Спосіб і пристрій обробки розплавлених металів або сплавів при безперервному розливанні
Формула / Реферат
1. Спосіб обробки розплавлених металів або сплавів при безперервному розливанні або під час лиття штаби, причому розплавлений метал або сплав (10) піддають, зокрема, електромагнітному перемішуванню, і причому вище по потоку від зони електромагнітного перемішування до металу або сплаву прикладають магнітне поле, який відрізняється тим, що під час процесу твердіння розплавленого металу або сплаву на охолоджувальній транспортній стрічці, яку рухають до зовнішніх затверділих зон розплавленого металу або сплаву (10) в основному в нижній частині прикладають щонайменше одне електромагнітне поле.
2. Спосіб за п. 1, який відрізняється тим, що позицію електромагнітного перемішування варіюють в напрямку розливання.
3. Пристрій для обробки розплавлених металів або сплавів при безперервному розливанні або під час лиття штаб, який забезпечений засобами для здійснення процесу електромагнітного перемішування розплавленого металу або сплаву (10) і засобами для прикладення магнітного поля до металу або сплаву вище по потоку від зони, зокрема, електромагнітного перемішування, який відрізняється тим, що передбачений засіб прикладення щонайменше одного електромагнітного поля під час процесу твердіння до зовнішніх затверділих зон металу або сплаву (10) в основному в нижній частині.
4. Пристрій за п. 3, який відрізняється тим, що позиція засобів для здійснення електромагнітного перемішування виконане з можливістю зміни в напрямку розливання.
Текст
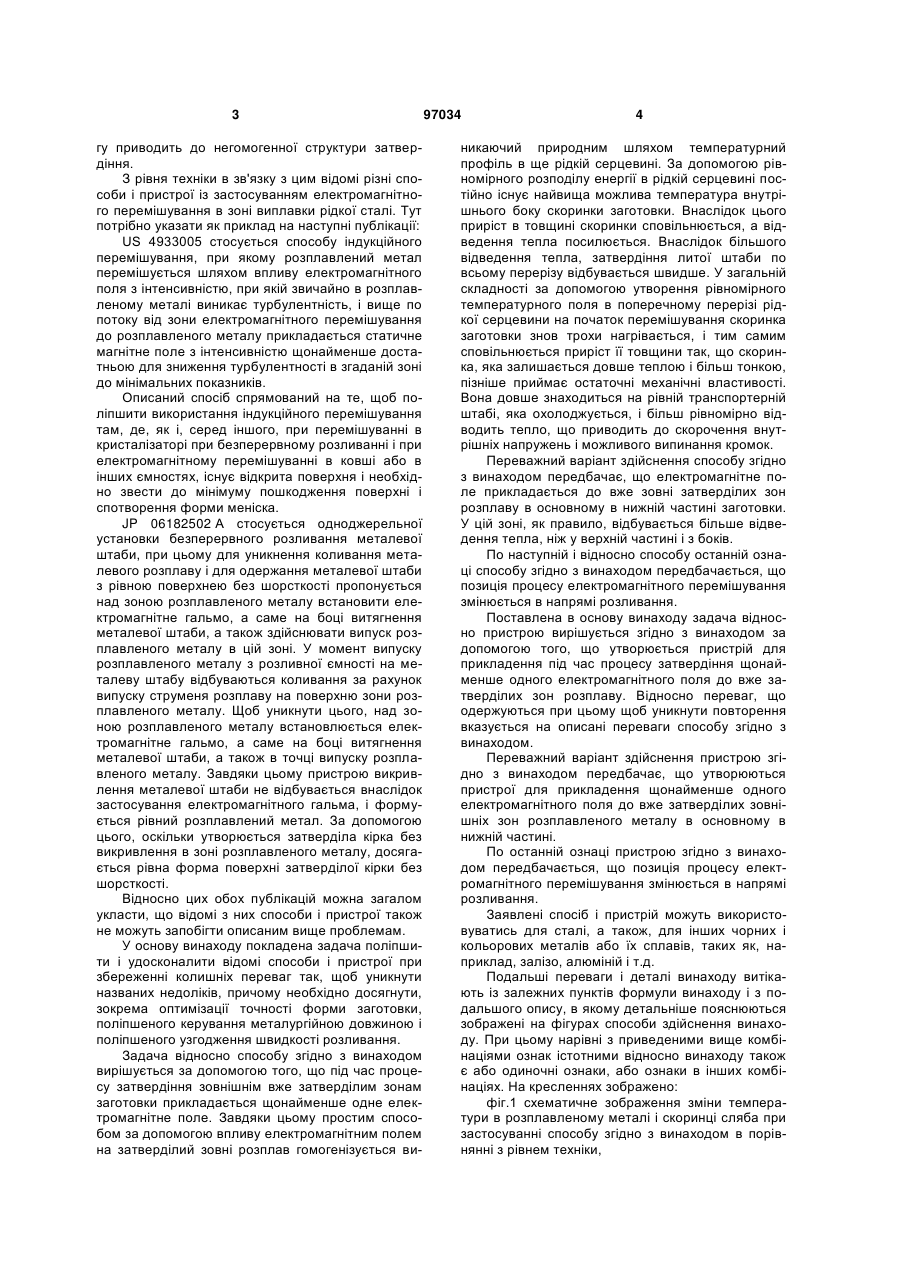
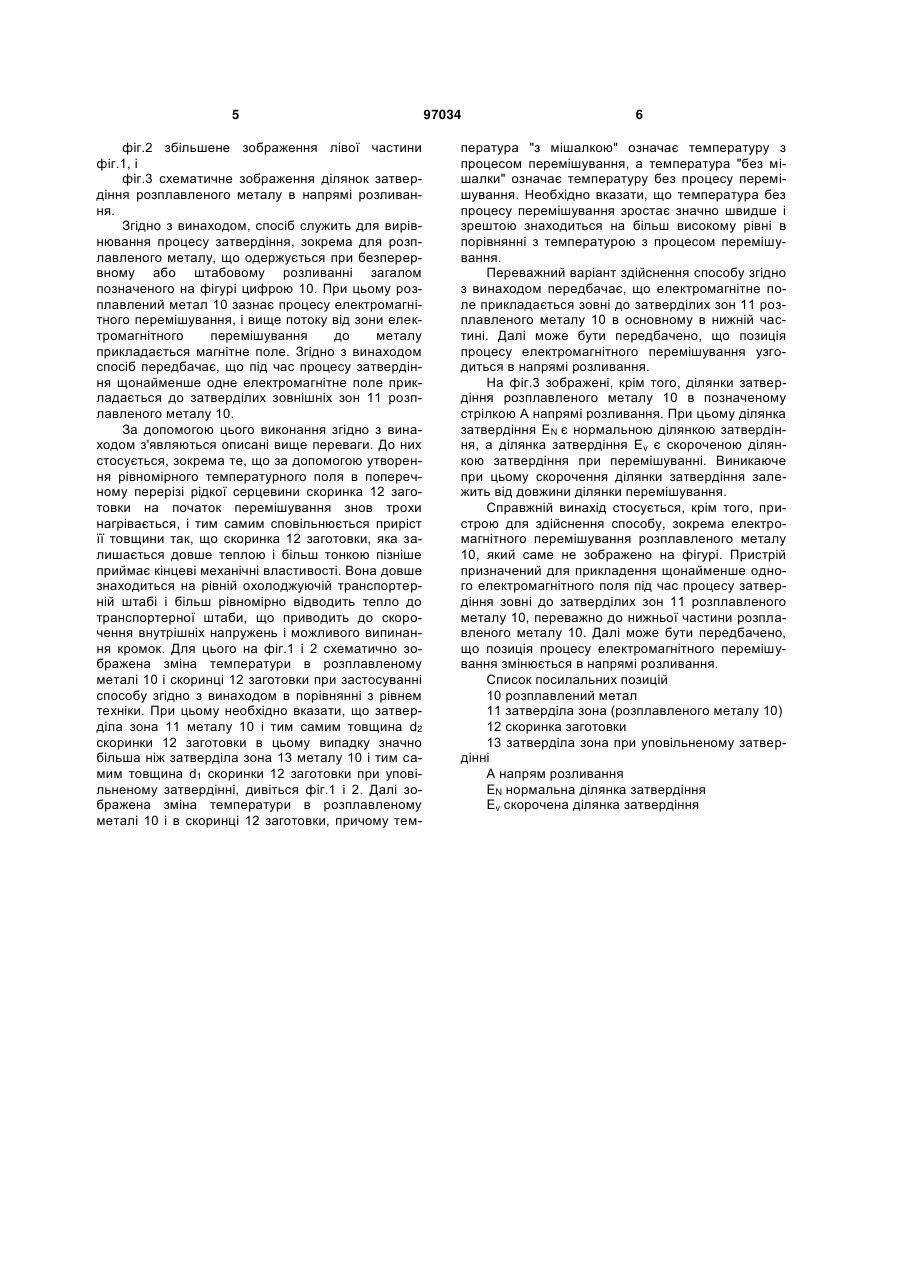
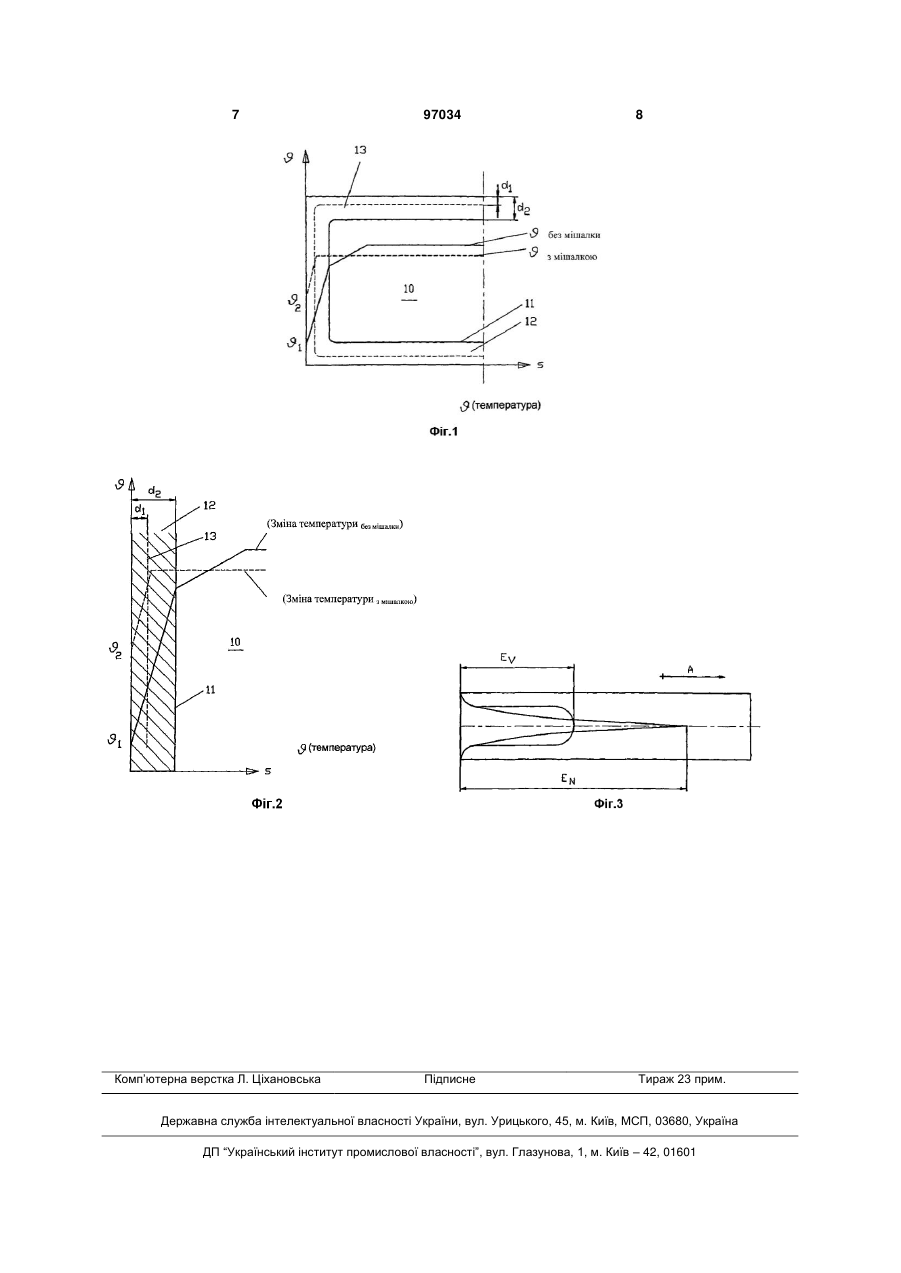
1. Спосіб обробки розплавлених металів або сплавів при безперервному розливанні або під час лиття штаби, причому розплавлений метал або сплав (10) піддають, зокрема, електромагнітному перемішуванню, і причому вище по потоку від зони C2 2 97034 1 3 гу приводить до негомогенної структури затвердіння. З рівня техніки в зв'язку з цим відомі різні способи і пристрої із застосуванням електромагнітного перемішування в зоні виплавки рідкої сталі. Тут потрібно указати як приклад на наступні публікації: US 4933005 стосується способу індукційного перемішування, при якому розплавлений метал перемішується шляхом впливу електромагнітного поля з інтенсивністю, при якій звичайно в розплавленому металі виникає турбулентність, і вище по потоку від зони електромагнітного перемішування до розплавленого металу прикладається статичне магнітне поле з інтенсивністю щонайменше достатньою для зниження турбулентності в згаданій зоні до мінімальних показників. Описаний спосіб спрямований на те, щоб поліпшити використання індукційного перемішування там, де, як і, серед іншого, при перемішуванні в кристалізаторі при безперервному розливанні і при електромагнітному перемішуванні в ковші або в інших ємностях, існує відкрита поверхня і необхідно звести до мінімуму пошкодження поверхні і спотворення форми меніска. JP 06182502 А стосується одноджерельної установки безперервного розливання металевої штаби, при цьому для уникнення коливання металевого розплаву і для одержання металевої штаби з рівною поверхнею без шорсткості пропонується над зоною розплавленого металу встановити електромагнітне гальмо, а саме на боці витягнення металевої штаби, а також здійснювати випуск розплавленого металу в цій зоні. У момент випуску розплавленого металу з розливної ємності на металеву штабу відбуваються коливання за рахунок випуску струменя розплаву на поверхню зони розплавленого металу. Щоб уникнути цього, над зоною розплавленого металу встановлюється електромагнітне гальмо, а саме на боці витягнення металевої штаби, а також в точці випуску розплавленого металу. Завдяки цьому пристрою викривлення металевої штаби не відбувається внаслідок застосування електромагнітного гальма, і формується рівний розплавлений метал. За допомогою цього, оскільки утворюється затверділа кірка без викривлення в зоні розплавленого металу, досягається рівна форма поверхні затверділої кірки без шорсткості. Відносно цих обох публікацій можна загалом укласти, що відомі з них способи і пристрої також не можуть запобігти описаним вище проблемам. У основу винаходу покладена задача поліпшити і удосконалити відомі способи і пристрої при збереженні колишніх переваг так, щоб уникнути названих недоліків, причому необхідно досягнути, зокрема оптимізації точності форми заготовки, поліпшеного керування металургійною довжиною і поліпшеного узгодження швидкості розливання. Задача відносно способу згідно з винаходом вирішується за допомогою того, що під час процесу затвердіння зовнішнім вже затверділим зонам заготовки прикладається щонайменше одне електромагнітне поле. Завдяки цьому простим способом за допомогою впливу електромагнітним полем на затверділий зовні розплав гомогенізується ви 97034 4 никаючий природним шляхом температурний профіль в ще рідкій серцевині. За допомогою рівномірного розподілу енергії в рідкій серцевині постійно існує найвища можлива температура внутрішнього боку скоринки заготовки. Внаслідок цього приріст в товщині скоринки сповільнюється, а відведення тепла посилюється. Внаслідок більшого відведення тепла, затвердіння литої штаби по всьому перерізу відбувається швидше. У загальній складності за допомогою утворення рівномірного температурного поля в поперечному перерізі рідкої серцевини на початок перемішування скоринка заготовки знов трохи нагрівається, і тим самим сповільнюється приріст її товщини так, що скоринка, яка залишається довше теплою і більш тонкою, пізніше приймає остаточні механічні властивості. Вона довше знаходиться на рівній транспортерній штабі, яка охолоджується, і більш рівномірно відводить тепло, що приводить до скорочення внутрішніх напружень і можливого випинання кромок. Переважний варіант здійснення способу згідно з винаходом передбачає, що електромагнітне поле прикладається до вже зовні затверділих зон розплаву в основному в нижній частині заготовки. У цій зоні, як правило, відбувається більше відведення тепла, ніж у верхній частині і з боків. По наступній і відносно способу останній ознаці способу згідно з винаходом передбачається, що позиція процесу електромагнітного перемішування змінюється в напрямі розливання. Поставлена в основу винаходу задача відносно пристрою вирішується згідно з винаходом за допомогою того, що утворюється пристрій для прикладення під час процесу затвердіння щонайменше одного електромагнітного поля до вже затверділих зон розплаву. Відносно переваг, що одержуються при цьому щоб уникнути повторення вказується на описані переваги способу згідно з винаходом. Переважний варіант здійснення пристрою згідно з винаходом передбачає, що утворюються пристрої для прикладення щонайменше одного електромагнітного поля до вже затверділих зовнішніх зон розплавленого металу в основному в нижній частині. По останній ознаці пристрою згідно з винаходом передбачається, що позиція процесу електромагнітного перемішування змінюється в напрямі розливання. Заявлені спосіб і пристрій можуть використовуватись для сталі, а також, для інших чорних і кольорових металів або їх сплавів, таких як, наприклад, залізо, алюміній і т.д. Подальші переваги і деталі винаходу витікають із залежних пунктів формули винаходу і з подальшого опису, в якому детальніше пояснюються зображені на фігурах способи здійснення винаходу. При цьому нарівні з приведеними вище комбінаціями ознак істотними відносно винаходу також є або одиночні ознаки, або ознаки в інших комбінаціях. На кресленнях зображено: фіг.1 схематичне зображення зміни температури в розплавленому металі і скоринці сляба при застосуванні способу згідно з винаходом в порівнянні з рівнем техніки, 5 фіг.2 збільшене зображення лівої частини фіг.1, і фіг.3 схематичне зображення ділянок затвердіння розплавленого металу в напрямі розливання. Згідно з винаходом, спосіб служить для вирівнювання процесу затвердіння, зокрема для розплавленого металу, що одержується при безперервному або штабовому розливанні загалом позначеного на фігурі цифрою 10. При цьому розплавлений метал 10 зазнає процесу електромагнітного перемішування, і вище потоку від зони електромагнітного перемішування до металу прикладається магнітне поле. Згідно з винаходом спосіб передбачає, що під час процесу затвердіння щонайменше одне електромагнітне поле прикладається до затверділих зовнішніх зон 11 розплавленого металу 10. За допомогою цього виконання згідно з винаходом з'являються описані вище переваги. До них стосується, зокрема те, що за допомогою утворення рівномірного температурного поля в поперечному перерізі рідкої серцевини скоринка 12 заготовки на початок перемішування знов трохи нагрівається, і тим самим сповільнюється приріст її товщини так, що скоринка 12 заготовки, яка залишається довше теплою і більш тонкою пізніше приймає кінцеві механічні властивості. Вона довше знаходиться на рівній охолоджуючій транспортерній штабі і більш рівномірно відводить тепло до транспортерної штаби, що приводить до скорочення внутрішніх напружень і можливого випинання кромок. Для цього на фіг.1 і 2 схематично зображена зміна температури в розплавленому металі 10 і скоринці 12 заготовки при застосуванні способу згідно з винаходом в порівнянні з рівнем техніки. При цьому необхідно вказати, що затверділа зона 11 металу 10 і тим самим товщина d2 скоринки 12 заготовки в цьому випадку значно більша ніж затверділа зона 13 металу 10 і тим самим товщина d1 скоринки 12 заготовки при уповільненому затвердінні, дивіться фіг.1 і 2. Далі зображена зміна температури в розплавленому металі 10 і в скоринці 12 заготовки, причому тем 97034 6 пература "з мішалкою" означає температуру з процесом перемішування, а температура "без мішалки" означає температуру без процесу перемішування. Необхідно вказати, що температура без процесу перемішування зростає значно швидше і зрештою знаходиться на більш високому рівні в порівнянні з температурою з процесом перемішування. Переважний варіант здійснення способу згідно з винаходом передбачає, що електромагнітне поле прикладається зовні до затверділих зон 11 розплавленого металу 10 в основному в нижній частині. Далі може бути передбачено, що позиція процесу електромагнітного перемішування узгодиться в напрямі розливання. На фіг.3 зображені, крім того, ділянки затвердіння розплавленого металу 10 в позначеному стрілкою А напрямі розливання. При цьому ділянка затвердіння EN є нормальною ділянкою затвердіння, а ділянка затвердіння Ev є скороченою ділянкою затвердіння при перемішуванні. Виникаюче при цьому скорочення ділянки затвердіння залежить від довжини ділянки перемішування. Справжній винахід стосується, крім того, пристрою для здійснення способу, зокрема електромагнітного перемішування розплавленого металу 10, який саме не зображено на фігурі. Пристрій призначений для прикладення щонайменше одного електромагнітного поля під час процесу затвердіння зовні до затверділих зон 11 розплавленого металу 10, переважно до нижньої частини розплавленого металу 10. Далі може бути передбачено, що позиція процесу електромагнітного перемішування змінюється в напрямі розливання. Список посилальних позицій 10 розплавлений метал 11 затверділа зона (розплавленого металу 10) 12 скоринка заготовки 13 затверділа зона при уповільненому затвердінні А напрям розливання EN нормальна ділянка затвердіння Ev скорочена ділянка затвердіння 7 Комп’ютерна верстка Л. Ціхановська 97034 8 Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for equalizing solidification process of fusible metals or alloys at continuous casting thereof
Автори англійськоюSchemeit, Hans-Jurgen, Bausch, Jorg, Wans, Jochen
Назва патенту російськоюСпособ и устройство обработки расплавленных металлов или сплавов при непрерывной разливке
Автори російськоюШемайт Ханс-Юрген, Бауш Йорг, Ванс Йохен
МПК / Мітки
МПК: B22D 11/115, B22D 27/02, B22D 11/12
Мітки: сплавів, пристрій, розливанні, обробки, металів, спосіб, розплавлених, безперервному
Код посилання
<a href="https://ua.patents.su/4-97034-sposib-i-pristrijj-obrobki-rozplavlenikh-metaliv-abo-splaviv-pri-bezperervnomu-rozlivanni.html" target="_blank" rel="follow" title="База патентів України">Спосіб і пристрій обробки розплавлених металів або сплавів при безперервному розливанні</a>
Спосіб обробки рідкого металу в процесі кристалізації при безперервному розливанні
Номер патенту: 55858
Опубліковано: 15.04.2003
Автори: Карлікова Яна Петрівна, Крейденко Фіра Семенівна, Бєлоусов Вячеслав Володимирович, Харлашин Петро Степанович, Кашира Геннадій Олександрович, Бродецький Ігор Леонідович, Троцан Анатолій Іванович, Дрьомов Володимир Володимирович, Бєлов Борис Федорович, Александров Валерій Димитрович
МПК: C22B 4/00
Мітки: процесі, рідкого, кристалізації, обробки, спосіб, розливанні, безперервному, металу
Формула / Реферат:
Спосіб обробки рідкого металу в процесі кристалізації при безперервному розливанні, що включає підведення електричного струму до рідкого металу, який відрізняється тим, що з'єднання металу з позитивним полюсом здійснюють із зовнішньої сторони безперервнолитого злитка, який кристалізується, на рівні дна рідкої лунки, а з негативним - через прошарок шлаку на основі силікатів кальцію, причому силу струму встановлюють у такій відповідності, щоб...
Спосіб та пристрій вторинного охолодження заготовки при безперервному розливанні сталі
Номер патенту: 75616
Опубліковано: 15.05.2006
Автори: Летцель Дірк, Фест Томас, Мілевскі Вілфрід, Цайбер Адольф
МПК: B22D 11/124, B22D 11/12
Мітки: розливанні, спосіб, вторинного, сталі, безперервному, заготовки, пристрій, охолодження
Формула / Реферат:
1. Спосіб вторинного охолодження заготовки (1) зі сталі, яка має у поперечному перерізі кутові зони (1b), при безперервному розливі сталі з деформацією заготовки (1) м'яким обтисненням, зокрема заготовки (1), яка має формат (2) сляба або фасонний профіль, при якому інтенсивність вторинного охолодження і контактуючу поверхню опорних роликів із заготовкою регулюють в залежності від стану охолодження поперечного перерізу (1а) заготовки по ходу...
Пристрій для усунення утворення окислених ділянок на поверхні злитка при горизонтальному безперервному литті кольорових металів та їхніх сплавів
Номер патенту: 49149
Опубліковано: 26.04.2010
Автори: Кушнерова Катерина Юріївна, Чернобаєв Віктор Михайлович, Бредихін Віктор Миколайович, Чернобаєв Максим Вікторович
МПК: B22D 11/00
Мітки: горизонтальному, пристрій, кольорових, утворення, безперервному, поверхні, їхніх, окислених, металів, литті, злитка, сплавів, ділянок, усунення
Формула / Реферат:
Пристрій для усунення утворення окислених ділянок на поверхні злитка при горизонтальному безперервному литті кольорових металів та їхніх сплавів, який містить захисний кожух і раму, який відрізняється тим, що захисний кожух виконаний із двох частин: нижньої і верхньої, причому нижня частина захисного кожуха спирається на раму і оснащена знизу патрубком для видалення конденсату, а верхня частина захисного кожуха, оснащена зверху патрубком для...
Спосіб обробки металів або сплавів
Номер патенту: 86146
Опубліковано: 25.03.2009
Автор: Максимов Олександр Борисович
МПК: C23C 8/06, C21D 8/00, C23C 8/00
Мітки: металів, спосіб, обробки, сплавів
Формула / Реферат:
Спосіб обробки металів або сплавів, що включає дифузійне насичення їх газом, який відрізняється тим, що беруть заготовку змінної площі поперечного перерізу, створюють градієнт пружних напруг шляхом деформації цієї заготовки, за яким визначають величину сили, яка діє на атоми газу, причому збільшення сили проводять для необхідного підвищення ступеня проникнення атомів газу в глибину заготовки.
Спосіб усунення утворення окислених ділянок на поверхні злитка при горизонтальному безперервному литті кольорових металів та їхніх сплавів
Номер патенту: 49150
Опубліковано: 26.04.2010
Автори: Кушнерова Катерина Юріївна, Бредихін Віктор Миколайович, Чернобаєв Максим Вікторович, Чернобаєв Віктор Михайлович
МПК: B22D 11/00
Мітки: усунення, їхніх, металів, сплавів, ділянок, окислених, горизонтальному, литті, утворення, кольорових, спосіб, поверхні, безперервному, злитка
Формула / Реферат:
Спосіб усунення утворення окислених ділянок на поверхні злитка при горизонтальному безперервному литті кольорових металів та їхніх сплавів, який включає подачу захисного газу в зону формоутворення злитка, який відрізняється тим, що як захисний газ використовується водяна пара під надлишковим тиском, рівним 5-20 мм. вод. ст.
Попередній патент: Керування інтерфейсом в бездротовій комунікаційній системі з використанням гібридного повторного використання часу
Наступний патент: Сполуки діазенійдіолату, спосіб їх одержання і фармацевтична композиція, яка їх містить
Випадковий патент: Пакувальник тюків і комбінований прес-підбирач/пакувальник тюків