Розточувальна голівка

Формула / Реферат
Расточная головка, содержащая корпус с резцовыми вставками и продольными пазами, предназначенными для размещения жестких и упругих направляющих, отличающаяся тем, что, с целью повышения точности обработки за счет улучшения базирования, на боковой поверхности каждой резцовой вставки, обращенной в сторону обрабатываемой поверхности заготовки, выполнен продольный паз, предназначенный для размещения упругой направляющей.
Текст
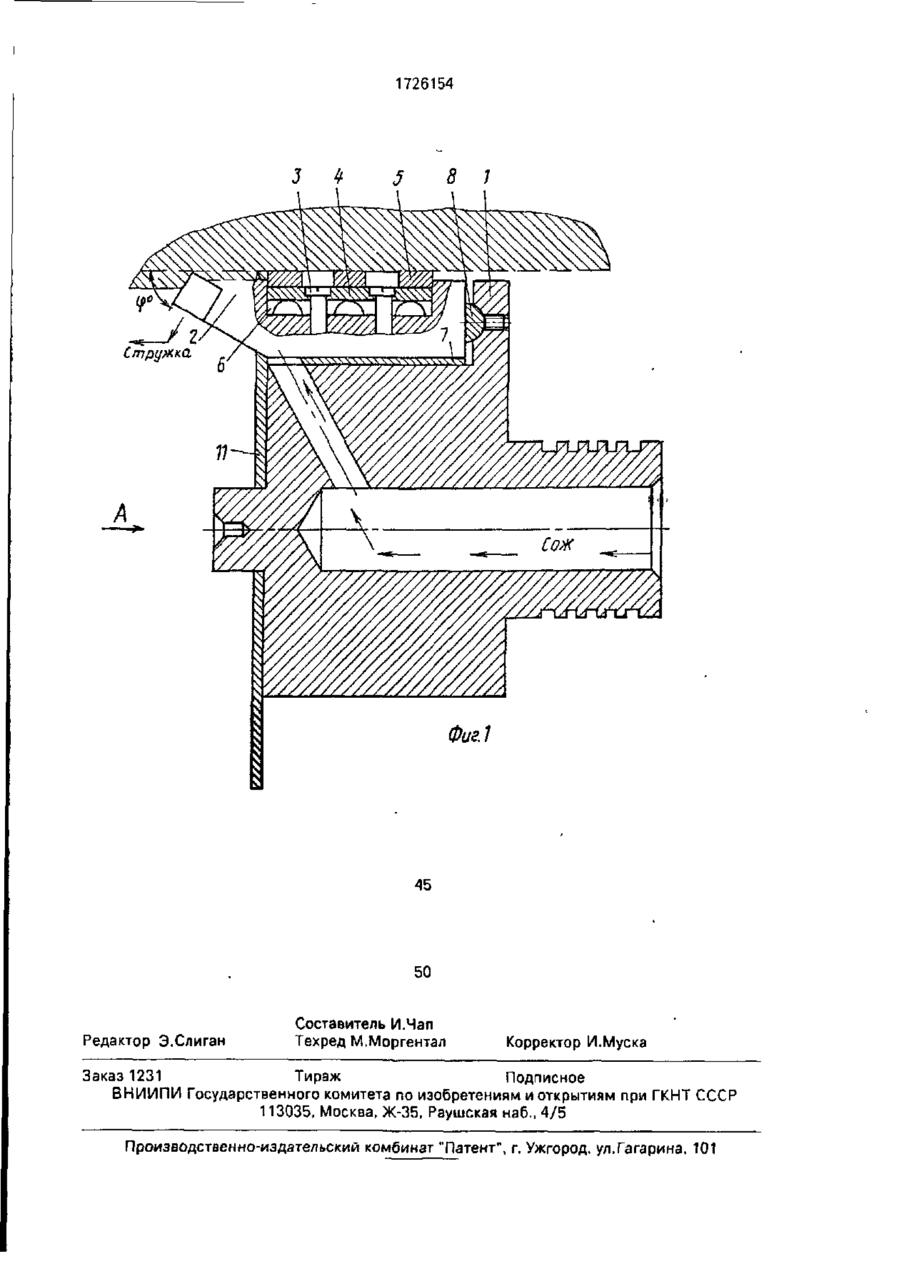
Использование растачивание глубоких отверстий при черновом проходе Сущность изобретения1 расточная головка содержат корпус 1 с резцовыми вставками 2^на наружной поверхности которых вь.полнень продольные пазы для установки упругих на правляющих 4 В процессе резания упругие направляющие 4 дополнительно фиксирую і резцовые вставки 2 2 ил 1726154 Изобретение относится к конструкциям осевого металлорежущего инструмента, предназначенного для черноаоЯ расточ-си глубоких отверстий. Известна расточная головка содержащая корпус с резцедержателем и направляющее шпскки, которые перемещаются в радиальном направлении посредством прорезной пружины и гайки, обеспечивая в процессе работы постоянный прижим к обработанной поверхности. Известна также расточная головка, в корпусе которой расположены резцовые вставки. Элементы базирования этой головки представляют собой систему упругих и жестких направляющих, расположенных в продольных пазах корпуса. При базировании годоаки на обработанную поверхность отверстия без отклонения от крутости система направляющих работает как одно целое, а при наличии отклонения от крутости надежное базирование головки осуществляется упругими направляющими. Основными недостатками известной головки являются: наличие большого количества подвижных соединений, зазоры в которых снижают точность обработки; неравномерность распределения усилия резания на противоположных режущих элементах резцового блока обуславливает их неравномерный износ и гарантированную некруглость обработанного отверстия; надежность базирования головки в некруглом отверстии с помощью упругих ограничен но-подвижных направляющих обеспечивается за счет большого предварительного натяга, который приводит к возникновению на поверхности направляющих элементов значительных сил трения, повышенному износу направляющих и потери эффективной мощности, наличие большого количества подвижных соединений,,зазоры в которых снижают точность обработки; прорезная пружина, обеспечивающая постоянный натяг системы направляющих, имеет высокую жесткость и обеспечивает большое усилие прижатия жестких направляющих к обработанной поверхности(около 7000 Н), что приводит к возникновению явления наклепа. Повышенная таким образом твердость поверхностного слоя ухудшает условия работы инстоумента на последующих чистовых операциям; незащищенность механизма базирования от попадания в него элементов сходящей стружки снижает надежность функционирования всего инструмента в целом. Цель изобретения - повышение точности обработки за счет улучшения базироваПоставленная цель достигается тем, 5 что в расточной головке для обработки глубоких отверсжй, содержащей корпус с резцовыми вставками и продольными пазами, предназначенными для размещения жестких и упругих направляющих, на боко10 вой поверхности каждой резцовой вставки, обращенной в сторону обрабатываемой поверхности заготовки, выполнен продольный паз, предназначенный для размещения упругой направляющей. 15 На фиг.1 схематично изображена расточная головка (показан один режущий элемент); на фиг.2 - вид А на фиг.1 (без крышки 11), Расточная головка состоит из корпуса 1, 20 в открытых продольных пазах которого закреплены три резцовые вставки 2, оснащенные сменными многогранными пластинами квадратной формы. На открытой боковой поверхности резцовой вставки 2 выполнен 25 паз, в котором размещена упругая направляющая, закрепленная двумя винтами 3. Упругая направляющая выполнена в виде планки 4, к которой припаяны три твердосплавные пластины 5. Планка опирается на 30 три пластинчатые пружины 6, которые обеспечивают постоянный прижим направляющей к обработанной поверхности с суммарным усилием порядка 1500 Н при натяге на диаметр 0,1-0,15 мм. Резцовая 35 вставка 2 опирается на пакет шлифованных прокладок 7, толщина которого определяет радиальное положение вставки 2. В осевом направлении вставка 2 регулируется с помощью торцового сухаря 8. На корпусе 1 40 выполнены три продольных закрытых паза, чередующиеся с пазами под резцовые вставки 2, в которых расположены жесткие неподвижные направляющие, выполненные в виде планки 9 с тремя припаянными 45 твердосплавными пластинами 10. Для предотвращения попадания стружки между направляющими и обработанной поверхностью на переднем торце корпуса 1 закреплена крышка 11. 50 Сборку расточной головки выполняют з зависимости от выбранного метода обработки. При осуществлении метода деления ширины среза резцовые вставки расположены є 55 радиальном направлении таким образом, что каждая режущая сменная многогранная пластина (СМП) срезает определенную часть припуска, а зависимости от величины которого выбирается толщина пакета шлифовальных прокладок, который устанэвли 1726154 вается между боковой поверхностью резцовой вставки 2 и корпусом 1. При осуществлении метода делений подачи резцовые вставки расположены на равном удалении от продольной оси расточной головки, так как общая толщина среза зз один оборот заготовки или инструмента (величина подачи на оборот) делится равномерно между каждой режущей СМП. Поэтому толщина пакета шлифованных прокладок 7 одинакова для всех резцовых вставок. Расточная головка работает следующим образом. В предварительно расточенное резцом заходное отверстие обрабатываемой детали вводят расточную головку, базирующуюся в заходном отверстии при помощи упругих направляющих. В процессе резания в точках контакта твердосплавная пластина 5 расположена в упругих направляющих. С обработанной поверхностью возникают реакции от составляющих сил резания, приложенных к режущим лезвиям СМП, которые дополнительно фиксируют резцовые вставки 2. В случае значительной некруглости отверстия в растачиваемой заготовке составляющие сил резания на каждом режущем лезвии будут разными, в результате чего возможно отклонение головки в разные стороны в поперечном направлении. При отклонении продольной оси головки от оси отверстия в любом поперечном направле нии более 0,0а мм головка начинает базироваться темм двумя жесткими неподвижными направляющими, которые установлены на корпусе головки со стороны направления 5 отклонения. Кроме того, в случае аварийной поломки хотя бы одной из режущих СМП жесткие направляющие предотвращают катастрофический увод расточной головки от продольной оси, возможную поломку инст10 румента и разрушение обрабатываемой детали. Таким образом, сохраняется надежное базирование инструмента на протяжении всего процесса растачивания глубоких от15 верстий. Максимальный увод продольной оси с учетом износа режущих СМП не более 0,05 мм/1 м Головка обладает высокой виброустойчивостью и производительностью порядка 5 м/ч 20 Формула изобретения Расточная головка, содержащая корпус с резцовыми вставками и продольны25 ми пазами, предназначенными для размещения жестких и упругих направляющих, о т л и ч а ю щ а я с я тем, что. с целью повышения точности обработки за счет улучшения базирования, на боковой 30 поверхности каждой резцовой вставки, обращенной в сторону обрабатываемой поверхности заготовки, выполнен продольный паз, предназначенный для размещения упругой направляющей 35 40 45 50 55 1726154 Фиг.1 50 Редактор Э.Слиган Составитель И.Чап Техред М.Моргентал Корректор И.Муска Заказ 1231 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб.. 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюBoring head
Автори англійськоюLeontiev Mykhailo Stanislavovych
Назва патенту російськоюРасточная головка
Автори російськоюЛеонтьев Михаил Станиславович
МПК / Мітки
МПК: B23B 29/00
Мітки: голівка, розточувальна
Код посилання
<a href="https://ua.patents.su/4-8908-roztochuvalna-golivka.html" target="_blank" rel="follow" title="База патентів України">Розточувальна голівка</a>
Пускова голівка переносного вогнегасника
Номер патенту: 4290
Опубліковано: 27.12.1994
Автори: Квітко Ігор Борисович, Чередніченко Іван Іванович, Жилін Олександр Миколаєвич, Малючик Сергій Миколайович, Плаксов Сергій Вікторович, Іщенко Олександр Афанасійович
МПК: A62C 13/76
Мітки: вогнегасника, переносного, пускова, голівка
Формула / Реферат:
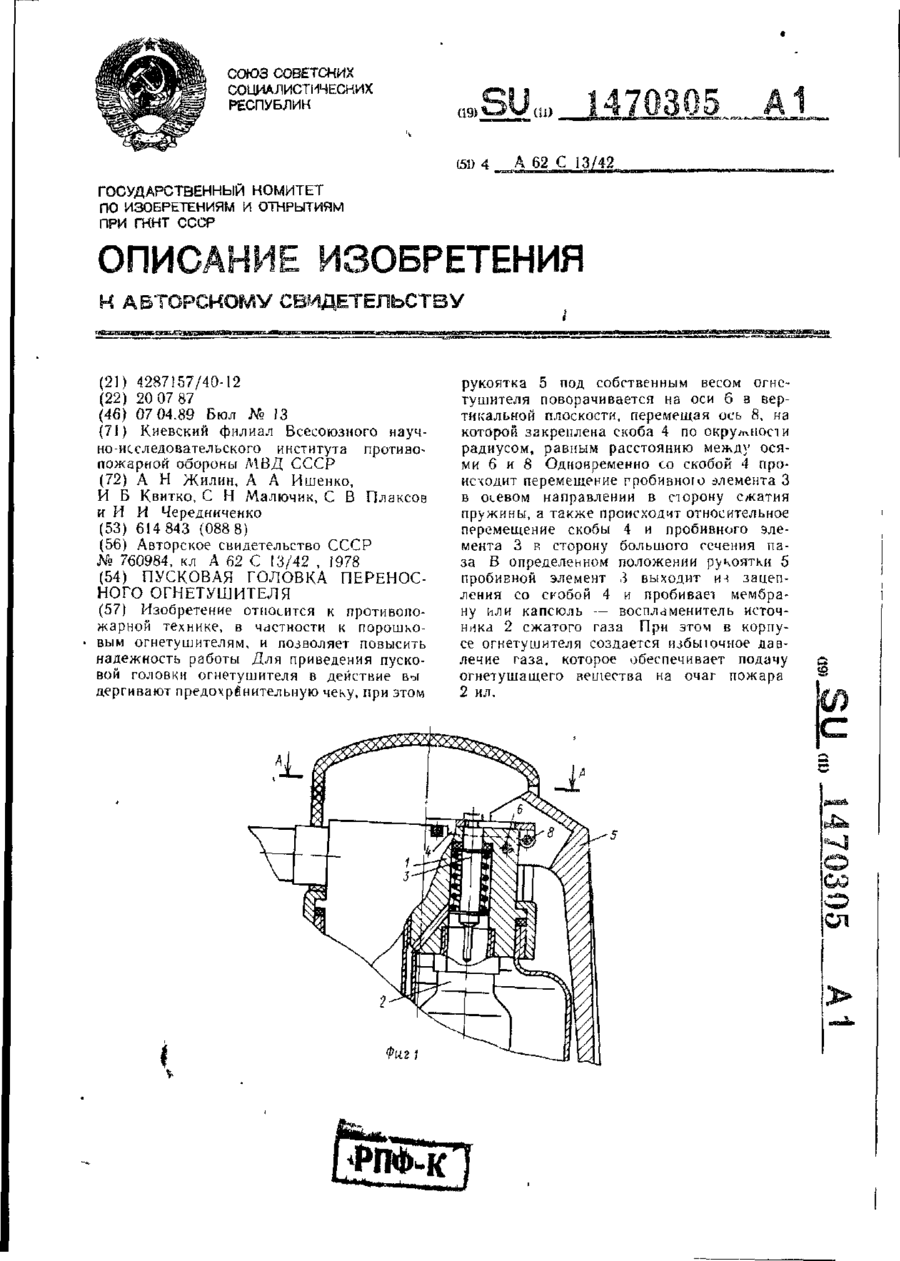
Пусковая головка переносного огнетушителя, содержащая корпус, источник сжатого газа, пробивной элемент, пусковой рычаг, закрепленный шарнирно на корпусе, чеку и средство обеспечения двухстороннего хода пробивного элемента, отличающаяся тем, что, с целью повышения надежности работы, средство обеспечения двухстороннего хода пробивного элемента выполнено в виде скобы со сквозным продольным пазом переменного сечения, причем в верхнем конце...
Запірно-пускова голівка вогнегасника
Номер патенту: 4291
Опубліковано: 27.12.1994
Автори: Виборнов Юрій Єлевич, Оксаненко Микола Андрійович, Жилін Олесандр Миколаєвич, Плаксов Сергій Вікторович, Квітко Ігор Борисович, Зозуля Іван Йосипович, Чередніченко Іван Іванович, Кравченко Константин Іванович
МПК: A62C 13/76
Мітки: голівка, вогнегасника, запірно-пускова
Формула / Реферат:
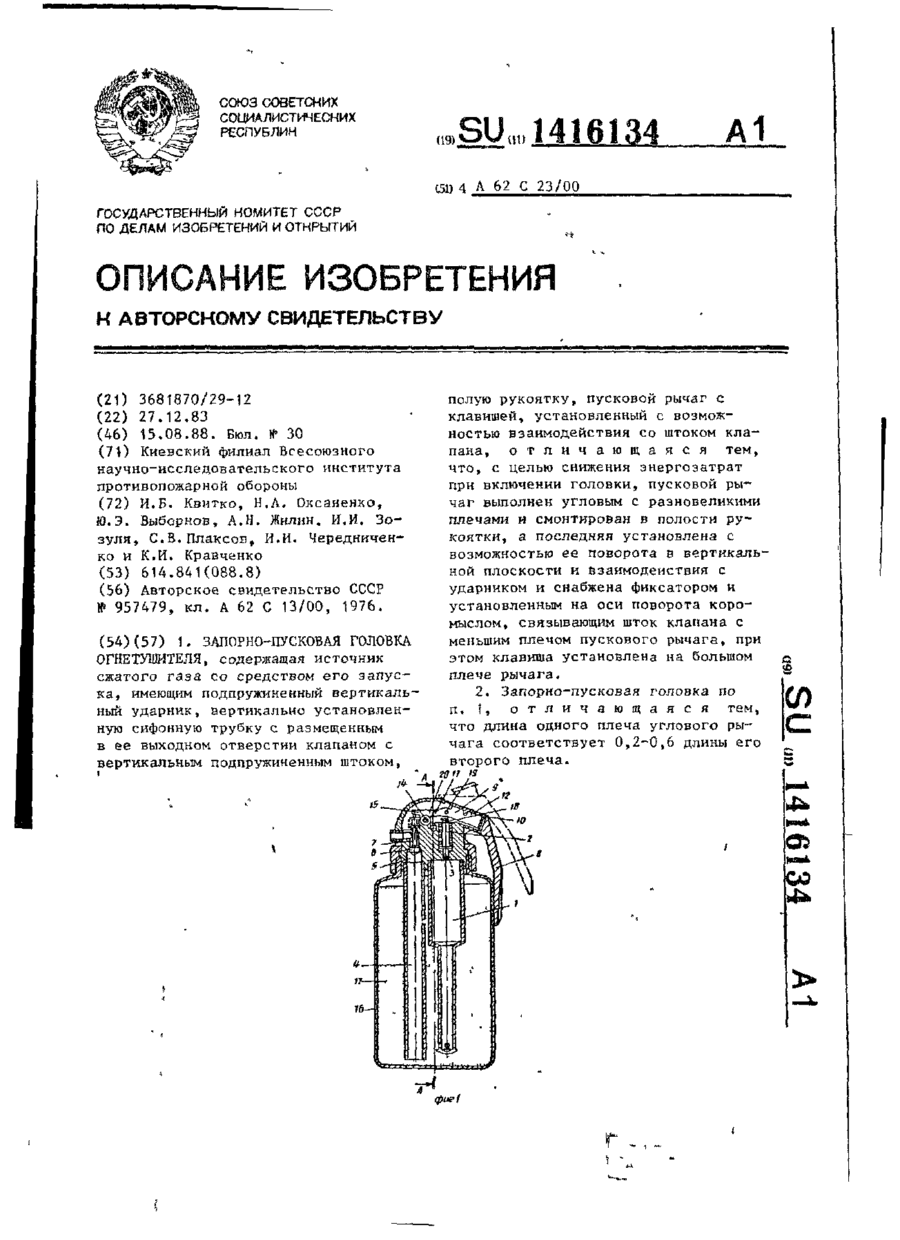
1. ЗАПОРНЩ-ПУСК0ВАЯ ГОЛОВКА ОГНЕТУШИТЕЛЯ, содержащая источник сжатого газа со средством его запуска, имеющим подпружиненный вертикальный ударник, вертикально установленную сифонную трубку с размещенным в ее выходном отверстии клапаном с вертикальным подпружиненным штоком, полую рукоятку, пусковой рычаг с клавишей, установленный с возможностью взаимодействия со штоком клапана, о т л и ч а ю щ а я с я тем, что, с целью снижения энергозатрат при...
Пишуча чорнильна головка
Номер патенту: 6214
Опубліковано: 29.12.1994
Автори: Ленчук Володимир Семенович, Шишкін Павло Гаврилович, Базилевич Віктор Всеволодович, Гурвич Георгій Олексійович
МПК: G01D 5/42, B41J 7/00, B41J 3/00
Мітки: пишуча, головка, чорнильна
Формула / Реферат:
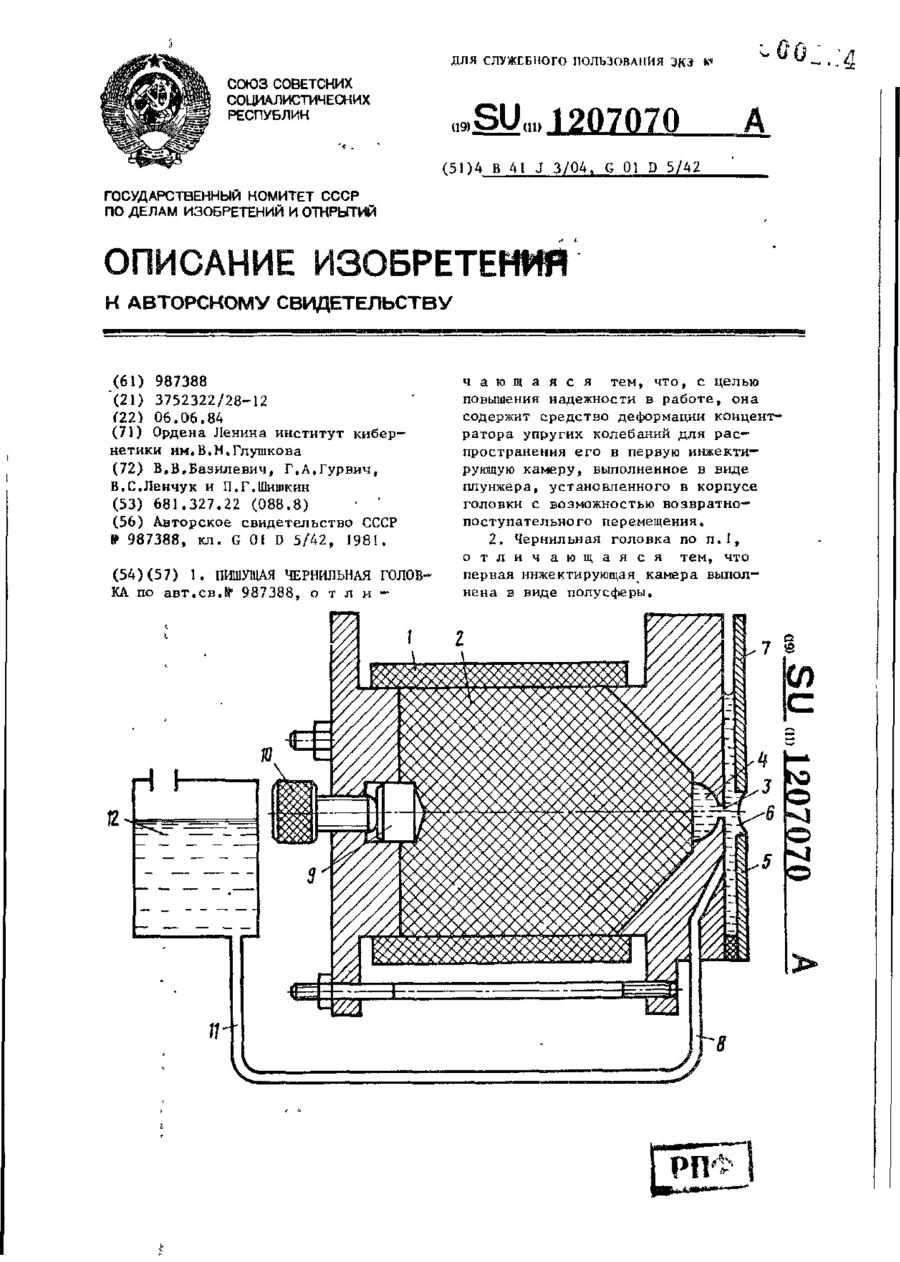
1. Пишущая чернильная головка по авт. св.№ 987388, отличающаяся тем, что, с целью повышения надежности в работе, она содержит средство деформации концентратора упругих колебаний для распространения его в первую инжектирующую камеру, выполненное в виде плунжера, установленного в корпусе головки с возможностью возвратно-поступательного перемещения. 2. Чернильная головка по п. 1, отличающаяся тем, что первая инжектирующая камера...
Струг

Номер патенту: 6790
Опубліковано: 29.12.1994
Автори: Левін Лев Лазаревич, Колінько Олексій Євтихійович, Катріч Олександр Миколаєвич, Яковлев Сергій Вікторович
МПК: E21C 27/32
Мітки: струг
Формула / Реферат:
(57) 1. Струг, включающий раму с консолями, на которой закреплены две соединенные между собой резцовые группы, жестко связанную с рамой подконвейерную плиту со скосами и проем для выхода штыба, отличающийся тем, что проем для выхода штыба выполнен в виде дополнительных скосов в подконвейерной плите и пазов в раме, а соединение резцовых групп между собой выполнено в виде кронштейнов с шарнирами и опорной площадки для взаимодействия с почвой...
Верстат для оброблення кінців гумовотканинних конвеєрних стрічок
Номер патенту: 6199
Опубліковано: 29.12.1994
Автори: Ткаченко Олексій Іванович, Черська Ганна Сергіївна, Носко Євген Михайлович, Хмелєвцов Володимир Володимирович, КУЗНЕЦОВ ОЛЕКСАНДР СТЕПАНОВИЧ, Єнтеліс Марк Давидович
МПК: B29B 11/00, B29D 29/00
Мітки: кінців, стрічок, оброблення, верстат, конвеєрних, гумовотканинних
Формула / Реферат:
(57) 1. Станок для разделки концов резинотканевых конвейерных лент, содержащий стол, прижимную балку, эксцентриковые валы, связанные с направляющими, на которых установлена фрезерная головка, отличающийся тем, что он снабжен дополнительной прижимной балкой и каретками, установленными с возможностью перемещения и фиксации на балках, которые рас положены по концам стола напротив друг друга, при этом направляющие надеты на эксцентриковые...
Попередній патент: Спосіб випробування кабельних виробів напругою
Наступний патент: Спосіб вимірювання затухання неузгодження
Випадковий патент: Спосіб зміцнення листового прокату