Установка для приготування та електромагнітного розливання алюмінієвих сплавів у ливарні форми
Номер патенту: 99307
Опубліковано: 10.08.2012
Автори: Поливода Світлана Леонідівна, Сірий Олександр Васильович, Пужайло Леонід Петрович
Формула / Реферат
Установка для приготування та електромагнітного розливання алюмінієвих сплавів у ливарні форми, до складу якої входить тигель з П-подібним горизонтальним каналом, охопленим індуктором з котушкою, яка живиться змінним струмом, вертикальний зливний металопровід, з'єднаний нижнім кінцем з вертикально розміщеною робочою зоною каналу, а верхнім - з ливарною формою, електромагніт з двома котушками, які живляться змінним струмом, зі спільним розімкненим магнітопроводом і полюсами, розміщеними під прямим кутом один до одного, який охоплює робочу зону, яка відрізняється тим, що П-подібний горизонтальний канал оснащений двома вертикальними камерами, розміщеними з двох сторін зливного металопроводу, при цьому нижні частини обох камер з'єднані з порожниною каналу, а між собою камери з'єднані робочою зоною.
Текст
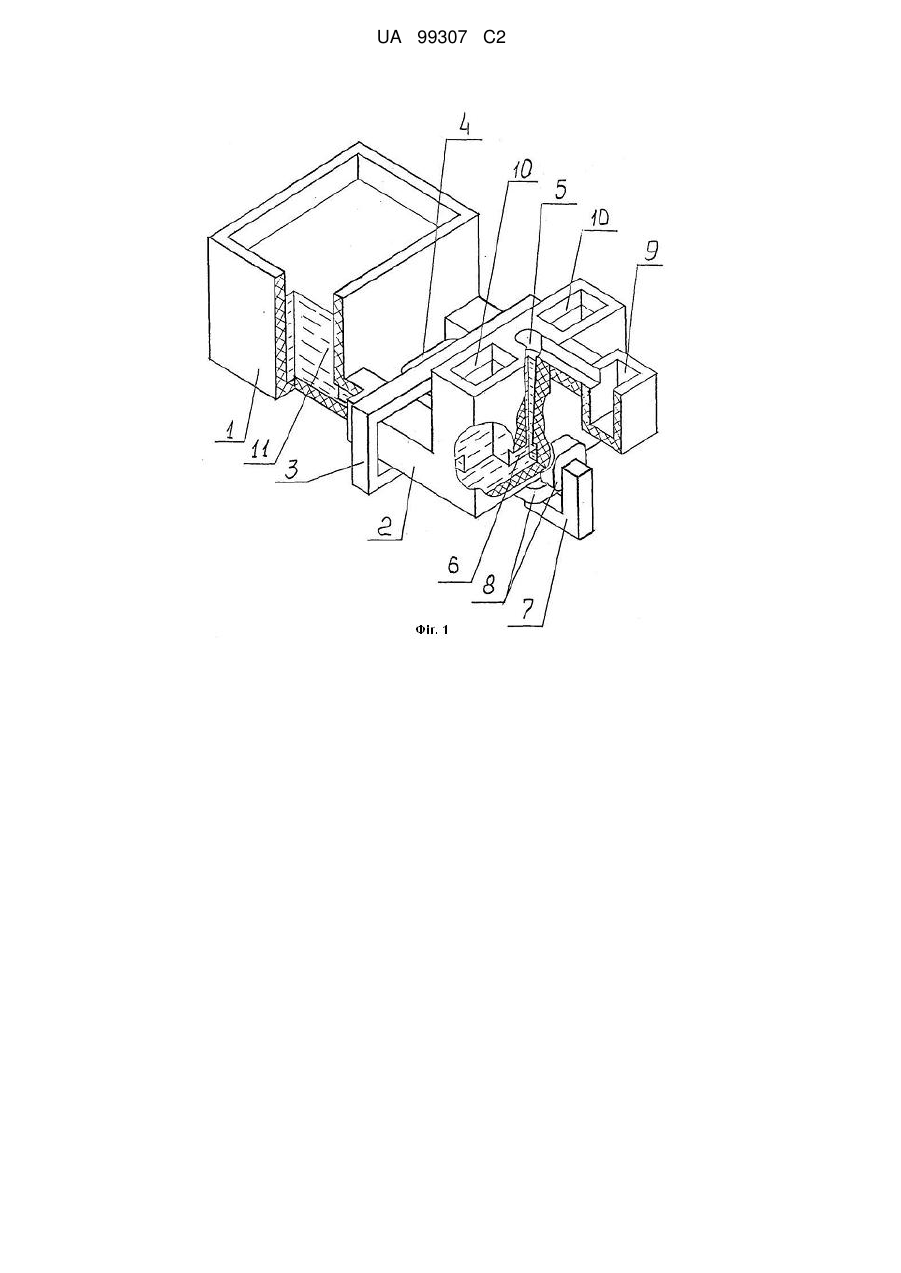
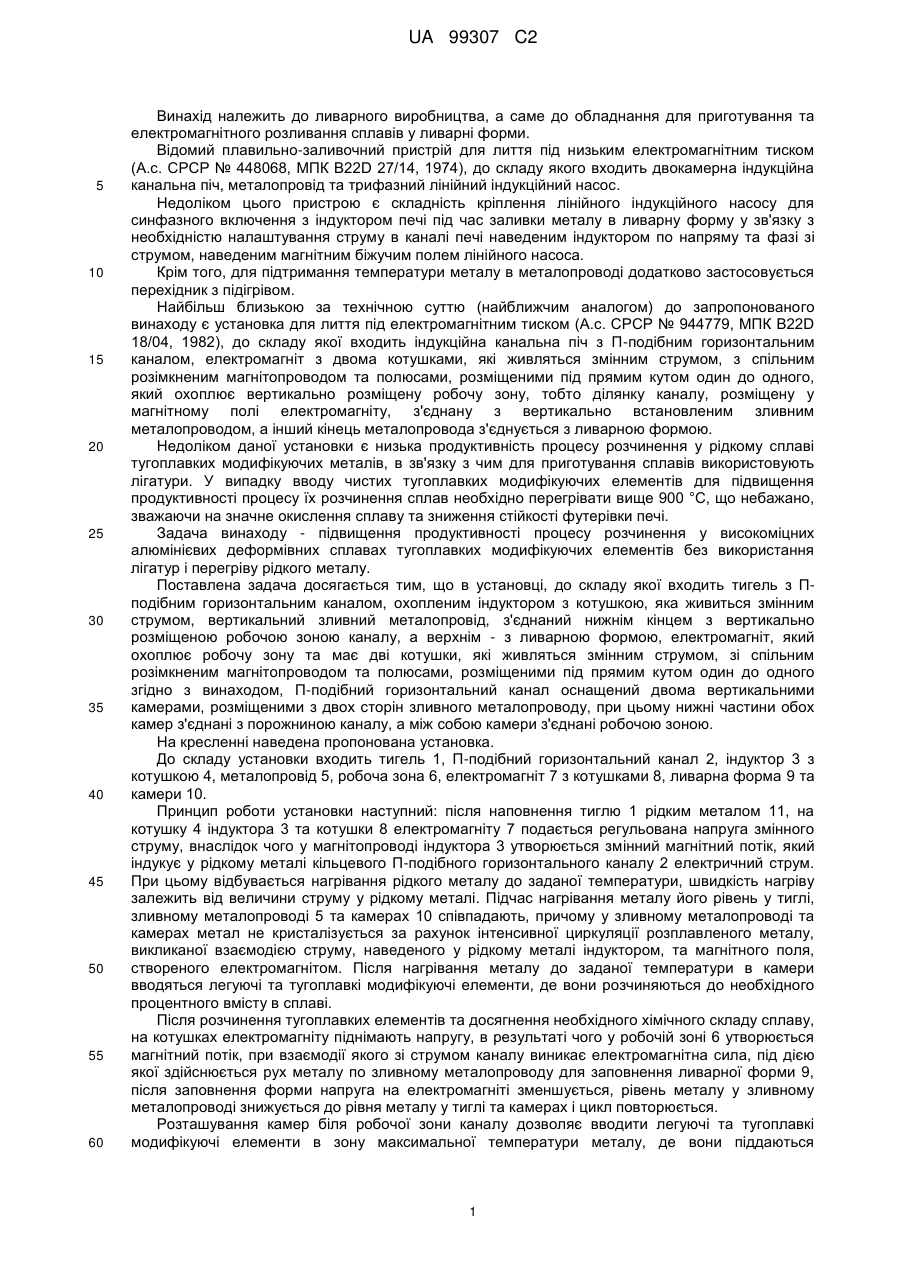
Реферат: Винахід належить до ливарного виробництва. Установка для приготування та електромагнітного розливання алюмінієвих сплавів у ливарні форми, до складу якої входить тигель з П-подібним горизонтальним каналом, охопленим індуктором з котушкою, яка живиться змінним струмом, вертикальний зливний металопровід, з'єднаний нижнім кінцем з вертикально розташованою робочою зоною каналу, а верхнім – з ливарною формою, електромагніт, який охоплює робочу зону, має дві котушки, які живляться змінним струмом, зі спільним розімкненим магнітопроводом та полюсами, розміщеними під прямим кутом один до одного. П-подібний горизонтальний канал оснащений двома вертикальними камерами, розташованими з двох сторін зливного металопроводу, при цьому нижні частини обох камер з'єднані з порожниною каналу, а між собою камери з'єднані робочою зоною. Така конструкція каналу у пропонованій установці дозволяє вводити легуючі та тугоплавкі модифікуючі елементи з метою інтенсифікації їх розчинення безпосередньо у камери каналу, де знаходиться зона максимальної температури рідкого металу. При цьому компоненти сплаву піддаються інтенсивному впливу на них ряду магнітогідродинамічних факторів, які підвищують швидкість розчинення тугоплавких елементів у сплаві. UA 99307 C2 (12) UA 99307 C2 UA 99307 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до ливарного виробництва, а саме до обладнання для приготування та електромагнітного розливання сплавів у ливарні форми. Відомий плавильно-заливочний пристрій для лиття під низьким електромагнітним тиском (А.с. СРСР № 448068, МПК B22D 27/14, 1974), до складу якого входить двокамерна індукційна канальна піч, металопровід та трифазний лінійний індукційний насос. Недоліком цього пристрою є складність кріплення лінійного індукційного насосу для синфазного включення з індуктором печі під час заливки металу в ливарну форму у зв'язку з необхідністю налаштування струму в каналі печі наведеним індуктором по напряму та фазі зі струмом, наведеним магнітним біжучим полем лінійного насоса. Крім того, для підтримання температури металу в металопроводі додатково застосовується перехідник з підігрівом. Найбільш близькою за технічною суттю (найближчим аналогом) до запропонованого винаходу є установка для лиття під електромагнітним тиском (А.с. СРСР № 944779, МПК В22D 18/04, 1982), до складу якої входить індукційна канальна піч з П-подібним горизонтальним каналом, електромагніт з двома котушками, які живляться змінним струмом, з спільним розімкненим магнітопроводом та полюсами, розміщеними під прямим кутом один до одного, який охоплює вертикально розміщену робочу зону, тобто ділянку каналу, розміщену у магнітному полі електромагніту, з'єднану з вертикально встановленим зливним металопроводом, а інший кінець металопровода з'єднується з ливарною формою. Недоліком даної установки є низька продуктивність процесу розчинення у рідкому сплаві тугоплавких модифікуючих металів, в зв'язку з чим для приготування сплавів використовують лігатури. У випадку вводу чистих тугоплавких модифікуючих елементів для підвищення продуктивності процесу їх розчинення сплав необхідно перегрівати вище 900 °C, що небажано, зважаючи на значне окислення сплаву та зниження стійкості футерівки печі. Задача винаходу - підвищення продуктивності процесу розчинення у високоміцних алюмінієвих деформівних сплавах тугоплавких модифікуючих елементів без використання лігатур і перегріву рідкого металу. Поставлена задача досягається тим, що в установці, до складу якої входить тигель з Пподібним горизонтальним каналом, охопленим індуктором з котушкою, яка живиться змінним струмом, вертикальний зливний металопровід, з'єднаний нижнім кінцем з вертикально розміщеною робочою зоною каналу, а верхнім - з ливарною формою, електромагніт, який охоплює робочу зону та має дві котушки, які живляться змінним струмом, зі спільним розімкненим магнітопроводом та полюсами, розміщеними під прямим кутом один до одного згідно з винаходом, П-подібний горизонтальний канал оснащений двома вертикальними камерами, розміщеними з двох сторін зливного металопроводу, при цьому нижні частини обох камер з'єднані з порожниною каналу, а між собою камери з'єднані робочою зоною. На кресленні наведена пропонована установка. До складу установки входить тигель 1, П-подібний горизонтальний канал 2, індуктор 3 з котушкою 4, металопровід 5, робоча зона 6, електромагніт 7 з котушками 8, ливарна форма 9 та камери 10. Принцип роботи установки наступний: після наповнення тиглю 1 рідким металом 11, на котушку 4 індуктора 3 та котушки 8 електромагніту 7 подається регульована напруга змінного струму, внаслідок чого у магнітопроводі індуктора 3 утворюється змінний магнітний потік, який індукує у рідкому металі кільцевого П-подібного горизонтального каналу 2 електричний струм. При цьому відбувається нагрівання рідкого металу до заданої температури, швидкість нагріву залежить від величини струму у рідкому металі. Підчас нагрівання металу його рівень у тиглі, зливному металопроводі 5 та камерах 10 співпадають, причому у зливному металопроводі та камерах метал не кристалізується за рахунок інтенсивної циркуляції розплавленого металу, викликаної взаємодією струму, наведеного у рідкому металі індуктором, та магнітного поля, створеного електромагнітом. Після нагрівання металу до заданої температури в камери вводяться легуючі та тугоплавкі модифікуючі елементи, де вони розчиняються до необхідного процентного вмісту в сплаві. Після розчинення тугоплавких елементів та досягнення необхідного хімічного складу сплаву, на котушках електромагніту піднімають напругу, в результаті чого у робочій зоні 6 утворюється магнітний потік, при взаємодії якого зі струмом каналу виникає електромагнітна сила, під дією якої здійснюється рух металу по зливному металопроводу для заповнення ливарної форми 9, після заповнення форми напруга на електромагніті зменшується, рівень металу у зливному металопроводі знижується до рівня металу у тиглі та камерах і цикл повторюється. Розташування камер біля робочої зони каналу дозволяє вводити легуючі та тугоплавкі модифікуючі елементи в зону максимальної температури металу, де вони піддаються 1 UA 99307 C2 5 інтенсивному впливу магнітогідродинамічних факторів - електричного струму, магнітного поля, магнітогідродинамічних пульсацій та турбулентного руху рідкого сплаву. При цьому відбувається інтенсивний процес розчинення тугоплавких елементів без перегріву металу. Розчинення тугоплавких модифікуючих елементів у пропонованій установці дозволяє відмовитися від використання лігатур промислового виготовлення для приготування високоміцних деформівних алюмінієвих сплавів та знизити їх собівартість. ФОРМУЛА ВИНАХОДУ 10 15 Установка для приготування та електромагнітного розливання алюмінієвих сплавів у ливарні форми, до складу якої входить тигель з П-подібним горизонтальним каналом, охопленим індуктором з котушкою, яка живиться змінним струмом, вертикальний зливний металопровід, з'єднаний нижнім кінцем з вертикально розміщеною робочою зоною каналу, а верхнім - з ливарною формою, електромагніт з двома котушками, які живляться змінним струмом, зі спільним розімкненим магнітопроводом і полюсами, розміщеними під прямим кутом один до одного, який охоплює робочу зону, яка відрізняється тим, що П-подібний горизонтальний канал оснащений двома вертикальними камерами, розміщеними з двох сторін зливного металопроводу, при цьому нижні частини обох камер з'єднані з порожниною каналу, а між собою камери з'єднані робочою зоною. Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюInstallation for preparation and electromagnetic casting aluminum alloys into molds
Автори англійськоюPuzhailo Leonid Petrovych, Siryi Oleksandr Vasyliovych, Polyvoda Svitlana Leonidivna
Назва патенту російськоюУстановка для приготовления и электромагнитной разливки алюминиевых сплавов в литейные формы
Автори російськоюПужайло Леонид Петрович, Серый Александр Васильевич, Поливода Светлана Леонидовна
МПК / Мітки
МПК: B22D 39/00, B22D 21/00, B22D 18/04, B22D 27/02
Мітки: приготування, розливання, сплавів, установка, форми, алюмінієвих, електромагнітного, ливарні
Код посилання
<a href="https://ua.patents.su/4-99307-ustanovka-dlya-prigotuvannya-ta-elektromagnitnogo-rozlivannya-alyuminiehvikh-splaviv-u-livarni-formi.html" target="_blank" rel="follow" title="База патентів України">Установка для приготування та електромагнітного розливання алюмінієвих сплавів у ливарні форми</a>
Модифікатор для алюмінієвих сплавів
Номер патенту: 6441
Опубліковано: 16.05.2005
Автори: Чернега Дмитро Федорович, Сороченко Віталій Федорович, Кудь Петро Денисович
Мітки: модифікатор, сплавів, алюмінієвих
Формула / Реферат:
Модифікатор для алюмінієвих сплавів, що містить механічну суміш зміцнюючих тугоплавких ультрадисперсних частинок оксиду скандію, гексафторцирконату калію, як каталізатора, та криоліту у співвідношенні 1:2:0,33, який відрізняється тим, що зазначена механічна суміш додатково містить крупку хрому та подрібнену титанову стружку при співвідношенні вищеперерахованих компонентів як 1:1,7:0,3, при цьому одержана суміш становить 0,7-0,8 % від маси...
Пристрій для нанесення теплоізоляційного покриття на ливарні форми

Номер патенту: 77106
Опубліковано: 16.10.2006
Автори: Балаклієць Ігор Альбінович, Крюков Геннадій Олександрович
МПК: B22D 15/00, B22D 13/10
Мітки: теплоізоляційного, нанесення, пристрій, форми, покриття, ливарні
Формула / Реферат:
1. Пристрій для нанесення теплоізоляційного покриття на ливарні форми, що містить підставку для установлення кокілів, раму і розпилювач, що включає диск із привідним валом, місткість для теплоізоляційного покриття з герметизованими завантажувальними отворами і внутрішньою еластичною оболонкою, пневмоклапан, підводи стиснутого повітря до місткості і до пневмоклапана, випускний конус і пристрій для регулювання зазору між конусом і диском, який...
Спосіб виготовлення модифікатора для алюмінієвих сплавів
Номер патенту: 61013
Опубліковано: 15.10.2003
Автори: Чернега Дмитро Федорович, Сороченко Віталій Федорович, Кудь Петро Денисович
Мітки: модифікатора, спосіб, алюмінієвих, виготовлення, сплавів
Формула / Реферат:
Спосіб виготовлення модифікатора для алюмінієвих сплавів, що включає отримання флюсової суміші зміцнюючих тугоплавких ультрадисперсних частинок оксиду скандію, гексафторцирконату калію, як каталізатора, та криоліту у співвідношенні 1:2:0,33, який відрізняється тим, що модифікатор виготовляють у вигляді металевих стержнів з круглим або трапецієподібним поперечним перерізом шляхом механічного замішування флюсової суміші у розплав алюмінію в...
Модифікатор для алюмінієвих сплавів
Номер патенту: 34810
Опубліковано: 15.03.2001
Автори: Чернега Дмитро Федорович, Кудь Петро Денисович, Сороченко Віталій Федорович, Тарасюк Світлана Володимирівна
Мітки: алюмінієвих, модифікатор, сплавів
Формула / Реферат:
Модифікатор для алюмінієвих сплавів, включаючий зміцнюючі тугоплавкі ультрадисперсні частинки та каталізатор, який відрізняється тим, що він додатково містить кріоліт, в якості зміцнюючих тугоплавких ультрадисперсних частинок - оксид скандію, а каталізатором служить гексафторцирконат калію, причому вищеперераховані компоненти знаходяться відповідно у співвідношенні 0,33:1:2 в кількості 0,2-0,3 % мас, від алюмінієвого сплаву.
Спосіб модифікування алюмінієвих сплавів
Номер патенту: 19599
Опубліковано: 15.12.2006
Автори: Сороченко Віталій Федорович, Кудь Петро Денисович, Чернега Дмитро Федорович
Мітки: модифікування, сплавів, спосіб, алюмінієвих
Формула / Реферат:
Спосіб модифікування алюмінієвих сплавів, що базується на швидкому охолодженні розплаву алюмінію, який відрізняється тим, що охолодження перегрітої до температури 900-950°С лігатури здійснюють шляхом змішування її з базовим сплавом при температурі 650-680°С при співвідношенні лігатури до базового сплаву як 1:4.
Попередній патент: Спосіб роботи секції охолоджування з централізованим визначенням характеристик клапанів та відповідні йому об’єкти
Наступний патент: Аналог азацитидину та його застосування
Випадковий патент: Спосіб забезпечення відеоконференцій у телекомунікаційній мережі