Композиція для виготовлення абразивного інструменту
Номер патенту: 102647
Опубліковано: 25.07.2013
Автори: Єфросінін Дмитро Володимирович, Пащенко Євген Олександрович, Шейкін Сергій Євгенович, Савченко Денис Олександрович
Формула / Реферат
Композиція для виготовлення абразивного інструменту, що містить абразив, як зв'язуюче - смолу і наповнювач, яка відрізняється тим, що як зв'язуюче вона містить епоксіакрилатну смолу і як наповнювач - карбонат кальцію при наступному співвідношенні компонентів, мас. %:
абразив
10,0-30,0
епоксіакрилатна смола
8,0-75,0
карбонат кальцію
15,0-80,0.
Текст
Реферат: Винахід належить до виготовлення абразивного інструменту на вулканітовій зв'язці і призначений переважно для обробки титанових сплавів, у першу чергу, технічно чистого титану. Композиція для виготовлення абразивного інструменту, що містить абразив, як зв'язуюче - смолу і наповнювач, як зв'язуюче містить епоксіакрилатну смолу і як наповнювач карбонат кальцію при наступному співвідношенні компонентів, мас. %: абразив 10,0-30,0 епоксіакрилатна смола 8,0-75,0 карбонат кальцію 15,0-80,0. Композиції для виготовлення абразивного інструменту здатна до перебудови своєї структури і властивостей під дією навантаження, що передається абразивними зернами на утримуюче їх зв'язуюче в процесі контактування з оброблюваним матеріалом, внаслідок чого зменшується кількість вогнищ схоплювання, поліпшується шорсткість поверхні і зменшується час, затрачуваний на обробку, тобто підвищується продуктивність обробки. UA 102647 C2 (12) UA 102647 C2 UA 102647 C2 5 10 15 20 25 30 35 40 45 50 Винахід належить до виготовлення абразивного інструменту на вулканітовій зв'язці і призначений переважно для обробки титанових сплавів, у першу чергу, технічно чистого титану. Одержання високоякісної поверхні при абразивній обробці титанових сплавів і, у першу чергу, технічно чистого титану (ВТ 1.0), представляє досить складне завдання. Проблема складається в схильності свіжоутвореної поверхні титану, що формується, в робочій зоні, до схоплювання з поверхнею абразивного композита, при цьому ймовірність виникнення і розвитку вогнищ схоплювання швидко зростає зі збільшенням реальної площі контакту зв'язуючого абразивного композита з поверхнею титану. Величина площі контакту абразивного композита з оброблюваною поверхнею і швидкість зміни цієї площі в процесі зношування інструменту або при зміні умов його роботи залежить від особливостей структури і властивостей абразивного інструментального матеріалу. 6 Відома композиція для виготовлення абразивного інструменту (патент РФ № 2104857, МПК B24D 3/22, опубл. 20.02.1998 р.), що містить абразив, як зв'язуюче - епоксидну смолу та наповнювач, причому смола входить до складу полімеру, синтезованого з епоксидної смоли та бутадієннітрильного каучуку, і як наповнювач взято оліетиленполіамін при наступному співвідношенні компонентів, мас. %: абразив 50-95; полімер, синтезований із епоксидної смоли та бутадієннітрильного каучуку 4,5-44,5; поліетиленполіамін 0,45-4,5. Основним недоліком цієї композиції для виготовлення абразивного інструменту є те, що суттєве підвищення продуктивності фінішної обробки інструментом на її основі за рахунок збільшення сили притискання супроводжується накопиченням дефектів у поверхневому шарі оброблюваного матеріалу, тобто погіршенням якості оброблюваної поверхні. Це відбувається тому, що композиція має статичні фізико-механічні властивості, незмінні в умовах динамічного контактування з контрповерхнею, тобто не має здатності адаптуватися до умов динамічної контактної зони, при використанні якої площа контакту зв'язуючого абразивного композиту з оброблюваною поверхнею у всіх випадках зростає зі збільшенням зусилля притиску інструменту. При незмінному зусиллі притиску площі безпосереднього контакту абразивних зерен, з одного боку, і зв'язуючого, з іншого, з поверхнею титану коливаються в широких межах. У будь-якому абразивному композиті вершини ріжучих зерен на поверхні перебувають на різній висоті. У традиційних матеріалах зміна висоти зерен може відбуватися тільки в результаті їхнього макросколювання. Через сильно виражену різновисотність в кожний момент робочого циклу з поверхнею титану контактує мала частка зерен. На них концентрується значне навантаження, що призводить до їхнього руйнування з відділенням великих фрагментів. При цьому формується нова база контакту, представлена невеликою кількістю зерен з меншим рівнем виступання над зв'язуючим. З кожним таким етапом руйнування поверхневих зерен зменшується різниця між їх виступанням над поверхнею і глибиною впровадження в оброблюваний матеріал, це призводить до швидкого збільшення площі контакту зв'язуючого з оброблюваною поверхнею. У випадку обробки титану це сприяє формуванню безлічі вогнищ схоплювання з міцною адгезійною взаємодією між свіжоутвореними поверхнями. Руйнування цих вогнищ у результаті взаємного переміщення абразивного інструменту і заготовки призводить до утворення безлічі ушкоджень поверхні титану. У випадку обробки технічно чистого титану ушкодження, як правило, вже не можуть бути виправлені наступною обробкою. Аналогічні негативні явища відбуваються і при використанні композиції для виготовлення 9 абразивного інструменту, прийнятої нами за прототип (патент України № 23390, МПК B24D 3/20, опубл. 25.05.2007), що містить абразив, як зв'язуюче - смолу і наповнювач, при цьому вона містить епоксидну смолу, модифіковану комплексними сполуками міді або нікелю з амінооцтовою кислотою, а як наповнювач узято 2-етил, 4-метилімідазол при наступному співвідношенні компонентів, мас. %: абразив 75-95 епоксидна смола, модифікована комплексними сполуками міді (нікелю) з амінооцтовою кислотою 4,5-21,0 2-етил, 4-метилімідазол 0,7-4,0. Задачею винаходу є створення композиції для виготовлення абразивного інструменту, здатної до перебудови своєї структури і властивостей під дією навантаження, що передається абразивними зернами на утримуюче їх зв'язуюче в процесі контактування з оброблюваним матеріалом, внаслідок чого зменшується кількість вогнищ схоплювання, поліпшується шорсткість поверхні і зменшується час, затрачуваний на обробку, тобто підвищується продуктивність обробки. 1 UA 102647 C2 5 10 15 20 25 30 35 40 45 50 55 Поставлена задача вирішується тим, що композиція для виготовлення абразивного інструменту, що містить абразив, як зв'язуюче - смолу і наповнювач, згідно з винаходом, як зв'язуюче містить епоксіакрилатну смолу і як наповнювач - карбонат кальцію при наступному співвідношенні компонентів, мас. %: абразив 10,0-30,0 епоксіакрилатна смола 8,0-75,0 карбонат кальцію 15,0-80,0. Внаслідок реалізації пропонованої сукупності ознак забезпечується новий механізм взаємодії робочої поверхні абразивного інструменту з оброблюваною поверхнею, що базується на здатності полімерної композиції, яка утвориться при отвержденні згаданого зв'язуючого, до оборотного зменшення модуля пружності у відповідь на збільшення механічного навантаження, яке передається в ній закріпленими абразивними зернами. У цьому випадку навантаження, передане найбільш виступаючими абразивними зернами в утримуюче їхній мікрооб'єм зв'язуюче, приводить до структурних змін на границі розподілу отвердженої епоксіакрилатної смоли і часток наповнювача (карбонату кальцію). Підвищення навантаження проявляється в часткових оборотних розривах хімічних зв'язків між функціональними групами смоли і радикальними активними центрами поверхні часток наповнювача (карбонату кальцію). Це приводить до оборотного зменшення модуля пружності композиції і, відповідно до оборотного підвищення її деформованості. Група найбільш виступаючих зерен, не сколюючись, заглиблюється у зв'язуюче на більшу глибину, при цьому кількість зерен, що становлять базу контакту, збільшується, а навантаження, що передається зерном на утримуючий її мікрооб'єм зв'язуючого, падає нижче критичного рівня і подальше занурення зерен припиняється. Оскільки в цьому випадку кількість зерен, що контактують із оброблюваним матеріалом, значно більше, ніж у випадку використання традиційної композиції, зусилля на кожному окремому зерні виявляється значно меншим. Відбувається рівномірне зношування абразивних ріжучих зерен не за рахунок макросколювання меншості, найбільш виступаючих екземплярів, а за рахунок відділення мікроскопічних фрагментів від більшої кількості ріжучих вершин і крайок. Різниця між виступанням зерен над поверхнею інструменту і глибиною їхнього занурення в оброблюваний матеріал залишається стабільною протягом усього робочого циклу. При оптимальному складі зв'язуючого ця різниця досить велика і забезпечує надійне запобігання схоплюванню і ушкодженню оброблюваної поверхні. Пропоновану композицію для абразивного інструменту виготовляють у такий спосіб: обробляють порошок карбонату кальцію розчином пероксиду водню з концентрацією 10 % по масі в співвідношенні 1 масова частина розчину на 10 масових частин порошку карбонату кальцію. Сушать у сушильній шафі при температурі 110 °C. Змішують висушений порошок карбонату кальцію з абразивом і епоксіакрилатною смолою у пропорціях, відповідно до заявлених. Отриману суміш поміщають у прес-форму і піддають пресуванню при тиску 40-45 МПа і температурі 210-220 °C протягом 30-40 хвилин. Приклади конкретної реалізації композитів для виготовлення абразивного інструменту пропонованого складу зведено в таблицю (додається). Приклад 1. Була виготовлена композиція при оптимальному вмісті компонентів; Приклади 2, 3. У тих же умовах були виготовлені композиції при граничних значеннях вмісту компонентів; Приклади 4, 5. Були виготовлені композиції при вмісті компонентів, які виходять за межі, пропонованих; Приклад 6. Була виготовлена композиція за прототипом. На основі заданих композицій були виготовлені абразивні інструменти та проведені випробування при шліфуванні технічно чистого титану ВТ 1-0. Випробування проводилися в ідентичних умовах: Ρ = 50 Н, V = 1,5 м/с. Основними критеріями ефективності композицій абразивного інструмента були вибрані чистота обробленої поверхні титану; дефектність обробленої поверхні та оцінка об'єму поверхневих мікротріщин, викликаних процесом абразивної обробки; інтенсивність зношування поверхневих шарів оброблених зразків титану при терті по поліетилену. Як показують випробування, абразивні інструменти, виготовлені на основі композиції за прототипом, суттєво поступаються інструментам на основі пропонованої композиції по основних показниках ефективності. Зокрема використання композиції за прототипом дозволить сформувати оброблену поверхню титану із чистотою поверхні Ra 1,8 мкм і рівнем дефектності -10 3 2 1,96×10 м /м (оцінюється обсяг поверхневих мікротріщин на одиниці площі поверхні шліфованого виробу). Такий рівень чистоти і ушкодження поверхні призводить до прискорення зношування поверхневого шару шліфованого виробу з титану в 1,5 рази в порівнянні з 2 UA 102647 C2 5 10 відповідними показниками при використанні пропонованої композиції. Причина цього явища полягає в хімічній взаємодії з'єднань міді і нікелю в складі за прототипом з титаном при економічно обґрунтованих режимах обробки. Як видно з таблиці, використання запропонованої композиції при оптимальному вмісті компонентів дозволяє покращити показники ефективності роботи виготовленого з неї абразивного інструменту по показнику шорсткості обробленої поверхні в 1,38 разу, по показнику дефектності в 2,8 разу, по показнику інтенсивності зносу поверхневого шару обробленого зразка титану в 1,5 разу. Таким чином, застосування абразивних інструментів на основі запропонованої композиції дозволяє суттєво підвищити функціональні характеристики оброблених деталей з технічно чистого титану при їх використанні, наприклад в парах тертя. ФОРМУЛА ВИНАХОДУ 15 Композиція для виготовлення абразивного інструменту, що містить абразив, як зв'язуюче смолу і наповнювач, яка відрізняється тим, що як зв'язуюче вона містить епоксіакрилатну смолу і як наповнювач - карбонат кальцію при наступному співвідношенні компонентів, мас. %: абразив 10,0-30,0 епоксіакрилатна смола 8,0-75,0 карбонат кальцію 15,0-80,0. Комп’ютерна верстка М. Ломалова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюComposition for manufacture of abrasive tool
Автори англійськоюPaschenko Yevhen Oleksandrovych, Sheikin Serhii Yevhenovych, Yefrosinin Dmytro Volodymyrovych, Savchenko Denys Oleksandrovych
Назва патенту російськоюКомпозиция для изготовления абразивного инструмента
Автори російськоюПащенко Евгений Александрович, Шейкин Сергей Евгеньевич, Ефросинин Дмитрий Владимирович, Савченко Денис Александрович
МПК / Мітки
МПК: B24D 3/20
Мітки: композиція, абразивного, інструменту, виготовлення
Код посилання
<a href="https://ua.patents.su/5-102647-kompoziciya-dlya-vigotovlennya-abrazivnogo-instrumentu.html" target="_blank" rel="follow" title="База патентів України">Композиція для виготовлення абразивного інструменту</a>
Композиція для виготовлення абразивного інструменту
Номер патенту: 75753
Опубліковано: 10.12.2012
Автори: Єфросінін Дмитро Володимирович, Пащенко Євген Олександрович, Шейкін Сергій Євгенович, Савченко Денис Олександрович
МПК: B24D 3/00
Мітки: композиція, абразивного, виготовлення, інструменту
Формула / Реферат:
Композиція для виготовлення абразивного інструменту, що містить абразив, як зв'язуюче - смолу і наповнювач, яка відрізняється тим, що як зв'язуюче вона містить епоксіакрилатну смолу і як наповнювач - карбонат кальцію при наступному співвідношенні компонентів, мас. %: абразив 10,0-30,0 епоксіакрилатна смола 8,0-75,0 карбонат кальцію ...
Маса для виготовлення абразивного інструменту
Номер патенту: 30693
Опубліковано: 15.12.2000
Автори: Масник Володимир Олександрович, Плескач Ігор Всеволодович, Вороной Віталій Степанович
МПК: B24D 3/14
Мітки: інструменту, абразивного, маса, виготовлення
Формула / Реферат:
Маса для виготовлення абразивного інструменту, що містить абразив, каустичний магнезит та бішофіт, яка відрізняється тим, що вона додатково містить палену магнезію при такому співвідношенні компонентів, мас. %: Абразив 15,0-60,0 Каустичний магнезит 5,0-57,4 Бішофіт 10,0-35,0 Палена магнезія 2,4-51,0.
Спосіб виготовлення абразивного інструменту
Номер патенту: 73906
Опубліковано: 10.10.2012
Автори: Абрашкевич Юрій Давидович, Поліщук Андрій Григорович, Пелевін Леонід Євгенійович
МПК: B24D 3/00
Мітки: інструменту, спосіб, виготовлення, абразивного
Формула / Реферат:
1. Спосіб виготовлення абразивного армованого інструменту, при якому до зв'язуючого на основі бакеліту вводять абразив, наповнювач і виготовлений на основі полівінілових зв'язувальних модифікатор, із отриманої маси формують інструмент, який відрізняється тим, що як модифікатор використовують полівінілацетат в кількості 0,8-5,4 г на 1 кг зерна, яким попередньо обробляють абразивні зерна.2. Спосіб за п. 1, який відрізняється тим, що...
Маса для виготовлення абразивного інструменту
Номер патенту: 18507
Опубліковано: 25.12.1997
Автори: Лендел Василь Георгієвич, Сані Арпад Юліусович, Кияк Марина Юріївна, Білинець Микола Денисович, Драгунцов Вячеслав Васильович, Балог Ірина Михайлівна, Мельникович Михайло Миколайович, Мигалина Юрій Вікентієвич
МПК: B24D 3/34
Мітки: маса, абразивного, інструменту, виготовлення
Формула / Реферат:
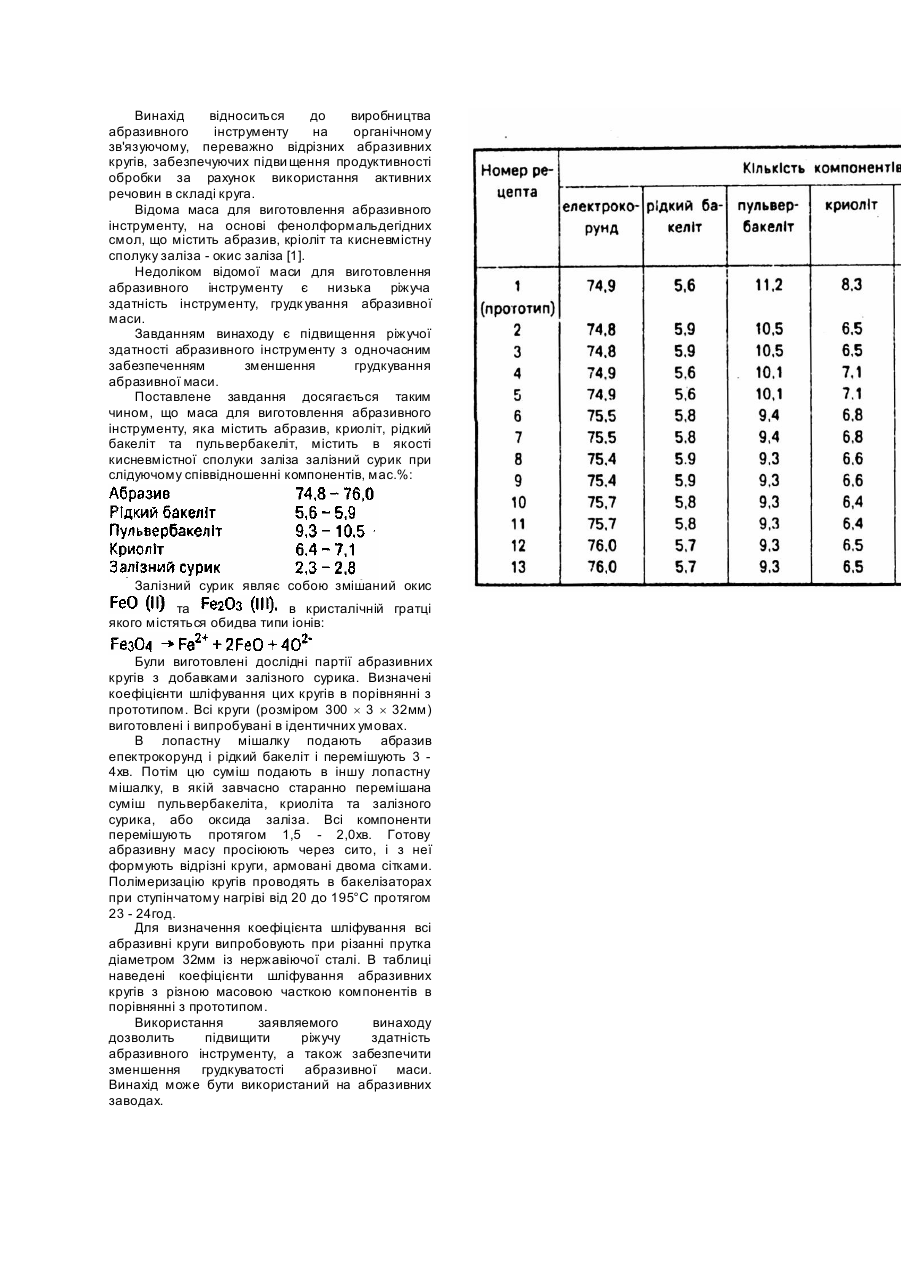
Масса для изготовления абразивного инструмента, включающая абразив, пульвербакелит, жидкий бакелит, криолит и кислородсодержащее соединение железа, отличающаяся тем, что в качестве кислородсодержащего соединения железа она содержит железный сурик при следующем соотношении компонентов, мас.%:
Абразивно-полімерна композиція для одержання абразивного інструменту
Номер патенту: 35266
Опубліковано: 15.03.2001
Автори: Бабічєв Анатолій Прокопович, Кравченко Борис Васильович, Пєтухова Олена Володимирівна, Мєльнікова Олена Павлівна
МПК: B24D 3/20
Мітки: абразивного, інструменту, композиція, одержання, абразивно-полімерна
Формула / Реферат:
Абразивно-полімерна композиція для одержання абразивного інструменту, що містить полімерне зв'язуюче та наповнювач - абразив, яка відрізняється тим, що як полімерне зв'язуюче вона містить бісер суспензійного полістиролу і додатково медичне вазелінове масло при такому співвідношенні компонентів. % мас.:
Попередній патент: Багатохвильовий лазерний допплерівський анемометр
Наступний патент: Трифазний випрямляч з корекцією коефіцієнта потужності
Випадковий патент: Автоматичний магнітний захоплювач