Спосіб виготовлення порошкового дроту
Номер патенту: 2375
Опубліковано: 26.12.1994
Автори: Походня Ігор Костянтинович, Косенко Петро Олексійович, Овчаренко Микола Трофимович, Дмитренко Сергій Георгієвич, Альтер Володимир Федорович, Чащихін Едуард Германович, Рак Петро Іванович, Савенко Валентин Олексійович
Формула / Реферат
Способ изготовления порошковой проволоки для обработки металлических расплавов, включающий формовку оболочки из металлической холоднокатаной полосы с отбортовкой ее краев для получения двойного замкового соединения, заполнение заготовки порошковыми материалами, завальцовку проволоки с образованием а оболочке продольного внутреннего гофра, расположенного диаметрально противоположно замковому соединению с последующим замыканием сторон гофра, отличающийся тем, что оболочку формуют незамкнутой овальной формы с горизонтальной большей осью и образованием направляющей щели между краями отбортовки, а при завальцовке в оболочке проволоки формируют дополнительный продольный внутренний гофр, примыкающий к замковому соединению.
Текст
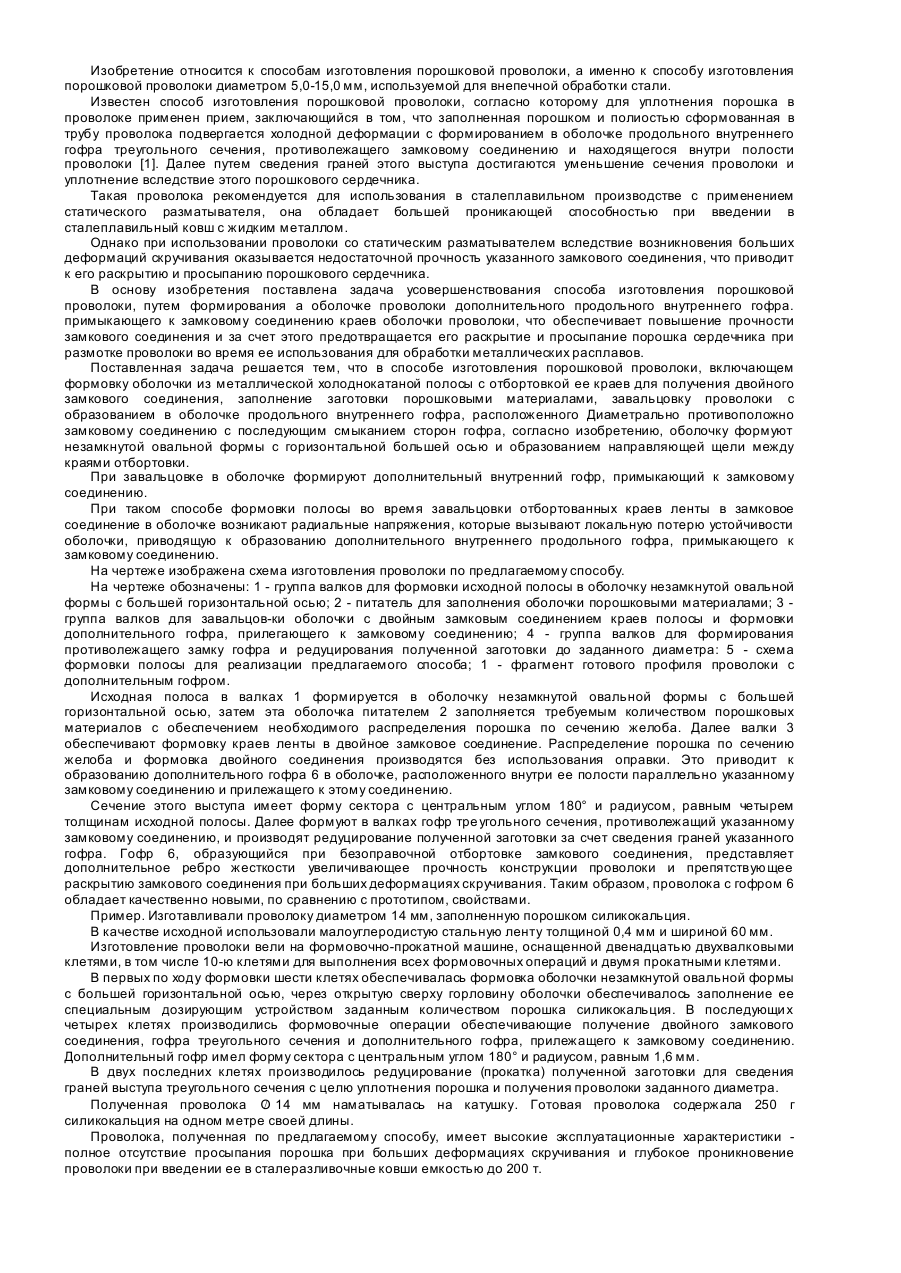
Изобретение относится к способам изготовления порошковой проволоки, а именно к способу изготовления порошковой проволоки диаметром 5,0-15,0 мм, используемой для внепечной обработки стали. Известен способ изготовления порошковой проволоки, согласно которому для уплотнения порошка в проволоке применен прием, заключающийся в том, что заполненная порошком и полиостью сформованная в трубу проволока подвергается холодной деформации с формированием в оболочке продольного внутреннего гофра треугольного сечения, противолежащего замковому соединению и находящегося внутри полости проволоки [1]. Далее путем сведения граней этого выступа достигаются уменьшение сечения проволоки и уплотнение вследствие этого порошкового сердечника. Такая проволока рекомендуется для использования в сталеплавильном производстве с применением статического разматывателя, она обладает большей проникающей способностью при введении в сталеплавильный ковш с жидким металлом. Однако при использовании проволоки со статическим разматывателем вследствие возникновения больших деформаций скручивания оказывается недостаточной прочность указанного замкового соединения, что приводит к его раскрытию и просыпанию порошкового сердечника. В основу изобретения поставлена задача усовершенствования способа изготовления порошковой проволоки, путем формирования а оболочке проволоки дополнительного продольного внутреннего гофра. примыкающего к замковому соединению краев оболочки проволоки, что обеспечивает повышение прочности замкового соединения и за счет этого предотвращается его раскрытие и просыпание порошка сердечника при размотке проволоки во время ее использования для обработки металлических расплавов. Поставленная задача решается тем, что в способе изготовления порошковой проволоки, включающем формовку оболочки из металлической холоднокатаной полосы с отбортовкой ее краев для получения двойного замкового соединения, заполнение заготовки порошковыми материалами, завальцовку проволоки с образованием в оболочке продольного внутреннего гофра, расположенного Диаметрально противоположно замковому соединению с последующим смыканием сторон гофра, согласно изобретению, оболочку формуют незамкнутой овальной формы с горизонтальной большей осью и образованием направляющей щели между краями отбортовки. При завальцовке в оболочке формируют дополнительный внутренний гофр, примыкающий к замковому соединению. При таком способе формовки полосы во время завальцовки отбортованных краев ленты в замковое соединение в оболочке возникают радиальные напряжения, которые вызывают локальную потерю устойчивости оболочки, приводящую к образованию дополнительного внутреннего продольного гофра, примыкающего к замковому соединению. На чертеже изображена схема изготовления проволоки по предлагаемому способу. На чертеже обозначены: 1 - группа валков для формовки исходной полосы в оболочку незамкнутой овальной формы с большей горизонтальной осью; 2 - питатель для заполнения оболочки порошковыми материалами; 3 группа валков для завальцов-ки оболочки с двойным замковым соединением краев полосы и формовки дополнительного гофра, прилегающего к замковому соединению; 4 - группа валков для формирования противолежащего замку гофра и редуцирования полученной заготовки до заданного диаметра: 5 - схема формовки полосы для реализации предлагаемого способа; 1 - фрагмент готового профиля проволоки с дополнительным гофром. Исходная полоса в валках 1 формируется в оболочку незамкнутой овальной формы с большей горизонтальной осью, затем эта оболочка питателем 2 заполняется требуемым количеством порошковых материалов с обеспечением необходимого распределения порошка по сечению желоба. Далее валки 3 обеспечивают формовку краев ленты в двойное замковое соединение. Распределение порошка по сечению желоба и формовка двойного соединения производятся без использования оправки. Это приводит к образованию дополнительного гофра 6 в оболочке, расположенного внутри ее полости параллельно указанному замковому соединению и прилежащего к этому соединению. Сечение этого выступа имеет форму сектора с центральным углом 180° и радиусом, равным четырем толщинам исходной полосы. Далее формуют в валках гофр тре угольного сечения, противолежащий указанному замковому соединению, и производят редуцирование полученной заготовки за счет сведения граней указанного гофра. Гофр 6, образующийся при безоправочной отбортовке замкового соединения, представляет дополнительное ребро жесткости увеличивающее прочность конструкции проволоки и препятствующее раскрытию замкового соединения при больших деформациях скручивания. Таким образом, проволока с гофром 6 обладает качественно новыми, по сравнению с прототипом, свойствами. Пример. Изготавливали проволоку диаметром 14 мм, заполненную порошком силикокальция. В качестве исходной использовали малоуглеродистую стальную ленту толщиной 0,4 мм и шириной 60 мм. Изготовление проволоки вели на формовочно-прокатной машине, оснащенной двенадцатью двухвалковыми клетями, в том числе 10-ю клетями для выполнения всех формовочных операций и двумя прокатными клетями. В первых по ходу формовки шести клетях обеспечивалась формовка оболочки незамкнутой овальной формы с большей горизонтальной осью, через открытую сверху горловину оболочки обеспечивалось заполнение ее специальным дозирующим устройством заданным количеством порошка силикокальция. В последующи х четырех клетях производились формовочные операции обеспечивающие получение двойного замкового соединения, гофра треугольного сечения и дополнительного гофра, прилежащего к замковому соединению. Дополнительный гофр имел форму сектора с центральным углом 180° и радиусом, равным 1,6 мм. В двух последних клетях производилось редуцирование (прокатка) полученной заготовки для сведения граней выступа треугольного сечения с целю уплотнения порошка и получения проволоки заданного диаметра. Полученная проволока O 14 мм наматывалась на катушку. Готовая проволока содержала 250 г / силикокальция на одном метре своей длины. Проволока, полученная по предлагаемому способу, имеет высокие эксплуатационные характеристики полное отсутствие просыпания порошка при больших деформациях скручивания и глубокое проникновение проволоки при введении ее в сталеразливочные ковши емкостью до 200 т.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of producing flux cored wire
Автори англійськоюPokhodnia Ihor Kostiantynovych, Alter Volodymyr Fedorovych, Kosenko Petro Oleksiiovych, Chaschykhin Eduard Hermanovych, Ovcharenko Mykola Trofymovych, Savenko Valentyn Oleksiiovych, Rak Petro Ivanovych, Dmytrenko Serhii Heorhiievych
Назва патенту російськоюСпособ изготовления порошковой проволоки
Автори російськоюПоходня Игорь Константинович, Альтер Владимир Федорович, Косенко Петр Алексеевич, Чащихин Эдуард Германович, Овчаренко Николай Трофимович, Савенко Валентин Алексеевич, Рак Петр Иванович, Дмитренко Сергей Георгиевич
МПК / Мітки
МПК: B23K 35/40
Мітки: дроту, виготовлення, порошкового, спосіб
Код посилання
<a href="https://ua.patents.su/2-2375-sposib-vigotovlennya-poroshkovogo-drotu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення порошкового дроту</a>
Спосіб виготовлення порошкового дроту
Номер патенту: 1615
Опубліковано: 25.10.1994
Автори: Рак Петро Іванович, Походня Ігор Костянтинович, Альтер Володимир Федорович, Бугай Олександр Іванович
МПК: B23K 35/40
Мітки: порошкового, виготовлення, спосіб, дроту
Формула / Реферат:
Способ изготовления порошковой проволоки, при котором заранее просчитывают исходные размеры ленты, формируют желоб, заполняют его шихтой с Кзп 40—65 % от объема попости трубки, закрывают желоб в трубку и многократно волочат полученную заготовку с единичными обжатиями 20—45 % до достижения суммарных обжатий 70—85 % в обратной пропорции к величине Кзп отличающийся тем, что, с целью изготовления проволоки малых диаметров 1,2 мм и менее из...
Пристрій для виготовлення порошкового дроту
Номер патенту: 2374
Опубліковано: 26.12.1994
Автори: Альтер Володимир Федорович, Походня Ігор Костянтинович, Рак Петро Іванович, Косенко Петро Олексійович
МПК: B23K 35/40
Мітки: пристрій, порошкового, дроту, виготовлення
Формула / Реферат:
Устройство для изготовления порошковой проволоки, включающее станину и смонтированный на ней ряд блоков тянущих барабанов для многократного волочения заполненной порошком трубчатой заготовки, отличающееся тем, что тянущий барабан последнего по ходу волочения блока снабжен жестко закрепленным на его валу дополнительным тянущим барабаном, диаметр которого больше диаметра основного тянущего барабана, а на станине установлен поворотный кронштейн,...
Склад шихти порошкового дроту
Номер патенту: 2373
Опубліковано: 26.12.1994
Автори: Петров Олександр Сергійович, Орлов Леонід Миколайович, Кухаренко Валерій Валерійович, Шлепаков Валерій Миколайович, Упирь Віктор Миколайович, Походня Ігор Костянтинович
МПК: B23K 35/368
Мітки: дроту, склад, порошкового, шихти
Формула / Реферат:
Шихта порошковой проволоки для механизированной сварки в углекислом газе, включающая диоксид титана, диоксид кремния, оксид натрия, оксид калия, алюминий, магний, кремний, марганец и железный порошок, отличающаяся тем, что в шихту дополнительно введены оксид алюминия, фторсиликат натрия, ферротитан, никель при следующем соотношении (мас. %): диоксид титана 25,0-66,0 диоксид кремния ...
Спосіб гідростатичного волочіння дроту
Номер патенту: 635
Опубліковано: 15.12.1993
Автори: Чернишев Владислав Анатолійович, Медведська Ельвіда Олександрівна, Раханський Генадій Афанасійович, Матросов Микола Іванович
МПК: B21C 1/00
Мітки: гідростатичного, дроту, волочіння, спосіб
Текст:
...вследствие приложения радиальных усилий сжатой жидкости, в результате улучшения качества поверхности изделий , обусловленного реализацией трения в очаге деформации, с тонкой разделительной пленкой. Обеспечивает снижение величины напряжений волочения (^30%) по сравнению с обычным волочением, что важно для создания условий надежности и снижения обрывности изделий. Одновременно достигается и другой положительный эффект - уменьшение износа...
Пристрій для перемотування дроту
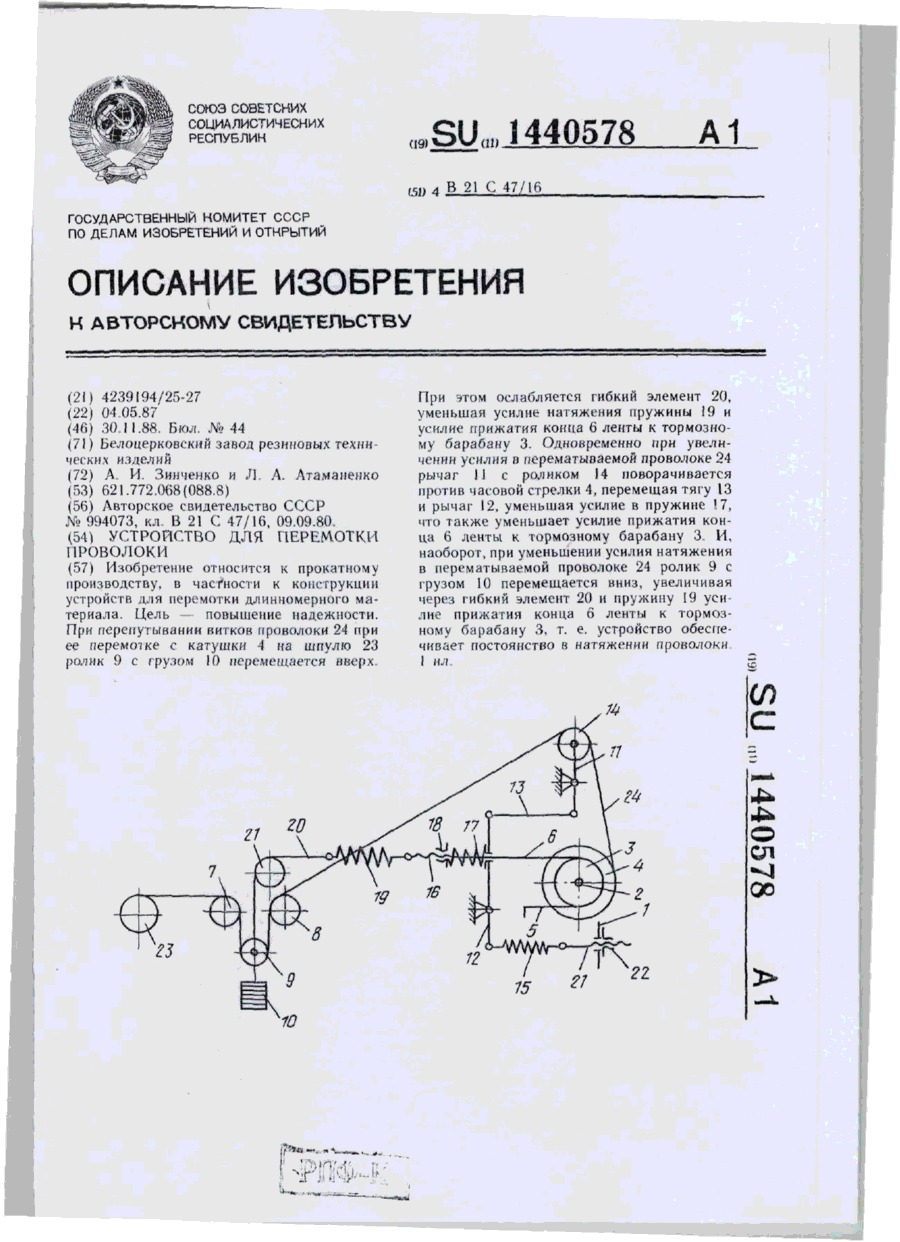
Номер патенту: 645
Опубліковано: 15.12.1993
Автори: Атаманенко Леонід Анатолійович, Зінченко Анатолій Іванович
МПК: B21C 47/00
Мітки: перемотування, пристрій, дроту
Формула / Реферат:
Формула изобретенияУстройство для перемотки проволоки, содержащее смонтированный в опорах корпуса шпиндель для установки катушки, закрепленный на шпинделе тормозной барабан с охватывающей его лентой, зафиксированной одним концом в корпусе, механизм регулировки положения другого конца ленты, а также стабилизатор натяжения проволоки в виде смонтированных на закрепленных в корпусе осях направляющих роликов и размещенного между ними ролика...
Попередній патент: Пристрій для виготовлення порошкового дроту
Наступний патент: Спосіб виробництва квасу
Випадковий патент: Паросилова електроенергетична установка з підземним термосифонним парогенератором