано: 15.05.2006
Автори: Завгородній Денис Володимирович, Федорінов Володимир Анатолійович, Сатонін Олександр Володимирович
МПК: B21D 3/00
Мітки: машина, косовалкова, правильна
Формула / Реферат:
Правильна косовалкова машина, що містить послідовно встановлені по ходу виправлення три двовалкові обойми, кожна з який виконана з опорного і натискного увігнутих валків, довжини бочок валків першої і третьої обойми рівні між собою, довжина валків другої обойми перевищує довжину валків першої і третьої обойм, а в другій обоймі бочка опорного валка виконана з завищенням профілю від теоретичного гіперболоїдного, що плавно зменшується від...
Косовалкова правильна машина

Номер патенту: 18317
Опубліковано: 25.12.1997
Автори: Сібірськая Ірина Дмитріївна, Маскілейсон Анатолій Моісєєвіч, Льоткін Олександр Михайлович, Трубіцин Борис Вікторович, Старушкін Микола Іванович, Палкін Юрій Олександрович, Гребе Олександр Костянтинович, Толпін Аркадій Ісааковіч, Москальов Владіслав Андрєєвіч, Завгородній Володимир Григорович, Івченков Сергій Іванович, Сокуренко Віктор Павлович, Кліменко Леонід Андрійович, Мартиненко Сергій Іванович, Коровіцький Євген Лєонович, Кісіль Володимир Костянтинович
МПК: B21D 3/00
Мітки: машина, косовалкова, правильна
Формула / Реферат:
Косовалковая правильная машина, содержащая установленные последовательно по ходу правки клети, в каждой из которых расположены два вогнутых валка с различной вогнутостью поверхности, отличающаяся тем, что разность вогнутостей валков каждой последующей клети больше соответствующей разности валков предыдущей клети на 4 - 8%, при этом величина вогнутости каждого валка определяется как разность радиусов торца и горловины его бочки.
Косовалкова правильна машина

Номер патенту: 18346
Опубліковано: 25.12.1997
Автори: Мартиненко Сергій Іванович, Завгородній Володимир Григорьєвич, Коровіцкій Євгеній Леонович, Кліменко Леонід Андрійович, Льоткін Олександр Михайлович, Старушкін Микола Іванович, Москальов Владіслав Андрєєвіч, Палкін Юрій Олександрович, Маскілєйсон Анатолій Моісєєвіч
МПК: B21D 3/00
Мітки: правильна, машина, косовалкова
Формула / Реферат:
1. Косовалковая правильная машина, содержащая три двухвалковых обоймы, каждая из которых выполнена из опорного и нажимного вогнутых волков, причем длина валков средней обоймы превышает длину валков крайних обойм, отличающаяся тем, что в средней обойме опорный валок выполнен с занижением профиля от теоретического гиперболоидного, плавно уменьшающимся от максимальной величины в середине бочки валка до нуля к его торцам, нажимной валок выполнен...
Косовалкова машина для правки труб і прутків
Номер патенту: 16145
Опубліковано: 29.08.1997
Автори: Лєбєдєв Вячеслав Іванович, Сонін Анатолій Леонідович, Коровицький Євген Леонович, Резниченко Анатолій Михайлович, Саприко Павлина Михайловна, Слоним Олександр Зосімович, Вінніков Володимир Іванович
МПК: B21D 3/00
Мітки: прутків, правки, косовалкова, труб, машина
Формула / Реферат:
Косовалковая машина для правки труб и прутков по авт.св. № 848118, отличающаяся тем, что, с целью расширения технологических возможностей и повышения качества правки изделий, она снабжена дополнительной обоймой с гиперболоидными валками, установленной за последней из основной обойм, и механизмами перемещения этих валков в направлении, перпендикулярном к направлению перемещения труб.
Правильна машина

Номер патенту: 6183
Опубліковано: 15.04.2005
Автори: Гриценко Сергій Анатолійович, Єлецьких Володимир Іванович, Кочин Леонід Павлович
МПК: B21D 1/00
Формула / Реферат:
Правильна машина, що включає станину з верхньою і нижньою касетами і розташованими в них верхніми і нижніми робочими роликами, чотири натискних гвинти, кожний з яких з'єднаний з механізмом його обертання, механізм контролю положення верхньої касети щодо нижньої, яка відрізняється тим, що механізм контролю положення верхньої касети щодо нижньої виконаний у вигляді чотирьох безконтактних датчиків, корпуси яких установлені на нижній касеті в...
Попередній патент: Органо-мінеральне добриво на основі шламу – відходу теплоенергетики
Наступний патент: Біологічно активна протиаритмічна речовина “гермакорд”
Випадковий патент: Широкосмугова антенна система