Спосіб виготовлення модифікатора
Номер патенту: 88530
Опубліковано: 26.10.2009
Автори: Аскеров Мукафат Гейбат огли, Волощенко Сергій Михайлович, Радченко Олександр Кузьмич, Гогаєв Казбек Олександрович, Шейко Олександр Іванович

Формула / Реферат
Спосіб виготовлення модифікатора для обробки залізовуглецевих сплавів, що включає підготовку порошкових компонентів модифікатора, їх змішування зі сполучним та формування у валковому пристрої, який відрізняється тим, що змішуванню піддають окремо взяті порошки пластичних і непластичних компонентів модифікаторів, причому як сполучне використовують порошки пластичних компонентів модифікаторів, при цьому вміст часток непластичних порошкових компонентів з розміром 1-50 та 2000-3000 мкм складає менше 15 мас. % модифікатора, а сумарний обсяг пластичних компонентів модифікаторів складає від 30 до 50 % від загального об'єму компонентів модифікаторів з відносною насипною щільністю порошків пластичних компонентів менше 0,4, а непластичних компонентів – від 0,4 до 0,65, при цьому менша відносна насипна щільність порошків пластичних компонентів відповідає меншій відносній насипній щільності порошків непластичних компонентів, а більша – більшій.
Текст
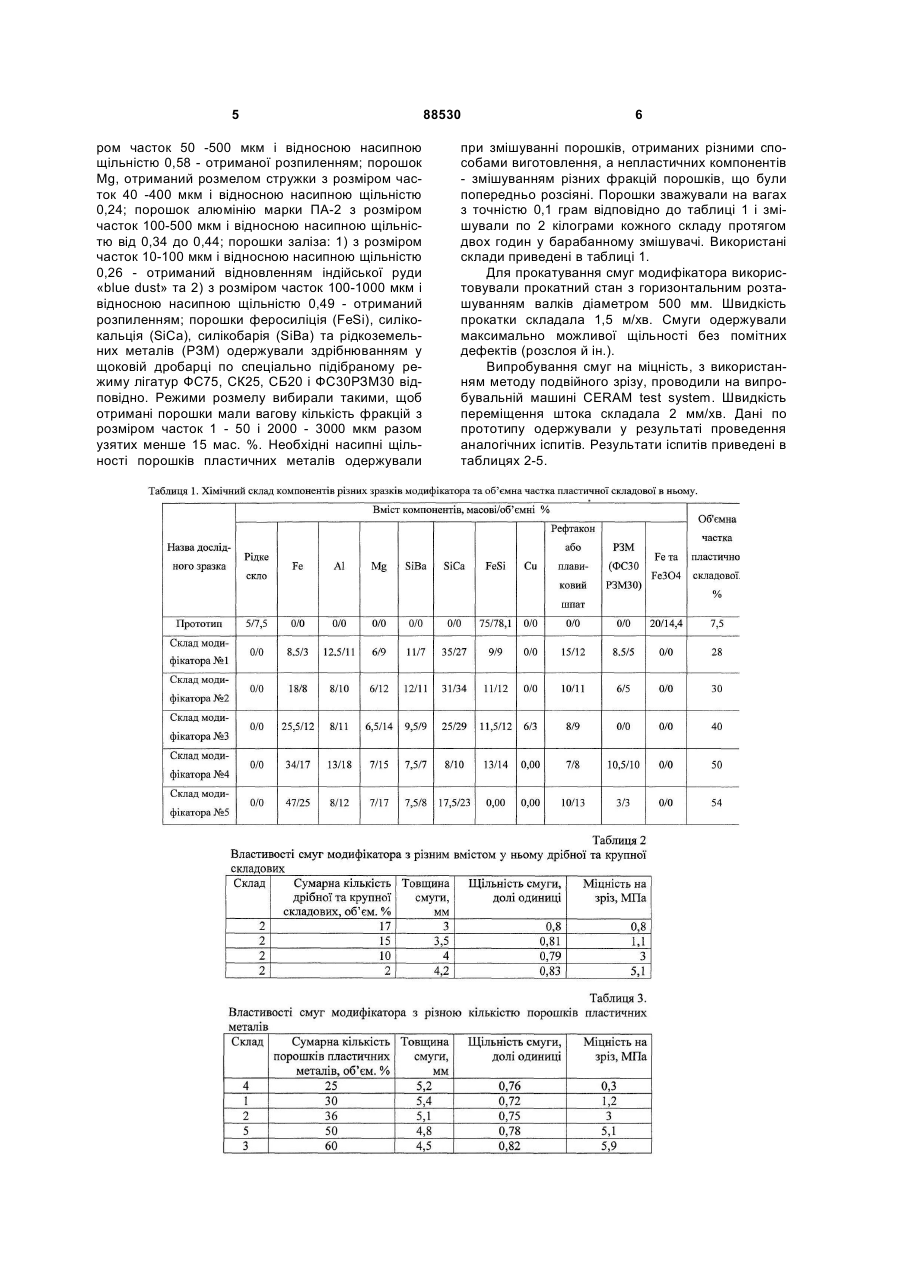
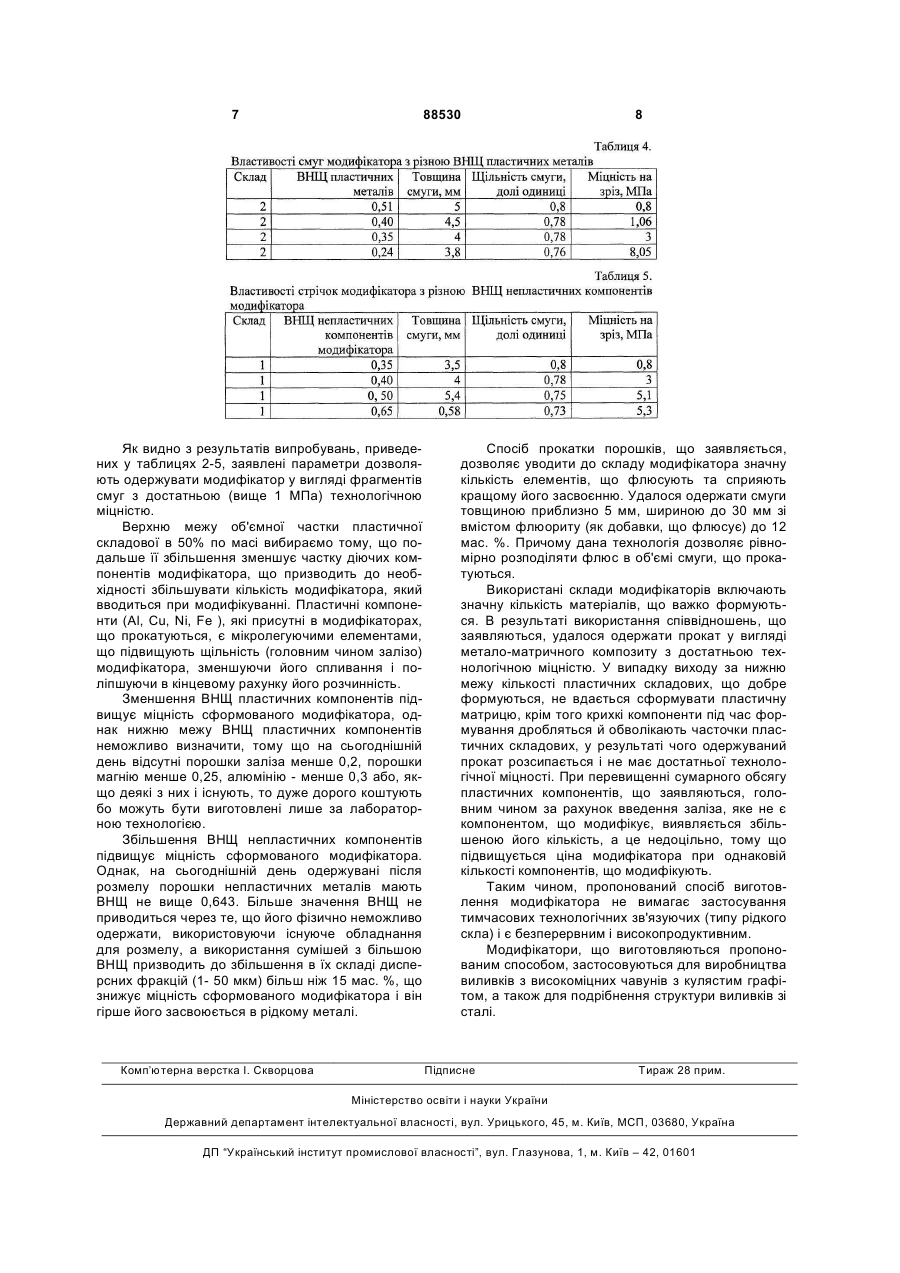
Спосіб виготовлення модифікатора для обробки залізовуглецевих сплавів, що включає підготовку порошкових компонентів модифікатора, їх змі C2 2 (19) 1 3 тонуть), що призводить до неоднорідності чавуна. Кількість складів модифікаторів порошків, що вводяться у такому вигляді, дуже обмежена. Відомий спосіб виготовлення модифікатора, що включає підготовку компонентів модифікатора, змішування їх зі зв'язуючим, у якості якого використовують рідке скло, і пресування отриманої суміші у вигляді брикетів, циліндрів і т.д. (патент Російської Федерації №2215811, опубл. 10.11.2003. Бюл. 31,2003). Недоліком цього способу є низька продуктивність процесу брикетування, тому що цей процес переривчастий, вимагає додаткового гранулювання шляхом розмелу брикетів перед введенням у розплав і вимагає використання зв'язуючого - рідкого скла, що погано, тому що необхідно використовувати додатковий компонент (рідке скло), який не відіграє ніякої ролі при модифікуванні, і вводити в технологічний процес додаткову операцію - сушіння. Це підвищує вартість модифікатора, а операція сушіння до того збільшує час його виготовлення. Найближчим аналогом може служити спосіб, описаний у патенті України №57819, опубл. 15.07.2003. Бюл. №7, 2003р., що полягає в підготовці компонентів, змішуванні їх між собою і зі зв'язуючим і агломерації порошкової суміші за допомогою пресування у валковому пристрої, що пресує. Додавання сполучного агента, а саме, силікату натрію, є необхідним, тому що склади модифікаторів включають значну кількість матеріалів, що важко формуються. Недоліком цього способу можна вважати використання сполучного, що вводиться додатково, а саме силікату натрію (рідкого скла). Це приводить до необхідності використання додаткового компонента і введення в технологічний процес додаткової операції - сушіння, що підвищує вартість модифікатора і збільшує час його виготовлення. Задачею винаходу «Спосіб виготовлення модифікаторів» є створення такого способу виготовлення модифікатора, що дозволяє формувати модифікатор у виріб із компонентів, що важко формуються, у валковому пристрої без добавки додаткового сполучного і має продуктивність, достатню для забезпечення металургійної промисловості необхідною кількістю модифікаторів, які мають потрібну щільність та міцність. Технологічною характеристикою модифікатора може служити його міцність вище 1 МПа (Радченко А.К., Катрус О.А. Формуемость и прочность проката из порошков. Журнал «Порошковая металлургия», 1987, №7. С. 11-18.), тому, що він не піддається спіканню і повинен зберігати форму при транспортуванні і введенні в ківш із рідким металом. Поставлена задача вирішується шляхом виготовлення модифікаторів, що включає підготовку порошкових компонентів модифікаторів, їх змішування зі сполучним формування у валковому пристрої. Відповідно до винаходу змішуванню піддають порошкові компоненти, у яких вміст часток з розміром від 1 до 50 і від 2000 до 3000 мкм, разом узятих, не перевищує 15 мас. %, а в якості сполуч 88530 4 ного використовують порошки пластичних компонентів модифікаторів, що складають 30-50 % від загального об'єму компонентів модифікатора, причому відносна насипна щільність (ВНЩ) порошків пластичних компонентів складає до 0,4, а непластичних компонентів - 0,4-0,65, при цьому менша відносна насипна щільність порошків пластичних компонентів відповідає меншій відносній насипній щільності порошків непластичних компонентів, а більша - більшій. Обмеження кількості дрібної (від 1 до 50 мкм) і крупної (від 2000 до 3000 мкм) складових порошків компонентів модифікаторів дозволяє підвищити технологічну міцність модифікаторів, що формуються і зберегти високою їх засвоюваність у чавуні. Включення до складу модифікаторів порошків алюмінію, магнію, заліза й інших металів, порошки яких при нормальних умовах є пластичними, у кількості 30-50 об'ємних %, а також вибір їх відносної насипної щільності менше 0,4, а відносної насипної щільності непластичних компонентів, а саме силікокальція, силікобарія, феросиліція, РЗМ, рефтакона або плавикового шпату і інших крихких компонентів, в інтервалі від 0,4 до 0,65 дозволяє підвищити удавану об'ємну частку порошків пластичних складових і створити при формуванні метало-матричний композит, що має достатню технологічну міцність і не вимагає наступного спікання. Спосіб здійснюється таким чином. Порошки пластичних компонентів модифікатора використовують у стані постачання з розміром часток від 50 до 1000 мкм і відносною насипною щільністю до 0,4, а порошки непластичних компонентів модифікатора, що поставляються у вигляді виливків, подрібнюють (наприклад, за допомогою щокової дробарки або валкового млина) по заданому режиму. Режим подрібнювання вибирають таким чином, щоб вміст часток з розміром 1 - 50 і 2000 3000 мкм разом узятих не перевищував 15 мас. %. Попередньо зважені порошки завантажують у змішувач барабанного типу або типу "п'яна діжка" і змішують до готовності. Отриману в такий спосіб шихту засипають у бункер, розташований над валками прокатного стану, і прокатують на стані з горизонтально розташованими валками діаметром від 300 до 500 мм у смуги товщиною 4-5 мм і шириною 30 -50 мм, які, при виході зі стану, розділяють на мірні фрагменти довжиною від 100 до 150 мм. При досягненні визначеної мінімальної кількості порошку у бункері в нього досипають чергову порцію шихти і, таким чином, процес виготовлення модифікатора продовжується беззупинно. Одержуваний модифікатор має достатню технологічну міцність (вище 1 МПа) і не вимагає наступного спікання або якоїсь іншої обробки. Потім його упаковують у герметичні поліетиленові кульки або мішки. Приклад Для виготовлення модифікатора використовували порошки металів і сплавів. Порошки міді: 1) марки ПМС -1 за ГОСТ-9722-79 з розміром часток 10-100 мкм і відносною насипною щільністю 0,177 отриманої електролітичним методом та 2) з розмі 5 ром часток 50 -500 мкм і відносною насипною щільністю 0,58 - отриманої розпиленням; порошок Mg, отриманий розмелом стружки з розміром часток 40 -400 мкм і відносною насипною щільністю 0,24; порошок алюмінію марки ПА-2 з розміром часток 100-500 мкм і відносною насипною щільністю від 0,34 до 0,44; порошки заліза: 1) з розміром часток 10-100 мкм і відносною насипною щільністю 0,26 - отриманий відновленням індійської руди «blue dust» та 2) з розміром часток 100-1000 мкм і відносною насипною щільністю 0,49 - отриманий розпиленням; порошки феросиліція (FeSi), силікокальція (SiCa), силікобарія (SiBa) та рідкоземельних металів (РЗМ) одержували здрібнюванням у щоковій дробарці по спеціально підібраному режиму лігатур ФС75, СК25, СБ20 і ФС30РЗМ30 відповідно. Режими розмелу вибирали такими, щоб отримані порошки мали вагову кількість фракцій з розміром часток 1 - 50 і 2000 - 3000 мкм разом узятих менше 15 мас. %. Необхідні насипні щільності порошків пластичних металів одержували 88530 6 при змішуванні порошків, отриманих різними способами виготовлення, а непластичних компонентів - змішуванням різних фракцій порошків, що були попередньо розсіяні. Порошки зважували на вагах з точністю 0,1 грам відповідно до таблиці 1 і змішували по 2 кілограми кожного складу протягом двох годин у барабанному змішувачі. Використані склади приведені в таблиці 1. Для прокатування смуг модифікатора використовували прокатний стан з горизонтальним розташуванням валків діаметром 500 мм. Швидкість прокатки складала 1,5 м/хв. Смуги одержували максимально можливої щільності без помітних дефектів (розслоя й ін.). Випробування смуг на міцність, з використанням методу подвійного зрізу, проводили на випробувальній машині CERAM test system. Швидкість переміщення штока складала 2 мм/хв. Дані по прототипу одержували у результаті проведення аналогічних іспитів. Результати іспитів приведені в таблицях 2-5. 7 88530 Як видно з результатів випробувань, приведених у таблицях 2-5, заявлені параметри дозволяють одержувати модифікатор у вигляді фрагментів смуг з достатньою (вище 1 МПа) технологічною міцністю. Верхню межу об'ємної частки пластичної складової в 50% по масі вибираємо тому, що подальше її збільшення зменшує частку діючих компонентів модифікатора, що призводить до необхідності збільшувати кількість модифікатора, який вводиться при модифікуванні. Пластичні компоненти (Аl, Cu, Ni, Fe ), які присутні в модифікаторах, що прокатуються, є мікролегуючими елементами, що підвищують щільність (головним чином залізо) модифікатора, зменшуючи його спливання і поліпшуючи в кінцевому рахунку його розчинність. Зменшення ВНЩ пластичних компонентів підвищує міцність сформованого модифікатора, однак нижню межу ВНЩ пластичних компонентів неможливо визначити, тому що на сьогоднішній день відсутні порошки заліза менше 0,2, порошки магнію менше 0,25, алюмінію - менше 0,3 або, якщо деякі з них і існують, то дуже дорого коштують бо можуть бути виготовлені лише за лабораторною технологією. Збільшення ВНЩ непластичних компонентів підвищує міцність сформованого модифікатора. Однак, на сьогоднішній день одержувані після розмелу порошки непластичних металів мають ВНЩ не вище 0,643. Більше значення ВНЩ не приводиться через те, що його фізично неможливо одержати, використовуючи існуюче обладнання для розмелу, а використання сумішей з більшою ВНЩ призводить до збільшення в їх складі дисперсних фракцій (1- 50 мкм) більш ніж 15 мас. %, що знижує міцність сформованого модифікатора і він гірше його засвоюється в рідкому металі. Комп’ютерна верстка І. Скворцова 8 Спосіб прокатки порошків, що заявляється, дозволяє уводити до складу модифікатора значну кількість елементів, що флюсують та сприяють кращому його засвоєнню. Удалося одержати смуги товщиною приблизно 5 мм, шириною до 30 мм зі вмістом флюориту (як добавки, що флюсує) до 12 мас. %. Причому дана технологія дозволяє рівномірно розподіляти флюс в об'ємі смуги, що прокатуються. Використані склади модифікаторів включають значну кількість матеріалів, що важко формуються. В результаті використання співвідношень, що заявляються, удалося одержати прокат у вигляді метало-матричного композиту з достатньою технологічною міцністю. У випадку виходу за нижню межу кількості пластичних складових, що добре формуються, не вдається сформувати пластичну матрицю, крім того крихкі компоненти під час формування дробляться й обволікають часточки пластичних складових, у результаті чого одержуваний прокат розсипається і не має достатньої технологічної міцності. При перевищенні сумарного обсягу пластичних компонентів, що заявляються, головним чином за рахунок введення заліза, яке не є компонентом, що модифікує, виявляється збільшеною його кількість, а це недоцільно, тому що підвищується ціна модифікатора при однаковій кількості компонентів, що модифікують. Таким чином, пропонований спосіб виготовлення модифікатора не вимагає застосування тимчасових технологічних зв'язуючих (типу рідкого скла) і є безперервним і високопродуктивним. Модифікатори, що виготовляються пропонованим способом, застосовуються для виробництва виливків з високоміцних чавунів з кулястим графітом, а також для подрібнення структури виливків зі сталі. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of conditioning agent
Автори англійськоюVoloschenko Serhii Mykhailovych, Hohaev Kazbek Oleksandrovych, Radchenko Oleksandr Kuzmych, Sheiko Oleksandr Ivanovych, Askerov Mukafat Heibat ohly
Назва патенту російськоюСпособ изготовления модификатора
Автори російськоюВолощенко Сергей Михайлович, Гогаев Казбек Александрович, Радченко Александр Кузьмич, Шейко Александр Иванович, Аскеров Мукафат Гейбат огли
МПК / Мітки
МПК: C22C 35/00, C21C 1/00, C21C 7/00, C21C 1/10
Мітки: виготовлення, спосіб, модифікатора
Код посилання
<a href="https://ua.patents.su/4-88530-sposib-vigotovlennya-modifikatora.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення модифікатора</a>
Спосіб одержання модифікатора адгезії
Номер патенту: 45537
Опубліковано: 15.04.2002
Автори: Маслош Володимир Зіновійович, Маслош Ольга Володимирівна, Ткачик Іна Іванівна
МПК: C08L 61/00, C08G 12/00
Мітки: адгезії, спосіб, модифікатора, одержання
Формула / Реферат:
1.Спосіб одержання модифікатора адгезії, який відрізняється тим, що конденсують сечовину і формальдегід при їх мольному співвідношенні 1:(2-3) при температурі 97-100 °С та рН 10,5 протягом 2-3 годин з подальшим сушінням до вмісту вологи не більше 0,1 % і нейтралізацією до рН 7,5.2 Спосіб за п. 1, який відрізняється тим, що після конденсації і витримки масу підкислюють до рН 2,0-2,5, витримують при температурі 30 °С 0,5-1 год,...
Спосіб виготовлення модифікатора для алюмінієвих сплавів
Номер патенту: 61013
Опубліковано: 15.10.2003
Автори: Чернега Дмитро Федорович, Сороченко Віталій Федорович, Кудь Петро Денисович
Мітки: сплавів, спосіб, алюмінієвих, виготовлення, модифікатора
Формула / Реферат:
Спосіб виготовлення модифікатора для алюмінієвих сплавів, що включає отримання флюсової суміші зміцнюючих тугоплавких ультрадисперсних частинок оксиду скандію, гексафторцирконату калію, як каталізатора, та криоліту у співвідношенні 1:2:0,33, який відрізняється тим, що модифікатор виготовляють у вигляді металевих стержнів з круглим або трапецієподібним поперечним перерізом шляхом механічного замішування флюсової суміші у розплав алюмінію в...
Спосіб отримання модифікатора армованих гум на основі гексаметилентетрааміну
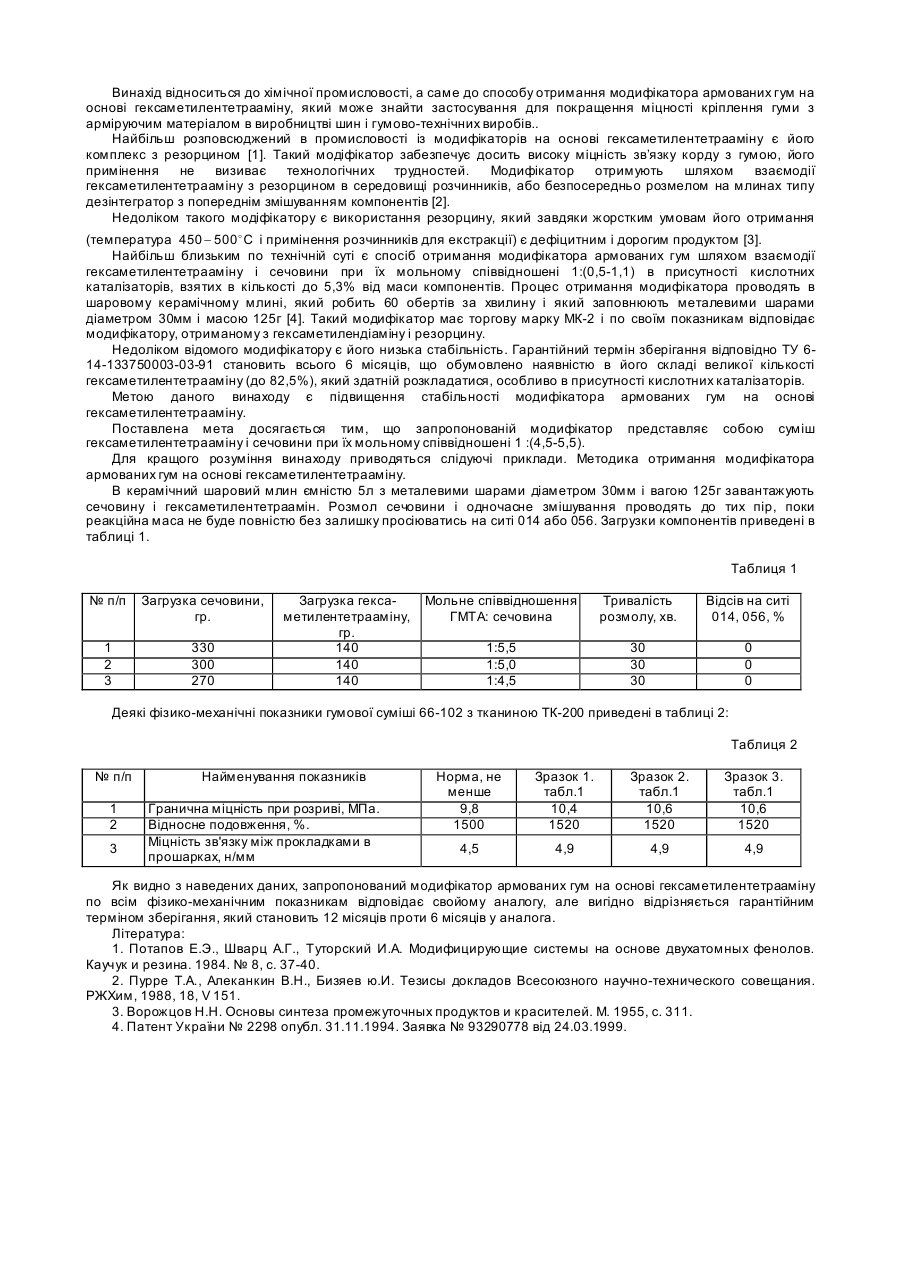
Номер патенту: 63196
Опубліковано: 15.01.2004
Автори: Маслош Дмитро Володимирович, Маслош Ольга Володимирівна
МПК: C07D 487/18, C08C 19/00
Мітки: модифікатора, гексаметилентетрааміну, гум, спосіб, основі, армованих, отримання
Формула / Реферат:
Спосіб отримання модифікатора армованих гум на основі гексаметилентетрааміну шляхом сумісного розмолу гексаметилентетрааміну і сечовини, який відрізняється тим, що процес розмолу проводять при мольному співвідношенні гексаметилентетрааміну і сечовини 1:4,5-5,5.
Модифікатор чавуну і спосіб отримання модифікатора чавуну
Номер патенту: 57819
Опубліковано: 15.07.2003
Автор: Скаланн Торб'єрн
МПК: C22C 33/08, C21C 1/10
Мітки: чавуну, отримання, спосіб, модифікатора, модифікатор
Формула / Реферат:
1. Модифікатор для виробництва чавуну з лускоподібним, дрібнозернистим або сфероїдальним графітом, який містить від 40 до 80% ваг. кремнію, від 0,5 до 10% ваг. кальцію і/або стронцію і/або барію, менше 10% ваг. церію і/або лантану, менше 5% ваг. магнію, менше 5% ваг. алюмінію, менше 10% ваг. марганцю і/або титану і/або цирконію, від 0,5 до 10% ваг. кисню у формі одного або декількох оксидів металів, від 0,1 до 10% ваг. сірки у формі одного...
Спосіб одержання модифікатора гум
Номер патенту: 34328
Опубліковано: 15.05.2003
Автори: Куликова Ольга Анатоліївна, Литвин Борис Львович, Шевцова Ксенія Вікторівна, Ігнатенко Альона Степанівна, Терещук Марина Миколаївна, Піцик Валентина Антонівна, Рогатова Тетяна Вікторівна, Кутяніна Валентина Степанівна
МПК: C08K 9/00, C08L 9/00, C08G 12/00
Мітки: спосіб, модифікатора, гум, одержання
Формула / Реферат:
Спосіб одержання модифікатора гум шляхом взаємодії резорцину та гексаметилентетраміну, який відрізняється тим, що одержаний гексаметилентетрамінрезорцин додатково сполучають з 20-50% від маси цільового продукту композита, який являє собою суміш солей поліаміногуанідинів або полігуанідинів загальної формули:,де n=2-90;R=[-(CH2)2-NH]m-(CH2)2; ...
Попередній патент: Шихта для виготовлення високоглиноземистих вогнетривів
Наступний патент: Спосіб електроакустичної обробки п’єзоелектричних кристалічних матеріалів
Випадковий патент: N-саліциліден-2-фурил-2-морфолілетиламін як ліганд для утворення металокомплексних сполук