Спосіб одержання виливків
Номер патенту: 55058
Опубліковано: 17.03.2003
Автори: Борисов Георгій Павлович, Семенченко Анатолій Іванович, Шеневідько Леонід Костянтинович, Котлярський Франко Мар'янович, Ласовецький Володимир Якович, Вернидуб Анатолій Григорович, Бєлік Валентин Іванович, Шейгам Валерій Юрійович
Формула / Реферат
Спосіб одержання виливків, який включає заливку металом порожнини форми та технологічного напуску, допресовку технологічного напуску в металовмісний вузол виливка під час кристалізації, який відрізняється тим, що поверхневий окислений шар технологічного напуску впресовується в поверхневий шар виливка.
Текст
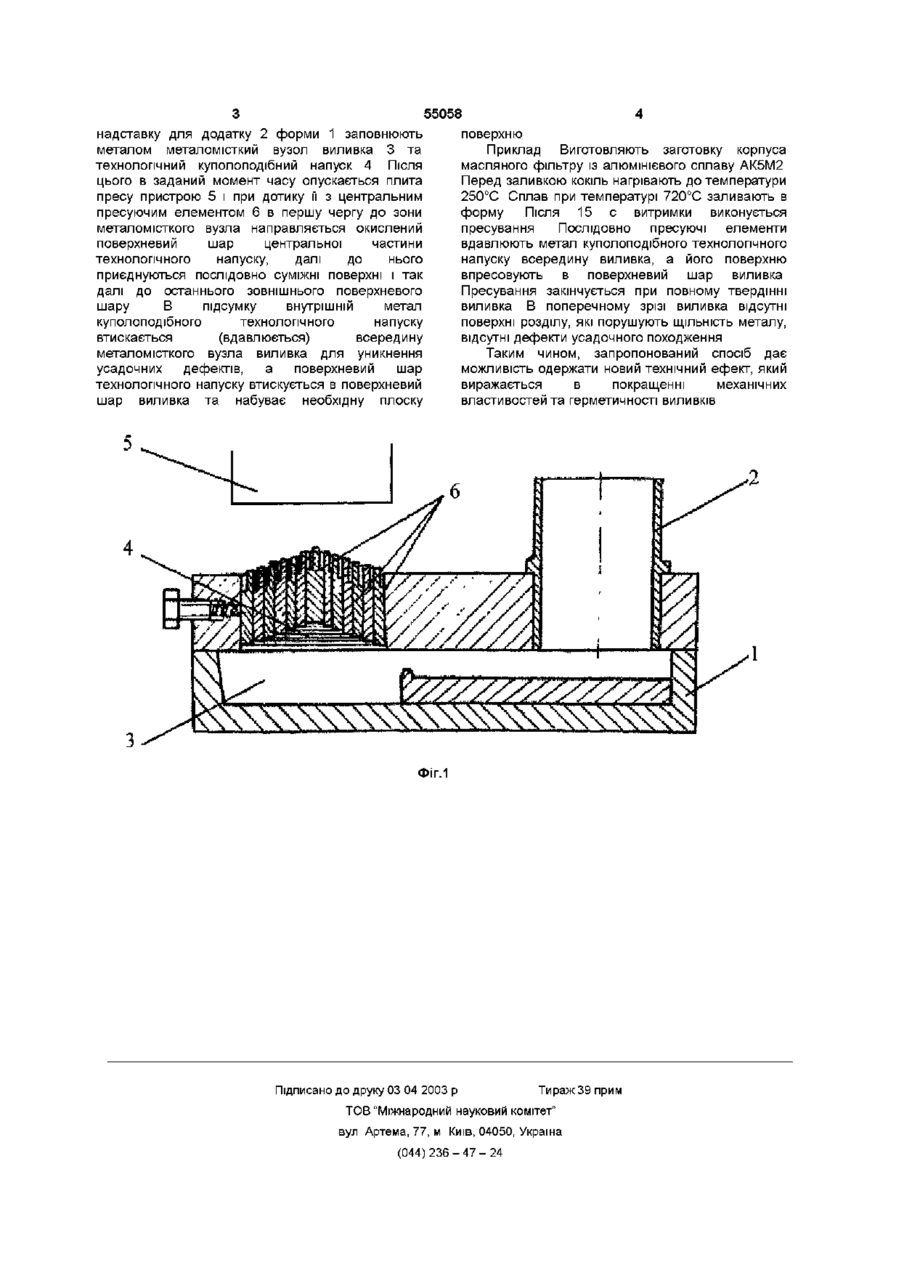
Спосіб одержання виливків, який включає заливку металом порожнини форми та технологічного напуску, допресовку технологічного напуску в металовмісний вузол виливка під час кристалізації, який відрізняється тим, що поверхневий окислений шар технологічного напуску впресовується в поверхневий шар виливка Винахід відноситься до галузі ливарного виробництва і може бути використаний при одержанні виливків з послідуючою допресовкою живлячого вузла виливка Відомий спосіб (Патент Великої Британії №1028736 кл В З Г, 1968) одержання виливків, відносно якого після заливки форми твердіючий виливок зазнає додаткового тиску Цей тиск утворюється шляхом введення в ливник пресуючого поршня Недолік цього способу полягає в адгезії (прилипанні) рідкого металу до поверхні пресуючого поршня, що призводить до дострокового виходу поршня з ладу Крім того, метал, який налип, перешкоджає переміщенню поршня в вихідне положення і являється причиною виникнення задирок в самому КОКІЛІ Використання цього способу можливе при наявності в виливку додатку чи на тих ділянках виливка, де дозволяється або передбачено конструкцією заглиблення, яке дорівнює розмірам пресуючого поршня Найбільш близьким до запропонованого винаходу і одержуваного результату є спосіб одержання виливків а с СССР №572332 МПК В 22 D 17/00, у ВІДПОВІДНОСТІ з яким підпресування виконується попередньо охолодженим металом того ж складу, що і метал виливка Для реалізації цього рішення в водоохолоджуваній частині стінки металевої форми під плунжер-поршнем виконується спеціальна технологічна порожнина, яка в процесі заливки також заповнюється розплавом Після часткового твердіння метал з технологічної порожнини видавлюється усередину виливка Використання цього способу одержання виливків дозволяє усунути налипання розплаву до пресуючого поршня і пов'язані з цим недоліки, а також не залишати на виливку не передбачених кресленням заглиблень Але і цей спосіб має суттєвий недолік, який заключається в утворенні всередині виливка по контуру впресованого металу окисленої поверхні розділу, яка порушує суцільність литого металу, що викликає погіршення механічних властивостей та порушує герметичність виливка В основу запропонованого винаходу поставлена задача уникнення всередині виливка по контуру впресованого металу окисленої поверхні розділу Поставлена ціль досягається тим, що в способі одержання виливків, який включає заливку металом порожнини форми та технологічного напуску, допресовку технологічного напуску в металомісткий вузол виливка при його кристалізації, згідно в винаходом, поверхневий окислений шар технологічного напуску лишається в поверхні виливка Розміщення поверхневого окисленого шару технологічного напуску в поверхневому шарі виливка не порушує ЩІЛЬНОСТІ литого металу і не погіршує його механічні властивості та герметичність Крім того, поверхневий шар часто являється припуском на механічну обробку і вилучається в процесі її виконання Нарис приведена схема пристрою для реалізації запропонованого способу Через 00 ю о ю ю 55058 надставку для додатку 2 форми 1 заповнюють металом металомісткий вузол виливка 3 та технологічний куполоподібний напуск 4 Після цього в заданий момент часу опускається плита пресу пристрою 5 і при дотику її з центральним пресуючим елементом 6 в першу чергу до зони металомісткого вузла направляється окислений поверхневий шар центральної частини технологічного напуску, далі до нього приєднуються послідовно суміжні поверхні і так далі до останнього зовнішнього поверхневого шару В підсумку внутрішній метал куполоподібного технологічного напуску втискається (вдавлюється) всередину металомісткого вузла виливка для уникнення усадочних дефектів, а поверхневий шар технологічного напуску втискується в поверхневий шар виливка та набуває необхідну плоску поверхню Приклад Виготовляють заготовку корпуса масляного фільтру із алюмінієвого сплаву АК5М2 Перед заливкою кокіль нагрівають до температури 250°С Сплав при температурі 720°С заливають в форму Після 15 с витримки виконується пресування Послідовно пресуючі елементи вдавлюють метал куполоподібного технологічного напуску всередину виливка, а його поверхню впресовують в поверхневий шар виливка Пресування закінчується при повному твердінні виливка В поперечному зрізі виливка відсутні поверхні розділу, які порушують ЩІЛЬНІСТЬ металу, відсутні дефекти усадочного походження Таким чином, запропонований спосіб дає можливість одержати новий технічний ефект, який виражається в покращенні механічних властивостей та герметичності виливків ФІГ.1 Підписано до друку 03 04 2003 р Тираж 39 прим ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for castings production
Автори англійськоюKotliarskyi Franko Marianovych, Sheiham Valerii Yuriiovych, Borysov Heorhii Pavlovych, Semenchenko Anatolii Ivanovych, Bielik Valentyn Ivanovych, Vernydub Anatolii Hryhorovych
Назва патенту російськоюСпособ получения отливок
Автори російськоюКотлярский Франко Марьянович, Шейгам Валерий Юрьевич, Борисов Георгий Павлович, Семенченко Анатолий Иванович, Белик Валентин Иванович, Вернидуб Анатолий Григорьевич
МПК / Мітки
МПК: B22D 27/11
Мітки: одержання, виливків, спосіб
Код посилання
<a href="https://ua.patents.su/2-55058-sposib-oderzhannya-vilivkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання виливків</a>
Спосіб одержання довгомірних порожнистих виливків і зливків та пристрій для його здійснення
Номер патенту: 46292
Опубліковано: 15.05.2002
Автори: Щеглов Володимир Михайлович, Санніков В'ячеслав Олександрович, Кондратюк Станіслав Євгенович, Примак Іван Никонорович, Шинський Олег Йосипович
МПК: B22D 7/04
Мітки: здійснення, пристрій, довгомірних, одержання, спосіб, виливків, порожнистих, зливків
Формула / Реферат:
1. Спосіб одержання довгомірних порожнистих виливків та зливків включає заливку зверху рідкого металу через ливникову чашу в кільцеву порожнину між формою /кокілем, виливницею/ та центральним вібруючим стрижнем, який відрізняється тим, що метал через систему каналів ливникової чаші частково спрямовується вздовж стрижня безпосередньо в кільцевий рухомий металоприймач, а частково - на вібруючий стрижень-холодильник, з поверхні якого затверділі...
Спосіб одержання довгомірних порожнистих виливків та пристрій для його здійснення
Номер патенту: 46294
Опубліковано: 15.05.2002
Автори: Щеглов Володимир Михайлович, Кондратюк Станіслав Євгенович, Примак Іван Никонорович, Шинський Олег Йосипович, Бречко Олена Львівна
МПК: B22D 27/11, B22D 7/04
Мітки: спосіб, пристрій, здійснення, порожнистих, довгомірних, одержання, виливків
Формула / Реферат:
1. Спосіб одержання довгомірних порожнистих виливків, що включає заповнення форми розплавом методом вичавлювання, а також живлення під тиском із камери вичавлювання та із розширювача каналу центрального стрижня, який відрізняється тим, що розплав із камери вичавлювання подається в канал центрального стрижня, а із нього в ливарну форму через систему отворів /живильників/ в боковій поверхні стрижня при синхронізації рівнів підйому розплаву в...
Пристрій для допресовки металу в тепловому вузлі
Номер патенту: 54239
Опубліковано: 17.02.2003
Автори: Котлярський Франко Мар'янович, Семенченко Анатолій Іванович, Бєлік Валентин Іванович, Вернидуб Анатолій Григорович, Шейгам Валерій Юрійович, Ласовецький Володимир Якович, Шеневідько Леонід Костянтинович, Борисов Георгій Павлович
МПК: B22D 27/11
Мітки: пристрій, тепловому, металу, вузлі, допресовки
Формула / Реферат:
Пристрій для допресовки металу в тепловому вузлі виливка, що включає технологічну порожнину і плунжер, який відрізняється тим, що порожнина виконана в плунжері і має куполоподібну форму, а плунжер виконаний у вигляді коаксіальних елементів з можливістю їхнього відносного переміщення на величину 0,5-2,0 мм.
Спосіб лиття виливків
Номер патенту: 30760
Опубліковано: 16.12.2002
Автори: Лебедев Євген Миколайович, Кукуй Давид Пенхусович, Толпа Анатолій Андрійович
МПК: B22D 7/06
Мітки: спосіб, виливків, лиття
Формула / Реферат:
Спосіб лиття виливків, при якому виливницю заповнюють металом, охолоджують головну частину виливка, витримують метал до твердіння і витягають виливок з виливниці, який відрізняється тим, що охолоджування не перекритої стінками виливниці поверхні головної частини виливка здійснюють на тепловідвідні елементи, які встановлюють у верхній частині виливниці до початку заповнювання її металом.
Спосіб прокатування виливків розширених до площі з’єднання основної і головної частин
Номер патенту: 52469
Опубліковано: 16.12.2002
Автори: Теряєв Олександр Митрофанович, Маншилін Олександр Гейнійович, Бабенко Михайло Антонович, Корінь Андрій Олександрович, Бруханський Володимир Миколайович, Коротченков Валерій Михайлович, Кукуй Давид Пенхусович, Кекух Анатолій Володимирович, Сміяненко Ігор Миколайович, Феофілактова Катерина Володимирівна
Мітки: площі, основної, розширених, головної, з'єднання, частин, виливків, спосіб, прокатування
Формула / Реферат:
1. Спосіб підвищення молочної продуктивності корів та збереженості молодняку, шляхом згодовування корму, одержаного при вирощуванні грибів на основі соломи, який відрізняється тим, що в якості корму використовують субстрат, одержаний після третього урожаю плодових тіл гриба глива (Pleurotus ostreatus) і згодовують його коровам протягом сухостійного періоду по 3-5кг на голову на добу, додаючи до основного раціону.