Спосіб одержання сталевих виливків
Номер патенту: 99288
Опубліковано: 25.05.2015
Автори: Цівковський Олександр Григорович, Олешко Віктор Михайлович
Формула / Реферат
Спосіб одержання сталевих виливків, при якому рідкий метал заливають у виливницю, а після здійснюють теплоізоляцію його верхньої частини з подачею на дзеркало металу теплоізолюючого матеріалу, який відрізняється тим, що як теплоізолюючий матеріал використовують кручену сталеву стружку з температурою плавлення нижче, ніж у металу, що заливається, яку подають через 20-30 хвилин після заливання металу в кількості 4-6 % від його об'єму, при цьому виливницю накривають кришкою.
Текст
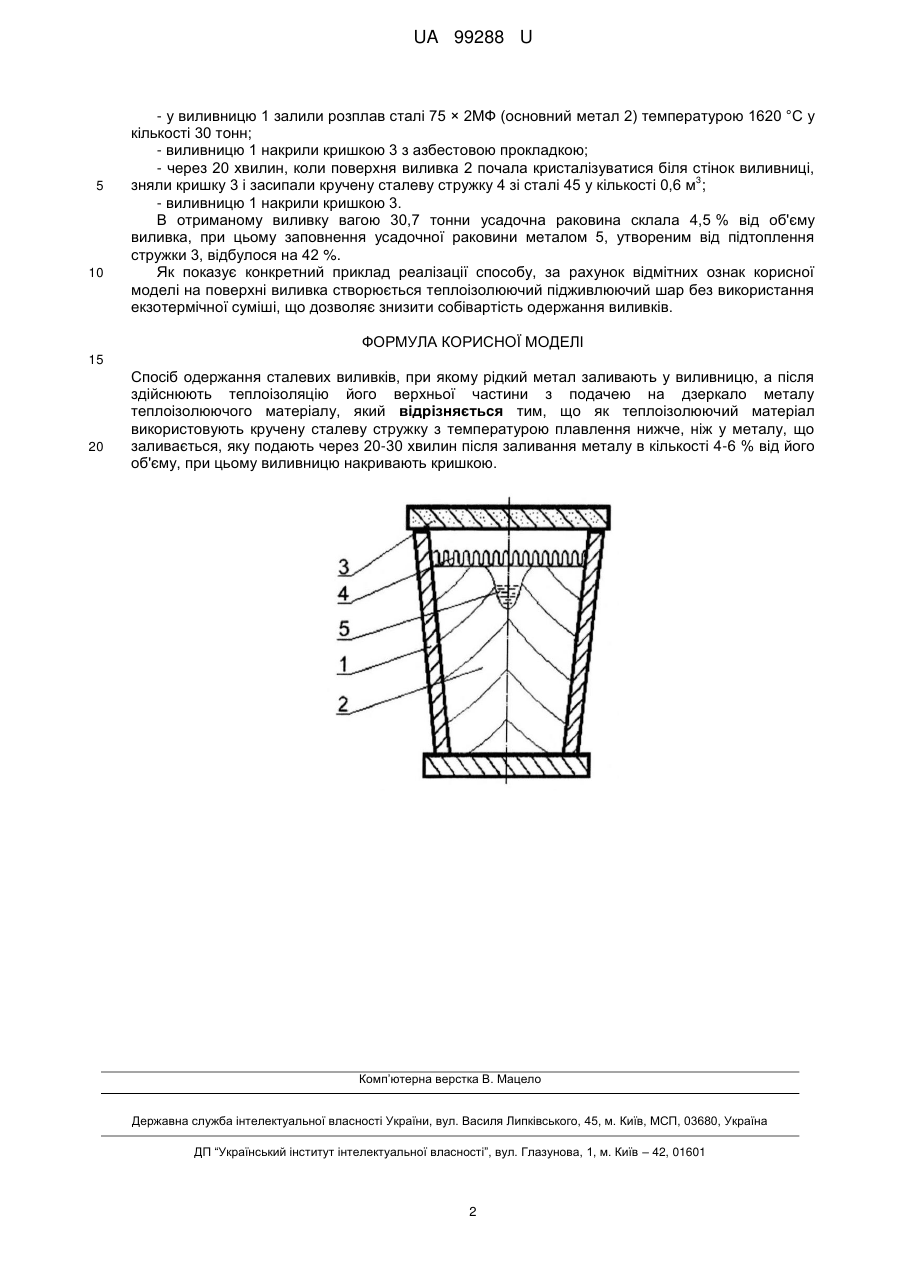
Реферат: Спосіб одержання сталевих виливків, при якому рідкий метал заливають у виливницю, а після здійснюють теплоізоляцію його верхньої частини з подачею на дзеркало металу теплоізолюючого матеріалу. Як теплоізолюючий матеріал використовують кручену сталеву стружку з температурою плавлення нижче, ніж у металу, що заливається, яку подають через 20-30 хвилин після заливання металу в кількості 4-6 % від його об'єму, при цьому виливницю накривають кришкою. UA 99288 U (54) СПОСІБ ОДЕРЖАННЯ СТАЛЕВИХ ВИЛИВКІВ UA 99288 U UA 99288 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до ливарного виробництва, а саме до розливання металу в ливарні форми, і може бути використана при одержанні великогабаритних сталевих виливків для виготовлення прокатних валків. При розливанні рідкого метала в ливарні форми існує проблема одержання якісної поверхні тіла виливка, одним зі шляхів рішення якої є розливання сталі під шаром теплоізолюючої суміші. Відомий спосіб одержання виливків, при якому дзеркало металу покривають теплоізолюючою сумішшю на основі золи кам'яновугільного палива (див. опис до авторського свідоцтва СРСР № 298427, МПК B22D7/10). Застосування такої теплоізолюючої суміші дозволяє зменшити усадочну раковину в отриманому виливку, однак вихід придатної сталі залишається недостатнім. Зменшення усадочної раковини досягається в іншому відомому способі одержання сталевих виливків (див. опис до патенту України №58376, МПК B22D7/00), відповідно до якого через 10…50 хвилин після заливання в ливарну форму металу в центральну частину виливка під теплоізолюючу суміш подають додаткову порцію металу. Незважаючи на збільшення виходу придатної сталі, цей спосіб обумовлює значні витрати на підігрів і транспортування додаткової порції металу. Цей недолік усунутий в іншому відомому способі одержання сталевих виливків (див. опис до патенту України № 89101, МПК B22D27/06) у якому використовують теплоізолюючу суміш з екзотермічним ефектом. Цей спосіб є найбільш близьким до того, що заявляється, по сукупності суттєвих ознак і вибраний як найближчий аналог. У відомому способі одержання сталевих виливків і тому, що заявляється, роблять наступну послідовність дій: рідкий метал заливають у виливницю, а після здійснюють теплоізоляцію його верхньої частини з подачею на дзеркало металу теплоізолюючого матеріалу. Підігрів прибуткової частини виливка за рахунок згоряння екзотермічної суміші дозволяє досягти високих показників виходу придатної сталі і зниження собівартості лиття, однак при такому підігріві розвивається ліквація, ступінь якої збільшується в виливках з інструментальної валкової сталі, при цьому витрати на лиття з застосуванням екзотермічної суміші залишаються істотними. В основу корисної моделі поставлено задачу створити спосіб одержання сталевих виливків, що дозволяє знизити собівартість одержання виливків за рахунок технічного результату, що полягає в створенні на поверхні виливка теплоізолюючого підживлюючого шару без використання екзотермічної суміші. Поставлена задача вирішується в способі одержання сталевих виливків, при якому рідкий метал заливають у виливницю, а після здійснюють теплоізоляцію його верхньої частини з подачею на дзеркало металу теплоізолюючого матеріалу, згідно з корисною моделлю, як теплоізолюючий матеріал використовують кручену сталеву стружку з температурою плавлення нижче, ніж у металу, що заливається, яку подають через 20-30 хвилин після заливання металу в кількості 4-6 % від його обсягу, при цьому виливницю накривають кришкою. Між відмітними ознаками способу і досягнутим технічним результатом є причиннонаслідковий зв'язок. За рахунок використання для теплоізоляції крученої сталевої стружки з температурою плавлення нижче, ніж у металу, що заливається, яку подають через 20-30 хвилин після заливання металу в кількості 4-6 % від його об'єму, і накривання виливниці кришкою, - на поверхні виливка утворюється теплоізолюючий шар з безліччю кручених елементів, що сповільнюють конвективний перенос тепла і перевідбивають теплове випромінювання з поверхні металу, повертаючи частину його назад, при цьому в результаті підтоплення стружки утвориться додаткова кількість рідкого металу, необхідна для заповнення усадочної раковини, що виникає при кристалізації виливка. Спосіб одержання сталевих виливків пояснюється кресленням, на якому зображена виливниця в процесі кристалізації виливка. Спосіб здійснюється в наступній послідовності дій: - у підготовлену виливницю 1 заливають рідкий метал 2; - виливницю 1 накривають кришкою 3; - через 20-30 хвилин кришку 3 знімають і на поверхню металу 2 подають кручену сталеву стружку 4 з температурою плавлення нижче, ніж у залитого металу 2, в кількості 4-6 % від його об'єму; - виливницю 1 накривають кришкою 3. Конкретний приклад реалізації способу - одержання сталевого виливка вагою 29 тонн для виготовлення прокатного валка: 1 UA 99288 U 5 10 - у виливницю 1 залили розплав сталі 75 × 2МФ (основний метал 2) температурою 1620 °C у кількості 30 тонн; - виливницю 1 накрили кришкою 3 з азбестовою прокладкою; - через 20 хвилин, коли поверхня виливка 2 почала кристалізуватися біля стінок виливниці, 3 зняли кришку 3 і засипали кручену сталеву стружку 4 зі сталі 45 у кількості 0,6 м ; - виливницю 1 накрили кришкою 3. В отриманому виливку вагою 30,7 тонни усадочна раковина склала 4,5 % від об'єму виливка, при цьому заповнення усадочної раковини металом 5, утвореним від підтоплення стружки 3, відбулося на 42 %. Як показує конкретний приклад реалізації способу, за рахунок відмітних ознак корисної моделі на поверхні виливка створюється теплоізолюючий підживлюючий шар без використання екзотермічної суміші, що дозволяє знизити собівартість одержання виливків. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 Спосіб одержання сталевих виливків, при якому рідкий метал заливають у виливницю, а після здійснюють теплоізоляцію його верхньої частини з подачею на дзеркало металу теплоізолюючого матеріалу, який відрізняється тим, що як теплоізолюючий матеріал використовують кручену сталеву стружку з температурою плавлення нижче, ніж у металу, що заливається, яку подають через 20-30 хвилин після заливання металу в кількості 4-6 % від його об'єму, при цьому виливницю накривають кришкою. Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Автори англійськоюOleshko Viktor Mykhailovych, Tsivkovskyi Oleksandr Hryhorovych
Автори російськоюОлешко Виктор Михайлович, Цивковский Александр Григорьевич
МПК / Мітки
МПК: B22D 27/00, B22D 7/00
Мітки: одержання, спосіб, виливків, сталевих
Код посилання
<a href="https://ua.patents.su/4-99288-sposib-oderzhannya-stalevikh-vilivkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання сталевих виливків</a>
Спосіб одержання великих сталевих виливків
Номер патенту: 89101
Опубліковано: 10.04.2014
Автори: Фельдман Вячеслав Євгенович, Несчотний Володимир Михайлович, Тимошенко Роман Вікторович, Шумаков Володимир Федорович, Романов Ігор Анатолійович, Дудченко Олексій Вікторович, Волокита Володимир Якович
МПК: B22D 27/06, B22D 7/00
Мітки: виливків, одержання, сталевих, великих, спосіб
Формула / Реферат:
Спосіб одержання великих сталевих виливків, при якому виконують заповнення форми виливка і додатка металом, а також теплоізоляцію дзеркала металу додатка за допомогою періодичного введення теплоізолюючих матеріалів, який відрізняється тим, що перед заповненням форми виливка металом виконують теплоізоляцію бічної поверхні додатка, а після заповнення - розігрів металу додатка за допомогою екзотермічних матеріалів, при цьому після заповнення...
Спосіб лиття виливків
Номер патенту: 77367
Опубліковано: 15.11.2006
Автори: Теряєв Олександр Митрофанович, Шенфельд Гліб Глібович, Северенчук Андрій Станіславович, Трухін Микола Олексійович
МПК: B22D 7/00
Мітки: лиття, виливків, спосіб
Формула / Реферат:
Спосіб лиття виливків, що включає заливання сталі у виливницю з установкою кристалізатора під рівень рідкого металу на відстані, рівній 0,0025-0,0099 висоти виливка, який відрізняється тим, що попередньо до заливання металу встановлюють кристалізатор, який являє собою об'ємну конструкцію з товщиною елементів 5-16 мм, висотою, рівною 0,02-0,06 висоти виливка, і загальною масою, рівною 0,0015-0,004 маси виливка.
Спосіб подрібнення литого зерна при кристалізації сталевих виливків
Номер патенту: 89006
Опубліковано: 10.12.2009
Автори: Примак Іван Никонорович, Стась Ірина Михайлівна, Кондратюк Станіслав Євгенович, Щеглов Володимир Михайлович, Бречко Олена Львівна
МПК: B22D 27/08, B22D 11/114, B22D 27/04
Мітки: кристалізації, спосіб, подрібнення, зерна, виливків, литого, сталевих
Формула / Реферат:
1. Спосіб подрібнення литого зерна при кристалізації сталевих виливків, що включає розплавлення, заливку та кристалізацію сталевого розплаву, який відрізняється тим, що розплав переохолоджують нижче температури ліквідус на 10-15 % від температурного інтервалу кристалізації сталі, після чого розплав обробляють за допомогою вогнетривкого стрижня, що вібрує в вертикальному напрямку з віброприскоренням (0,3-0,5) g, де g - прискорення вільного...
Спосіб одержання виливків
Номер патенту: 55058
Опубліковано: 17.03.2003
Автори: Бєлік Валентин Іванович, Шеневідько Леонід Костянтинович, Котлярський Франко Мар'янович, Шейгам Валерій Юрійович, Вернидуб Анатолій Григорович, Борисов Георгій Павлович, Семенченко Анатолій Іванович, Ласовецький Володимир Якович
МПК: B22D 27/11
Мітки: спосіб, одержання, виливків
Формула / Реферат:
Спосіб одержання виливків, який включає заливку металом порожнини форми та технологічного напуску, допресовку технологічного напуску в металовмісний вузол виливка під час кристалізації, який відрізняється тим, що поверхневий окислений шар технологічного напуску впресовується в поверхневий шар виливка.
Спосіб одержання армованих виливків
Номер патенту: 43695
Опубліковано: 25.08.2009
Автори: Шинський Олег Йосипович, ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ, Каричковський Петро Микитович, Болюх Віталій Анатолійович
Мітки: виливків, спосіб, одержання, армованих
Формула / Реферат:
1. Спосіб одержання армованих виливків за моделями, що газифікуються, що включає встановлення в порожнину прес-форми армуючих елементів та їх фіксацію, задування гранул пінополістиролу, спікання в автоклаві, охолодження, складання, фарбування, формування та заливання рідким розплавом, який відрізняється тим, що армуючі елементи виконані у вигляді металевих стрижнів, пластин та вогнетривких волокон.2. Спосіб одержання армованих виливків...
Попередній патент: Інтелектуальний сенсорний пристрій
Наступний патент: Підшипниковий вузол дискового ґрунтообробного знаряддя
Випадковий патент: Вітродвигун будревича