Спосіб вимірювання температури в зоні різання при обробці отворів двоступінчастим інструментом
Номер патенту: 103281
Опубліковано: 10.12.2015

Формула / Реферат
Спосіб вимірювання температури в зоні різання при обробці отворів двоступінчастим інструментом, що включає встановлення пірометра, направлення на оброблювану деталь інфрачервоного променя, зчитування його відбитого сигналу, перетворення в значення температури на комп'ютері, який відрізняється тим, що пірометр встановлюють під кутом 45° до оброблюваної поверхні, на відстані до центральної осі інструменту, яка визначається співвідношенням l/d=6, де d - діаметр інструменту, а температуру знімають безпосередньо з зони контакту ріжучого інструменту з оброблюваним матеріалом.
Текст
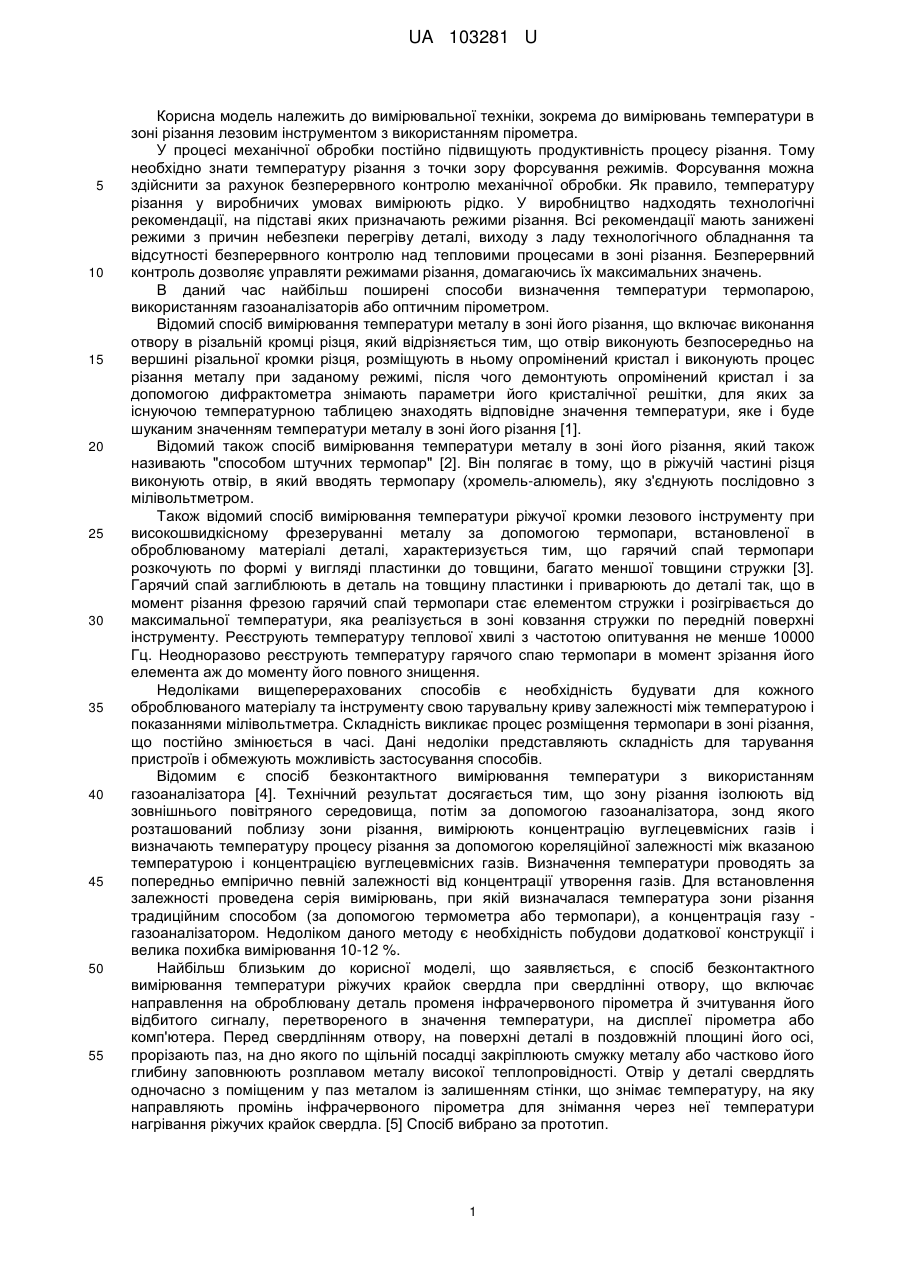
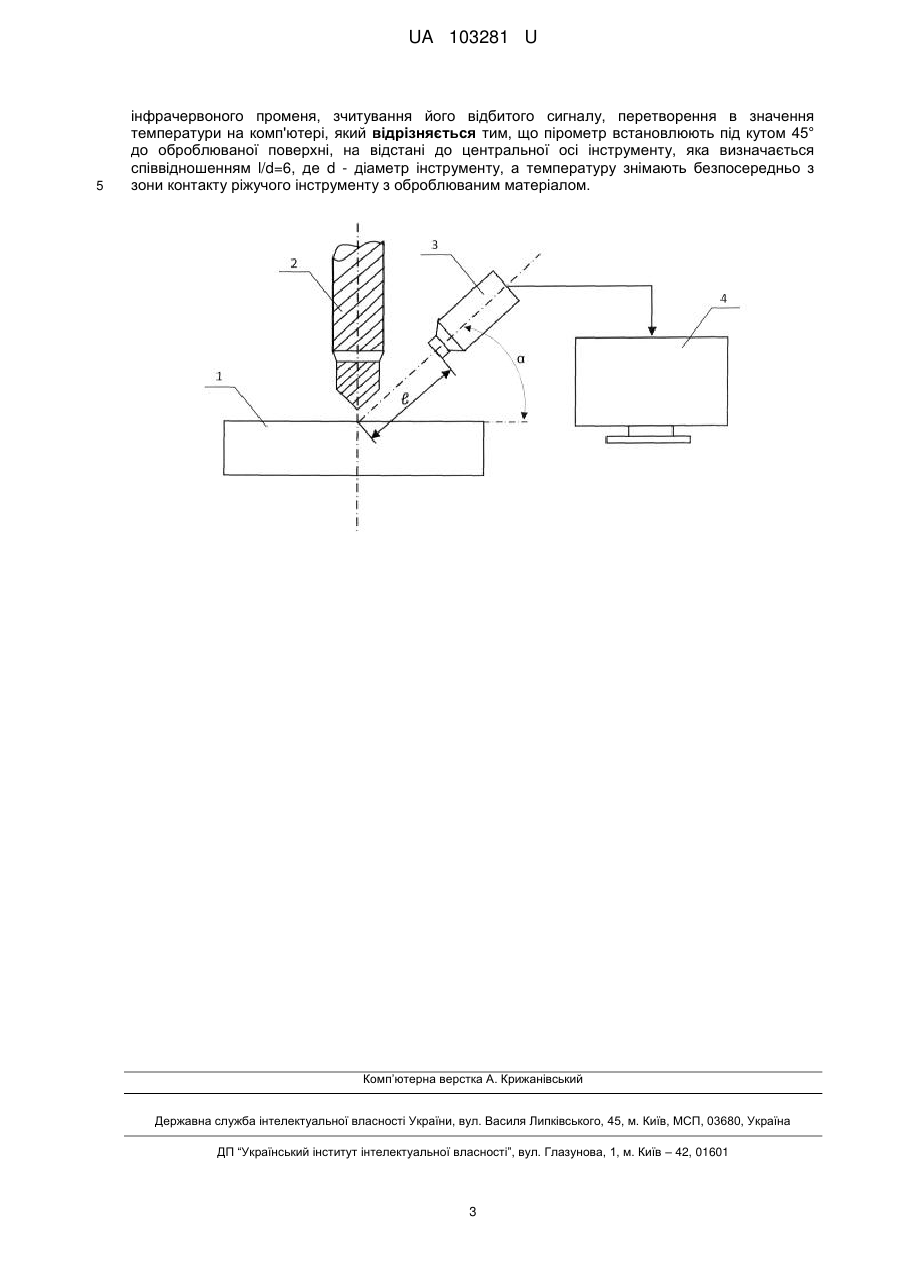
Реферат: Спосіб вимірювання температури в зоні різання при обробці отворів двоступінчастим інструментом включає встановлення пірометра, направлення на оброблювану деталь інфрачервоного променя, зчитування його відбитого сигналу, перетворення в значення температури на комп'ютері. Пірометр встановлюють під кутом 45° до оброблюваної поверхні, на відстані до центральної осі інструменту, яка визначається співвідношенням l/d=6, де d діаметр інструменту, а температуру знімають безпосередньо з зони контакту ріжучого інструменту з оброблюваним матеріалом. UA 103281 U (12) UA 103281 U UA 103281 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до вимірювальної техніки, зокрема до вимірювань температури в зоні різання лезовим інструментом з використанням пірометра. У процесі механічної обробки постійно підвищують продуктивність процесу різання. Тому необхідно знати температуру різання з точки зору форсування режимів. Форсування можна здійснити за рахунок безперервного контролю механічної обробки. Як правило, температуру різання у виробничих умовах вимірюють рідко. У виробництво надходять технологічні рекомендації, на підставі яких призначають режими різання. Всі рекомендації мають занижені режими з причин небезпеки перегріву деталі, виходу з ладу технологічного обладнання та відсутності безперервного контролю над тепловими процесами в зоні різання. Безперервний контроль дозволяє управляти режимами різання, домагаючись їх максимальних значень. В даний час найбільш поширені способи визначення температури термопарою, використанням газоаналізаторів або оптичним пірометром. Відомий спосіб вимірювання температури металу в зоні його різання, що включає виконання отвору в різальній кромці різця, який відрізняється тим, що отвір виконують безпосередньо на вершині різальної кромки різця, розміщують в ньому опромінений кристал і виконують процес різання металу при заданому режимі, після чого демонтують опромінений кристал і за допомогою дифрактометра знімають параметри його кристалічної решітки, для яких за існуючою температурною таблицею знаходять відповідне значення температури, яке і буде шуканим значенням температури металу в зоні його різання [1]. Відомий також спосіб вимірювання температури металу в зоні його різання, який також називають "способом штучних термопар" [2]. Він полягає в тому, що в ріжучій частині різця виконують отвір, в який вводять термопару (хромель-алюмель), яку з'єднують послідовно з мілівольтметром. Також відомий спосіб вимірювання температури ріжучої кромки лезового інструменту при високошвидкісному фрезеруванні металу за допомогою термопари, встановленої в оброблюваному матеріалі деталі, характеризується тим, що гарячий спай термопари розкочують по формі у вигляді пластинки до товщини, багато меншої товщини стружки [3]. Гарячий спай заглиблюють в деталь на товщину пластинки і приварюють до деталі так, що в момент різання фрезою гарячий спай термопари стає елементом стружки і розігрівається до максимальної температури, яка реалізується в зоні ковзання стружки по передній поверхні інструменту. Реєструють температуру теплової хвилі з частотою опитування не менше 10000 Гц. Неодноразово реєструють температуру гарячого спаю термопари в момент зрізання його елемента аж до моменту його повного знищення. Недоліками вищеперерахованих способів є необхідність будувати для кожного оброблюваного матеріалу та інструменту свою тарувальну криву залежності між температурою і показаннями мілівольтметра. Складність викликає процес розміщення термопари в зоні різання, що постійно змінюється в часі. Дані недоліки представляють складність для тарування пристроїв і обмежують можливість застосування способів. Відомим є спосіб безконтактного вимірювання температури з використанням газоаналізатора [4]. Технічний результат досягається тим, що зону різання ізолюють від зовнішнього повітряного середовища, потім за допомогою газоаналізатора, зонд якого розташований поблизу зони різання, вимірюють концентрацію вуглецевмісних газів і визначають температуру процесу різання за допомогою кореляційної залежності між вказаною температурою і концентрацією вуглецевмісних газів. Визначення температури проводять за попередньо емпірично певній залежності від концентрації утворення газів. Для встановлення залежності проведена серія вимірювань, при якій визначалася температура зони різання традиційним способом (за допомогою термометра або термопари), а концентрація газу газоаналізатором. Недоліком даного методу є необхідність побудови додаткової конструкції і велика похибка вимірювання 10-12 %. Найбільш близьким до корисної моделі, що заявляється, є спосіб безконтактного вимірювання температури ріжучих крайок свердла при свердлінні отвору, що включає направлення на оброблювану деталь променя інфрачервоного пірометра й зчитування його відбитого сигналу, перетвореного в значення температури, на дисплеї пірометра або комп'ютера. Перед свердлінням отвору, на поверхні деталі в поздовжній площині його осі, прорізають паз, на дно якого по щільній посадці закріплюють смужку металу або частково його глибину заповнюють розплавом металу високої теплопровідності. Отвір у деталі свердлять одночасно з поміщеним у паз металом із залишенням стінки, що знімає температуру, на яку направляють промінь інфрачервоного пірометра для знімання через неї температури нагрівання ріжучих крайок свердла. [5] Спосіб вибрано за прототип. 1 UA 103281 U 5 10 15 Недоліком зазначеного способу є недостатні технологічність та точність визначення температури в зоні різання. В основу корисної моделі поставлена задача усунення проміжного технологічного середовища та підвищення точності визначення температури в зоні різання. Поставлена задача вирішується тим, що пропонований спосіб полягає у встановленні пірометра, направленні на оброблювану деталь інфрачервоного променя, зчитуванні його відбитого сигналу та перетворенні в значення температури на комп'ютері. Пірометр встановлюють під кутом 45° до оброблюваної поверхні, на відстані до центральної осі інструменту, яка визначається співвідношенням l/d=6, де d - діаметр інструменту, а температуру знімають безпосередньо з зони контакту ріжучого інструменту з оброблюваним матеріалом. За попередньо отриманими залежностями для оптимальної температури ріжучого інструменту і температури, що відповідає найкращій оброблюваності, визначають температуру в зоні робочого контакту ріжучий інструмент - опрацьований матеріал. Отримане рівняння процесу поширення тепла рухомого точкового джерела буде мати вигляд (r, z, t ) q1 4 R V R V ( z Vn t ) , exp n n 2 2 (1) 3 20 25 30 35 40 45 50 q1 - об'ємна щільність тепловиділення внутрішніх джерел, Вт/м ; - коефіцієнт теплопровідності, Вт/м-°С; R - радіус свердла, мм; Vn - швидкість різання, м/хв; t - час, хв; - частота обертів, об/хв; r i z - координати в момент часу t. Дане рішення дозволяє визначати температуру в будь-якій точці двомірного простору з координатами r і z у момент часу t для миттєвого точкового джерела, що рухається зі швидкістю, в точці з координатами. Підбір режиму обробки повинен забезпечувати температуру, обумовлену рівнянням 1, яка контролюється пірометром. Суть корисної моделі пояснює креслення. На кресл. зображено: 1 - опрацьований матеріал; 2 - ріжучий інструмент; 3 - пірометр; 4 обчислювальний комплекс. Відстань пірометра до центральної осі інструменту l визначається співвідношенням l/d=6, де d - інструменту, мм. Кут дорівнює 45° (кресл.). Контрольний комплекс дозволяє переводити радіаційну температуру в реальну температуру. Пірометричні вимірювання температури в зоні різання дозволяють значно підвищити ефективність обробки, тобто встановити більш жорсткі режими обробки, при цьому, не побоюючись того, що станеться перегрів оброблюваного матеріалу. Джерела інформації: 1. Кур'ята П.В. Спосіб вимірювання температури металу в зоні його різання. а200504532, Бюл. № 3, 2007 р. 2. Клименко С.А., Мельничук ПП. Точение износостойких защитных покрытий. - М.: Машиностроение, 2001. - 253с. 3. Болсуновский С.А., Вермель В.Д., Зиняев В.В., Сухнев В.А., Ходжаев Ю.Д., Ярошенко С.И. Способ измерения температуры режущей кромки лезвийного инструмента при высокоскоростном фрезеровании металла. Заявка: 2010147282/28, 19.11.2010. 4. Швецов И.В. Газоаналитическое отображение процессов механической обработки. Великий Новгород: НовГУ им. Ярослава Мудрого, 2004. - 131 с. 5. Абдулгазіс Д.У., Якубов Ф., Шрон Л.Б. Спосіб безконтактного виміру температури нагрівання ріжучих крайок свердла при свердлінні отвору. 66081, 26.12.2011, бюл. №24/2011. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 55 Спосіб вимірювання температури в зоні різання при обробці отворів двоступінчастим інструментом, що включає встановлення пірометра, направлення на оброблювану деталь 2 UA 103281 U 5 інфрачервоного променя, зчитування його відбитого сигналу, перетворення в значення температури на комп'ютері, який відрізняється тим, що пірометр встановлюють під кутом 45° до оброблюваної поверхні, на відстані до центральної осі інструменту, яка визначається співвідношенням l/d=6, де d - діаметр інструменту, а температуру знімають безпосередньо з зони контакту ріжучого інструменту з оброблюваним матеріалом. Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of measuring the temperature in the area of cutting in the processing of holes by the two-stage tool
Автори англійськоюGordeev Andrii Serhiypovych, Lappo Iryna Mykolaivna
Назва патенту російськоюСпособ измерения температуры в зоне резания при обработке отверстий двухступенным инструментом
Автори російськоюГордеев Андрей Сергеевич, Лаппо Ирина Николаевна
МПК / Мітки
МПК: G05D 23/27, G01J 5/08
Мітки: різання, інструментом, зони, температури, обробці, двоступінчастим, спосіб, отворів, вимірювання
Код посилання
<a href="https://ua.patents.su/5-103281-sposib-vimiryuvannya-temperaturi-v-zoni-rizannya-pri-obrobci-otvoriv-dvostupinchastim-instrumentom.html" target="_blank" rel="follow" title="База патентів України">Спосіб вимірювання температури в зоні різання при обробці отворів двоступінчастим інструментом</a>
Спосіб вимірювання температури металу в зоні його різання
Номер патенту: 78392
Опубліковано: 15.03.2007
Автор: Кур'ята Петро Володимирович
МПК: B23Q 11/00, G01K 7/00
Мітки: спосіб, різання, металу, вимірювання, температури, зони
Формула / Реферат:
Спосіб вимірювання температури металу в зоні його різання, що включає виконання отвору в різальній кромці різця, який відрізняється тим, що отвір виконують безпосередньо на вершині різальної кромки різця, розміщують в ньому опромінений кристал і виконують процес різання металу при заданому режимі, після чого демонтують опромінений кристал і за допомогою дифрактометра знімають параметри його кристалічної решітки, для яких за існуючою...
Спосіб обробки циліндричних отворів двоступінчастим осьовим інструментом
Номер патенту: 59745
Опубліковано: 15.09.2003
Автори: Малишко Іван Олександрович, Татьянченко Олександр Григорович, Дядюшек Василь Васильович
МПК: B23D 77/00
Мітки: двоступінчастим, циліндричних, обробки, спосіб, отворів, осьовим, інструментом
Формула / Реферат:
Спосіб обробки циліндричних отворів двоступінчастим осьовим інструментом, який включає обробку з чорновою і чистовою ступенями, який відрізняється тим, що попередню обробку отвору першим ступенем із головним кутом у плані здійснюють із прямим зрізом, а чистову обробку другим ступенем із головним кутом у плані
Пристрій для вимірювання температури і зусиль у зоні різання
Номер патенту: 5597
Опубліковано: 15.03.2005
Автори: Виноградова Олена Петрівна, Климович Андрій Порфирійович, Майстренко Анатолій Львович, Свешніков Ігор Аркадійович, Людвиченко Петро Герасимович
Мітки: зусиль, зони, різання, пристрій, вимірювання, температури
Формула / Реферат:
1. Пристрій для вимірювання температури й зусиль у зоні різання, що містить корпус із закріпленим в ньому різальним елементом із вбудованою в ньому термопарою, електрично з’єднаною з відвідними проводами, а хвостовик корпусу має можливість взаємодії з динамометром, який відрізняється тим, що хвостовик корпусу безпосередньо зв’язаний з динамометром, а у введеному в пристрій і розміщеному перпендикулярно осі корпусу штуцері вбудовано два...
Пристрій для вимірювання сили різання при токарній обробці
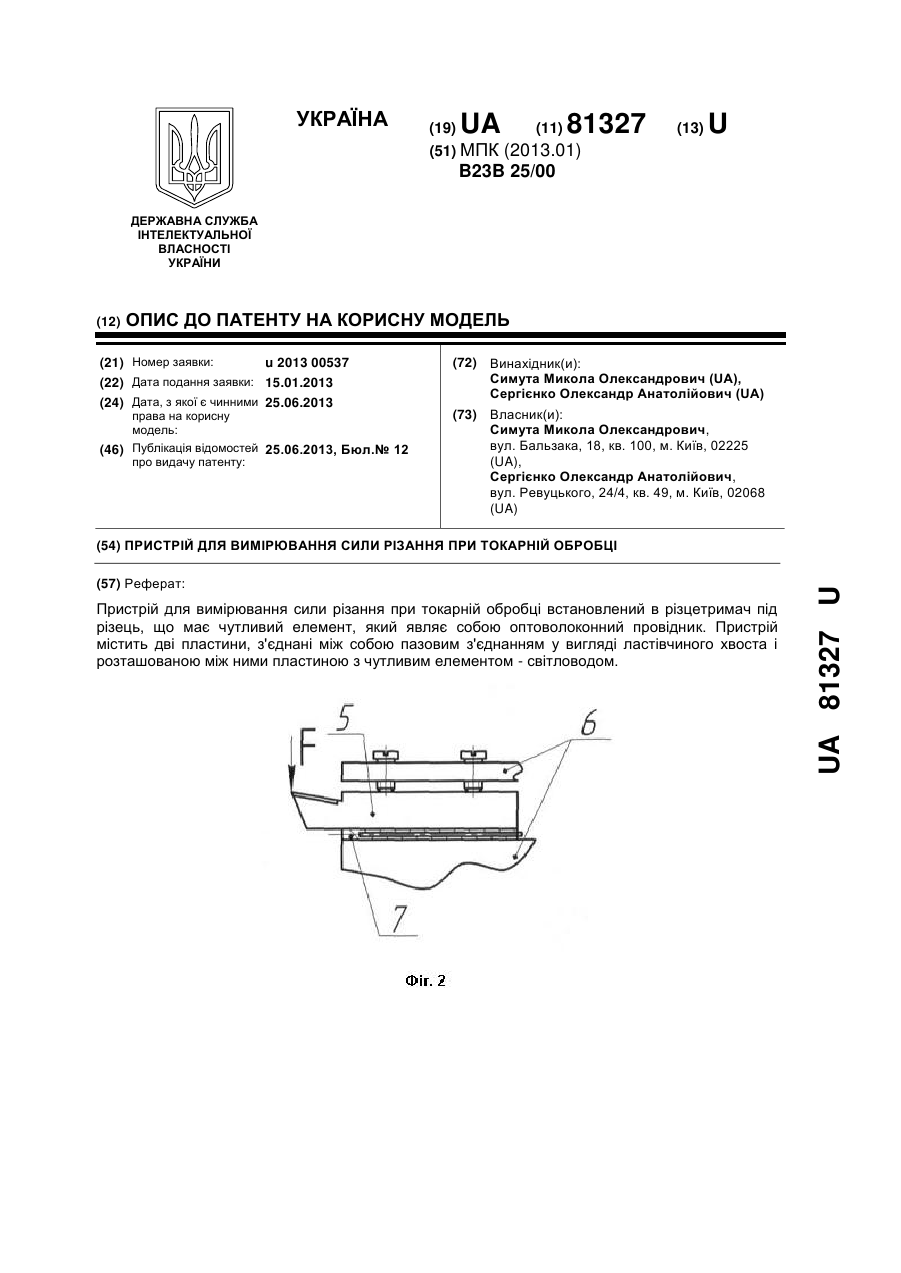
Номер патенту: 81327
Опубліковано: 25.06.2013
Автори: Симута Микола Олександрович, Сергієнко Олександр Анатолійович
МПК: B23B 25/00
Мітки: обробці, токарний, різання, пристрій, сили, вимірювання
Формула / Реферат:
Пристрій для вимірювання сили різання при токарній обробці, який встановлений в різцетримач під різець, що має чутливий елемент, який являє собою оптоволоконний провідник, який відрізняється тим, що пристрій містить дві пластини, з'єднані між собою пазовим з'єднанням у вигляді ластівчиного хвоста і розташованою між ними пластиною з чутливим елементом - світловодом.
Пристосування для вимірювання сил різання при токарній обробці
Номер патенту: 64256
Опубліковано: 10.11.2011
Автори: Симута Микола Олександрович, Барабаш Галина Сергіївна
МПК: B23B 25/00
Мітки: обробці, різання, пристосування, сіль, вимірювання, токарний
Формула / Реферат:
Пристосування для вимірювання сил різання при токарній обробці, в яке встановлюється різець, який під дією сили різання деформує чутливі елементи, що являють собою оптоволоконні провідники, які є робочими плечима оптоволоконного інтерферометра, через провідники пропускається промінь монохроматичного когерентного випромінювання, що модулюється при дії зовнішніх сил, потім отриманий промодульований промінь порівнюється з опорним...
Попередній патент: Спосіб ведення доменної плавки
Наступний патент: Спосіб лікування хронічного компенсованого тонзиліту
Випадковий патент: Спосіб одержання каталізаторів для хімічного осадження вуглецевих нанотрубок з газової фази