Спосіб виготовлення ізоляції обмоток електричних машин
Номер патенту: 102618
Опубліковано: 25.07.2013
Автори: Ященко Сєргєй Алєксандровіч, Огоньков Вячеслав Грігорьєвіч, Біржин Алєксандр Павловіч, Капіруля Володимир Михайлович, Мельник Тетяна Михайлівна



Формула / Реферат
Спосіб виготовлення обмоток електричних машин, переважно стрижневих, що полягає в ізолюванні обмоток просоченими слюдомісткими стрічками, розміщенні окремих частин обмоток у прес-планках, нанесенні на обмотку герметичної оболонки, вакуумуванні й пресуванні тиском у газовому середовищі з одночасною термообробкою ізоляції, який відрізняється тим, що використовують просочені стрічки з текучістю сполучної речовини більше 20% та часом гелеутворення сполучної речовини 10-20 хвилин при 130 ºС, при цьому основне пресування проводять при кімнатній температурі, а додаткове - при температурі, вищій ніж 100 ºС.
Текст
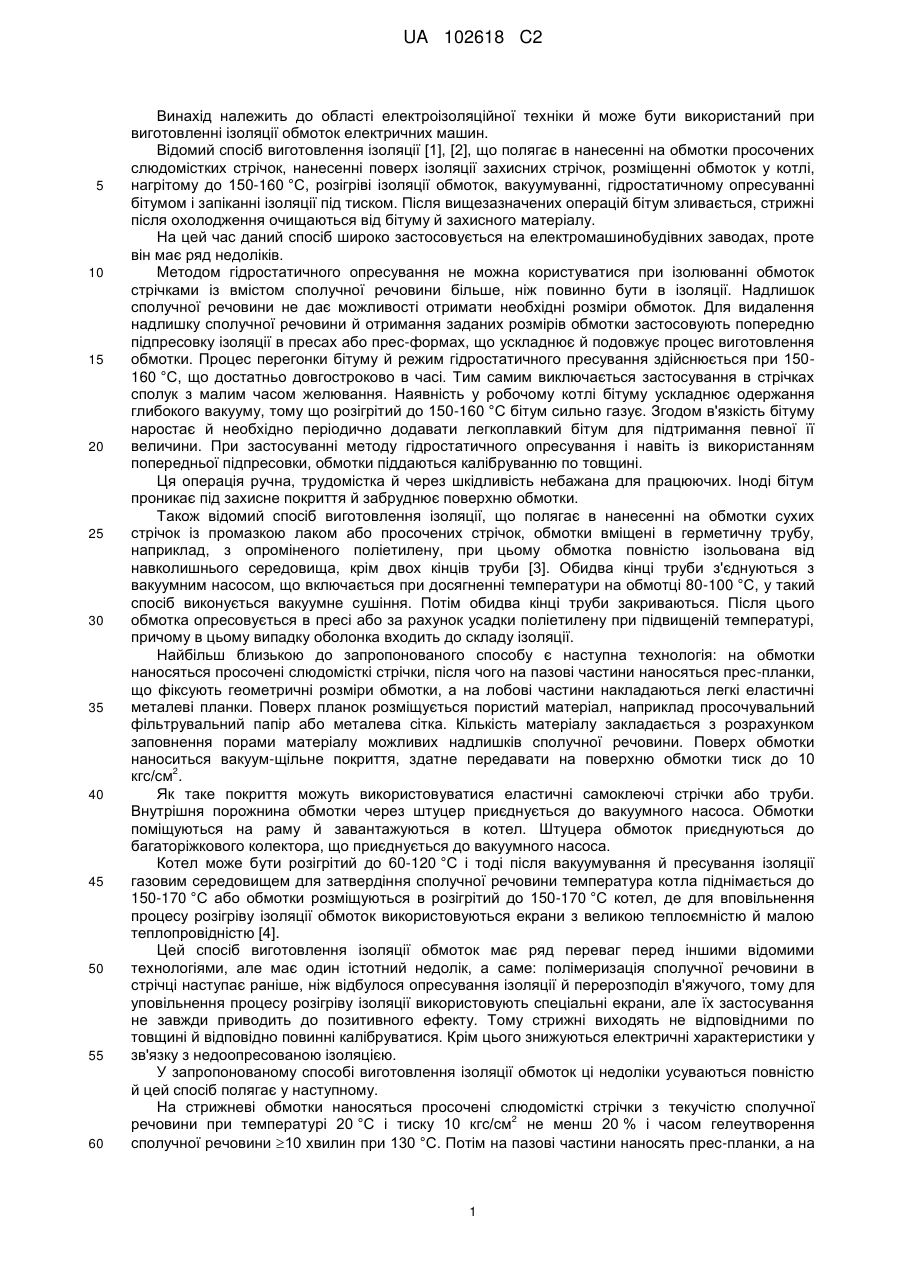
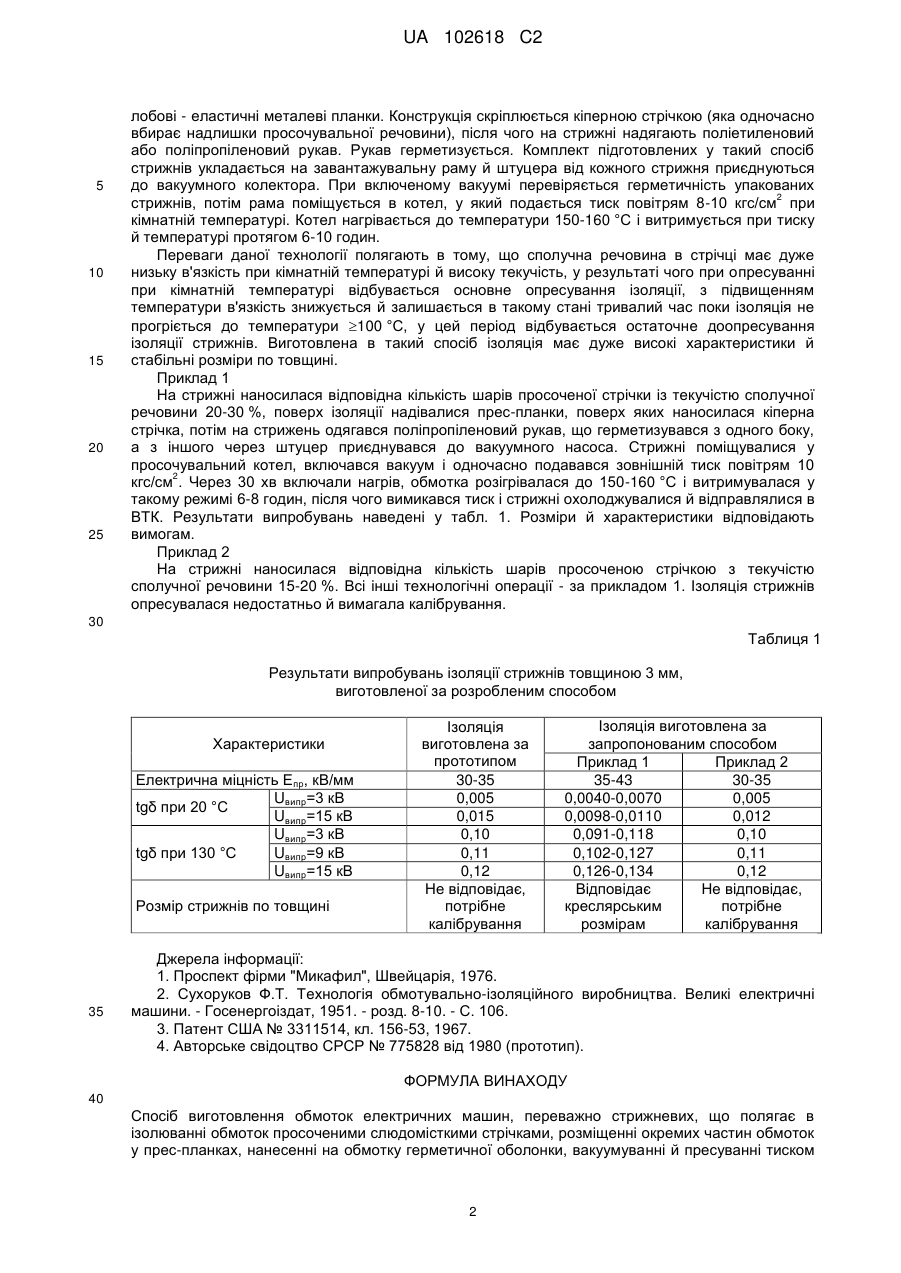
Реферат: Винахід належить до галузі електроізоляційної техніки й може бути використаний при виготовленні ізоляції обмоток електричних машин. Спосіб виготовлення обмоток електричних машин, переважно стрижневих, полягає в наступних діях. На стрижневі обмотки наносять просочені слюдомісткі стрічки з текучістю сполучної речовини 20 % при кімнатній температурі та UA 102618 C2 (12) UA 102618 C2 2 тиску 10 кгс/см та часом гелеутворення сполучної речовини 10-20 хвилин при 130 ºС. Потім на пазові частини наносять прес-планки, а на лобові - еластичні металеві планки. Конструкція скріплюється кіперною стрічкою, після чого на стрижні надягають поліетиленовий або поліпропіленовий рукав. Рукав герметизують. Комплект підготовлених у такий спосіб стрижнів укладають на завантажувальну раму, штуцера від кожного стрижня приєднують до вакуумного колектора. При включеному вакуумі перевіряють герметичність упакованих стрижнів. Потім 2 рама поміщується в котел, у який потім подається тиск повітрям 8-10 кгс/ см при кімнатній температурі. Котел нагрівають до температури 150-160 ºС і витримують при тиску й температурі протягом 6-10 годин. Виготовлена в такий спосіб ізоляція має дуже високі характеристики й стабільну товщину. UA 102618 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до області електроізоляційної техніки й може бути використаний при виготовленні ізоляції обмоток електричних машин. Відомий спосіб виготовлення ізоляції [1], [2], що полягає в нанесенні на обмотки просочених слюдомістких стрічок, нанесенні поверх ізоляції захисних стрічок, розміщенні обмоток у котлі, нагрітому до 150-160 °C, розігріві ізоляції обмоток, вакуумуванні, гідростатичному опресуванні бітумом і запіканні ізоляції під тиском. Після вищезазначених операцій бітум зливається, стрижні після охолодження очищаються від бітуму й захисного матеріалу. На цей час даний спосіб широко застосовується на електромашинобудівних заводах, проте він має ряд недоліків. Методом гідростатичного опресування не можна користуватися при ізолюванні обмоток стрічками із вмістом сполучної речовини більше, ніж повинно бути в ізоляції. Надлишок сполучної речовини не дає можливості отримати необхідні розміри обмоток. Для видалення надлишку сполучної речовини й отримання заданих розмірів обмотки застосовують попередню підпресовку ізоляції в пресах або прес-формах, що ускладнює й подовжує процес виготовлення обмотки. Процес перегонки бітуму й режим гідростатичного пресування здійснюється при 150160 °C, що достатньо довгостроково в часі. Тим самим виключається застосування в стрічках сполук з малим часом желювання. Наявність у робочому котлі бітуму ускладнює одержання глибокого вакууму, тому що розігрітий до 150-160 °C бітум сильно газує. Згодом в'язкість бітуму наростає й необхідно періодично додавати легкоплавкий бітум для підтримання певної її величини. При застосуванні методу гідростатичного опресування і навіть із використанням попередньої підпресовки, обмотки піддаються калібруванню по товщині. Ця операція ручна, трудомістка й через шкідливість небажана для працюючих. Іноді бітум проникає під захисне покриття й забруднює поверхню обмотки. Також відомий спосіб виготовлення ізоляції, що полягає в нанесенні на обмотки сухих стрічок із промазкою лаком або просочених стрічок, обмотки вміщені в герметичну трубу, наприклад, з опроміненого поліетилену, при цьому обмотка повністю ізольована від навколишнього середовища, крім двох кінців труби [3]. Обидва кінці труби з'єднуються з вакуумним насосом, що включається при досягненні температури на обмотці 80-100 °C, у такий спосіб виконується вакуумне сушіння. Потім обидва кінці труби закриваються. Після цього обмотка опресовується в пресі або за рахунок усадки поліетилену при підвищеній температурі, причому в цьому випадку оболонка входить до складу ізоляції. Найбільш близькою до запропонованого способу є наступна технологія: на обмотки наносяться просочені слюдомісткі стрічки, після чого на пазові частини наносяться прес-планки, що фіксують геометричні розміри обмотки, а на лобові частини накладаються легкі еластичні металеві планки. Поверх планок розміщується пористий матеріал, наприклад просочувальний фільтрувальний папір або металева сітка. Кількість матеріалу закладається з розрахунком заповнення порами матеріалу можливих надлишків сполучної речовини. Поверх обмотки наноситься вакуум-щільне покриття, здатне передавати на поверхню обмотки тиск до 10 2 кгс/см . Як таке покриття можуть використовуватися еластичні самоклеючі стрічки або труби. Внутрішня порожнина обмотки через штуцер приєднується до вакуумного насоса. Обмотки поміщуються на раму й завантажуються в котел. Штуцера обмоток приєднуються до багаторіжкового колектора, що приєднується до вакуумного насоса. Котел може бути розігрітий до 60-120 °C і тоді після вакуумування й пресування ізоляції газовим середовищем для затвердіння сполучної речовини температура котла піднімається до 150-170 °C або обмотки розміщуються в розігрітий до 150-170 °C котел, де для вповільнення процесу розігріву ізоляції обмоток використовуються екрани з великою теплоємністю й малою теплопровідністю [4]. Цей спосіб виготовлення ізоляції обмоток має ряд переваг перед іншими відомими технологіями, але має один істотний недолік, а саме: полімеризація сполучної речовини в стрічці наступає раніше, ніж відбулося опресування ізоляції й перерозподіл в'яжучого, тому для уповільнення процесу розігріву ізоляції використовують спеціальні екрани, але їх застосування не завжди приводить до позитивного ефекту. Тому стрижні виходять не відповідними по товщині й відповідно повинні калібруватися. Крім цього знижуються електричні характеристики у зв'язку з недоопресованою ізоляцією. У запропонованому способі виготовлення ізоляції обмоток ці недоліки усуваються повністю й цей спосіб полягає у наступному. На стрижневі обмотки наносяться просочені слюдомісткі стрічки з текучістю сполучної 2 речовини при температурі 20 °C і тиску 10 кгс/см не менш 20 % і часом гелеутворення сполучної речовини 10 хвилин при 130 °C. Потім на пазові частини наносять прес-планки, а на 1 UA 102618 C2 5 10 15 20 25 лобові - еластичні металеві планки. Конструкція скріплюється кіперною стрічкою (яка одночасно вбирає надлишки просочувальної речовини), після чого на стрижні надягають поліетиленовий або поліпропіленовий рукав. Рукав герметизується. Комплект підготовлених у такий спосіб стрижнів укладається на завантажувальну раму й штуцера від кожного стрижня приєднуються до вакуумного колектора. При включеному вакуумі перевіряється герметичність упакованих 2 стрижнів, потім рама поміщується в котел, у який подається тиск повітрям 8-10 кгс/см при кімнатній температурі. Котел нагрівається до температури 150-160 °C і витримується при тиску й температурі протягом 6-10 годин. Переваги даної технології полягають в тому, що сполучна речовина в стрічці має дуже низьку в'язкість при кімнатній температурі й високу текучість, у результаті чого при опресуванні при кімнатній температурі відбувається основне опресування ізоляції, з підвищенням температури в'язкість знижується й залишається в такому стані тривалий час поки ізоляція не прогріється до температури 100 °C, у цей період відбувається остаточне доопресування ізоляції стрижнів. Виготовлена в такий спосіб ізоляція має дуже високі характеристики й стабільні розміри по товщині. Приклад 1 На стрижні наносилася відповідна кількість шарів просоченої стрічки із текучістю сполучної речовини 20-30 %, поверх ізоляції надівалися прес-планки, поверх яких наносилася кіперна стрічка, потім на стрижень одягався поліпропіленовий рукав, що герметизувався з одного боку, а з іншого через штуцер приєднувався до вакуумного насоса. Стрижні поміщувалися у просочувальний котел, включався вакуум і одночасно подавався зовнішній тиск повітрям 10 2 кгс/см . Через 30 хв включали нагрів, обмотка розігрівалася до 150-160 °C і витримувалася у такому режимі 6-8 годин, після чого вимикався тиск і стрижні охолоджувалися й відправлялися в ВТК. Результати випробувань наведені у табл. 1. Розміри й характеристики відповідають вимогам. Приклад 2 На стрижні наносилася відповідна кількість шарів просоченою стрічкою з текучістю сполучної речовини 15-20 %. Всі інші технологічні операції - за прикладом 1. Ізоляція стрижнів опресувалася недостатньо й вимагала калібрування. 30 Таблиця 1 Результати випробувань ізоляції стрижнів товщиною 3 мм, виготовленої за розробленим способом Характеристики Електрична міцність Епр, кВ/мм Uвипр=3 кВ tgδ при 20 °C Uвипр=15 кВ Uвипр=3 кВ tgδ при 130 °C Uвипр=9 кВ Uвипр=15 кВ Розмір стрижнів по товщині 35 Ізоляція виготовлена за прототипом 30-35 0,005 0,015 0,10 0,11 0,12 Не відповідає, потрібне калібрування Ізоляція виготовлена за запропонованим способом Приклад 1 Приклад 2 35-43 30-35 0,0040-0,0070 0,005 0,0098-0,0110 0,012 0,091-0,118 0,10 0,102-0,127 0,11 0,126-0,134 0,12 Відповідає Не відповідає, креслярським потрібне розмірам калібрування Джерела інформації: 1. Проспект фірми "Микафил", Швейцарія, 1976. 2. Сухоруков Ф.Т. Технологія обмотувально-ізоляційного виробництва. Великі електричні машини. - Госенергоіздат, 1951. - розд. 8-10. - С. 106. 3. Патент США № 3311514, кл. 156-53, 1967. 4. Авторське свідоцтво СРСР № 775828 від 1980 (прототип). ФОРМУЛА ВИНАХОДУ 40 Спосіб виготовлення обмоток електричних машин, переважно стрижневих, що полягає в ізолюванні обмоток просоченими слюдомісткими стрічками, розміщенні окремих частин обмоток у прес-планках, нанесенні на обмотку герметичної оболонки, вакуумуванні й пресуванні тиском 2 UA 102618 C2 у газовому середовищі з одночасною термообробкою ізоляції, який відрізняється тим, що використовують просочені стрічки з текучістю сполучної речовини більше 20% та часом гелеутворення сполучної речовини 10-20 хвилин при 130 ºС, при цьому основне пресування проводять при кімнатній температурі, а додаткове - при температурі, вищій ніж 100 ºС. 5 Комп’ютерна верстка М. Ломалова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing insulation of electrical machine winding
Автори англійськоюMelnyk Tetiana Mykhailivna, Kapyrulia Volodymyr Mykhailovych, Birzhyn Alieksandr Pavlovych, Ohonkov Viacheslav Hryhorievych, Yaschenko Serhii Aleksandrovich
Назва патенту російськоюСпособ изготовления изоляции обмоток электрических машин
Автори російськоюМельник Татьяна Михайловна, Капируля Владимир Михайлович, Биржин Александр Павлович, Огоньков Вячеслав Григорьевич, Ященко Сергей Александрович
МПК / Мітки
МПК: H02K 3/30
Мітки: електричних, обмоток, спосіб, машин, ізоляції, виготовлення
Код посилання
<a href="https://ua.patents.su/5-102618-sposib-vigotovlennya-izolyaci-obmotok-elektrichnikh-mashin.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення ізоляції обмоток електричних машин</a>
Спосіб виготовлення багатошарової ізоляції обмоток електричних машин
Номер патенту: 89914
Опубліковано: 10.03.2010
Автори: Огоньков Вячеслав Грігорьєвіч, Біржин Алєксандр Павловіч, Мельник Тетяна Михайлівна, Капіруля Володимир Михайлович
МПК: H02K 3/00
Мітки: ізоляції, спосіб, виготовлення, багатошарової, машин, електричних, обмоток
Формула / Реферат:
1. Спосіб виготовлення багатошарової ізоляції обмоток, що полягає в нанесенні на обмотки склослюдовмісних стрічок з подальшим вакуумнагнітальним просоченням компаундами, який відрізняється тим, що багатошарове ізолювання обмотки здійснюють просоченими зв'язуючим засобом склослюдовмісними стрічками, причому щонайменше два шари виконують стрічками, оснащеними полімерною плівкою, а як зв'язуючий засіб для стрічок і як просочувальний засіб для...
Спосіб виготовлення ізоляції обмоток електричних машин
Номер патенту: 11963
Опубліковано: 25.12.1996
Автори: Ейстрах Леонід Аронович, Клінгенберг Андрій Павлович, Резніков Віктор Данилович
МПК: H02K 15/00
Мітки: ізоляції, машин, електричних, спосіб, обмоток, виготовлення
Формула / Реферат:
Способ изготовления изоляции обмоток электрических машин, включающий поочередное наложение на обмотку слоев пленки из фторполимера и нагревостойкой пористой ленты, например, из стеклоткани, опрессовку и выдержку под давлением при температуре выше температуры плавления фторполимера, отличающийся тем, что, с целью повышения монолитности изоляции путем уменьшения вероятности образования складок в слоях материала и упрощения изготовления путем...
Спосіб виготовлення алюмомідного обмоточного проводу для обмоток електричних машин
Номер патенту: 22053
Опубліковано: 30.04.1998
Автори: Михайловська Тетяна Іванівна, Тетянич Іван Костянтинович
МПК: H01B 13/00
Мітки: алюмомідного, машин, обмоток, електричних, проводу, спосіб, виготовлення, обмоточного
Формула / Реферат:
1. Спосіб виготовлення алюмомідного обмоточного проводу для обмоток електричних машин, який включає скалькування поверхні алюмінієвого прутка, очищення мідної стрічки, огинання нею алюмінієвого прутка і формування в калібруючій волоці циліндра, послідуючого зварювання і пластичну деформацію волочінням, який відрізняється тим, що алюмомідний провід волочать до діаметрів 0,3-10 мм, і одержання товщини мідної оболонки 2-15% від об'єму всієї...
Спосіб контролю виткової ізоляції обмоток електричних машин та апаратів і пристрій для його здійснення
Номер патенту: 33736
Опубліковано: 15.02.2001
Автори: Макуха Юрій Михайлович, Желдак Тімур Анатолійович, Бешта Олександр Степанович
МПК: G01R 31/12, G01R 31/34
Мітки: апаратів, пристрій, спосіб, обмоток, здійснення, виткової, електричних, ізоляції, контролю, машин
Текст:
...По осі ординат відкладена миттєва напруга відгуку У вольтах. На фіг. 2 подана осцилограма аналогічного перехідного процесу при іспиті якорі двигуна того ж типу, що має короткозамкнені витки. Позначення – подібно до фіг. 1. На фіг. 3 наведена функціональна схема пристрою для контролю виткової ізоляції обмоток електричних машин та апаратів, де 1 - регульоване джерело напруги, 2 - накопичувальний конденсатор, 3 - силовий ключ, 4 - перша...
Система ізоляції обмотки статора або ротора електричних машин з тяжкими умовами експлуатації
Номер патенту: 3267
Опубліковано: 15.11.2004
Автори: Каїка Василь Васильович, Ткачук Микола Миколайович, Ткачук Олександр Миколайович
МПК: H02K 15/00
Мітки: статора, машин, система, ротора, тяжкими, обмотки, електричних, експлуатації, ізоляції, умовами
Формула / Реферат:
Спосіб ізоляції обмотки статора або ротора електричних машин, який відрізняється тим, що в паз статора або ротора закладають пазові коробочки з ізоляційного матеріалу на основі поліамідної плівки, в пазові коробочки вкладають обмотку з емальованого провідника високої надійності та теплостійкості, а між лобовими частинами обмотки закладають ізоляційні прокладки з того ж матеріалу, що і пазові коробочки, після чого обмотку просочують еластичною...
Попередній патент: Напівпровідниковий фотоприймач з регульованою спектральною характеристикою світлоструму
Наступний патент: Багатозондовий прилад радіоізотопного каротажу для дослідження природних і техногенних гірських порід
Випадковий патент: Спосіб багатокомпонентної реабілітації пацієнтів з дитячим церебральним паралічем