Спосіб обробки циліндричних отворів двоступінчастим осьовим інструментом
Номер патенту: 59745
Опубліковано: 15.09.2003
Автори: Дядюшек Василь Васильович, Малишко Іван Олександрович, Татьянченко Олександр Григорович
Формула / Реферат
Спосіб обробки циліндричних отворів двоступінчастим осьовим інструментом, який включає обробку з чорновою і чистовою ступенями, який відрізняється тим, що попередню обробку отвору першим ступенем із головним кутом у плані ![]() здійснюють із прямим зрізом, а чистову обробку другим ступенем із головним кутом у плані
здійснюють із прямим зрізом, а чистову обробку другим ступенем із головним кутом у плані ![]() - із зворотним зрізом, що досягається при глибині різання на чистовому ступені
- із зворотним зрізом, що досягається при глибині різання на чистовому ступені ![]() і значеннях подачі
і значеннях подачі
![]()
і головного кута в плані ![]()
![]()
де ![]() - глибина різання, яка призначається із технологічних вимог,
- глибина різання, яка призначається із технологічних вимог, ![]() - коефіцієнт перекриття, що гарантує стійкість різання,
- коефіцієнт перекриття, що гарантує стійкість різання, ![]() - коефіцієнт, що враховує умови охолодження,
- коефіцієнт, що враховує умови охолодження, ![]() - радіус округлення різальної крайки,
- радіус округлення різальної крайки, ![]() - число зубів інструмента; при цьому відстань
- число зубів інструмента; при цьому відстань ![]() між чорновим і чистовим ступенем вибирають із співвідношення
між чорновим і чистовим ступенем вибирають із співвідношення
де ![]() - глибина отвору,
- глибина отвору, ![]() - частота обертання інструмента,
- частота обертання інструмента, ![]() - коефіцієнт температуропроводності матеріалу,
- коефіцієнт температуропроводності матеріалу, ![]() - коефіцієнт зниження температурних деформацій інструмента.
- коефіцієнт зниження температурних деформацій інструмента.
Текст
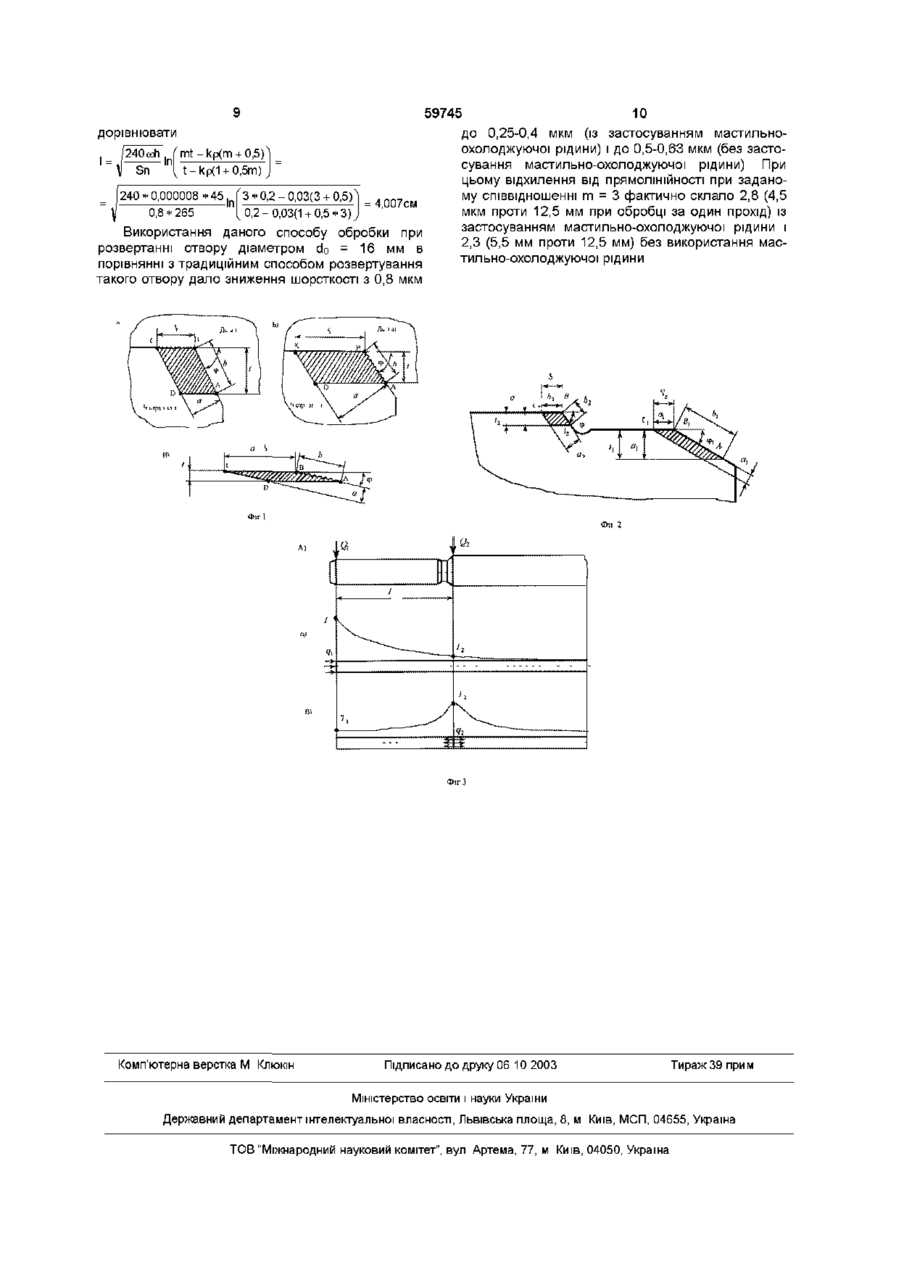
Спосіб обробки циліндричних отворів двоступінчастим осьовим інструментом, який включає обробку з чорновою і чистовою ступенями, який відрізняється тим, що попередню обробку отвору першим ступенем із головним кутом у плані ф1 здійснюють із прямим зрізом, а чистову обробку другим ступенем із головним кутом у плані ф2 - із зворотним зрізом, що досягається при глибині різання на чистовому ступені \2 = kp ' значеннях подачі Ф2 > arcsm де t - глибина різання, яка призначається із технологічних вимог, kg - коефіцієнт перекриття, що гарантує СТІЙКІСТЬ різання, k - коефіцієнт, що враховує умови охолодження, р - радіус округлення різальної крайки, z - число зубів інструмента, при цьому відстань | між чорновим і чистовим ступенем вибирають із співвідношення 240coh f m t - k p ( m + 015) Sn " \ t - k p ( i + 0,5j де h- глибина отвору, п- частота обертання інструмента, ю- коефіцієнт температуропроводності матеріалу, І < m arcsmJ— , де t - глибина різання, яка призначається із технологічних вимог, ко - коефіцієнт перекриття, що гарантує СТІЙКІСТЬ різання, k - коефіцієнт, що враховує умови охолодження, р - радіус округлення різальної крайки, z - число зубів інструменту, при цьому відстань І між чорновим і чистовим ступенем визначається із співвідношення Sn { t - kp(1 + 0,5m) де h - глибина отвору, п - частота обертання інструменту, ш- коефіцієнт температуропроводv ності матеріалу, н і . коефіцієнт зниження температурних деформацій інструмента Сутність винаходу пояснюється кресленням, де на фіг 1 показана геометрія поперечного перетину шару, що зрізається при обробці різанням, на фіг 2 показана геометрія шару, що зрізається при обробці отвору двохступінчатою розверткою, на фіг 3 показаний характер розподілу температур уздовж осі двохступінчатої розвертки При традиційному способі обробки отворів двохступінчатою розверткою і на чорновому і на чистовому ступені здійснюється пряме різання металу уздовж головної різальної крайки, що приводить до відриву елементів стружки від поверхні отвору і, як слідство, до збільшення його шорсткості Винахід заснований на поліпшенні умов обробки за рахунок суміщення лінії різання з оброблюваною поверхнею, що, ВІДПОВІДНО до винаходу, досягається шляхом створення умов для зворотного зрізу на другому чистовому ступені розвертки У результаті цього різання на другому ступені здійснюється допоміжною різальною крайкою на стрічках, що калібрують У цьому випадку зріз стружки відбувається уздовж поверхні отвору, що дозволяє значно зменшити шорсткість обробленої поверхні, а відрив стружки здійснюється головною різальною крайкою Для рішення поставленої задачі необхідно визначити розрахункові залежності умови існування зворотного зрізу на другому ступені, виражені через параметри режимів різання Поперечний перетин шару, що зрізається (Фіг 1а) має вид паралелограма, одна сторона якого, що розташована уздовж площини різання головної різальної крайки, позначається Ь, а нормаль до неї в площині поперечного перетину позначається а При обробці отворів (див фіг 1а) b = t БІПф а=S (1) (2) де t - глибина різання, S z = S/z, z- число зубів розвертки, S - подача, ф- головний кут у плані У випадку прямого зрізу, при якому різання здійснюється уздовж головної різальної крайки, а нерівномірний відрив стружки відбувається уздовж допоміжної, повинно виконуватися умова b > а У випадку зворотного зрізу, при якому різання металу здійснюється допоміжною різальною крайкою (у випадку осьового інструмента - стрічкою, що калібрує), а відрив стружки відбувається уздовж головної різальної крайки, повинна виконуватися умова а > b І у випадку прямого, і у випадку зворотного зрізу поверхня, отримана різанням металу, має значно більш низьку шорсткість, ніж поверхня, отримана в результаті відриву металу У випадку, коли а % Ь, процес різання або відриву металу має нестійкий характер, у результаті чого поверхні, оброблені як головної, так і допоміжної різальними крайками мають високу шорсткість Тому для запобігання нестійкого різання необхідно вводити додатковий коефіцієнт запасу кО, з урахуванням якого умови існування прямого (фіг 1а) і зворотного (фіг 16) зрізу будуть мати ВІДПОВІДНО вигляд b > koa (3) а > kob (4) Дослідження, проведені авторами, показали, що стійке різання металу уздовж головної або допоміжної різальної крайки спостерігається при значеннях коефіцієнта запасу в (3) і (4) ко £ 1,5 Чистова обробка отворів характеризується малими значеннями головного кута в плані ф Як показали дослідження авторів, у цьому випадку (фіг 1в) навіть при виконанні умови (3) довжина контакту інструмента з деталлю уздовж допоміжної різальної крайки перевищує аналогічну довжину контакту уздовж головної різальної крайки, що приводить до нестійкого характеру процесу різання або до зворотного зрізу Тому для малих значень кута ф параметр b у (3) і (4) необхідно порівнювати не з нормаллю а, а з розміром другої 59745 а'= к-|Э = smc сторони P паралелограма шару, що зрізається (фіг 1в) Тоді з урахуванням (1) і (2) умови існування прямого (3) і зворотного (4) зрізу будуть мати ВІДПОВІДНО вигляд > knk-iSz smo, БІПф k i S z БШф > к п БІПф Однак, аналіз роботи осьового інструмента, проведений авторами, показав, що в діапазоні режимів різання, що рекомендується при розвертанні отворів, (0,8 < S < 1,5 мм/об і 0,1 < t k0Szsin^, (5) 2 k0t£Szsin q> (6) Умовою існування прямого зрізу на першому ступені уздовж лінії А-іВі (фіг 2) ВІДПОВІДНО ДО (5) являється t - | > k o S z s i n Ф І ( 7 ) Умовою існування зворотного зрізу уздовж лінії В2С2 на другому ступені ВІДПОВІДНО ДО (6) являється k0Ssm291, (10) а значення подачі, що забезпечує умови прямого зрізу на першому ступені буде дорівнювати (t-kp)z S< (11) к 0 sin ф-j З урахуванням (9) умова (8) має вигляд kokpz arcsm гальна інтенсивність тепловиділення при різанні визначається залежністю Q = 0,039PzVz, (14) де Pz - тангенціальна складова сили різання, Vz - швидкість різання Для двохступінчатої розвертки (фіг За) з урахуванням прийнятих значень параметрів режимів різання тангенціальна складової сили різання для першого і другого ступенів буде ВІДПОВІДНО дорівнювати Pzi =C P z iS z ti = CPziSz(t-kp), (15) Pz2 = C Pz2 S z t 2 = C P z 2 S z kp (16) Швидкість різання для другого ступеня постійна в будь-якій точці площини різання і дорівнює V z 2 =7id 0 n, (17) де do - діаметр обробленого отвору, п - частота обертання інструмента Швидкість різання на першому ступені буде змінюватися від (13) Для усунення негативних теплових ефектів необхідно оцінити вплив тепловиділення в зоні різання на точність обробки Для цього припустимо, що розмір температурного розширення інструменту в зоні різання пропорційний середній температурі в поперечному перетині інструменту в зоні різання, що, у свою чергу залежить від КІЛЬКОСТІ тепла, що надходить в інструмент За до Vi / 1 =7in(d o -2kp) за ЛІНІЙНИМ законом Тому припустимо прийняти, що швидкість різання на першому ступені дорівнює середньому значенню швидкості V z1 = 7 i n ( d - t - k p ) (18) Коефіцієнти Cpz при розвертанні ВІДПОВІДНО ДО досліджень авторів визначаються залежністю Cp z = [(ctan©-tanC)x+ M-aj] що дозволяє, з огляду на приблизно рівні умови роботи двох ступенів, прийняти допущення про те, що Cpzi = Cpz2 = Cpz Тоді, З урахуванням (15)(18) рівняння (14) для першого і другого ступеня прийме ВІДПОВІДНО вигляд Qi = 0,039CPzSz (t-kp)nn(d-t-kp), (19) Q2 = 0,039CPz Szkpndn (20) При поширенні тепла, що виділилося, уздовж осі інструмента інтенсивність теплового потоку від першого і другого теплового джерела буде дорівнювати _ 0,039C Pz S z (t - kp)nn(d - 1 - kp) (21) 0,039C Pz S z kpndn (22) де F - площа поперечного перетину розвертки Для оцінки середніх температур у поперечних перетинах розвертки на першому і другому ступені необхідно знати характер розподілу тепла уздовж осі інструмента Для цього використаємо відоме рішення для розподілу температур уздовж нескінченого стержня з адіабатичними бічними поверхнями від впливу в точці з координатою уи ПОСТІЙНО діючого в поперечному перетині теплового джерела інтенсивністю q (23) 4cot де ш - коефіцієнт температуропроводності матеріалу, А- коефіцієнт теплопровідності Середню температуру в поперечному перетині інструмента в зоні різання будемо визначати як Т=т+т", (24) 59745 де Т - температура в зоні різання даного ступеня від впливу теплового джерела на даному ступені, і" - температура в зоні різання даного ступеня від впливу теплового джерела на сусідньому ступені Для першого ступеня (фіг 36) теплове джерело буде розташовуватися на торці напівнескінченного стержня Поширення тепла в напівнескінченнім стержні з тепловим джерелом інтенсивністю qi на торці розглянемо як поширення тепла в нескінченому стержні від теплового джерела інтенсивністю 2q1 Тоді температура ~Ґі на першому ступені ВІДПОВІДНО ДО (23) при уи = 0 і у = 0 буде дорівнювати (25) т Tit а температура ступенями при у = І, де І - відстань між Для другого ступеня (фігЗв), умови роботи якого аналогічні з умовами нагрівання нескінченого стержня, інтенсивність теплового потоку в (26) можна прийняти рівної q2 Тоді температура Т72 при уи = 0 і у = 0 буде дорівнювати (27) при у = (28) 4cot 2^ Сумуючи (25)-(28) ВІДПОВІДНО ДО (24), одержуємо Т і =-і^ + -^ехр|-А[ (29) 4cot q (ЗО) ехр 4cot ТЦтії. Після перетворень залежності (29) і (ЗО) приймають вигляд і2 Т (31) Т-, (32) Очевидно, що умовою зниження температурних деформацій інструмента в m разів є зниження середньої температури в поперечному перетині другого ступеня в m разів, або Ті = т Т г Тоді з урахуванням (31) і (32) -ехр або ехр q? , = ml — 4cot 2 4сохіп m(t - kp)(d - 1 - kp) - 0,5kpd (t - kp)(d - 1 - kp) - 0,5mkpd 4cot q1-0,5mq2 Перетворимо залежність (33) з урахуванням (21) і (22) (35) 60h де параметр Sn характеризує час обробки отвору глибиною h Розкриваємо в (35) скобки і, з огляду на те, що Р(@' ^ ^ , зневажаємо розмірами другого порядку малості Тоді залежність (35) приймає вигляд 4сохіп m t - kp(m + 0,5) t - kp(1 + 0,5m) (36) або з урахуванням значення т m t - kp(m + 0,5) (37) Sn {t- kp(1 + 0,5m) Реалізацію запропонованого способу розглянемо на прикладі розвертання без охолодження отвору діаметром do = 16 мм і глибиною h = 45 мм у втулці зі сталі 45, коефіцієнт температуропроводності якої дорівнює ш = 0,000008 м2/с, на токарно-револьверному верстаті моделі 1341 двохступінчатою розверткою (фі= 45°, z = 8, р= ЗОмкм) з метою зниження шорсткості обробленої поверхні і зменшення викривлення поздовжнього профілю отвору від прямолінійності в т - 3 рази ВІДПОВІДНО ДО (9) при обробці при відсутності охолодження (к=1) глибина різання на другому ступені буде дорівнювати t2 = кр=1 * ЗО = ЗОмкм Глибина різання для обох ступенів ВІДПОВІДНО до технологічних вимог приймаємо рівною t = 0,2мм Тоді ЗГІДНО З (11) при ко = 1,5 подача, що забезпечує умови прямого зрізу на першому степені буде визначатися залежністю (t-kp)z (0,200-0,030)* 8 S arcsm. -0,5q2 4cot = = (26) а температура m(t - kp)(d - 1 - kp) - 0,5kpd (34) 4cot I (t - kp)(d - 1 - kp) - 0,5mkpd Тоді відстань І між першим і другим ступенем двохступінчатої розвертки, що забезпечує зменшення температурних деформацій інструмента в m разів буде визначатися залежністю ехр = arcsm 59745 10 до 0,25-0,4 мкм (із застосуванням мастильноохолоджуючої рідини) і до 0,5-0,63 мкм (без застосування мастильно-охолоджуючої рідини) При цьому відхилення від прямолінійності при заданому співвідношенні m = 3 фактично склало 2,8 (4,5 мкм проти 12,5 мм при обробці за один прохід) із застосуванням мастильно-охолоджуючої рідини і 2,3 (5,5 мм проти 12,5 мм) без використання мастильно-охолоджуючої рідини дорівнювати |240coh 240 * 0,000008 * 45 J 3*0,2-0,03(3 + 0,5) 0,8 * 265 ^ 0,2 - 0,03(1 + 0,5 * 3) Використання даного способу обробки при розвертанні отвору діаметром d 0 = 16 мм в порівнянні з традиційним способом розвертування такого отвору дало зниження шорсткості з 0,8 мкм і A) И І -- '/і —^ _ —— _— — Ріг З Комп'ютерна верстка М Клюкш Підписано до друку 06 10 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for treatment cylindrical holes by two-step axial tool
Автори англійськоюTat'ianchenko Oleksandr Hryhorovych, Malyshko Ivan Oleksandrovych, Diadiushek Vasyl Vasyliovych
Назва патенту російськоюСпособ обработки цилиндрических отверстий двухступенчатым осевым инструментом
Автори російськоюТатьянченко Александр Григорьевич, Малышко Иван Александрович, Дядюшек Василий Васильевич
МПК / Мітки
МПК: B23D 77/00
Мітки: інструментом, двоступінчастим, спосіб, отворів, циліндричних, обробки, осьовим
Код посилання
<a href="https://ua.patents.su/5-59745-sposib-obrobki-cilindrichnikh-otvoriv-dvostupinchastim-osovim-instrumentom.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки циліндричних отворів двоступінчастим осьовим інструментом</a>
Спосіб механічної обробки отворів в важкооброблюваних матеріалах
Номер патенту: 44585
Опубліковано: 15.02.2002
Автори: Смолякова Лілія Євгенівна, Ковалевський Сергій Вадимович, Колот Лідія Петрівна
МПК: B23H 5/00
Мітки: спосіб, механічної, отворів, важкооброблюваних, матеріалах, обробки
Формула / Реферат:
1. Спосіб механічної обробки отворів в важкооброблюваних матеріалах, який включає встановлення контакту між деталлю та інструментом, подачу до них електричного струму та надання їм взаємного руху, який відрізняється тим, що температуру в зоні контакту понижають шляхом періодичного припинення подачі електричного струму через період часу t, який дорівнює: ...
Інструмент для обробки глибоких отворів
Номер патенту: 39366
Опубліковано: 15.06.2001
Автори: Єськов Олексій Леонтієвич, Копаньов Микола Миколаєвич
МПК: B23B 29/00
Мітки: глибоких, отворів, інструмент, обробки
Формула / Реферат:
Інструмент для обробки глибоких отворів, що складається з оправки , яка має різцетримачі, які установлені діаметрально протилежно з можливостю переміщення відносно геометричної вісі інструмента і несуть різцеві елементи, а також з центрувальної головки та засобів примусового дрібнення стружки, виконаних у вигляді роликів і торцових кулачків, закріплених відповідно на різцетримачах і центрувальній головці, який відрізняється тим, що...
Спосіб розмірної обробки електричною дугою отворів та порожнин

Номер патенту: 22072
Опубліковано: 30.04.1998
Автори: Боков Віктор Михайлович, Попова Маргарита Іванівна
МПК: B23H 7/00
Мітки: отворів, обробки, порожнин, електричною, розмірної, спосіб, дугою
Формула / Реферат:
1. Спосіб розмірної обробки електричною дугою отворів та порожнин, що мають паралельні бічні стінки і стартову обробляєму поверхню не паралельну донної поверхні отвору, при якому робочу рідину нагнітають із герметизованої камери у торцевий міжелектродний зазор під тиском у напрямку від периферії до центру електрода-інструмента, який відрізняється тим, що нагнітання робочої рідини у торцевий міжелектродний зазор здійснюють крізь штучний...
Спосіб розмірної обробки електричною дугою наскрізних отворів та стрижнів
Номер патенту: 51049
Опубліковано: 15.11.2002
Автори: Попова Маргарита Іванівна, Боков Віктор Михайлович, Шмельов Віталій Миколайович
МПК: B23P 6/00
Мітки: електричною, наскрізних, розмірної, обробки, отворів, стрижнів, дугою, спосіб
Формула / Реферат:
Спосіб розмірної обробки електричною дугою наскрізних отворів та стрижнів з прокачуванням робочої рідини крізь міжелектродний зазор під технологічним тиском, який відрізняється тим, що обробку здійснюють одним двоступінчастим електродом-інструментом послідовно в три етапи: на першому етапі (чорнова обробка нижнім ступенем: знімання основного за об'ємом припуску) силу технологічного струму підтримують на максимально можливому рівні (I =...
Спосіб визначення дифузійних процесів між інструментом і оброблюваною заготівкою
Номер патенту: 57551
Опубліковано: 16.06.2003
Автори: Антонюк Віктор Степанович, Возненко Вікторія Віталіївна, Аврамчук Світлана Костянтинівна, Волкогон Володимир Михайлович
МПК: G01N 3/56
Мітки: оброблюваною, інструментом, визначення, спосіб, дифузійних, процесів, заготівкою
Формула / Реферат:
Спосіб визначення дифузійних процесів між інструментом і оброблюваною заготівкою, що включає виявлення дифузії компонентів інструментального матеріалу в оброблювану заготівку при різанні одночасно в умовах безупинного і переривчастого різання, який відрізняється тим, що використовують кільцевий зразок, з одного боку якого паралельно осі обертання зразка виконують площину, яку перед різанням доводять до стану мікрошліфа, потім досліджують...
Попередній патент: Спосіб термічної обробки дротової заготовки
Наступний патент: Установка для очистки зовнішньої поверхні залізничних цистерн
Випадковий патент: Спосіб інтенсифікації внутрішньосвердловинного міжпластового перетоку