Спосіб автоматичного регулювання процесу термооброблення висипних матеріалів в багатоланковій печі з киплячим шаром
Номер патенту: 9144
Опубліковано: 30.09.1996
Автори: Волохов Віталій Олександрович, Зуєв Володимир Ілліч, Саричев Валентин Федорович, Коновалов Микола Федорович, Дорогий Ігор Олександрович, Ванжа Анатолій Миколайович
Формула / Реферат
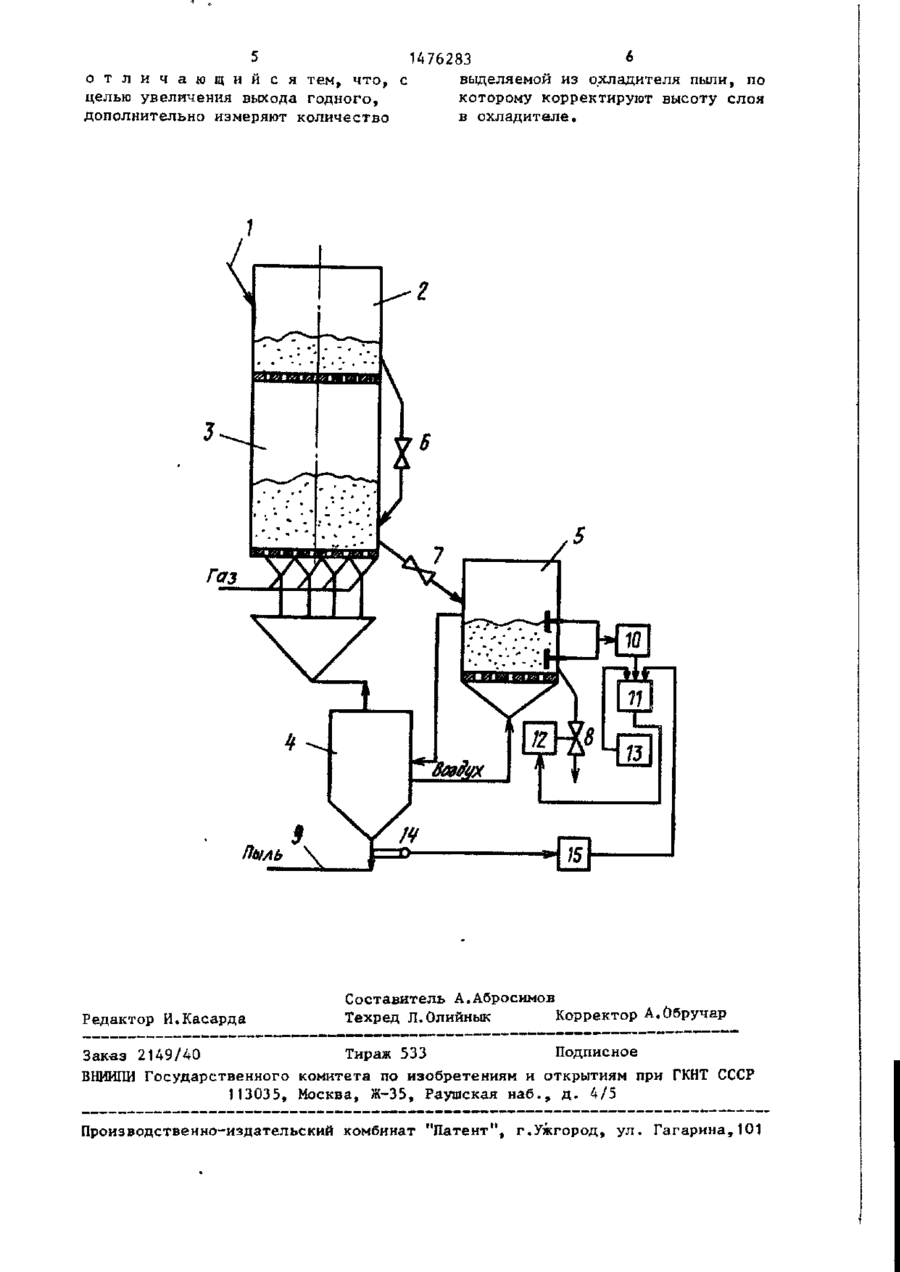
Способ автоматического регулирования процесса термообработки сыпучих материалов в многозвенной печи с кипящим слоем, включающий измерение и регулирование высоты слоя в охладителе по перепаду давления, отличающийся тем, что, с целью увеличения выхода годного, дополнительно измеряют количество выделяемой из охладителя пыли, по которому корректируют высоту слоя в охладителе.
Текст
Изобретение относится к автоматизации печей с кипящим слоем. Цель - увеличение выхода годного. Способ, включающий измерение и регулирование высоты слоя в охладителе по перепаду давления, позволяет установить необходимое соотношение между высотой слоя в охладителе и изменением количества выделяемой из него пыли, что приводит к увеличению выхода годного. Новым в способе является дополнительная коррекция высоты слоя по изменению количества выделяемой из него пыли. 1 ил. портируется в сборный бункер. Высоту слоя в охладителе измеряют по перепаду давления в слое - отборы давления, вторичный измерительный прибор 10. Регулирование высоты слоя осуществляют по перепаду давления, изменением выгрузки материала из охладителя - вторичный измерительный прибор 10, регулятор,11, исполнительный механизм 12, клапан переточного устройства 8, согласно задатчику 13. Количество выносимой из охладителя пыли определяют по изменению температуры выходного трубопровода термопара 14, вторичный измерительный прибор 15. Сигнал полученный с вторичного измерительного прибора 15 используют в качестве корректирующего, подавая его в фазе с основным о* 00 СО 3 ' U76283 слоевого пространства охладителя 5 (вторичный измерительный прибор tO) подают в циклон 4, где он очищается на вход регулятора 11• и подается ч'ерез подрешеточную камеСущность способа состоит в измерении и регулировании слоя в охлади- ^ ру в горелочные устройства. Регулирование высоты слоя в охлателе по перепаду давления с коррекдителе осуществляют с помощью регуляцией по изменению количества выдетора 11, исполнительного механизма ляемой из охладителя пыли. Помимо 12, клапана переточного устройства 8, скорости псевдоожижающего агента, фракционного состава, плотности и ю в зависимости от изменения перепада давления в слое ±20 Па, измеренного других свойств обжигаемого материала вторичным измерительным прибором, в на интенсивность истирания частиц соответствии с заданным 4000 Па забольшое влияние оказывает высота слоя датчика 13. в зоне. Это связано прежде всего с Высоту слоя выбирают и задают из тем, что от высоты слоя зависит вре- 15 условий теплообмена для заданной мя пребывания частиц материала в фракции материала и скорости ожижаюслое, а значит и их истирание. Истирание в слое происходит при . . щего агента. При этом рассчитывается и количество выносимой из охладителя соударениях частиц, выталкиваемых струей вверх, и частиц, движущихся 20 пыли. При изменении фракционного состава и свойств охлаждаемой извести по образующей застойной зоны к устью увеличиваются истирание и пылевыдеструи. Особенно сильно влияние высоление из охладителя. При.этом увелиты слоя на истирание частиц начинает чивается температура выходного трубопроявляться при больших высотах слоя, что характерно для промышленных пе- 25 провода пыли, измеренная термопарой 14, вторичным измерительным прибочей большой единичной мощности. Истиром 15. рание частиц является прямым следствием интенсивности их движения, а Сигнал с выхода измерительного " прибора 15 подается на вход регулято, средняя скорость частиц растет с уве30 ра 1 t в фазе (согласно) с сигналами личением высоты слоя. по перепаду давления (вторичный приУчитывая неоднозначность общей бор 10). Суммарный сигнал на входе связи слоя с процессом истирания и регулятора превышает заданный, что то, что между высотой слоя, размером заставляет регулятор 11 посредством и плотностью частиц существует опреисполнительного механизма 12 и кладеленная зависимость, необходимо в 35 панного переточного устройства 8 увекачестве корректирующего воздействия личивать выгрузку материала из охлапри регулировании высоты слоя принять дителя, уменьшая тем самым высоту изменение количества выделяемой пыслоя в охладителе. Это приводит к ли. Количество выносимой из аппарата пыли может быть измерено, например, 40 уменьшению пылеуноса из охладителя. по температуре выходного трубопровоТаким образом, корректируя высоту да пылеулавливающего устройства. слоя в охладителе по количеству выносимой из него пыли, увеличивают Конкретное осуществление способа, производительность печи на 2-3% за показано на примере многозонной печи с кипящим слоем для обжига известня- 45 счет увеличения выхода годного. При этом снижается запыленность воздуха ка производительностью 1200 т/сут. на горение, чем в значительной стеИзвестняк в количестве 90 т/ч пени уменьшается зарастание решетки, через загрузочную течку 1 подают в улучшается тепловая работа охладитезону 2 подогрева, где его подогреваля за счет уменьшения выноса с пылью. ют до 700°С, Затем по переточному 50 устройству 6 его передают в зону 3 обжига, где обжигают при 1000°С. ОбФ о р м у л а и з о б р е т е н и я жиг известняка происходит за счет . сжигания в слое зоны обжига топлива • Способ автоматического регулирос помощью горелок. Из зоны обжига вания процесса термообработки сыпуизвесть по переточному устройству 7 55 чих материалов в многозвенной печи передают в охладитель 5, где охлажс кипящим слоем, включающий измередают и выгружают по переточному устние и регулирование высоты слоя в ройству 8. Запыленный воздух из над-: охладителе по перепаду давления, 5 1476283 * о т л и ч а ю щ и й с я т е м , что, с выделяемой из охладителя пыли, по целью увеличения выхода годного, которому корректируют высоту слоя в охладителе. дополнительно измеряют количество Редактор И.Касарда Составитель А.Абросимов Техред Л.Олийнык Корректор А.Обручар Зак-аз 2149/40 Тираж 533 Подписное В И П Государственного комитета по изобретениям и открытиям при ГКНТ СССР НИИ 113035, Москва, Ж-35, Раушская наб., д . 4/5 Производственно-издательский комбинат "Патент", г.Ужгород, ул. Гагарина,101
ДивитисяДодаткова інформація
Автори англійськоюKonovalov Mykola Fedorovych, Vanzha Anatolii Mykolaiovych, Dorohyi Ihor Oleksandrovych, Volokhov Vitalii Oleksandrovych, Zuiev Volodymyr Illich, Sarychev Valentyn Fedorovych
Автори російськоюКоновалов Николай Федорович, Ванжа Анатолий Николаевич, Дорогой Игорь Александрович, Волохов Виталий Александрович, Зуев Владимир Ильич, Сарычев Валентин Федорович
МПК / Мітки
МПК: F27B 15/00
Мітки: висипних, процесу, шаром, матеріалів, киплячим, регулювання, спосіб, печі, термооброблення, багатоланковій, автоматичного
Код посилання
<a href="https://ua.patents.su/4-9144-sposib-avtomatichnogo-regulyuvannya-procesu-termoobroblennya-visipnikh-materialiv-v-bagatolankovijj-pechi-z-kiplyachim-sharom.html" target="_blank" rel="follow" title="База патентів України">Спосіб автоматичного регулювання процесу термооброблення висипних матеріалів в багатоланковій печі з киплячим шаром</a>
Спосіб регулювання випалювання вапна в печі з киплячим шаром
Номер патенту: 9143
Опубліковано: 30.09.1996
Автори: Дорогий Ігор Олександрович, Зуєв Володимир Ілліч, Коновалов Микола Федорович, Ванжа Анатолій Миколайович, Тиховидов Сергій Олексійович, Волохов Віталій Олександрович
МПК: F27B 15/00
Мітки: випалювання, печі, вапна, шаром, киплячим, регулювання, спосіб
Формула / Реферат:
Способ регулирования обжига извести в печи с кипящим слоем, включающий измерение температуры материала в слое в камере обжига, измерение расхода воздуха и топлива к группам горелок, размещенных в днище камеры обжига, отличающийся тем, что, с целью увеличения производительности печи, дополнительно измеряют температуру материала в выгрузочных переточных каналах из камеры обжига в камеру охлаждения, сравнивают ее с температурой материала в...
Спосіб автоматичного регулювання процесу сульфітації рідких продуктів цукрового виробництва
Номер патенту: 7387
Опубліковано: 29.09.1995
Автори: Щуцкий Валентин Павлович, Зозуля Станіслав Андрійович, Чернишов Сергій Олексійович, Панченко Віктор Прокопович
МПК: C13D 3/10
Мітки: сульфітації, спосіб, виробництва, автоматичного, рідких, процесу, продуктів, регулювання, цукрового
Формула / Реферат:
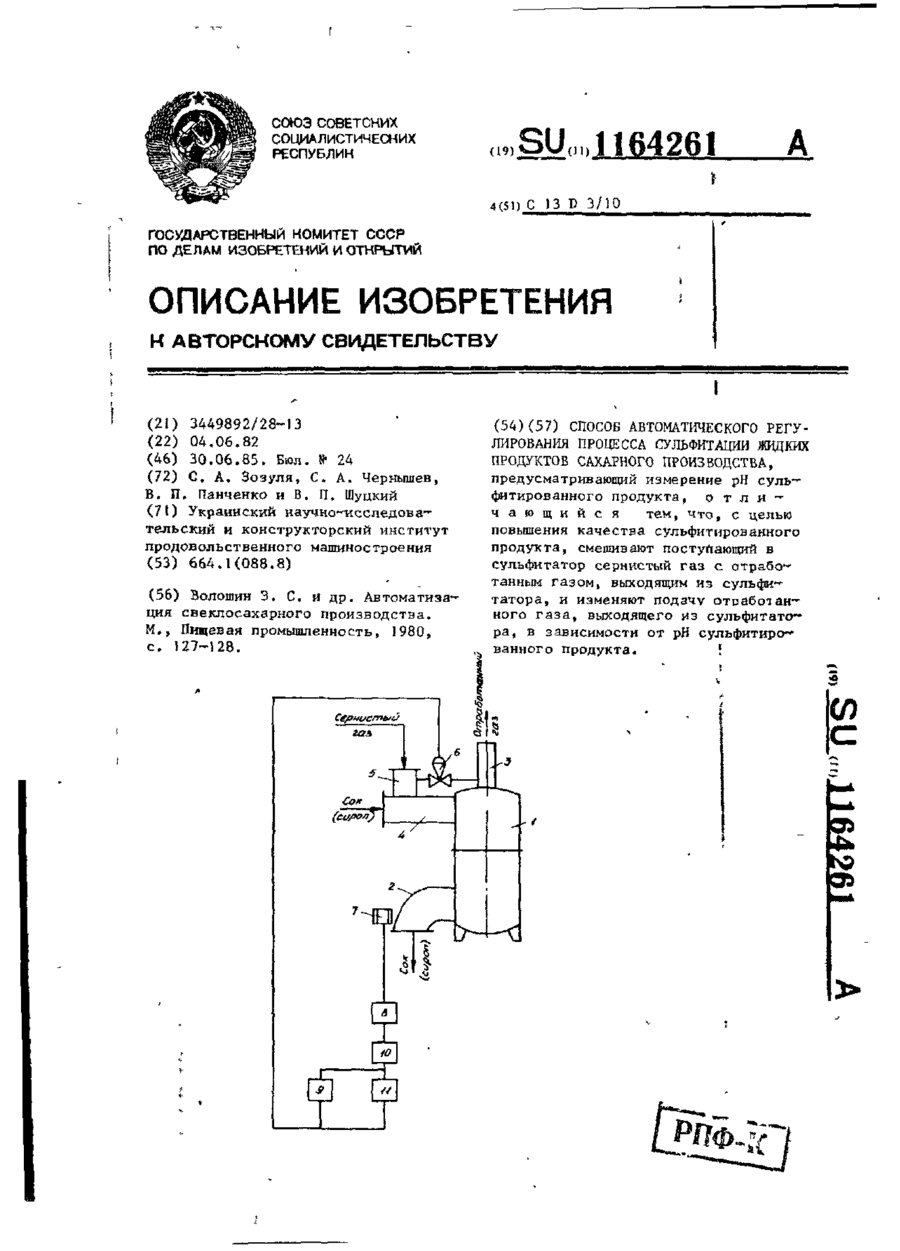
Способ автоматического регулирования процесса сульфитации жидких продуктов сахарного производства, предусматривающий измерение рН сульфитированного продукта, отличающийся тем, что, с целью повышения, качества сульфитированного продукта, смешивают поступающий в сульфитатор сернистый газ с отработанным газом, выходящим из сульфитатора, и изменяют подачу отработанного газа, выходящего из сульфитатора, в зависимости от рН сульфитированного...
Спосіб автоматичного регулювання витрат пилевугільного палива, яке подається в горн доменної печі та система для його здійснення
Номер патенту: 1303
Опубліковано: 25.03.1994
Автори: Бабак Олег Володимирович, Следнев Володимир Володимирович, Степанов Василь Васильович, Нехаєв Григорій Євдокимович, Чернов Віктор Олександрович
МПК: C21B 7/24
Мітки: автоматичного, система, палива, регулювання, печі, доменної, горн, подається, здійснення, спосіб, пилевугільного, яке, витрат
Формула / Реферат:
1. Способ автоматического регулирования расхода пылеугольного топлива, подаваемого в горндоменной печи, путем регулирования расхода транспортного воздуха и давления в питающем резервуаре, отличающийся тем, что, с целью экономии кокса и упрощения, регулирование расхода и давления осуществляют одновременно.2. Способ по п.1, отличающийся тем, что регулирование расхода пылеугольного топлива осуществляют по временной программе.3....
Система автоматичного регулювання потужності енергоблока
Номер патенту: 2562
Опубліковано: 26.12.1994
Автор: АЛТИН СТАНІСЛАВ ВАСИЛЬОВИЧ
МПК: F01K 13/00
Мітки: регулювання, потужності, енергоблока, автоматичного, система
Формула / Реферат:
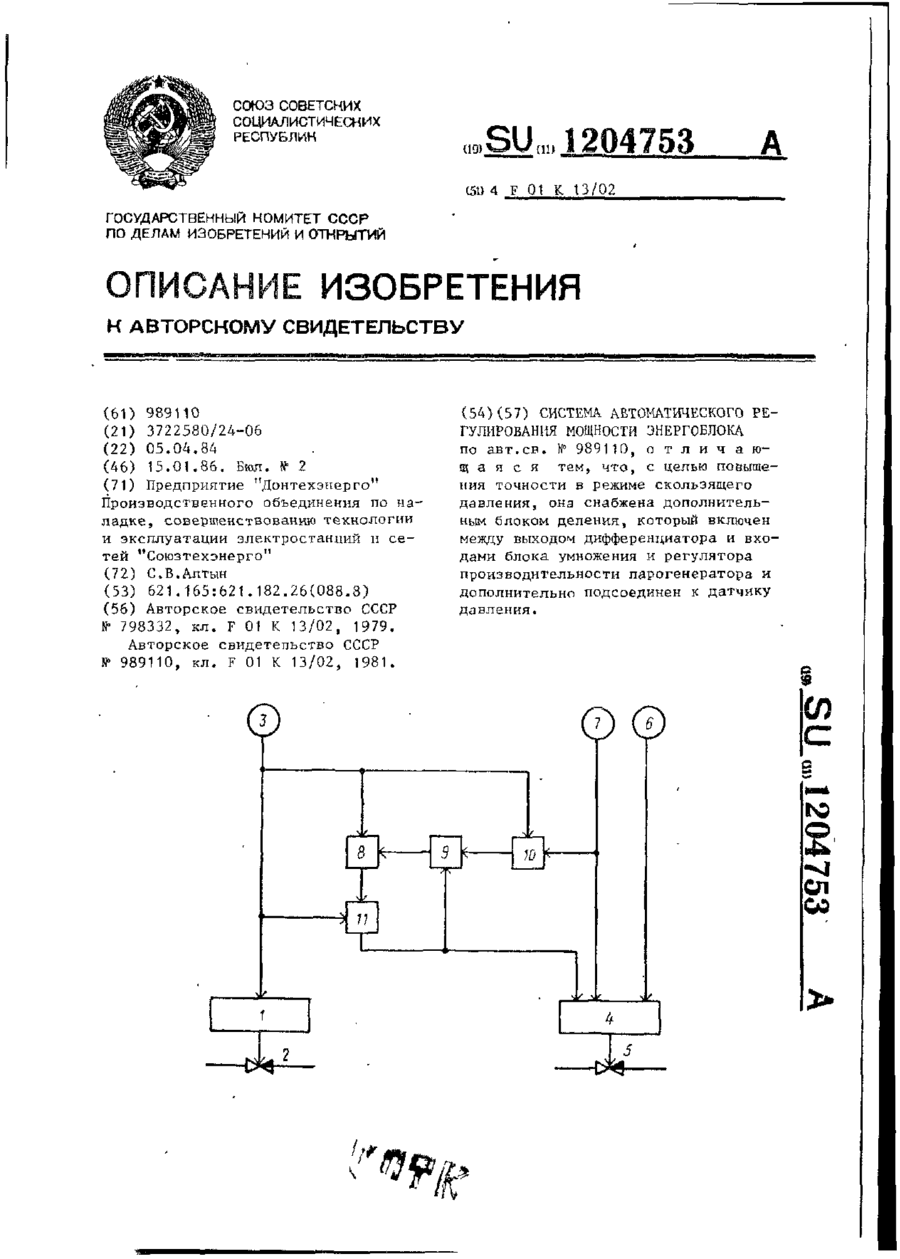
Система автоматического регулирования мощности энергоблока по авт. св. № 989110, отличающаяся тем, что, с целью повышения точности в режиме скользящего давления, она снабжена дополнительным блоком деления, который включен между выходом дифференциатора и входами блока умножения и регулятора производительности парогенератора и дополнительно подсоединен к датчику давления.
Спосіб регулювання процесу контактного стикового зварювання оплавленням
Номер патенту: 3723
Опубліковано: 27.12.1994
Автори: Лазебний Іван Леонтійович, Череднічок Віталій Тимофійович, Горишняков Олексій Іванович, Мосендз Ігор Миколайович, Шкурко Віктор Григорович, Швець Юрій Васильйович, Кучук-Яценко Сергій Іванович, Казимов Борис Іванович
МПК: B23K 11/04
Мітки: стикового, контактного, зварювання, оплавленням, спосіб, регулювання, процесу
Формула / Реферат:
Способ регулирования процесса контактной стыковой сварки оплавлением, при котором скорость подачи подвижной плиты изменяют по заданной программе, скорость подачи подвижной плиты перед остановом снижают пропорционально приросту тока оплавления, остановку подвижной плиты производят при токах оплавления, соответствующих экстремуму электрической мощности, выделяемой в стыке, а по мере снижения тока оплавления при переходе к останову заданную...
Попередній патент: Спосіб регулювання випалювання вапна в печі з киплячим шаром
Наступний патент: Спосіб одержання високоактивного тонкодисперсного вапна
Випадковий патент: Регулювальний клапан