Спосіб нанесення накладки на край пластини
Формула / Реферат
1. Спосіб нанесення накладки на край пластини (1), наприклад пластмасової накладки (2), з використанням пристрою (3) з фільєрою (7), у якому край пластини (1) вводять у пристрій (3), який подає пластмасу до фільєри (7), за допомогою обмежувальних елементів (8) і поверхні матриці пристрою усувають вихід нагрітої пластмаси за межі фільєри (7), а пластину (1) встановлюють з можливістю руху відносно пристрою подання пластмаси (3), причому край пластини знаходиться усередині згаданого пристрою, який відрізняється тим, що фільєру (7) пристрою (3) під час роботи нагрівають, а пластину (1) нагрівають по краю до температури, яка принаймні на 10-200 °С вище температури пластмаси, що вводиться в матрицю (3).
2. Спосіб згідно з п. 1, який відрізняється тим, що виготовлену накладку (2) охолоджують за допомогою охолоджувального впливу, наприклад, повітряного потоку, спрямованого на її зовнішню поверхню.
3. Спосіб згідно з п. 1, який відрізняється тим, що використовують пластини (1) з отворами (10), пазами (9) або подібними елементами, що поліпшують зчеплення накладки (2).
4. Спосіб згідно з п. 1, який відрізняється тим, що тиск подання пластмаси на фільєру (7) встановлюють настільки низьким, що накладка (2), що зчіплюється із пластиною, і край, що виходить із кінця фільєри (7), можуть викликати істотно порівнянний протитиск у її вихідному отворі.
5. Спосіб згідно з п. 1, який відрізняється тим, що пластина (1) рухається на конвеєрі, коли край пластини рухається через фільєру (7) пристрою (3).
6. Спосіб згідно з п. 1, який відрізняється тим, що пристрій (3) рухається уздовж краю пластини.
7. Спосіб згідно з п. 1, який відрізняється тим, що частина простору на вхідному кінці фільєри (7), яка не торкається пластини (1), закрита, наприклад, за допомогою запірної планки (12).
Текст
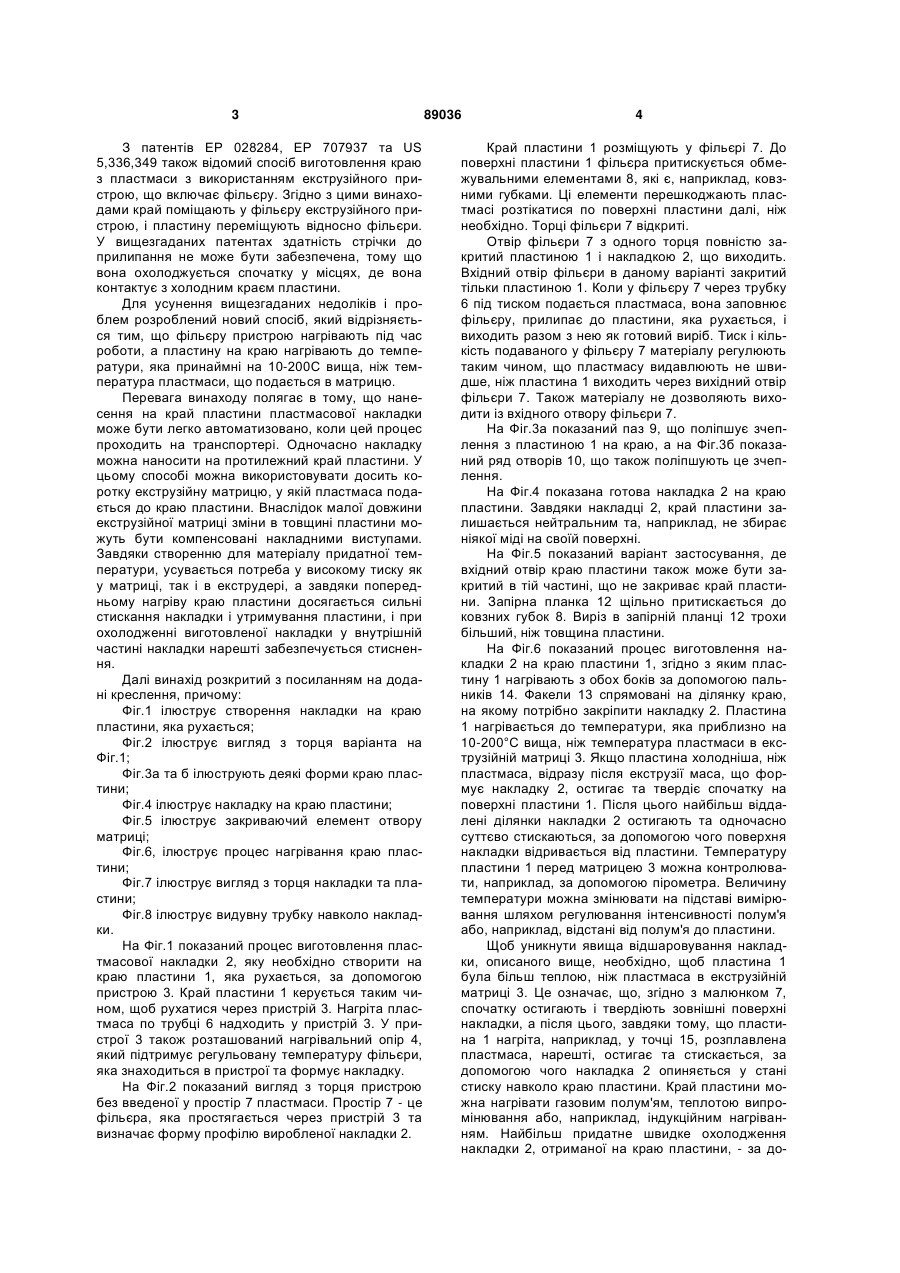
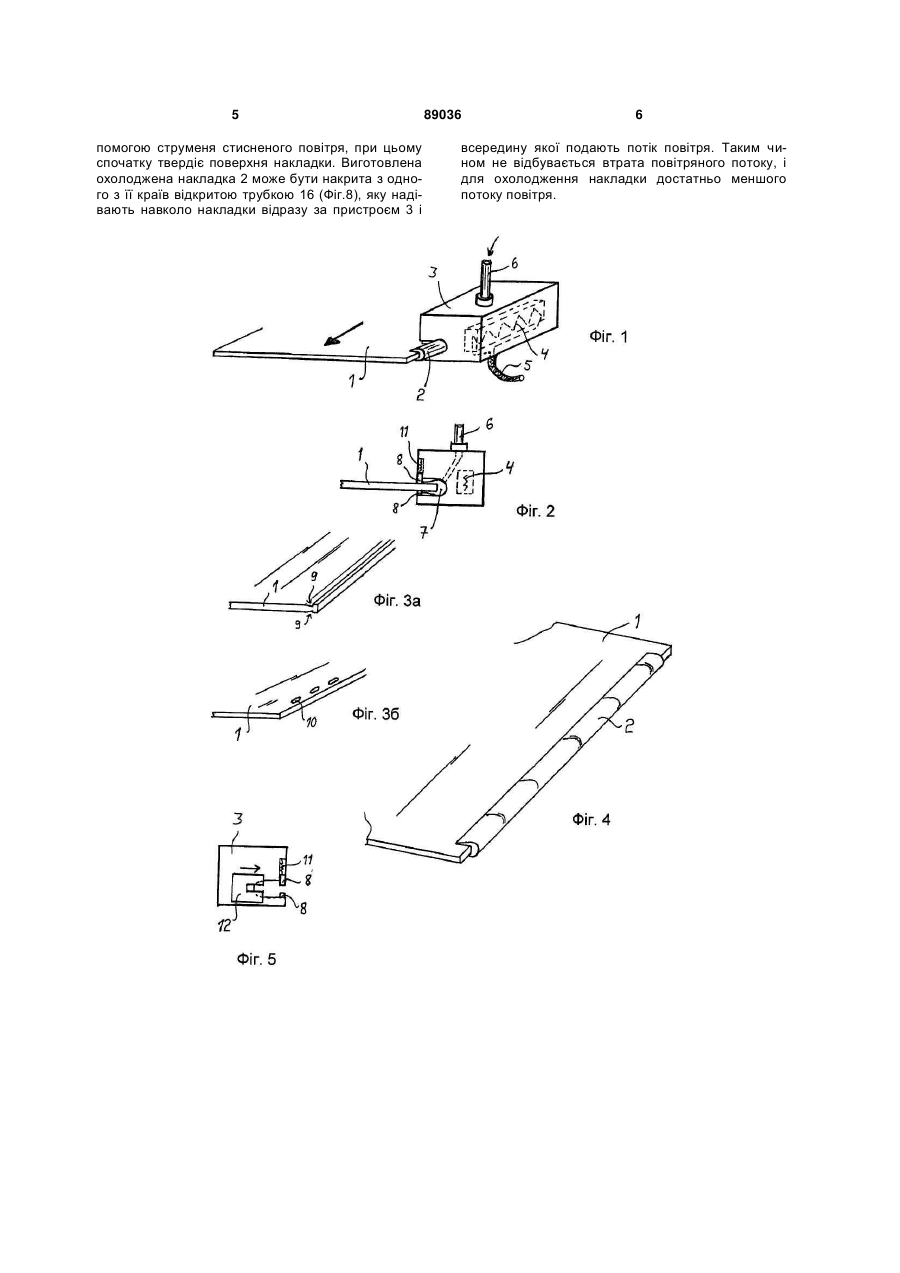
1. Спосіб нанесення накладки на край пластини (1), наприклад пластмасової накладки (2), з використанням пристрою (3) з фільєрою (7), у якому край пластини (1) вводять у пристрій (3), який подає пластмасу до фільєри (7), за допомогою обмежувальних елементів (8) і поверхні матриці пристрою усувають вихід нагрітої пластмаси за межі фільєри (7), а пластину (1) встановлюють з можливістю руху відносно пристрою подання пластмаси (3), причому край пластини знаходиться усередині згаданого пристрою, який відрізняється тим, що фільєру (7) пристрою (3) під час роботи нагрівають, а пластину (1) нагрівають по краю до температури, яка принаймні на 10-200 °С вище температури пластмаси, що вводиться в матрицю (3). C2 2 (19) 1 3 З патентів ЕР 028284, ЕР 707937 та US 5,336,349 також відомий спосіб виготовлення краю з пластмаси з використанням екструзійного пристрою, що включає фільєру. Згідно з цими винаходами край поміщають у фільєру екструзійного пристрою, і пластину переміщують відносно фільєри. У вищезгаданих патентах здатність стрічки до прилипання не може бути забезпечена, тому що вона охолоджується спочатку у місцях, де вона контактує з холодним краєм пластини. Для усунення вищезгаданих недоліків і проблем розроблений новий спосіб, який відрізняється тим, що фільєру пристрою нагрівають під час роботи, а пластину на краю нагрівають до температури, яка принаймні на 10-200С вища, ніж температура пластмаси, що подається в матрицю. Перевага винаходу полягає в тому, що нанесення на край пластини пластмасової накладки може бути легко автоматизовано, коли цей процес проходить на транспортері. Одночасно накладку можна наносити на протилежний край пластини. У цьому способі можна використовувати досить коротку екструзійну матрицю, у якій пластмаса подається до краю пластини. Внаслідок малої довжини екструзійної матриці зміни в товщині пластини можуть бути компенсовані накладними виступами. Завдяки створенню для матеріалу придатної температури, усувається потреба у високому тиску як у матриці, так і в екструдері, а завдяки попередньому нагріву краю пластини досягається сильні стискання накладки і утримування пластини, і при охолодженні виготовленої накладки у внутрішній частині накладки нарешті забезпечується стиснення. Далі винахід розкритий з посиланням на додані креслення, причому: Фіг.1 ілюструє створення накладки на краю пластини, яка рухається; Фіг.2 ілюструє вигляд з торця варіанта на Фіг.1; Фіг.3а та б ілюструють деякі форми краю пластини; Фіг.4 ілюструє накладку на краю пластини; Фіг.5 ілюструє закриваючий елемент отвору матриці; Фіг.6, ілюструє процес нагрівання краю пластини; Фіг.7 ілюструє вигляд з торця накладки та пластини; Фіг.8 ілюструє видувну трубку навколо накладки. На Фіг.1 показаний процес виготовлення пластмасової накладки 2, яку необхідно створити на краю пластини 1, яка рухається, за допомогою пристрою 3. Край пластини 1 керується таким чином, щоб рухатися через пристрій 3. Нагріта пластмаса по трубці 6 надходить у пристрій 3. У пристрої 3 також розташований нагрівальний опір 4, який підтримує регульовану температуру фільєри, яка знаходиться в пристрої та формує накладку. На Фіг.2 показаний вигляд з торця пристрою без введеної у простір 7 пластмаси. Простір 7 - це фільєра, яка простягається через пристрій 3 та визначає форму профілю виробленої накладки 2. 89036 4 Край пластини 1 розміщують у фільєрі 7. До поверхні пластини 1 фільєра притискується обмежувальними елементами 8, які є, наприклад, ковзними губками. Ці елементи перешкоджають пластмасі розтікатися по поверхні пластини далі, ніж необхідно. Торці фільєри 7 відкриті. Отвір фільєри 7 з одного торця повністю закритий пластиною 1 і накладкою 2, що виходить. Вхідний отвір фільєри в даному варіанті закритий тільки пластиною 1. Коли у фільєру 7 через трубку 6 під тиском подається пластмаса, вона заповнює фільєру, прилипає до пластини, яка рухається, і виходить разом з нею як готовий виріб. Тиск і кількість подаваного у фільєру 7 матеріалу регулюють таким чином, що пластмасу видавлюють не швидше, ніж пластина 1 виходить через вихідний отвір фільєри 7. Також матеріалу не дозволяють виходити із вхідного отвору фільєри 7. На Фіг.3а показаний паз 9, що поліпшує зчеплення з пластиною 1 на краю, а на Фіг.3б показаний ряд отворів 10, що також поліпшують це зчеплення. На Фіг.4 показана готова накладка 2 на краю пластини. Завдяки накладці 2, край пластини залишається нейтральним та, наприклад, не збирає ніякої міді на своїй поверхні. На Фіг.5 показаний варіант застосування, де вхідний отвір краю пластини також може бути закритий в тій частині, що не закриває край пластини. Запірна планка 12 щільно притискається до ковзних губок 8. Виріз в запірній планці 12 трохи більший, ніж товщина пластини. На Фіг.6 показаний процес виготовлення накладки 2 на краю пластини 1, згідно з яким пластину 1 нагрівають з обох боків за допомогою пальників 14. Факели 13 спрямовані на ділянку краю, на якому потрібно закріпити накладку 2. Пластина 1 нагрівається до температури, яка приблизно на 10-200°С вища, ніж температура пластмаси в екструзійній матриці 3. Якщо пластина холодніша, ніж пластмаса, відразу після екструзії маса, що формує накладку 2, остигає та твердіє спочатку на поверхні пластини 1. Після цього найбільш віддалені ділянки накладки 2 остигають та одночасно суттєво стискаються, за допомогою чого поверхня накладки відривається від пластини. Температуру пластини 1 перед матрицею 3 можна контролювати, наприклад, за допомогою пірометра. Величину температури можна змінювати на підставі вимірювання шляхом регулювання інтенсивності полум'я або, наприклад, відстані від полум'я до пластини. Щоб уникнути явища відшаровування накладки, описаного вище, необхідно, щоб пластина 1 була більш теплою, ніж пластмаса в екструзійній матриці 3. Це означає, що, згідно з малюнком 7, спочатку остигають і твердіють зовнішні поверхні накладки, а після цього, завдяки тому, що пластина 1 нагріта, наприклад, у точці 15, розплавлена пластмаса, нарешті, остигає та стискається, за допомогою чого накладка 2 опиняється у стані стиску навколо краю пластини. Край пластини можна нагрівати газовим полум'ям, теплотою випромінювання або, наприклад, індукційним нагріванням. Найбільш придатне швидке охолодження накладки 2, отриманої на краю пластини, - за до 5 помогою струменя стисненого повітря, при цьому спочатку твердіє поверхня накладки. Виготовлена охолоджена накладка 2 може бути накрита з одного з її країв відкритою трубкою 16 (Фіг.8), яку надівають навколо накладки відразу за пристроєм 3 і 89036 6 всередину якої подають потік повітря. Таким чином не відбувається втрата повітряного потоку, і для охолодження накладки достатньо меншого потоку повітря. 7 Комп’ютерна верстка О. Рябко 89036 8 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for furnishing sheet edge by strip
Автори англійськоюJaemiae, Aulis
Назва патенту російськоюСпособ нанесения накладки на край пластины
Автори російськоюЯмия Аулис
МПК / Мітки
МПК: B29C 47/00, B29B 13/00
Мітки: нанесення, спосіб, пластини, край, накладки
Код посилання
<a href="https://ua.patents.su/4-89036-sposib-nanesennya-nakladki-na-krajj-plastini.html" target="_blank" rel="follow" title="База патентів України">Спосіб нанесення накладки на край пластини</a>
Спосіб нанесення поліфторовуглецевого покриття на різальний край леза бритви та покритий різальний край леза бритви
Номер патенту: 40592
Опубліковано: 15.08.2001
Автор: Тренкім Хоанг Мей
МПК: B05D 3/06, B05D 3/10, B26B 21/00, B05D 1/04
Мітки: нанесення, різальний, леза, бритви, край, спосіб, покритий, покриття, поліфторовуглецевого
Формула / Реферат:
1. Способ нанесения полифторуглеродного покрытия на режущий край лезвия бритвы, включающий диспергирование порошка фторуглеродного полимера в водном растворителе и покрытие дисперсией указанного режущего края лезвия бритвы, отличающийся тем, что перед диспергированием порошок фторуглеродного полимера со средним молекулярным весом, по крайней мере, приблизительно 1000000г/мол подвергают действию ионизирующего излучения для уменьшения среднего...
Установка для нанесення світлочутливої композиції на формні пластини
Номер патенту: 14916
Опубліковано: 15.06.2006
Автори: Ясінська Людмила Михайлівна, Стоянова Людмила Миколаївна, Ясінський Михайло Федорович, Румянцев Юрій Михайлович
Мітки: установка, формні, композиції, пластини, світлочутливої, нанесення
Формула / Реферат:
Установка для нанесення світлочутливої композиції на формні пластини, що включає вузол нанесення світлочутливої композиції, транспортуючий та сушильний пристрої, яка відрізняється тим, що вузол нанесення світлочутливої композиції оснащений дозуючим пристроєм та кулачковим механізмом, транспортуючий пристрій додатково включає систему підтримуючих тросиків, а сушильний пристрій оснащений системою термостатування, причому дозуючий пристрій...
Установка для автоматизованого нанесення екстрактів пестицидів на хроматографічні пластини

Номер патенту: 22451
Опубліковано: 25.04.2007
Автори: Андрієнко Галина Георгіївна, Недашківська Оксана Юріївна, Грибіниченко Василь Миколайович, Моклячук Лідія Іванівна
МПК: A01P 1/00
Мітки: хроматографічні, пластини, нанесення, установка, пестицидів, автоматизованого, екстрактів
Формула / Реферат:
Установка для автоматизованого нанесення екстрактів пестицидів на хроматографічні пластини, що містить дозатор з циліндром і насадкою, шток та поршень, яка відрізняється тим, що містить самостійний стіл із розташованою на ньому магнітною стійкою, штурвалом та гвинтом для регулювання і жорсткої фіксації циліндра з насадкою над столом, вертикальну стійку з рейковим механізмом для опускання (підіймання) кронштейна, на якому змонтована з блоком...
Спосіб виготовлення декоративної накладки
Номер патенту: 45596
Опубліковано: 10.11.2009
Автор: Трифонов Дмитро Володимирович
МПК: E06B 3/30, B32B 21/00, E06B 3/70
Мітки: накладки, спосіб, виготовлення, декоративної
Формула / Реферат:
1. Спосіб виготовлення декоративної накладки, що включає виготовлення заготовки та наступне формування з неї об'ємної поверхні, який відрізняється тим, що заготовку виготовляють шляхом склеювання листового матеріалу основи та декоративного матеріалу, а формування об'ємної поверхні здійснюють шляхом прямого пресування заготовки.2. Спосіб за п. 1, який відрізняється тим, що як листовий матеріал основи використовують деревноволокнисту...
Спосіб видалення нігтьової пластини при мікотичному піднігтьовому гіперкератозі, ускладненому фрагментацією нігтьової пластини
Номер патенту: 32201
Опубліковано: 12.05.2008
Автори: Котик Василь Васильович, Вергун Андрій Романович
МПК: A61B 17/00
Мітки: пластини, нігтьової, фрагментацією, гіперкератозі, видалення, мікотичному, спосіб, ускладненому, піднігтьовому
Формула / Реферат:
Спосіб видалення нігтьової пластини при мікотичному піднігтьовому гіперкератозі, ускладненому фрагментацією нігтьової пластини, що включає мобілізацію центральної частини патологічно зміненого нігтя шляхом вишкрібання, який відрізняється тим, що здійснюють хірургічну елімінацію центральної фрагментованої частини нігтя з подальшим блокоподібним висіканням залишкових фрагментів нігтьової пластини з патологічно зміненими епоніхеальними...
Попередній патент: Ефіри гідроксамових кислот і їх фармацевтичне застосування
Наступний патент: Спосіб одержання кислотно-адитивної солі венлафаксину
Випадковий патент: Кожухотрубний теплообмінник