Валковий прес для брикетування дрібнофракційних матеріалів
Номер патенту: 91790
Опубліковано: 25.08.2010
Автори: Большаков Вадим Іванович, Маймур Борис Микитович, Жучков Сергій Михайлович, Петренко Валентина Іванівна, Лебідь Олександр Трохимович, Муравйова Ірина Геннадіївна

Формула / Реферат
1. Валковий прес для брикетування дрібнофракційних матеріалів, що містить несучу раму, два валки із робочими поверхнями, установлені з можливістю обертання на підшипникових опорах, розміщених на рамі преса, та механізми притиску валків, що з'єднують підшипникові опори між собою у верхній частині, який відрізняється тим, що в несучій рамі виконані пази і підшипникові опори одного валка закріплені в пазах несучої рами без можливості переміщення в радіальному напрямку та з можливістю осьового переміщення й обладнані засобом осьового переміщення, а підшипникові опори іншого валка зафіксовані без можливості їх осьового переміщення.
2. Валковий прес за п. 1, який відрізняється тим, що засіб осьового переміщення підшипникових опор валка, закріплених у пазах несучої рами, виконано у вигляді важільного механізму, при цьому одна з підшипникових опор цього валка, що закріплені у пазах несучої рами, обладнана двома кронштейнами, розташованими симетрично щодо вертикальної осі валка, а на рамі преса закріплені два кронштейни, у вушках яких на осях встановлені два двоплечі важелі, короткі плечі яких розміщені в пазах кронштейнів підшипникових опор, а довгі плечі з'єднані між собою різьбовою стяжкою із правою і лівою різьбами.
3. Валковий прес за п. 1 або 2, який відрізняється тим, що величина осьового переміщення валка, що встановлений у підшипникових опорах, закріплених в пазах несучої рами, становить 0,01-0,5 осьового розміру передбачених пресувальних калібрів, виконаних на робочій поверхні валків.
Текст
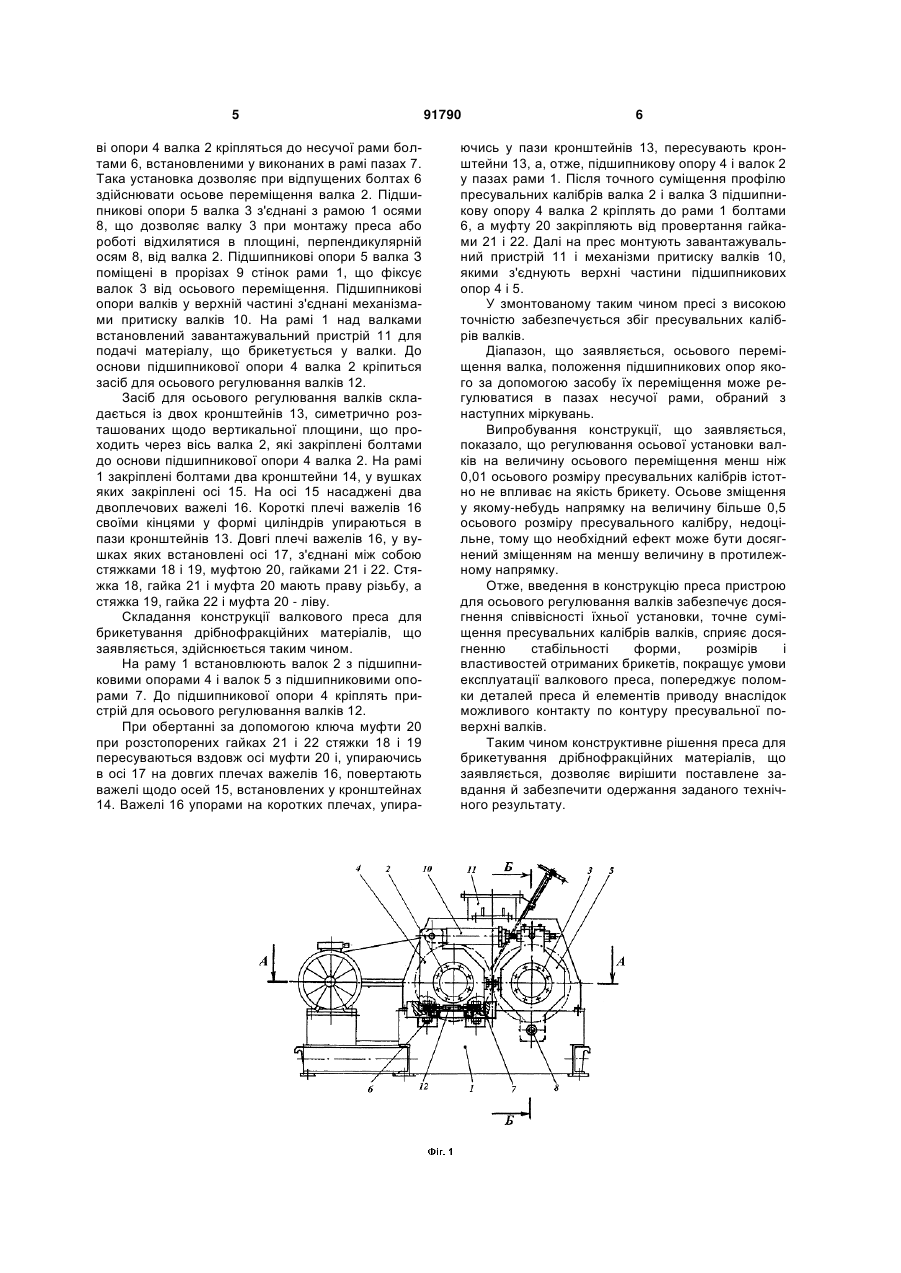
1. Валковий прес для брикетування дрібнофракційних матеріалів, що містить несучу раму, два валки із робочими поверхнями, установлені з можливістю обертання на підшипникових опорах, розміщених на рамі преса, та механізми притиску валків, що з'єднують підшипникові опори між собою у верхній частині, який відрізняється тим, що в несучій рамі виконані пази і підшипникові опори C2 2 (11) 1 3 змонтовані на внутрішній стороні бічних кронштейнів [1]. Недоліком такої конструкції є відсутність можливості точного регулювання співвісності установки валків після складання преса. При великих розмірах і масі бічних обмежуючих кронштейнів, підшипникових опор і валків в процесі монтажу важко забезпечити співвісність валків. Жорсткий монтаж підшипникових опор з валками на внутрішній стороні бічних кронштейнів не дозволяє в змонтованому пресі зробити осьове переміщення валків. Найбільш близьким до технічного рішення, що заявляється (найближчий аналог), за технічною сутністю й одержуваному результату є відомий валковий прес для брикетування дрібнофракційних матеріалів, що містить несучу раму, два валки з робочими поверхнями, встановлені з можливістю обертання на підшипникових опорах, розміщених на рамі преса, і механізми притиску валків, що з'єднують підшипникові опори між собою у верхній частині [2]. Недоліком найближчого аналогу є складність точного суміщення пресувальних калібрів, виконаних на робочій поверхні валків. Можливі неточності виготовлення підшипникових опор і інших деталей преса будуть позначатися на точності осьової установки валків. При такому конструктивному рішенні проблема використання валків з виконаними на їхній робочій поверхні пресувальними калібрами, полягає в тому, що неточність їхнього суміщення при подушкоподібній і лінзоподібній формі калібрів призводить до зміщення напівформ, що відбивається на формі брикету і його якісних характеристиках, а при зубчастожолобчастій формі робочої поверхні, що формує брикети "пельменеподібної" форми, осьове зміщення калібрів може призвести не тільки до порушення заданої форми брикетів, але й до стикання валків по контуру пресувальної поверхні, як наслідок, до їхнього ушкодження, поломок інших деталей преса й елементів приводу. Завдання, розв'язуване винаходом, полягає в удосконаленні конструкції преса, а саме, у забезпеченні можливості точного регулювання співвісності установки валків у процесі його складання. Рішення поставленого завдання забезпечується тим, що у валковому пресі для брикетування дрібнофракційних матеріалів, що містить несучу раму, два валки з робочими поверхнями, установлені з можливістю обертання на підшипникових опорах, розміщених на рамі преса, і механізми притиску валків, що з'єднують підшипникові опори між собою у верхній частині, у несучій рамі виконані пази й підшипникові опори одного валка закріплені в пазах несучої рами без можливості переміщення в радіальному напрямку й з можливістю осьового переміщення й обладнані засобами осьового переміщення, а підшипникові опори іншого валка зафіксовані від осьового переміщення, а також тим, що засіб осьового переміщення підшипникових опор валка, закріплених у пазах несучої рами, виконано у вигляді важільного механізму, при цьому одна із закріплених у пазах несучої рами підшипникових опор цього валка об 91790 4 ладнана двома кронштейнами, розташованими симетрично щодо вертикальної осі валка, а на рамі преса закріплені два кронштейни, у вушках яких на осях встановлені два двоплечові важелі, короткі плечі яких розміщені в пазах кронштейнів підшипникових опор, а довгі плечі з'єднані між собою різьбовою стяжкою із правою і лівою різьбами. При цьому величина осьового переміщення валка, що встановлений у підшипникових опорах, закріплених у пазах несучої рами, становить 0,01...0,5 осьового розміру пресувальних калібрів, виконаних на робочій поверхні валків. Технічний результат, що досягається від реалізації пропонованого технічного рішення, полягає в поліпшенні якості вироблених брикетів, умов експлуатації валкового преса, попередженні ушкоджень валків, поломок деталей преса й елементів привода внаслідок можливого контакту по контуру пресувальної поверхні за рахунок підвищення точності складання й регулювання осьового зміщення робочої поверхні валків. Порівняння конструкції преса, що заявляється, із прототипом показує, що вона відрізняється тим, що в несучій рамі виконані пази й підшипникові опори одного валка закріплені в пазах несучої рами без можливості переміщення в радіальному напрямку й з можливістю осьового переміщення й обладнані засобом осьового переміщення, а підшипникові опори іншого валка зафіксовані від осьового переміщення, а також тим, що засіб осьового переміщення підшипникових опор валка, закріплених у пазах несучої рами, виконано у вигляді важільного механізму, при цьому одна із закріплених у пазах несучої рами підшипникових опор цього валка обладнана двома кронштейнами, розташованими симетрично щодо вертикальної осі валка, а на рамі преса закріплені два кронштейни, у вушках яких на осях встановлені два двоплечових важелі, короткі плечі яких розміщені в пазах кронштейнів підшипникових опор, а довгі плечі з'єднані між собою різьбовою стяжкою із правою і лівою різьбами, при цьому величина осьового переміщення валка, встановленого в підшипникових опорах, закріплених в пазах несучої рами, становить 0,01...0,5 осьового розміру пресувальних калібрів, виконаних на робочій поверхні валків. Отже, конструкція преса, що заявляється відповідає критерію "новизна". Порівняння з іншими технічними рішеннями в даній галузі не дозволили виявити в них ознаки, що відрізняють дане рішення від найближчого аналогу. Отже, має місце відповідність критерію "винахідницький рівень". На Фг.1 показаний загальний вид пропонованої конструкції валкового преса із засобом для осьового регулювання валків, на Фг.2 - розріз А-А (Фг.1), на якому видно конструкцію засобу для осьового регулювання валків, а на Фг.3 - розріз ББ (Фг.1), на якому показана установка в рамі підшипникових опор валка, зафіксованого від осьового переміщення. Валковий прес складається з несучої рами 1, валків 2 і 3, підшипникових опор 4 і 5. Підшипнико 5 ві опори 4 валка 2 кріпляться до несучої рами болтами 6, встановленими у виконаних в рамі пазах 7. Така установка дозволяє при відпущених болтах 6 здійснювати осьове переміщення валка 2. Підшипникові опори 5 валка 3 з'єднані з рамою 1 осями 8, що дозволяє валку 3 при монтажу преса або роботі відхилятися в площині, перпендикулярній осям 8, від валка 2. Підшипникові опори 5 валка З поміщені в прорізах 9 стінок рами 1, що фіксує валок 3 від осьового переміщення. Підшипникові опори валків у верхній частині з'єднані механізмами притиску валків 10. На рамі 1 над валками встановлений завантажувальний пристрій 11 для подачі матеріалу, що брикетується у валки. До основи підшипникової опори 4 валка 2 кріпиться засіб для осьового регулювання валків 12. Засіб для осьового регулювання валків складається із двох кронштейнів 13, симетрично розташованих щодо вертикальної площини, що проходить через вісь валка 2, які закріплені болтами до основи підшипникової опори 4 валка 2. На рамі 1 закріплені болтами два кронштейни 14, у вушках яких закріплені осі 15. На осі 15 насаджені два двоплечових важелі 16. Короткі плечі важелів 16 своїми кінцями у формі циліндрів упираються в пази кронштейнів 13. Довгі плечі важелів 16, у вушках яких встановлені осі 17, з'єднані між собою стяжками 18 і 19, муфтою 20, гайками 21 і 22. Стяжка 18, гайка 21 і муфта 20 мають праву різьбу, а стяжка 19, гайка 22 і муфта 20 - ліву. Складання конструкції валкового преса для брикетування дрібнофракційних матеріалів, що заявляється, здійснюється таким чином. На раму 1 встановлюють валок 2 з підшипниковими опорами 4 і валок 5 з підшипниковими опорами 7. До підшипникової опори 4 кріплять пристрій для осьового регулювання валків 12. При обертанні за допомогою ключа муфти 20 при розстопорених гайках 21 і 22 стяжки 18 і 19 пересуваються вздовж осі муфти 20 і, упираючись в осі 17 на довгих плечах важелів 16, повертають важелі щодо осей 15, встановлених у кронштейнах 14. Важелі 16 упорами на коротких плечах, упира 91790 6 ючись у пази кронштейнів 13, пересувають кронштейни 13, а, отже, підшипникову опору 4 і валок 2 у пазах рами 1. Після точного суміщення профілю пресувальних калібрів валка 2 і валка З підшипникову опору 4 валка 2 кріплять до рами 1 болтами 6, а муфту 20 закріпляють від провертання гайками 21 і 22. Далі на прес монтують завантажувальний пристрій 11 і механізми притиску валків 10, якими з'єднують верхні частини підшипникових опор 4 і 5. У змонтованому таким чином пресі з високою точністю забезпечується збіг пресувальних калібрів валків. Діапазон, що заявляється, осьового переміщення валка, положення підшипникових опор якого за допомогою засобу їх переміщення може регулюватися в пазах несучої рами, обраний з наступних міркувань. Випробування конструкції, що заявляється, показало, що регулювання осьової установки валків на величину осьового переміщення менш ніж 0,01 осьового розміру пресувальних калібрів істотно не впливає на якість брикету. Осьове зміщення у якому-небудь напрямку на величину більше 0,5 осьового розміру пресувального калібру, недоцільне, тому що необхідний ефект може бути досягнений зміщенням на меншу величину в протилежному напрямку. Отже, введення в конструкцію преса пристрою для осьового регулювання валків забезпечує досягнення співвісності їхньої установки, точне суміщення пресувальних калібрів валків, сприяє досягненню стабільності форми, розмірів і властивостей отриманих брикетів, покращує умови експлуатації валкового преса, попереджує поломки деталей преса й елементів приводу внаслідок можливого контакту по контуру пресувальної поверхні валків. Таким чином конструктивне рішення преса для брикетування дрібнофракційних матеріалів, що заявляється, дозволяє вирішити поставлене завдання й забезпечити одержання заданого технічного результату. 7 Комп’ютерна верстка Т. Чепелева 91790 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюRoll press for briquetting of fine fraction materials
Автори англійськоюBolshakov Vadym Ivanovych, Zhuchkov Serhii Mykhailovych, Maimur Borys Mykytovych, Muraviova Iryna Hennadiivna, Lebid Oleksandr Trokhymovych, Petrenko Valentyna Ivanivna
Назва патенту російськоюВалковый пресс для брикетирования мелкофракционных материалов
Автори російськоюБольшаков Вадим Иванович, Жучков Сергей Михайлович, Маймур Борис Никитич, Муравьева Ирина Геннадиевна, Лебедь Александр Трофимович, Петренко Валентина Ивановна
МПК / Мітки
МПК: C22B 1/00, B30B 3/00, B30B 11/00, B22F 3/02, B01J 2/22, B22F 1/00, C22B 1/24
Мітки: брикетування, дрібнофракційних, валковий, прес, матеріалів
Код посилання
<a href="https://ua.patents.su/4-91790-valkovijj-pres-dlya-briketuvannya-dribnofrakcijjnikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Валковий прес для брикетування дрібнофракційних матеріалів</a>
Валковий прес для брикетування дрібнофракційних матеріалів
Номер патенту: 88846
Опубліковано: 25.11.2009
Автори: Петренко Валентина Іванівна, Маймур Борис Микитович, Носков Валентин Олександрович
МПК: B30B 11/00, B30B 3/00
Мітки: дрібнофракційних, брикетування, матеріалів, валковий, прес
Формула / Реферат:
Валковий прес для брикетування дрібнофракційних матеріалів, що містить два зустрічно-обертових валки, змонтовані у підшипникових опорах (подушках), встановлених на загальній рамі та з'єднаних між собою механізмами притиску валків, який відрізняється тим, що підшипникові опори одного валка жорстко закріплені безпосередньо на рамі, підшипникові опори другого валка з'єднані з рамою за допомогою шарнірів, а у своїй верхній частині шарнірно...
Валковий прес для брикетування сипучих і пластичних матеріалів
Номер патенту: 69485
Опубліковано: 15.09.2004
Автори: Вєтошкін Андрєй Владіславовіч, Полянскій Лєонід Івановіч
МПК: B30B 3/00
Мітки: сипучих, прес, брикетування, пластичних, матеріалів, валковий
Формула / Реферат:
1. Валковий прес для брикетування сипучих і пластичних матеріалів, що містить раму, розміщені в ній два пресових валки, змонтовані на підшипникових опорах, і механізм притискання валків один до одного, при цьому рама має нерухомі нижню та верхню основи, а по обидва боки - бічні рухомі обмежувальні кронштейни, кожний з яких за допомогою шарніра з'єднаний з нижньою основою, який відрізняється тим, що підшипникові опори з валками жорстко...
Прес для брикетування сипучих матеріалів
Номер патенту: 21268
Опубліковано: 04.11.1997
Автори: Воінова Світлана Олександрівна, Гросул Леонід Гнатович
МПК: B30B 11/00
Мітки: прес, матеріалів, брикетування, сипучих
Формула / Реферат:
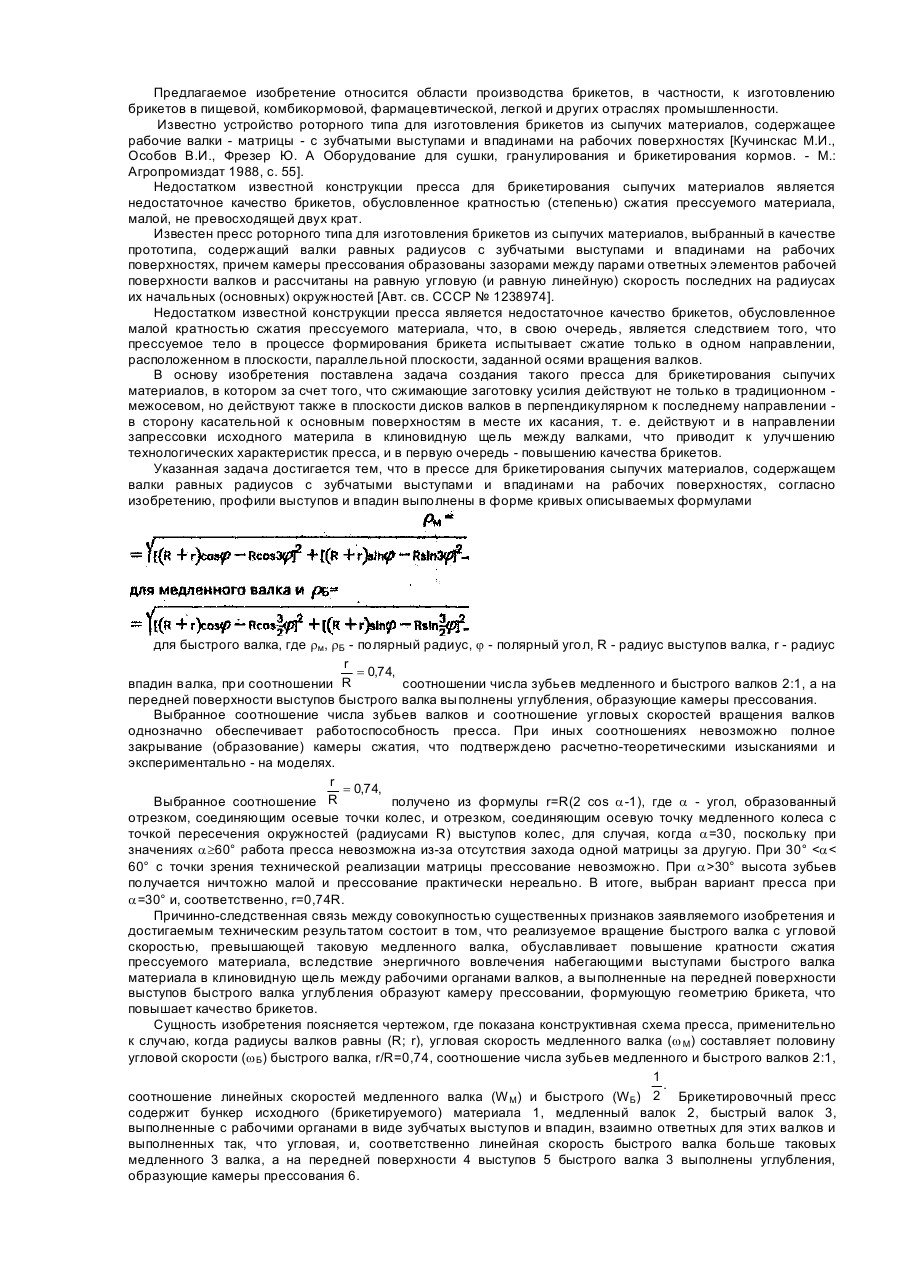
Пресс для брикетирования сыпучих материалов, содержащий валки равных радиусов с зубчатыми выступами и впадинами на рабочих поверхностях, отличающийся тем, что профили выступов и впадин выполнен в форме кривых, описываемых формуламидля быстрого валка, где rм, rБ - полярный радиус, j - полярный угол, R - радиус выступов валка, r - радиус впадин валка, при соотношении соотношении числа зубьев медленного и быстрого валков 2:1, а...
Валковий прес

Номер патенту: 20628
Опубліковано: 15.02.2007
Автори: Дюканов Анатолій Гаврилович, Федоров Володимир Ілліч, Пашкевич Микола Олександрович, Бороненко Ігор Олександрович, Чмиренко Олександр Миколайович, Андрус Сергій Григорович, Понізований Юрій Борисович
МПК: B30B 11/02, B30B 11/00
Формула / Реферат:
1. Валковий прес, що містить раму, завантажувальний пристрій, опорний, пресувальний й ущільнювальний валки з зубчасто-жолобчастим профілем, причому опорний і пресувальний валки розміщені в горизонтальній площині на рамі і мають можливість зустрічного обертання, ущільнювальний валок розташований над опорним і пресувальним валками у зоні подачі матеріалу з завантажувального пристрою і має можливість переміщення у вертикальній площині, який...
Валковий прес
Номер патенту: 73558
Опубліковано: 15.08.2005
Автори: Якштес Ігор Люціанович, Бабіч Людмила Петрівна, Шестаковський Олег Флорович
МПК: B28B 3/00, B30B 11/00
Формула / Реферат:
Валковий прес, що включає валки, встановлені на паралельних осях з можливістю зустрічного обертання і виконані з рядами зубців, які розташовані з зміщенням і можливістю входження в утворені між рядами зубців суміжного валка канавки ідентичного профілю, який відрізняється тим, що кожен ряд зубців на валках виконано зі зміщенням відносно попереднього ряду зубців на розмір, який дорівнює
Попередній патент: Спосіб опису пристрою кодування згорткових кодів у частотній області
Наступний патент: Проточний геліоколектор
Випадковий патент: Спосіб створення фенестрації при виконанні екстракардіального тотального кавопульмонального сполучення