Спосіб брикетування сипучих матеріалів
Номер патенту: 92477
Опубліковано: 26.08.2014
Автори: Молчанов Лавр Сергійович, Хотюн Вадим Іванович, Бойченко Борис Михайлович, Синегін Євген Володимирович, Стоянов Олександр Миколайович, Нізяєв Костянтин Георгійович
Формула / Реферат
Спосіб брикетування сипучих матеріалів, що включає стиснення сипучого матеріалу з використанням зв'язувальних речовин у замкнутому чи напівзамкнутому просторі, обмеженому робочими поверхнями інструмента, причому зв'язувальну речовину перед стисненням наносять на поверхню інструмента, а в процесі стиснення переносять на поверхню брикету, який відрізняється тим, що нанесення зв'язувальної речовини на поверхню робочого інструмента здійснюють шляхом покриття поверхні робочого інструмента прокладкою товщиною 1-3 мм із гігроскопічного матеріалу, просоченою зв'язувальною речовиною.
Текст
Реферат: Спосіб брикетування сипучих матеріалів включає стиснення сипучого матеріалу з використанням зв'язувальних речовин у замкнутому чи напівзамкнутому просторі, обмеженому робочими поверхнями інструмента, причому зв'язувальну речовину перед стисненням наносять на поверхню інструмента, а в процесі стиснення переносять на поверхню брикету. Нанесення зв'язувальної речовини на поверхню робочого інструмента здійснюють шляхом покриття поверхні робочого інструмента прокладкою товщиною 1-3 мм із гігроскопічного матеріалу, просоченою зв'язувальною речовиною. UA 92477 U (54) СПОСІБ БРИКЕТУВАННЯ СИПУЧИХ МАТЕРІАЛІВ UA 92477 U UA 92477 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі виготовлення брикетів із сипучих і пластичних матеріалів і може бути використана в металургійній, вугільній і гірничорудній промисловості. Відомий спосіб брикетування сипучих матеріалів [Авт. св. СРСР №73176 М. Кл. 10b, опубл. 12.06.1947], що передбачає електричне нагрівання матеріалу, що брикетується, струмами різної частоти і сили, від низкою і до ультрависокої включно. Для зазначеної мети прес-форма облицьовується з внутрішньої робочої поверхні будь-яким електропровідним матеріалом, наприклад металом, оксидами, графітом, вугіллям, карбідами тощо, електропровідність і магнітні властивості якого більші за матеріал, що брикетується. Прес-форма для брикетування виготовляється з керамічних чи жаростійких матеріалів, а в її стінках містяться індукційні нагрівачі у вигляді спіралей або у вигляді контактів при кондуктивному підводі струму низької чи високої частоти. При включенні струму нагрівається в першу чергу облицювання прес-форм, від якого тепло передається безпосередньо до поверхні маси, що брикетується. Недоліком відомого способу є висока енергоємність і складність процесу нагрівання прес-форми. Відомий також, вибраний за прототип спосіб брикетування сипучих матеріалів [Патент РФ 6 №2100204 МПК В30В11/00, опубл. 27.12.1997], що передбачає стиснення сипучого матеріалу з використання зв'язувальних речовин у замкненому чи напівзамкненому просторі, обмеженому робочими поверхнями інструмента, і відрізняється тим, що зв'язувальну речовину наносять на поверхню інструмента, а в процесі стиснення переносять на поверхню брикету. Як інструмент можливе використання контейнера з пуансонами або комірчастого валка. При використанні контейнера з пуансоном зв'язувальну речовину наносять на поверхню порожнини контейнера, а при використанні комірчастих валків - зв'язувальну речовину наносять на поверхню валків. При цьому зв'язувальну речовину наносять на поверхню робочого інструмента шляхом поливу, розпилення або зануренням у розчин зв'язувальної речовини. Відомий спосіб брикетування сипучих матеріалів має ряд недоліків: складність виймання готових брикетів з робочого інструмента; ускладнення процесу брикетування за рахунок введення додаткової операції нанесення зв'язувальної речовини на поверхню робочого інструмента; нерівномірність розподілу зв'язувальної речовини в об'ємі матеріалу, що пресується; зниження показників міцності кінцевого продукту, що піддавався брикетуванню. В основу корисної моделі поставлена задача поліпшення однорідності і підвищення характеристик міцності матеріалу, що пресується. Поставлена задача вирішується тим, що брикетування сипучих матеріалів, яке включає стиснення сипучого матеріалу з використанням зв'язувальних речовин у замкненому чи напівзамкненому просторі, обмеженому робочими поверхнями інструмента, причому зв'язувальна речовина перед стисненням наноситься на поверхню інструмента, а в процесі стиснення переноситься на поверхню брикету, яка відрізняється тим, що нанесення зв'язувальної речовини на поверхню робочого інструмента здійснюється за рахунок покриття поверхні робочого інструмента прокладкою товщиною 1-3 мм із гігроскопічного матеріалу, просоченою зв'язувальною речовиною. Загальні риси в порівнянні з прототипом: застосування як робочого інструмента контейнера з пуансоном або комірчастих валків; застосування зв'язувальної речовини; нанесення зв'язувальної речовини на поверхню робочого інструмента. Відмінні риси в порівнянні з прототипом: покриття поверхні робочого інструмента прокладкою; застосування як матеріалу, з якого виготовляється прокладка, гігроскопічного матеріалу, просоченого зв'язувальною речовиною. Гігроскопічний матеріал, просочений зв'язувальною речовиною, наноситься на поверхню робочого інструмента безпосередньо перед завантаженням сипучого матеріалу, утворюючи прокладку, її товщина складає 1-3 мм. При товщині прокладки більше 3 мм відбувається збільшення питомої витрати зв'язувальної речовини на одиницю площі поверхні брикету, що призводить до нерівномірного розподілу зв'язувальної речовини по товщині брикету і зниженню його міцності. Крім того, можливе проникнення матеріалу прокладки у верхні шари брикету, що при нагріванні і прожарюванні брикетів може викликати утворення надлишкової пористості і надмірне зниження міцності. При товщині прокладки менше 1 мм не досягається ефект спрощення процесу виймання брикету з робочого інструмента. При пресуванні сипучих матеріалів зв'язувальна речовина, рівномірно розподілена в об'ємі гігроскопічного матеріалу, просочує поверхневий шар брикету на однакову глибину по всій поверхні брикету. За рахунок цього досягається ізотропія механічних властивостей брикету. 1 UA 92477 U 5 10 15 20 Крім того, за рахунок низької адгезії гігроскопічного матеріалу і поверхні робочого інструменту спрощується процес виймання брикету з прес-форми. Приклад 1 Брикетування феромарганцю. Декілька шарів фільтрувального паперу товщиною 1-3 мм, просочені калієвим рідким склом, наносять на внутрішню поверхню прес-форми, після чого до неї засипають феромарганець марки ФМН75 фракцією менше 3 мм. Пресування здійснюють пуансоном до одержання брикету заданої щільності. Після пресування здійснюють витягання брикету з прес-форми і завантаження наступної порції зв'язувальної речовини і сипкого матеріалу. Приклад 2 Брикетування суміші для десульфурації чавуну. Декілька шарів фільтрувального паперу товщиною 1-3 мм, просочені натрієвим рідким склом, наносяться на внутрішню поверхню прес-форми, після чого до неї засипається суміш, що складається з 21,0 % Аl, 14,0 % MgO, 58,0 FeO та 7,0 % СаО, фракцією до 1,5 мм, що призначена для десульфурації чавуну. Пресування здійснюють пуансоном до одержання брикету заданої щільності. Після пресування здійснюється витягання брикету з прес-форми і завантаження наступної порції зв'язувальної речовини і сипкого матеріалу. Для визначення ефективності розробленого способу брикетування сипучих матеріалів були проведені випробування міцності брикетів феромарганцю марки ФМН75 і брикетів для десульфурації чавуну у порівнянні зі способом, прийнятим за прототип. Результати цих випробувань наведені в таблиці. Таблиця Міцність поверхні брикетів, отриманих експериментальним способом і способом, прийнятим за прототип № з/п 1 2 2.1 2.2 2.3 2.4 2.5 2.6 2.7 Варіант виконання способу Прототип Розроблена технологія товщина прокладки, мм 0,5 0,9 1,1 1,8 2,3 2,9 3,4 Міцність брикету, МПа ФМн75 суміш для десульфурації чавуну 51,4 3,4 56,5 58,9 61,1 63,1 63,9 64,2 57,3 3,8 4,1 4,2 4,3 4,5 4,5 3,9 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 Спосіб брикетування сипучих матеріалів, що включає стиснення сипучого матеріалу з використанням зв'язувальних речовин у замкнутому чи напівзамкнутому просторі, обмеженому робочими поверхнями інструмента, причому зв'язувальну речовину перед стисненням наносять на поверхню інструмента, а в процесі стиснення переносять на поверхню брикету, який відрізняється тим, що нанесення зв'язувальної речовини на поверхню робочого інструмента здійснюють шляхом покриття поверхні робочого інструмента прокладкою товщиною 1-3 мм із гігроскопічного матеріалу, просоченою зв'язувальною речовиною. Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Автори англійськоюMolchanov Lavr Serdiyovych, Synehin Yevhen Volodymyrovych, Nizyaev Konstantin Georgiyovych, Boichenko Borys Mykhailovych, Stoianov Oleksandr Mykolaiovych, Hotyun Vadim Ivanovych
Автори російськоюМолчанов Лавр Сергеевич, Синегин Евгений Владимирович, Низяев Константин Георгиевич, Бойченко Борис Михайлович, Стоянов Александр Николаевич, Хотюн Вадим Иванович
МПК / Мітки
МПК: B30B 13/00
Мітки: сипучих, матеріалів, спосіб, брикетування
Код посилання
<a href="https://ua.patents.su/4-92477-sposib-briketuvannya-sipuchikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб брикетування сипучих матеріалів</a>
Валковий прес для брикетування сипучих і пластичних матеріалів
Номер патенту: 69485
Опубліковано: 15.09.2004
Автори: Полянскій Лєонід Івановіч, Вєтошкін Андрєй Владіславовіч
МПК: B30B 3/00
Мітки: пластичних, валковий, прес, брикетування, матеріалів, сипучих
Формула / Реферат:
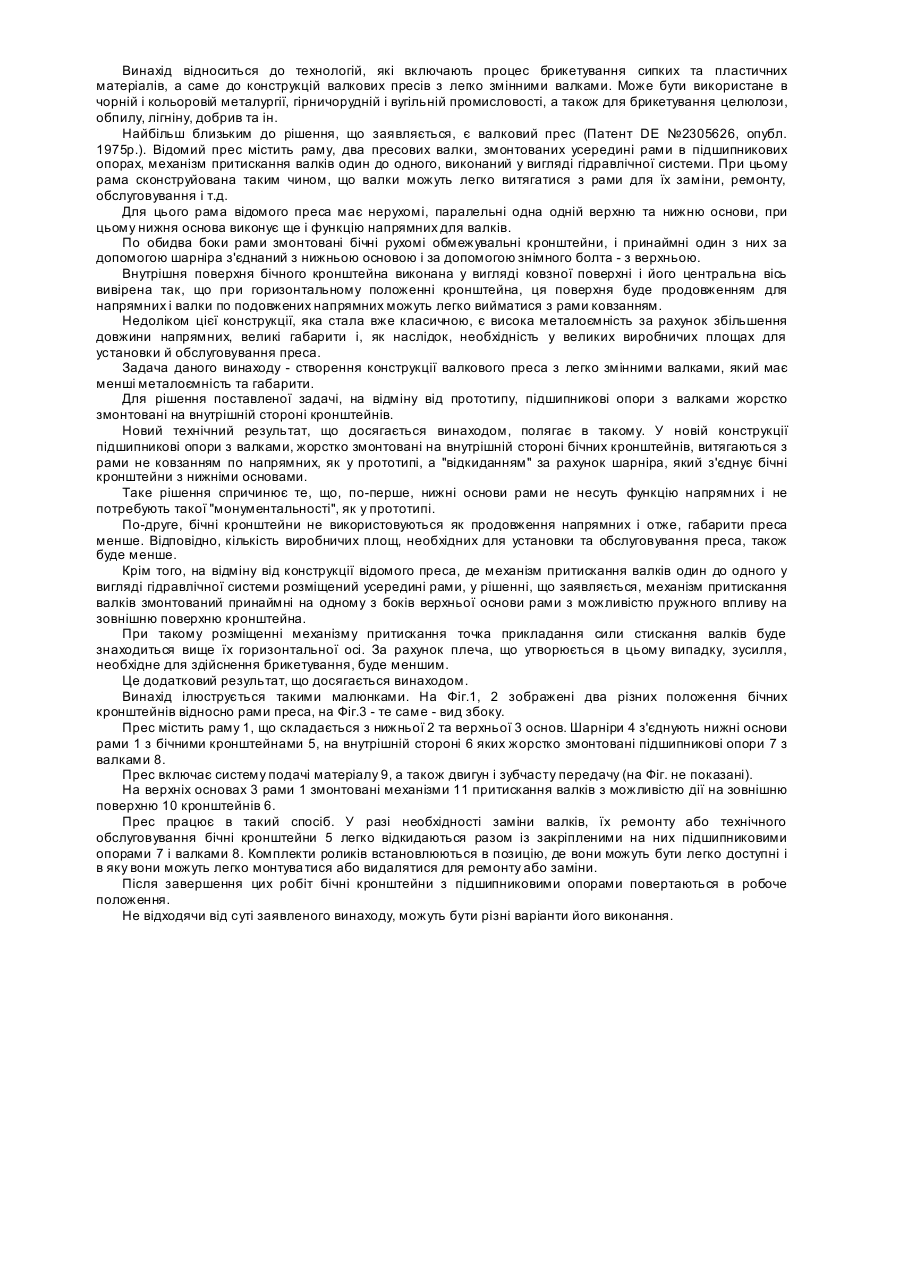
1. Валковий прес для брикетування сипучих і пластичних матеріалів, що містить раму, розміщені в ній два пресових валки, змонтовані на підшипникових опорах, і механізм притискання валків один до одного, при цьому рама має нерухомі нижню та верхню основи, а по обидва боки - бічні рухомі обмежувальні кронштейни, кожний з яких за допомогою шарніра з'єднаний з нижньою основою, який відрізняється тим, що підшипникові опори з валками жорстко...
Прес для брикетування сипких матеріалів
Номер патенту: 66506
Опубліковано: 10.01.2012
Автор: Риндяєв Віктор Іванович
МПК: B30B 11/18
Мітки: брикетування, сипких, матеріалів, прес
Формула / Реферат:
Прес для брикетування сипких матеріалів, що містить встановлені на рамі привідні пресувальні вальці з формоутворюючими вічками, завантажувальний пристрій, розташований над вальцями, який відрізняється тим, що привідні пресувальні вальці оснащені знімними елементами, які встановлені на їх зовнішній поверхні, а формоутворюючі вічка виконані на внутрішній поверхні знімних елементів.
Прес для брикетування сипучих матеріалів
Номер патенту: 21268
Опубліковано: 04.11.1997
Автори: Воінова Світлана Олександрівна, Гросул Леонід Гнатович
МПК: B30B 11/00
Мітки: прес, брикетування, матеріалів, сипучих
Формула / Реферат:
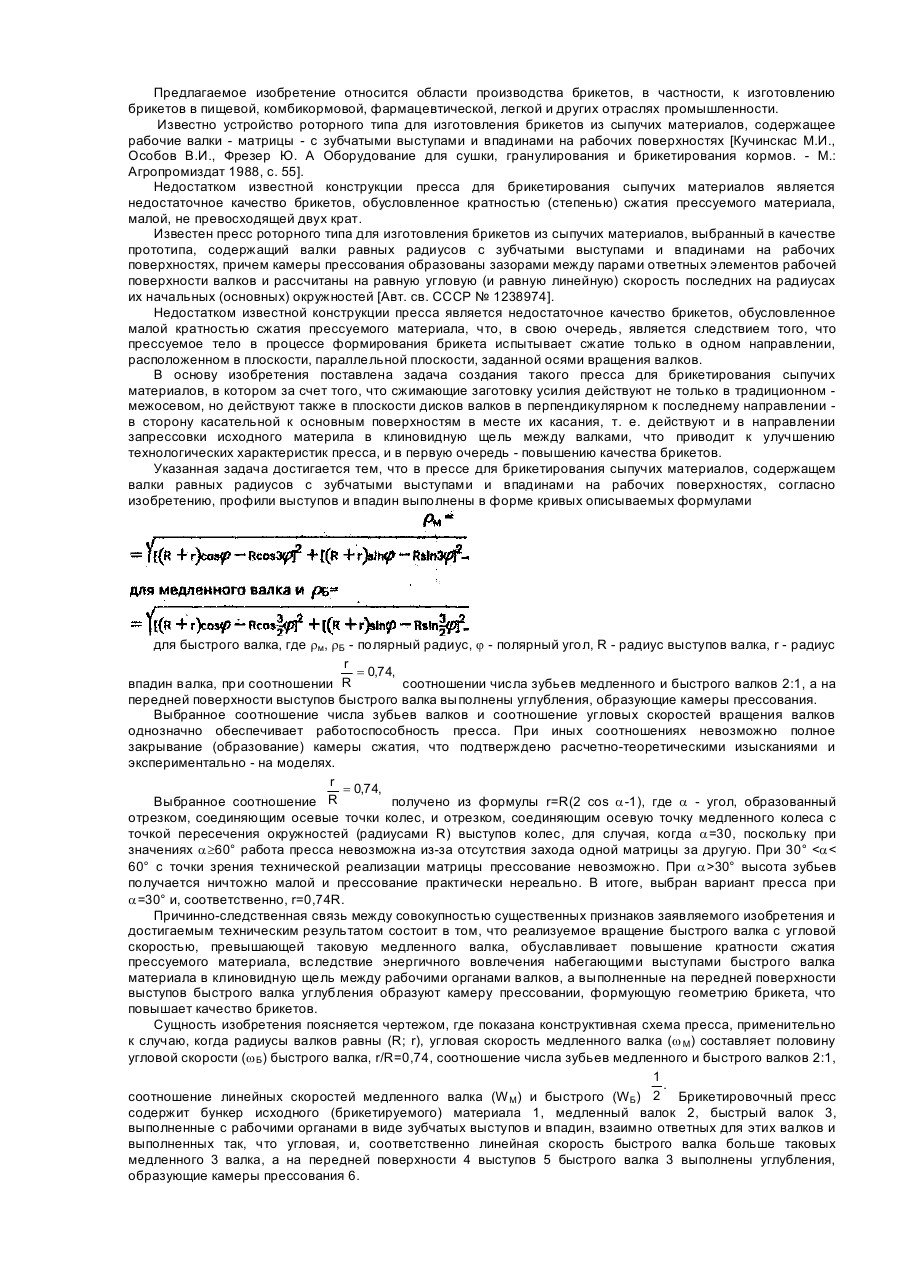
Пресс для брикетирования сыпучих материалов, содержащий валки равных радиусов с зубчатыми выступами и впадинами на рабочих поверхностях, отличающийся тем, что профили выступов и впадин выполнен в форме кривых, описываемых формуламидля быстрого валка, где rм, rБ - полярный радиус, j - полярный угол, R - радиус выступов валка, r - радиус впадин валка, при соотношении соотношении числа зубьев медленного и быстрого валков 2:1, а...
Спосіб розвантаження сипучих матеріалів з залізничного вагона

Номер патенту: 17583
Опубліковано: 16.10.2006
Автор: Шмалій Ігор Анатолійович
МПК: A01D 90/00
Мітки: вагона, матеріалів, сипучих, розвантаження, залізничного, спосіб
Формула / Реферат:
Спосіб розвантаження сипучих матеріалів з залізничного вагона, що включає поступове вивантаження сипучих матеріалів на шнек, подачу на норію, наступне дозування з одночасним фасуванням.
Валковий прес для брикетування дрібнофракційних матеріалів
Номер патенту: 91790
Опубліковано: 25.08.2010
Автори: Жучков Сергій Михайлович, Муравйова Ірина Геннадіївна, Маймур Борис Микитович, Петренко Валентина Іванівна, Большаков Вадим Іванович, Лебідь Олександр Трохимович
МПК: B22F 1/00, B30B 3/00, B22F 3/02, C22B 1/24, C22B 1/00, B01J 2/22, B30B 11/00
Мітки: валковий, брикетування, прес, дрібнофракційних, матеріалів
Формула / Реферат:
1. Валковий прес для брикетування дрібнофракційних матеріалів, що містить несучу раму, два валки із робочими поверхнями, установлені з можливістю обертання на підшипникових опорах, розміщених на рамі преса, та механізми притиску валків, що з'єднують підшипникові опори між собою у верхній частині, який відрізняється тим, що в несучій рамі виконані пази і підшипникові опори одного валка закріплені в пазах несучої рами без можливості...
Попередній патент: Спосіб отримання аліфатичних нітрилів
Наступний патент: Дротяна сітка
Випадковий патент: Спосіб виготовлення порошкового дроту