Косовалкова правильна машина
Номер патенту: 18346
Опубліковано: 25.12.1997
Автори: Завгородній Володимир Григорьєвич, Кліменко Леонід Андрійович, Маскілєйсон Анатолій Моісєєвіч, Коровіцкій Євгеній Леонович, Старушкін Микола Іванович, Москальов Владіслав Андрєєвіч, Льоткін Олександр Михайлович, Мартиненко Сергій Іванович, Палкін Юрій Олександрович

Формула / Реферат
1. Косовалковая правильная машина, содержащая три двухвалковых обоймы, каждая из которых выполнена из опорного и нажимного вогнутых волков, причем длина валков средней обоймы превышает длину валков крайних обойм, отличающаяся тем, что в средней обойме опорный валок выполнен с занижением профиля от теоретического гиперболоидного, плавно уменьшающимся от максимальной величины в середине бочки валка до нуля к его торцам, нажимной валок выполнен с профилем, наибольшее занижение которого от теоретического гиперболоидного на торцах равно занижению в середине бочки опорного валка и плавно уменьшается до нуля к середине бочки, при этом диаметр горловины нажимного валка равен диаметру горловины валков боковых обойм, а сумма занижений опорного и нажимного валков постоянна по длине их бочек в любом сечении, перпендикулярном оси валков.
2. Косовалковая правильная машина по п.1, отличающаяся тем, что профили валков выполнены сопряженными дугами, по меньшей мере, двух различных радиусов.
Текст
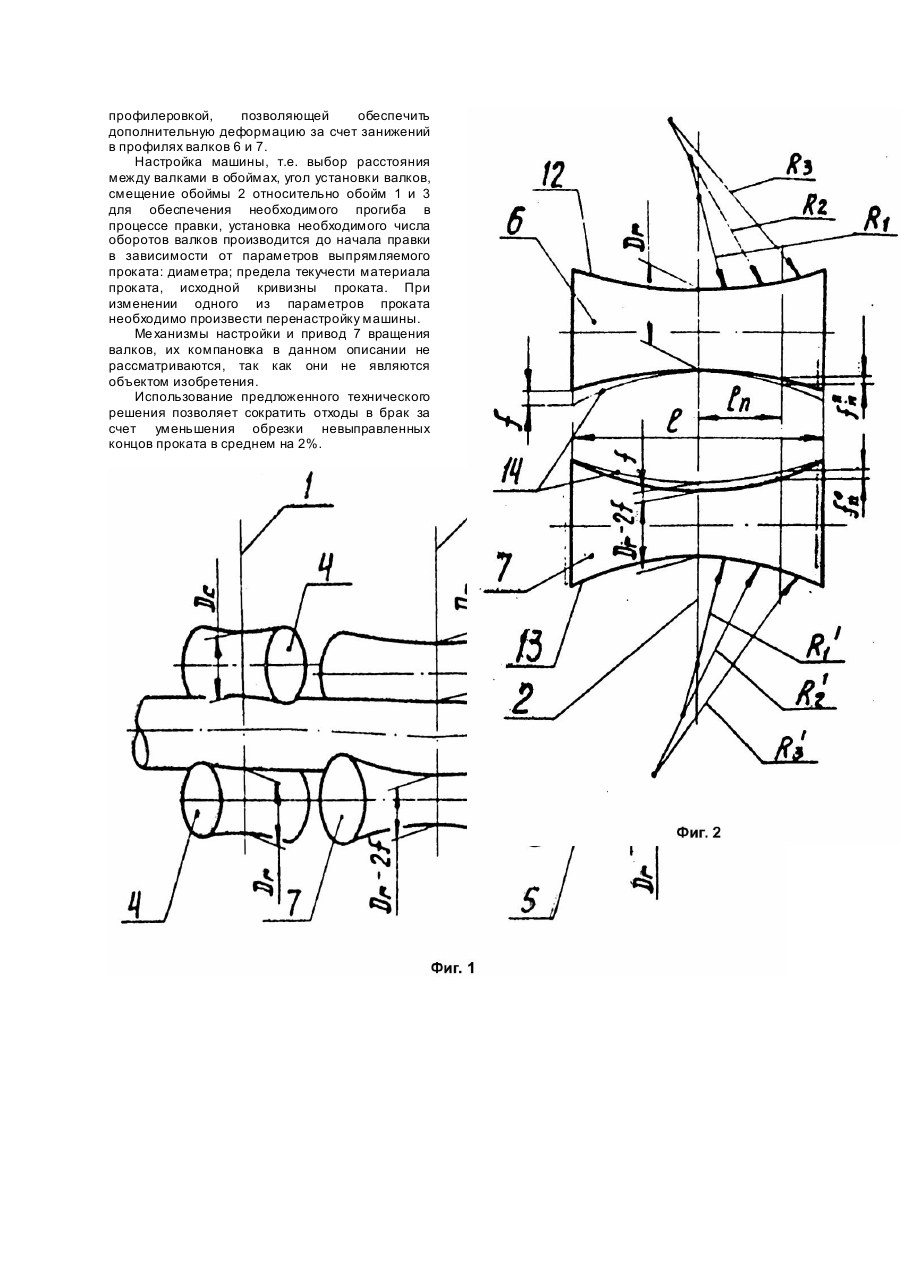
Изобретение относится к обработке металлов давлением, а именно к машинам для правки круглого проката и труб. Известна косовалковая правильная машина, содержащая три двухвалковых обоймы, каждая из которых выполнена из опорного и нажимного вогнутых валков, причем длина валков средней обоймы превышает длину валков крайних обойм [1]. При использовании данной машины остаются не выправленными концевые участки проката и труб, так как последние на длине примерно равной шагу между обоймами не подвергаются деформациям знакопеременного изгиба. Задача состоит в разработке косовалковой правильной машины, обеспечивающей повышение качества правки труб. Поставленная задача решена тем, что в косовалковой правильной машине, содержащей три двухвалковых обоймы, каждая из которых выполнена из опорного и нажимного вогнутых валков, причем длина валков средней обоймы превышает длину валков крайних обойм, в средней обойме опорный валок выполнен с занижением профиля от теоретического гиперболоидного, плавно уменьшающимся от максимальной величины в середине бочки валка до нуля к его торцам, нажимной валок выполнен с профилем, наибольшее занижение которого от теоретического гиперболоидного на торцах равно занижению в середине бочки опорного валка и плавно уменьшается до нуля к середине бочки, при этом диаметр горловины нажимного валка равен диаметру горловины валков боковых обойм, а сумма занижений опорного и нажимного валков постоянна по длине их бочек в любом сечении, перпендикулярном оси валков. Профили валков выполнены сопряженными дугами, по меньшей мере, двух различных радиусов. Отличие предлагаемой косовалковой правильной машины от известной заключается в том, что в средней обойме опорный валок и нажимной валок выполнены с указанным различным занижением профиля, диаметр горловины нажимного валка равен диаметру горловины валков боковых обойм, при этом сумма занижений опорного и нажимного валков постоянна по длине их бочек в любой сечении, перпендикулярном оси валков, причем профили валков выполнены сопряженными дугами, по меньшей мере, двух различных радиусов. Техническим результатом от использования предложенной конструкции является повышение качества правки проката за счет дополнительного изгиба проката по упруго-пластической кривой в калибре валковой обоймы с удлиненными валками. Это позволяет осуществлять правку проката или труб путем деформации знакопеременного изгиба по всей длине, включая концевые участки. На фиг.1 изображена схема расположения валков в рабочей клети заявляемой машины; на фиг.2 - схема профилировки удлиненных валков средней обоймы машины. Машина состоит из трех последовательно установленных в рабочей клети двухвалковых обойм 1, 2 и 3 с вогнутыми валками, расположенными под углом не менее 30° к оси выправляемого круглого проката 4. Крайние обоймы 1 и 3 имеют по два коротких валка 5, у которых диаметр в горловине Дг и профиль, контактирующий с прокатом 4, одинаковы. Средняя обойма 2 содержит два удлиненных валка - опорный 6 и нажимной 7. Профиль 8 опорного валка 6 выполнен с занижением по отношению к теоретическому гиперболоидному профилю 9, обеспечивающему непрерывную линию контакта проката 4 с валком без учета прогиба в обойме 2, причем это занижение плавно уменьшается от максимальной величины в горловине до нуля к торцам валка 6. Профиль 10 нажимного валка 7 выполнен с занижением по отношению к профилю 9 наоборот, наибольшая величина которого на торцах валка 7 равна занижению в горловине валка 6 и плавно изменяется до нуля к середине валка 7. Сумма занижений профилей 8 и 10 опорного и нажимного валков 6 и 7 - величина постоянная по длине бочки в любом сечении, взятом на расстоянии от оси и равна где - величина наибольшего занижения профилей 8 и 10; - занижение профиля 8 опорного валка 6 в любом сечении на расстоянии от горловины валка 6; - занижение профиля 10 зажимного валка 7 в любом сечении на расстоянии от горловины валка 7. Занижение можно определить по формуле, как величину прогиба выправляемого проката 5 в средней обойме 2 для создания необходимой деформации где - изгибающий момент, необходимый для деформации наименьшего проката, наименьшего диаметра из выправляемого на машине диапазона; - длине бочки валков 6 и 7; - модуль упругости материала проката; - момент инерции проката наименьшего диаметра из выправляемого на машине диапазона. Построение профилей 8 и 10 выполнено сопряженными дугами разных радиусов и соответственно Количество дуг определяется в зависимости от технологических возможностей металлорежущего оборудования, например станки с ЧПУ, на котором обрабатывается данный профиль. Машина работает следующим образом. Правка проката 4 в машине производится посредством многократного упруго-пластического изгиба, который осуществляется пропуском выпрямляемого проката 4 через двухвалковые обоймы 1,2 и 3, валки которых расположены под углом не менее 30° к оси правки. При этом прокат 4 получает вращательно-поступательное движение. В процессе правки прокат подвергается деформации двух видов: - прокат по длине изгибается между последовательно расположенными обоймами 1, 2 и 3; - искривленные концевые участки проката 7 выправляются в пределах удлиненных бочек валков средней обоймы 2 со специальной профилеровкой, позволяющей обеспечить дополнительную деформацию за счет занижений в профилях валков 6 и 7. Настройка машины, т.е. выбор расстояния между валками в обоймах, угол установки валков, смещение обоймы 2 относительно обойм 1 и 3 для обеспечения необходимого прогиба в процессе правки, установка необходимого числа оборотов валков производится до начала правки в зависимости от параметров выпрямляемого проката: диаметра; предела текучести материала проката, исходной кривизны проката. При изменении одного из параметров проката необходимо произвести перенастройку машины. Ме ханизмы настройки и привод 7 вращения валков, их компановка в данном описании не рассматриваются, так как они не являются объектом изобретения. Использование предложенного технического решения позволяет сократить отходы в брак за счет уменьшения обрезки невыправленных концов проката в среднем на 2%.
ДивитисяДодаткова інформація
Назва патенту англійськоюObliqueroll dressing machine
Автори англійськоюKorovitskii Yevhenii Leonovych, Zavhorodnii Volodymyr Hryhorievych, Klimenko Leonid Andriiovych, Martynenko Serhii Ivanovych, Maskilieison Anatolii Moisieievich, Moskaliov Vladislav Andrieievich, Starushkin Mykola Ivanovych, Liotkin Oleksandr Mykhailovych, Palkin Yurii Oleksandrovych
Назва патенту російськоюКосовалковая правильная машина
Автори російськоюКоровицкий Евгений Леонович, Завгородний Владимир Григорьевич, Клименко Леонид Андреевич, Мартыненко Сергей Иванович, Маскилейсон Анатолий Моисеевич, Москалев Владислав Андреевіч, Старушкин Николай Иванович, Леткин Александр Михайлович, Палкин Юрий Александрович
МПК / Мітки
МПК: B21D 3/00
Мітки: правильна, косовалкова, машина
Код посилання
<a href="https://ua.patents.su/2-18346-kosovalkova-pravilna-mashina.html" target="_blank" rel="follow" title="База патентів України">Косовалкова правильна машина</a>
Косовалкова машина для правки труб і прутків
Номер патенту: 16145
Опубліковано: 29.08.1997
Автори: Резниченко Анатолій Михайлович, Лєбєдєв Вячеслав Іванович, Вінніков Володимир Іванович, Сонін Анатолій Леонідович, Саприко Павлина Михайловна, Слоним Олександр Зосімович, Коровицький Євген Леонович
МПК: B21D 3/00
Мітки: машина, правки, косовалкова, труб, прутків
Формула / Реферат:
Косовалковая машина для правки труб и прутков по авт.св. № 848118, отличающаяся тем, что, с целью расширения технологических возможностей и повышения качества правки изделий, она снабжена дополнительной обоймой с гиперболоидными валками, установленной за последней из основной обойм, и механизмами перемещения этих валков в направлении, перпендикулярном к направлению перемещения труб.
Рідинно-кільцева машина
Номер патенту: 13538
Опубліковано: 25.04.1997
Автори: Козлов Олександр Миколайович, Дрючін Вячеслав Анатолійович, Комлик Юрій Пилипович, Тіщенко Анатолій Борисович
МПК: F04C 7/00, F04C 19/00
Мітки: машина, рідинно-кільцева
Формула / Реферат:
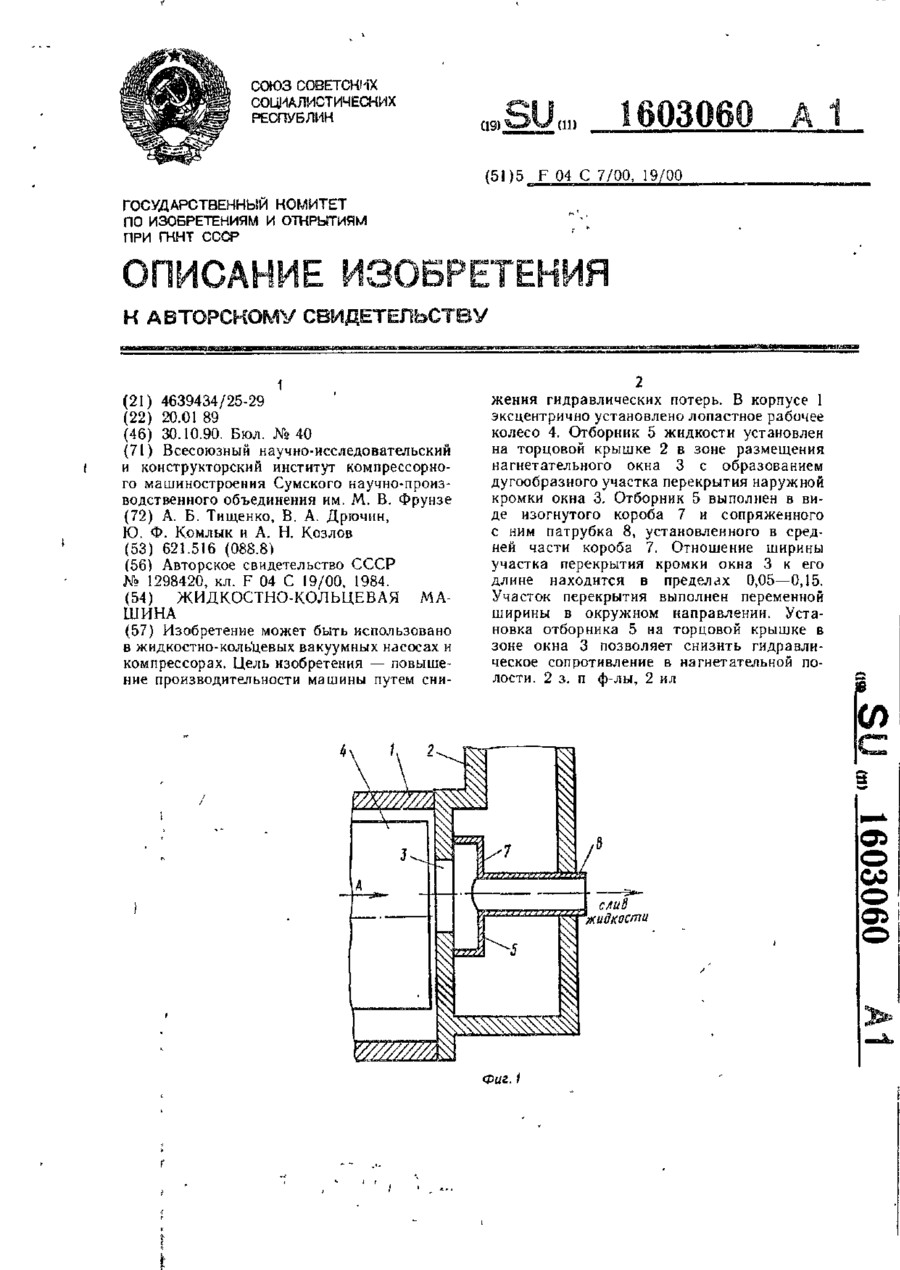
1. Жидкостно-кольцевая машина, содержащая корпус, торцовые крышки со всасывающим й нагнетательным окнами, эксцентрично установленное в корпусе лопастное рабочее колесо и отборник жидкости, отличающаяся тем, что, с целью повышения производительности путем снижения гидравлических потерь, отборник жидкости установлен на торцовой крышке в зоне размещения нагнетательного окна с образованием дугообразного участка перекрытия наружной кромки...
Кліть прокатного стану
Номер патенту: 3684
Опубліковано: 27.12.1994
Автори: Герд Байсеманн, Хорст Гертнер, Фрідріх Холльманн, Хуго Фельдман
МПК: B21B 29/00
Мітки: прокатного, кліть, стану
Формула / Реферат:
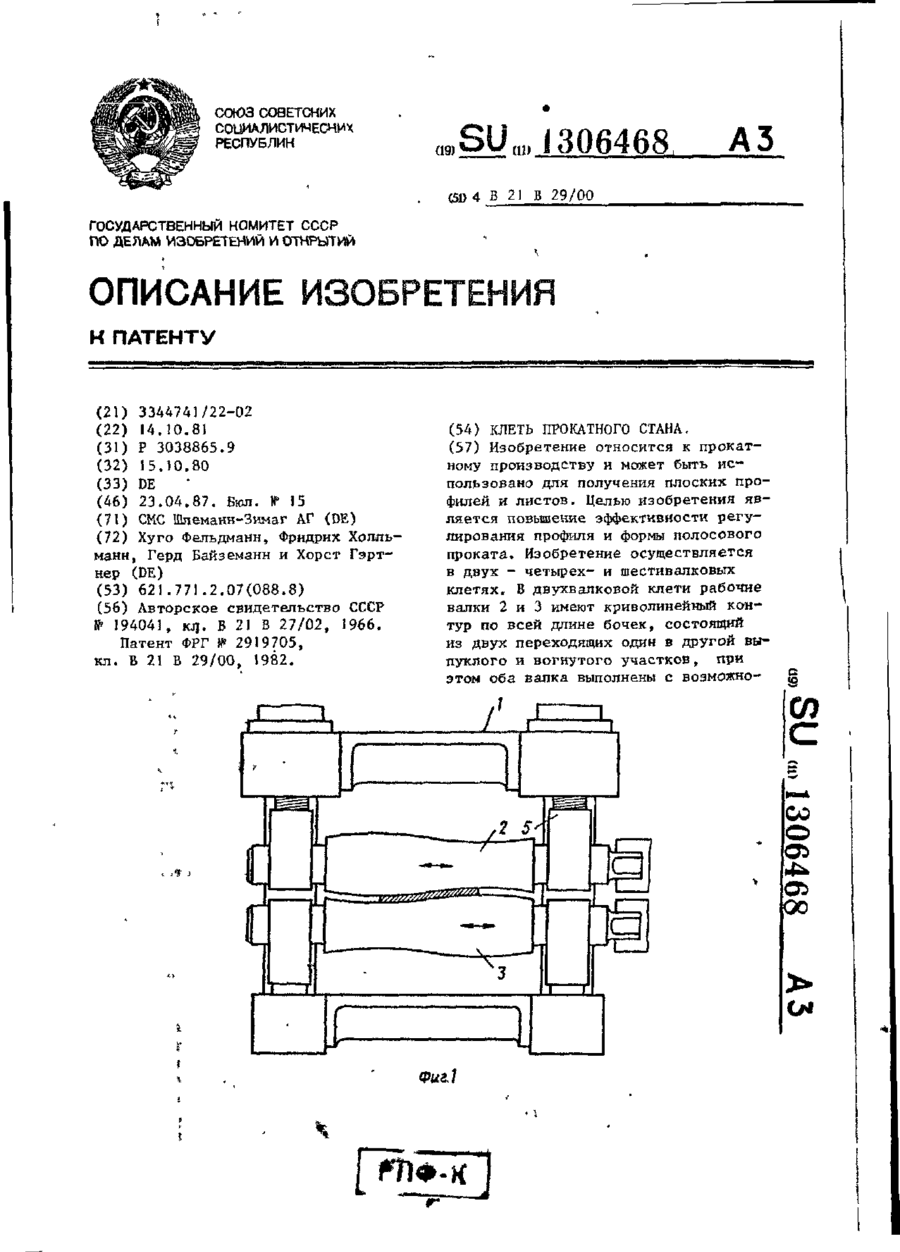
1. Клеть прокатного стана, содержащая верхний и нижний комплекты валков в составе пары рабочих валков или пары рабочих валков и по одному опорному валку в каждом комплекте и(или) пары рабочих валков, одному промежуточному и одному опорному валкам в каждом комплекте, причем оба валка одной из одноименных пар валков имеют возможность возвратно-поступательного перемещения в осевом направлении, а каждый из смещаемых валков имеет по меньшей...
Валок прокатного стану
Номер патенту: 598
Опубліковано: 15.12.1993
Автори: Дорожко Іван Кирилович, Дяченко Михайло Григорович, Чічкан Артур Олексійович, Луцький Михайло Борисович, Луценко Віктор Олександрович
МПК: B21B 27/02
Мітки: валок, прокатного, стану
Формула / Реферат:
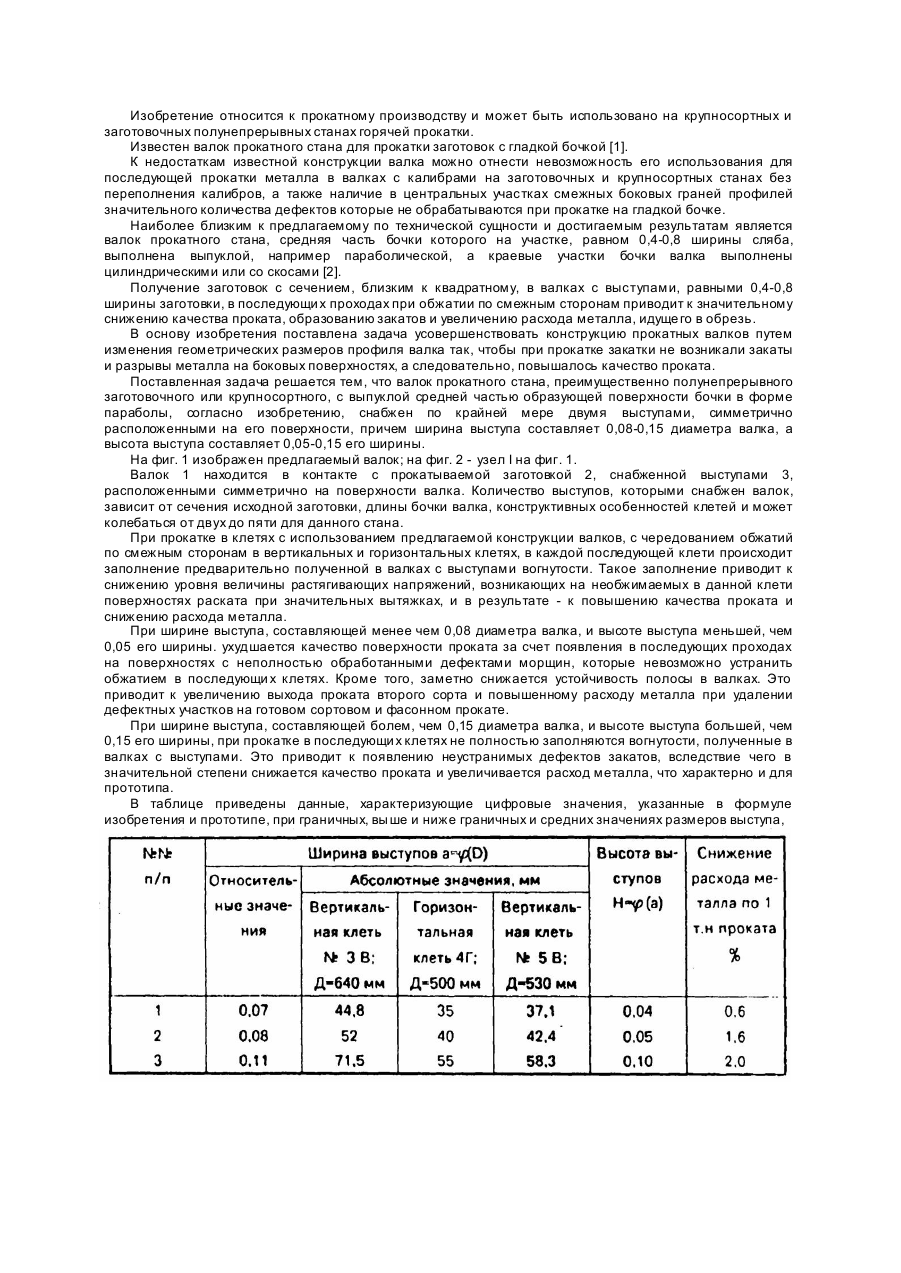
Валок прокатного стана, преимущественно полунепрерывного заготовочного или крупносортного, с выпуклой средней частью образующей поверхности бочки в форме параболы, отличающийся тем, что валок снабжен, по крайней мере, двумя выступами, симметрично расположенными на его поверхности, причем ширина выступа составляет 0,08-0,15 диаметра валка, а высота выступа составляет 0,05-0,15 его ширины.
Електрична машина

Номер патенту: 8465
Опубліковано: 30.09.1996
Автори: Збарський Леонід Олександрович, Поршнев Юрій Васильович, Куцин Микола Андрійович
Мітки: машина, електрична
Формула / Реферат:
Электрическая машина, содержащая статор с сердечником и радиальными каналами в нем и закрепленный на валу с помощью продольных ребер сердечник ротора, разделенный на пакеты радиальными каналами, в которых установлены вентиляционные распорки, отличающаяся тем, что, с целью повышения эффективности охлаждения путем выравнивания температуры по длине электрической машины, вентиляционные распорки в средней зоне сердечника выполнены...
Попередній патент: Відцентровий млин
Наступний патент: Гідропривод екскаватора
Випадковий патент: Композиція зернової каші "бодрость"