Спосіб та пристрій вторинного охолодження заготовки при безперервному розливанні сталі
Номер патенту: 75616
Опубліковано: 15.05.2006
Автори: Мілевскі Вілфрід, Фест Томас, Цайбер Адольф, Летцель Дірк

Формула / Реферат
1. Спосіб вторинного охолодження заготовки (1) зі сталі, яка має у поперечному перерізі кутові зони (1b), при безперервному розливі сталі з деформацією заготовки (1) м'яким обтисненням, зокрема заготовки (1), яка має формат (2) сляба або фасонний профіль, при якому інтенсивність вторинного охолодження і контактуючу поверхню опорних роликів із заготовкою регулюють в залежності від стану охолодження поперечного перерізу (1а) заготовки по ходу розливання, який відрізняється тим, що вторинне охолодження проводять відповідно профілю (5) тверднення заготовки (1) на наступній за кристалізатором (3) довжині (6) ділянки шляху заготовки (1), при цьому передбачено зменшення контактуючої поверхні опорних роликів із заготовкою в залежності від профілю (5) тверднення заготовки (1) на довжині (6) ділянки шляху заготовки (1).
2. Спосіб за п. 1, який відрізняється тим, що кутові зони (1b) поперечного перерізу (1а) заготовки у міру збільшення довжини (6) ділянки шляху охолоджують менше ніж середні зони (1е).
3. Спосіб за п. 1, який відрізняється тим, що для вторинного охолодження передбачений пристрій (4) вторинного охолодження, в якому забезпечують розбризкування струменів (7), причому розбризкувані струмені (7) в пристрої (4) узгоджують по їх куту (7а) розбризкування з товщиною (5b) оболонки заготовки таким чином, що зменшуваній ширині (8) незатверділої частини відповідає менший кут (7а) розбризкування.
4. Спосіб за п. 3, який відрізняється тим, що розбризкувані струмені (7) утворюють за допомогою форсунок (10), при цьому відстань (9) форсунок (10) до поверхні (1d) заготовки змінюють в залежності від профілю (5) тверднення.
5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що кутові зони (1b) перерізу (1а) заготовки у міру збільшення довжини (6) ділянки шляху підтримують менше ніж середню зону (1с).
6. Спосіб за будь-яким з пп. 1-5, який відрізняється тим, що кутові зони (1b) і/або бокові поверхні (1е) перерізу (1а) заготовки ізолюють від тепловідводу.
7. Спосіб за п. 6, який відрізняється тим, що додатково до ізоляції кутових зон (1b) і/або бокових поверхонь (1е) перерізу (1а) заготовки верхню (1f) та нижню (1g) сторони заготовки вибірково інтенсивніше охолоджують охолоджуючим засобом.
8. Спосіб за будь-яким з пп. 1-7, який відрізняється тим, що заготовку за перерізом (1а) прокатують зверху вниз способом „м'якого обтиснення”.
9. Пристрій для вторинного охолодження заготовки зі сталі при безперервному розливі сталі з деформацією заготовки м'яким обтисненням, зокрема заготовки, що має формат сляба або фасонний профіль, який містить засоби розбризкування струменів охолоджуючої речовини і опори, що виконані у вигляді опорних роликів і розміщені дугоподібно у межах довжини ділянки охолодження заготовки, який відрізняється тим, що засоби для розбризкування струменів охолоджуючої речовини виконані з можливістю розбризкування струменя по всій ширині заготовки з самого початку із подальшим зменшенням ширини розбризкування в залежності від профілю тверднення заготовки, при цьому опорні ролики також виконані зі зменшенням контактуючої площі в залежності від профілю тверднення заготовки на всій дугоподібній ділянці таким чином, що заготовка (1) перед входом в додатково передбачену секцію (12) „м'якого обтиснення” має опору тільки на нижній стороні (1g) заготовки.
10. Пристрій за п. 9, який відрізняється тим, що в межах пристрою (4) вторинного охолодження і опор (11) заготовки на бокових поверхнях (1е) перерізу (1а) заготовки і/або в кутових зонах (1b) розташовані закриваючі елементи (13), які забезпечують ізоляцію від тепловідводу.
11. Пристрій за будь-яким з пп. 9 або 10, який відрізняється тим, що перед та після секції (12) „м'якого обтиснення” розташовані відповідні тягнучі кліті (14) з привідними тягнучими роликами, при цьому секція (12) „м'якого обтиснення” утворена щонайменше двома роликовими клітями (12с) з роликовими парами без приводів, причому верхні рами (12d) роликових клітей (12с) мають можливість переміщатися гідравлічно до відповідних до них нижніх рам (12е) тих же самих роликових клітей (12с).
12. Пристрій за п. 11, який відрізняється тим, що у напрямку (15) руху заготовки до і після секції (12) „м’якого обтиснення” розташована одна або декілька тягнучих клітей (14).
13. Пристрій за п. 12, який відрізняється тим, що до і/або після тягнучого пристрою розташований пристрій (17) інтенсивного охолодження верхньої (1f) та нижньої (1g) сторін поперечного перерізу (1а) заготовки.
14. Пристрій за будь-яким з пп. 11-13, який відрізняється тим, що перед секцією (12) „м'якого обтиснення” розташований пристрій (17) інтенсивного охолодження верхньої (1f) та нижньої (1g) сторін поперечного перерізу (1а) заготовки.
15. Пристрій за будь-яким з п. 11 або 12, який відрізняється тим, що секція (12) „м'якого обтиснення” утворює вузол (12f), що переміщується у напрямку (15) руху заготовки або проти напрямку (15) руху заготовки, який розташований перед однією або декількома тягнучими клітями (14).
16. Пристрій за будь-яким з пп. 11-15, який відрізняється тим, що секції (12) „м'якого обтиснення” забезпечують можливість правки заготовки та її м'якого обтиснення, причому вони розташовані між тягнучими клітями (14).
17. Пристрій за будь-яким з пп. 11, 12, 14, 15 або 16, який відрізняється тим, що передбачено декілька секцій «м'якого обтиснення», розташованих у напрямку (15) руху заготовки після правильно-вивантажного пристрою.
Текст
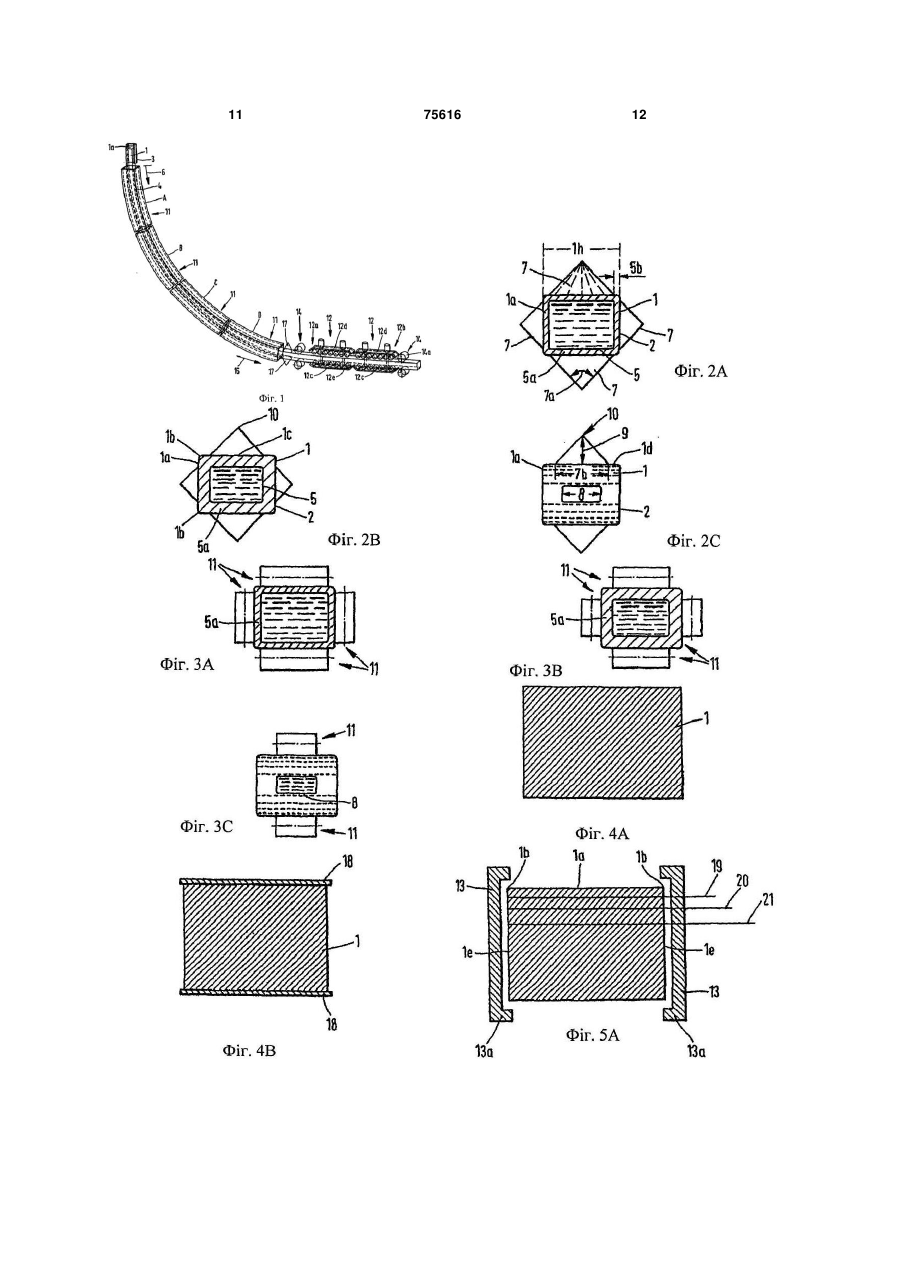
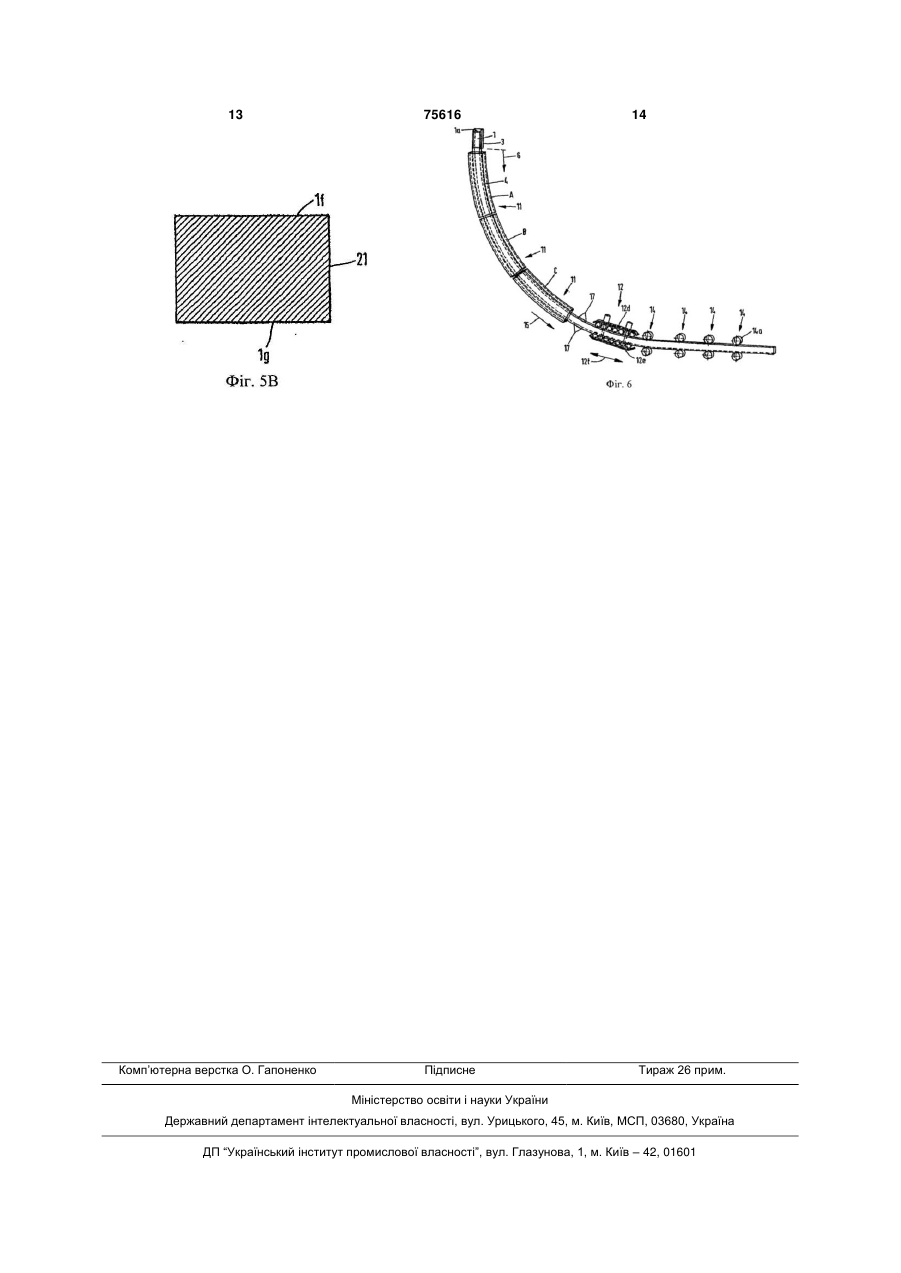
1. Спосіб вторинного охолодження заготовки (1) зі сталі, яка має у поперечному перерізі кутові зони (1b), при безперервному розливі сталі з деформацією заготовки (1) м'яким обтисненням, зокрема заготовки (1), яка має формат (2) сляба або фасонний профіль, при якому інтенсивність вторинного охолодження і контактуючу поверхню опорних роликів із заготовкою регулюють в залежності від стану охолодження поперечного перерізу (1а) заготовки по ходу розливання, який відрізняється тим, що вторинне охолодження проводять відповідно профілю (5) тверднення заготовки (1) на наступній за кристалізатором (3) довжині (6) ділянки шляху заготовки (1), при цьому передбачено зменшення контактуючої поверхні опорних роликів із заготовкою в залежності від профілю (5) тверднення заготовки (1) на довжині (6) ділянки шляху заготовки (1). 2. Спосіб за п. 1, який відрізняється тим, що кутові зони (1b) поперечного перерізу (1а) заготовки у міру збільшення довжини (6) ділянки шляху охолоджують менше ніж середні зони (1е). 3. Спосіб за п. 1, який відрізняється тим, що для вторинного охолодження передбачений пристрій (4) вторинного охолодження, в якому забезпечують розбризкування струменів (7), причому розбризкувані струмені (7) в пристрої (4) узгоджують по їх куту (7а) розбризкування з товщиною (5b) оболонки заготовки таким чином, що зменшуваній 2 (19) 1 3 75616 4 опор (11) заготовки на бокових поверхнях (1е) пе(1f) та нижньої (1g) сторін поперечного перерізу рерізу (1а) заготовки і/або в кутових зонах (1b) (1а) заготовки. 14. Пристрій за будь-яким з пп. 11-13, який відрізрозташовані закриваючі елементи (13), які забезняється тим, що перед секцією (12) „м'якого обтипечують ізоляцію від тепловідводу. 11. Пристрій за будь-яким з пп. 9 або 10, який відснення” розташований пристрій (17) інтенсивного різняється тим, що перед та після секції (12) „м'яохолодження верхньої (1f) та нижньої (1g) сторін кого обтиснення” розташовані відповідні тягнучі поперечного перерізу (1а) заготовки. кліті (14) з привідними тягнучими роликами, при 15. Пристрій за будь-яким з пп. 11 або 12, який відрізняється тим, що секція (12) „м'якого обтисцьому секція (12) „м'якого обтиснення” утворена щонайменше двома роликовими клітями (12с) з нення” утворює вузол (12f), що переміщується у роликовими парами без приводів, причому верхні напрямку (15) руху заготовки або проти напрямку рами (12d) роликових клітей (12с) мають можли(15) руху заготовки, який розташований перед одвість переміщатися гідравлічно до відповідних до нією або декількома тягнучими клітями (14). 16. Пристрій за будь-яким з пп. 11-15, який відрізних нижніх рам (12е) тих же самих роликових кліняється тим, що секції (12) „м'якого обтиснення” тей (12с). 12. Пристрій за п. 11, який відрізняється тим, що забезпечують можливість правки заготовки та її у напрямку (15) руху заготовки до і після секції м'якого обтиснення, причому вони розташовані між (12) „м’якого обтиснення” розташована одна або тягнучими клітями (14). декілька тягнучих клітей (14). 17. Пристрій за будь-яким з пп. 11, 12, 14, 15 або 13. Пристрій за п. 12, який відрізняється тим, що 16, який відрізняється тим, що передбачено декідо і/або після тягнучого пристрою розташований лька секцій «м'якого обтиснення», розташованих у пристрій (17) інтенсивного охолодження верхньої напрямку (15) руху заготовки після правильновивантажного пристрою. Винахід відноситься до способу та пристрою для безперервного розливу і подальшої деформації заготовки зі сталі, зокрема заготовки, яка має формат сляба або фасонний профіль, при якому вторинне охолоджування регулюють в залежності від стану охолоджування перерізу заготовки по ходу заготовки, причому вторинне охолоджування зменшують, щонайменше, в кутових зонах. При безперервному розливі різних марок сталі і габаритів або форматів звичайно лише при вторинному охолоджуванні звертають увагу на зростання оболонки заготовки, а на тракті деформації на положення нижнього кінця рідкої фази. Так, відомо (ЕР 0804981 А1) сплющення заготовки на лінії деформації до одержання потрібної кінцевої товщини. Для цього, однак, потрібно лише визначити положення нижнього кінця рідкої фази, від якої зусилля деформації докладають по клиновій поверхні. Такий спосіб грубий і не враховує стан очікуваної структури. Причина полягає у поганому розподілі тепла за рахунок поганого охолоджування і однакової опори заготовки при нерівномірному тепловідводі по перерізу заготовки. Узгодження вторинного охолоджування з опорою заготовки також не відбувається. Описаний вище спосіб виходить з JP-A03090258, де описаний спосіб безперервного розливу з ділянкою «м'якого обтиснення». Охолоджування заготовки узгоджують зі станом тверднення заготовки, а саме в залежності від зменшення незатверділої частини за рахунок того, що з перекриваючого ширину заготовки ряду форсунок окремі зовнішні форсунки відключають. Геометрія пристрою для вторинного охолоджування залишається тому завжди постійною. Для цього охолоджування по перерізу заготовки обмежують на кутах. Такий спосіб лише дуже грубо враховує виникаючі в заготовці стани охолоджування. В основі винаходу лежить задача узгодження між собою вторинного охолоджування, опори заготовки і температур деформації таким чином, щоб можна було розливати марки сталі, які навіть дуже важко розливаються, а саме усі марки сталі, в яких для подальшої переробки і кінцевої мети застосування значення мають зейгерування та пористість, і, крім того, крім підвищення внутрішньої якості запропонувати заходи для підвищення також якості поверхні. Поставлена задача вирішується, згідно з винаходом, за рахунок того, що вторинне охолоджування за його геометричною формою проводять аналогічно профілю тверднення заготовки на наступній ділянці шляху заготовки, а опору заготовки аналогічно зменшують також в залежності від профілю тверднення заготовки на наступній ділянці шляху заготовки. Опора заготовки з усіх сторін може бути приведена у відповідність із зростанням оболонки заготовки за рахунок того, що довжина корпусу роликів дорівнює або менше ширини ще незатверділої частини, причому запобігають охолоджуванню кромок. За рахунок цього метал, що розливається, значно покращується за структурою і за якістю поверхні. Згідно з переважним виконанням, кутові зони поперечного перерізу заготовки по мірі зростання ділянки охолоджування охолоджують менше, ніж середні зони. Окремі сторони охолоджують при цьому з меншим впливом води з метою оптимізації розподілу температури по перерізу заготовки, причому також виявляється вплив на подальший процес «м'якого обтиснення». Згідно з іншим виконанням струмені, що розбризкуються, у пристрої вторинного охолоджування узгоджують по куту розбризкування з товщиною оболонки заготовки таким чином, що зменшуваній ширині незатверділої частини відповідає менший 5 75616 6 кут розбризкування. За рахунок цього вторинне Уникаючи надмірного тепловідводу на кромках охолоджування по куту розбризкування відповідає по поперечному перерізу заготовки запропоновазростанню оболонки заготовки, і по перерізу загоно, що в межах вторинного охолоджування й опор товки, а на поверхні встановлюється оптимальний заготовки, на бокових поверхнях поперечного перозподіл температури, причому на кромках досярерізу заготовки і/або в кутових зонах розташовані гається слабке падіння температури. закриваючі елементи. Аналогічний ефект досягається при зменшенні Згідно з іншим удосконаленням, передбачено, ширини незатверділої частини за рахунок того, що що секція «м'якого обтиснення» утворена розтазмінюють відстань форсунок, які створюють струшованими на початку і в кінці тягнучими клітями з мені, що розбризкуються, до поверхні заготовки в привідними тягнучими роликами і що секція «м'язалежності від профілю тверднення. кого обтиснення» утворена, щонайменше, двома Подальшому тепловідводу запобігають також роликовими клітями з роликовими парами без за рахунок того, що, згідно з іншими ознаками, приводів, причому верхня рама виконана гідравлікутові зони перерізу заготовки по мірі збільшення чно переміщуваною до нижньої рами. За рахунок довжини ділянки шляху підтримують менше, ніж цього в секції «м'якого обтиснення» цей процес середню зону. Відсутність торкання з більш довгиздійснюють за допомогою чотирироликової секції. ми опорними роликами зменшує тепловідвід. Безперервна конусність створює безперервний Удосконалення ознак, що відносяться до розпроцес «м'якого обтиснення» на вибираній довжиподілу температури і її рівномірності полягає в ні. Теоретичний попередній розрахунок товщини тому, що кутові зони і/або бокові поверхні поперенезатверділої частини на останніх метрах в зоні чного перерізу заготовки ізолюються від тепловідостаточного тверднення дозволяє зробити висноводу. Слідом за відповідним процесу вторинним вок про доцільну конусність та її довжину. охолоджуванням для досягнення оптимальної Інші ознаки полягають в тому, що у напрямку структури тверднення відбувається цілеспрямоваруху заготовки до і після секції «м'якого обтисненна теплоізоляція поперечного перерізу заготовки ня» розташовані одна або декілька тягнучих клідля утворення м'якого ядра по перерізу заготовки тей. За рахунок цього заготовку можна достатньою для процесу «м'якого обтиснення». мірою переміщувати в зоні деформації і докладати Далі передбачено, що додатково до ізоляції зусилля деформації. кутових зон і/або бокових поверхонь поперечного Згідно з іншими ознаками, передбачено, що до перерізу заготовки вибірково більш інтенсивно і/або після правильно-тягнучого пристрою розтаохолоджують верхню та нижню сторони заготовки шований пристрій для інтенсивного охолоджуванохолоджуючим засобом. При цьому беруться до ня верхньої та нижньої сторін поперечного переріуваги, зокрема, середні зони, внаслідок чого відбузу заготовки. Деякі марки сталі при подальшій вається подальше зменшення ширини незатвердіобробці, так званому «загартуванні», одержують лої частини. На верхній та нижній сторонах загокращу поверхневу структуру. Цей ефект також товки перед секцією «м'якого обтиснення» може бути досягнутий в поєднанні з охолоджуванвідбувається охолоджування поверхні для одерням перед процесом «м'якого обтиснення». Дії жання більш твердої і стійкої до деформації повездійснюваного за допомогою механічних пристроїв рхні в процесі «м'якого обтиснення». (секції, тягнучі кліті) процесу «м'якого обтиснення» Після того як досягнута значна рівномірність може ще сприяти так зване «термічне м'яке обтистемператури по перерізу заготовки над шарами по нення». Для цього на відлиту заготовку в зонах, поперечному перерізу заготовки, переважно здійсщо розглядаються, додатково і цілеспрямовано нити прокатку по перерізу заготовки зверху вниз впливають водою. так званим способом «м'якого обтиснення». Інше виконання полягає в тому, що перед секПристрій для безперервного розливу і подацією «м'якого обтиснення» розташований пристрій льшої деформації заготовки зі сталі, зокрема загодля інтенсивного охолоджування верхньої та нижтовки у форматі зливка, при узгодженні вторинного ньої сторін поперечного перерізу заготовки. охолоджування зі станом охолоджування по переІнше виконання полягає в тому, що секція різу заготовки, вирішує поставлену задачу, згідно з «м'якого обтиснення» утворює вузол, переміщувавинаходом, за рахунок того, що пристрій вторинноний у напрямку руху заготовки або проти напрямку го охолоджування виконаний в залежності від руху заготовки, який розташований перед однією профілю тверднення і довжини ділянки шляху, або декількома тягнучими клітями. починаючи, в основному, з повної ширини заготовКрім того, переважно, що секції «м'якого обтики, причому вторинне охолоджування за допомоснення» як правильні секції і секції «м'якого обтисгою струменів, що розбризкуються, а також опора нення» розташовані між тягнучими клітями. За заготовки у вигляді опорних роликів в залежності рахунок цього створена комбінація механічного і від профілю тверднення заготовки зменшені в метермічного «м'якого обтиснення». жах довжини ділянки шляху на дугоподібних відріКрім того запропоновано, що секції «м'якого зках таким чином, що заготовка перед входом в обтиснення» можуть бути розташовані у напрямку секцію «м'якого обтиснення» підтримується тільки руху заготовки після правильно-вивантажної мана нижній стороні по ширині заготовки. Завдяки шини (тягнучі кліті). цьому крім технологічних удосконалень можна На кресленні зображені приклади виконання досягнути зниження витрат на пристрій, причому пристрою, що описуються нижче більш детально. за рахунок узгодженого з навантаженнями розраНа кресленні представлено: хунку компонентів машини можна зменшити механа Фіг.1 показаний вигляд збоку криволінійної нічні і термічні навантаження. установки для безперервного розливу заготовок у 7 75616 8 форматі слябів з «м'яким обтисненням» як перша лоджування струмені 7, що розбризкуються, приальтернатива; водять по їх куту 7а розбризкування відповідно до Фіг.2А - поперечний переріз заготовки в приданої товщини 5b оболонки заготовки таким чистрої для вторинного охолоджування при ще біном, що зменшуваній ширині 8 незатверділої часльшій ширині незатверділої частини і тонкій оботини відповідає менший кут 7а розбризкування. лонці заготовки; Альтернативно, змінюють, тобто зменшують Фіг.2В - той самий поперечний переріз заготовідстань форсунок 10, що створюють струмені 7, вки із зменшеною шириною струменів, що розбрищо розбризкуються, до поверхні 1d заготовки в зкуються, і зменшеною шириною незатверділої залежності від профілю 5 тверднення, що встаночастини; влюється. Фіг.2С - той самий поперечний переріз заготоУ цьому значенні кутові зони 1b перерізу 1а вки з ще більш зменшеною шириною струменів, заготовки по мірі збільшення довжини 6 ділянки що розбризкуються, на верхній та нижній сторонах шляху підтримують менше, ніж середню зону 1с заготовки і ще більш зменшеною шириною незат(Фіг.3А, 3В, 3С). верділої частини; На Фіг.4А та 4В зображені наскрізь затверділі Фіг.3А - поперечний переріз заготовки з відпозаготовки 1 із значною мірою рівномірним розподівідною Фіг.2А товщиною оболонки заготовки і шилом температури у зовнішніх зонах, причому утворокою опорою заготовки; рюються навіть небажані стоншення 18 (Фіг.4В). Фіг.3В - поперечний переріз заготовки з відпоДля рівномірного розподілу тепла у формі для відною Фіг.2В товщиною оболонки заготовки і змеподальшої роботи деформації кутові зони 1b і/або ншеною опорою заготовки; бокові поверхні 1е перерізу 1а заготовки ізолюють Фіг.3С - поперечний переріз заготовки з відповід тепловідводу (Фіг.5А, 5В). За рахунок цього відною Фіг.2С товщиною оболонки заготовки і опоутворюються області 19, 20, 21 температурних рою заготовки на її верхній та нижній сторонах; меж. У середині поперечного перерізу 1а заготовФіг.4А - поперечний переріз заготовки при звики панує область 21 температурної межі (Фіг.5В), в чайному згідно з рівнем техніки повному твердякій робота деформації може бути виконана за ненні і без закриття бокових поверхонь; допомогою пресування зверху вниз. Тому в цій Фіг.4В - поперечний переріз заготовки при звисередній області температура ще вище, ніж зовсім чайному згідно з рівнем техніки розподілі тиску під вверху або зовсім внизу. В іншому, таким чином, час «м'якого обтиснення», причому утворюються легко розподіляється зейгерування і усувається стоншення; пористість. Фіг.5А - поперечний переріз заготовки при заДодатково до ізоляції кутових зон 1b і/або бокритті для розподілу температури; кових поверхонь 1е поперечного перерізу 1а загоФіг.5В - поперечний переріз заготовки при розтовки верхню 1f та нижню 1g сторони заготовки поділі температури, згідно з винаходом, під час вибірково інтенсивніше охолоджують охолоджую«м'якого обтиснення»; чим засобом. Фіг.6 - вигляд збоку криволінійної установки На іншому етапі способу переріз 1а заготовки для безперервного розливу заготовок у форматі прокатують зверху вниз так званим способом «м'яслябів з «м'яким обтисненням» як друга альтернакого обтиснення», причому звичайного у таких тива. випадках сплющення не відбувається. Спосіб безперервного розливу сталі у прямоЗображений пристрій для безперервного розкутному форматі або у форматі слябів характериливу сталі і подальшої деформації заготовки 1 зі зується на Фіг.1 охолоджуванням, опорою та десталі, зокрема заготовки 1 у форматі 2 сляба, приформацією. Заготовка 1 з перерізом 1а має в чому вторинне охолоджування 4 і опори 11 заготоприкладі виконання формат 2 сляба і виходить з вки узгоджені зі станом охолоджування перерізу кристалізатора 3, охолоджуючись безпосередньо у 1а заготовки, виконано таким чином, що пристрій 4 пристрої 4 для вторинного охолоджування. При для вторинного охолоджування виконаний в залецьому від дугоподібного відрізка А до дугоподібножності від профілю 5 тверднення і пройденої довго відрізка В, а також від С до D встановлюється жини 6 ділянки шляху, починаючи, в основному, з профіль 5 тверднення (Фіг.2А, 2В, 2С), що харакповної ширини 1h заготовки, і що вторинне охолотеризується вже твердою оболонкою 5а заготовки джування 4, а також опори 11 заготовки в залежіз зростаючою від одного дугоподібного відрізка до ності від профілю 5 тверднення заготовки 1 зменіншого товщиною 5b. Спосіб працює таким чином, шують в межах довжини 6 ділянки шляху таким що вторинне охолоджування за його геометриччином, що заготовка 1 перед входом в секцію 12 ною формою проводять аналогічно відповідно до «м'якого обтиснення» має опору тільки на нижній профілю 5 тверднення заготовки 1 на даній довстороні 1g ширини 1h заготовки. Для досягнення жині 6 ділянки шляху, від дугоподібного відрізка А потрібного розподілу температури зі здатним до до дугоподібного відрізка D, причому опори 11 деформації в середині шаром в межах вторинного заготовки аналогічно зменшують також в залежноохолоджування 4 і опори 11 заготовки на бокових сті від профілю 5 тверднення заготовки 1 на наповерхнях 1е перерізу 1а заготовки і/або в кутових ступній довжині 6 ділянки шляху розливу. При зонах 1b розташовані закриваючі елементи 13, які цьому кутові зони 1b перерізу 1а заготовки по мірі можуть утворювати кутики 13 а. збільшення довжини 6 ділянки шляху охолоджуСекції 12 «м'якого обтиснення» на початку 12а ють менше, ніж середні зони 1с. і в кінці 12b забезпечені тягнучими клітями 14 з Це регулювання здійснюється, наприклад, за привідними тягнучими роликами 14а. Сама секція рахунок того, що в пристрої 4 для вторинного охо12 «м'якого обтиснення» складається з двох або 9 75616 10 декількох роликових клітей 12с, роликові пари яких подовження Е. Досягнута в процесі згинання пруне мають приводу. Верхня рама 12d виконана з жно-пластична поведінка приводить заготовку у можливістю переміщення гідравлічної установки стан (значення теоретичної межі текучості, текудо нижньої рами 12е. чість і т.п.), який у нормальному випадку вимагає У напрямку 15 руху заготовки до і після секції низьких витрат зусиль для здійснення додатково 12 «м'якого обтиснення» розташована одна або «м'якого обтиснення». декілька тягнучих клітей 14. Перелік посилальних позицій Для того, щоб досягнути потрібного розподілу 1 - заготовка температури у горизонтальних, наскрізь затверді1а - переріз заготовки лих шарах, перед секцією 12 «м'якого обтиснення» 1b - кутова зона розташований пристрій 17 для інтенсивного охо1с - середня зона лоджування для верхньої 1f та нижньої 1g сторін 1d - поверхня заготовки перерізу 1а заготовки. Він підвищує міцність і 1е - бокова поверхня перерізу заготовки утворює підготовку до «м'якого обтиснення». Інте1g - нижня сторона заготовки нсивне охолоджування верхньої 1f та нижньої 1g 1h - ширина заготовки сторін може застосовуватися не тільки перед пра2 - формат зливка вильно-тягнучим пристроєм 16, але і перед пере3 - кристалізатор міщуваною секцією 12 «м'якого обтиснення» або 4 - вторинне охолоджування після правильно-тягнучого пристрою 16. 5 - профіль тверднення На Фіг.6 зображене друге альтернативне ви5а - оболонка заготовки конання. Тут секція 12 «м'якого обтиснення» вико5b - товщина оболонки заготовки нана у вигляді переміщуваного у напрямку 15 руху 6 - довжина ділянки шляху заготовки або проти напрямку 15 руху заготовки 7 - струмінь, що розбризкується вузла 12f, який у напрямку 15 руху заготовки роз7а - кут розбризкування ташований перед однією або декількома тягнучи7b - ширина струменя, що розбризкується ми клітями 14. 8 - ширина незатверділої частини У зоні правильно-тягнучого пристрою секцію 9 - відстань 12 «м'якого обтиснення» розраховують як обов'яз10- форсунки кову концепцію, пов'язану з концепцією виванта11 - підтримка заготовки ження в блюмових установках, загалом, з двома 12 - секція «м'якого обтиснення» точками виправлення. Внаслідок пружно12а - початок пластичного стану матеріалу в процесі виправ12b - кінець лення зі згинанням заготовка 1 приймає прямолі12с - роликова кліть нійну форму. На відміну від слябових установок, в 12d - верхня рама яких заготовку спрямовують по криволінійній трає12е - нижня рама кторії до прямої форми, у сляба в зоні виправлен12f - переміщуваний вузол ня встановлюється лінія вигину, яка в залежності 13 - закриваючі елементи від таких впливаючих величин як інерційний мо13а - кутик мент, температура заготовки та розподіл темпера14 - тягнуча кліть тури всередині поперечного перерізу 1а заготовки 14а - тягнучі ролики різна, яка навіть частково, наприклад, після кожної 15 - напрямок руху заготовки точки виправлення, на коротких ділянках відрізня17 - пристрій для інтенсивного охолоджування ється від базової лінії вигину і має поворотні точки 18 - стоншення вигину, так що заготовка 1 в цій зоні має особливо 19 - область температурної межі високу повзучість. За рахунок заданої криволіній20 - область температурної межі ної траєкторії в секції 12 «м'якого обтиснення» 21 - область температурної межі можна задавати одержане на практиці допустиме 11 75616 12 13 Комп’ютерна верстка О. Гапоненко 75616 Підписне 14 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for secondary cooling of billet at continuous casting of steel
Автори англійськоюFest Thomas
Назва патенту російськоюСпособ и устройство вторичного охлаждения заготовки при непрерывной разливке стали
Автори російськоюФест Томас
МПК / Мітки
МПК: B22D 11/124, B22D 11/12
Мітки: вторинного, сталі, заготовки, спосіб, охолодження, розливанні, пристрій, безперервному
Код посилання
<a href="https://ua.patents.su/7-75616-sposib-ta-pristrijj-vtorinnogo-okholodzhennya-zagotovki-pri-bezperervnomu-rozlivanni-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб та пристрій вторинного охолодження заготовки при безперервному розливанні сталі</a>
Спосіб обробки рідкого металу в процесі кристалізації при безперервному розливанні
Номер патенту: 55858
Опубліковано: 15.04.2003
Автори: Троцан Анатолій Іванович, Кашира Геннадій Олександрович, Карлікова Яна Петрівна, Харлашин Петро Степанович, Александров Валерій Димитрович, Бродецький Ігор Леонідович, Бєлоусов Вячеслав Володимирович, Бєлов Борис Федорович, Дрьомов Володимир Володимирович, Крейденко Фіра Семенівна
МПК: C22B 4/00
Мітки: спосіб, процесі, кристалізації, металу, рідкого, безперервному, розливанні, обробки
Формула / Реферат:
Спосіб обробки рідкого металу в процесі кристалізації при безперервному розливанні, що включає підведення електричного струму до рідкого металу, який відрізняється тим, що з'єднання металу з позитивним полюсом здійснюють із зовнішньої сторони безперервнолитого злитка, який кристалізується, на рівні дна рідкої лунки, а з негативним - через прошарок шлаку на основі силікатів кальцію, причому силу струму встановлюють у такій відповідності, щоб...
Спосіб охолодження сталевих злитків при безперервному розливі та пристрій для його здійснення
Номер патенту: 15737
Опубліковано: 30.06.1997
Автори: Мішель Мартіно, Жан-Марк Жоліве, Манюель Бобаділла
МПК: B22D 11/124
Мітки: сталевих, охолодження, спосіб, пристрій, злитків, безперервному, розливі, здійснення
Текст:
...согласно изобретению. Отличие между двумя конструкциями заключается в добавлении к обычной машине дополнительных средств охлаждения с форсунками 11, размещенных в зоне Z машины, в которой заканчивается затвердевание изделия. На фиг. 3 показаны варианты скорости изменения температуры металла на поверхности и в середине по мере продвижения слитка в зоне Z машины, в которой заканчивается затвердевание. Это продвижение выражается...
Пристрій для направлення зливків при безперервному розливі металів, зокрема сталі
Номер патенту: 73602
Опубліковано: 15.08.2005
Автори: Кнеппе Гюнтер, Швелленбах Йоахім, Штройбель Ханс
МПК: B22D 11/128
Мітки: безперервному, розливі, сталі, пристрій, зливків, направлення, зокрема, металів
Формула / Реферат:
1. Пристрій для направлення зливків при безперервному розливі металів, зокрема сталі, що містить декілька сегментів, що розташовані один за одним, кожний з яких за допомогою пар верхніх і нижніх роликів утворює напрямну для зливків різної ширини, причому пари роликів встановлені з можливістю обертання на траверсах сегментних рам, і кожна поперечна траверса стягнута з розташованими з обох сторін напрямними рамами для зливків, який...
Пристрій для вторинного охолодження на машинах безперервного лиття заготовок
Номер патенту: 690
Опубліковано: 15.11.2000
Автори: Букрєєв Олександр Тимофійович, Пікус Марк Ісерович, Шаповал Юрій Миколайович, Жидков Анатолій Петрович, Сітало Олександр Олексійович, Учитель Лев Михайлович, Гресс Олександр Володимирович, Кобазев Олександр Олександрович, Бродський Сергій Сергійович, Єрмоленко Ганна Володимирівна
МПК: B22D 11/124
Мітки: пристрій, машинах, охолодження, заготовок, лиття, вторинного, безперервного
Формула / Реферат:
1. Пристрій для вторинного охолодження на машинах безперервного лиття заготовок, який містить у собі циліндричний порожнистий корпус з дифузорними отворами і системою підведення рідкого охолодника та жорстко закріплений всередині корпуса циліндричний патрубок з отворами, розміщений паралельно осі корпуса та ексцентричного йому, отвори патрубка співвісні дифузорним отворам корпуса, який відрізняється тим, що корпус та патрубок виконані у...
Спосіб вторинного охолодження безперервнолитого злитку
Номер патенту: 2933
Опубліковано: 26.12.1994
Автори: Учитель Лев Михайлович, Гєрасімова Євгєнія Дмітрієвна, Айзін Юрій Моісєєвіч, Ганкін Владімір Борісовіч, Борисов Юрій Миколайович, Бродський Сергій Сергійович, Пікус Марк Ісерович
МПК: B22D 11/124
Мітки: охолодження, спосіб, злитку, безперервнолитого, вторинного
Формула / Реферат:
1. Способ вторичного охлаждения непрерывнолитого слитка, включающий подачу на поверхность слитка водовоздушной смеси с регулированием ее расхода и изменением соотношения долей воды и воздуха и их давлений по длине жидкой фазы слитка, отличающийся тем, что соотношение долей воды и воздуха в смеси регулируют в зависимости от содержания углерода в металле, при этом на участке, равном 0,05...0,5 длины жидкой фазы, соотношение долей воды и...
Попередній патент: Спосіб підготовки до транспортування відпрацьованих автомобільних шин
Наступний патент: Заглибний електронагрівач
Випадковий патент: Напівпровідниковий генератор електричних коливань