Електрод для зварювання сталей
Номер патенту: 103551
Опубліковано: 25.10.2013
Автори: Васильєв Дмитро Вікторович, Брєднєва Ольга Іванівна, Кулик Віктор Михайлович, Єлагін Валерій Павлович, Іваченко Едуард Васильович, Демченко Едуард Леонідович


Формула / Реферат
1. Електрод для зварювання сталей, який складається зі стрижня, виконаного з низьковуглецевого дроту, та покриття, що включає силікат, хром металевий, феротитан, ферованадій, який відрізняється тим, що покриття додаткового містить доломіт, плавиковий шпат, марганець металевий, карбоксиметилцелюлозу, а як силікат використано польовий шпат, при наступному співвідношенні компонентів, мас. %:
доломіт
16-19
плавиковий шпат
8-11
польовий шпат
1-3
марганець металевий
43-46
хром металевий
14-17
феротитан
6-9
ферованадій
до 2,0
карбоксиметилцелюлоза
1,5-2,0.
2. Електрод за п. 1, який відрізняється тим, що покриття додатково містить марганець азотований до 3 мас. % і графіт електродний до 0,6 мас. %.
Текст
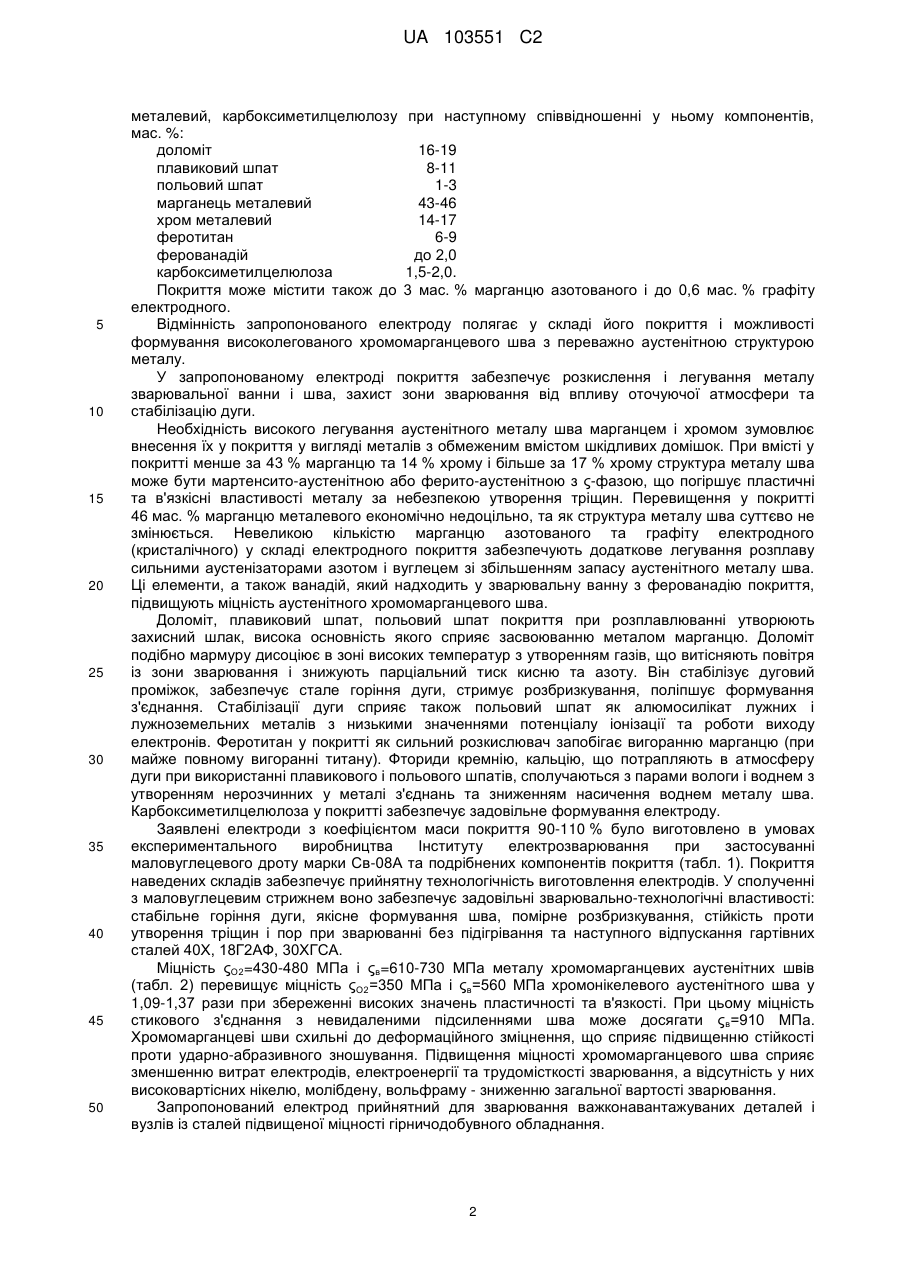
Реферат: Винахід стосується галузі зварювання, а саме зварювальних матеріалів, зокрема покритих електродів. Електрод складається зі стрижня, виконаного із низьковуглецевого дроту, та покриття. Покриття містить, мас. %: доломіт 16-19 плавиковий шпат 8-11 польовий шпат 1-3 марганець металевий 43-46 хром металевий 14-17 феротитан 6-9 ферованадій до 2,0 карбоксиметилцелюлоза 1,5-2. Крім того, воно може містити, мас. %: марганець азот до 3, графіт електродний до 0,6. UA 103551 C2 (12) UA 103551 C2 UA 103551 C2 5 10 15 20 25 30 Винахід стосується галузі зварювання, а саме зварювальних матеріалів, зокрема покритих електродів для зварювання вуглецевих і легованих сталей підвищеної міцності. Відомо електрод (авторське свідоцтво СРСР № 1540992, бюл. № 5, 1990) зі стрижнем із високолегованого дроту Св-07X25Н12Г2Т для зварювання маловуглецевих і низьколегованих сталей підвищеної міцності, покриття якого містить (мас. %): мармур 10-14 плавиковий шпат 18-22 польовий шпат 2-4 феромарганець 7-10 феротитан 3-6 феросиліцій 3-6 поташ 0,5-1,5 титановий порошок 4,7-7,7 двоокис титану решта. Відомо електрод (деклараційний патент України № 17107, Б23К 35/365, бюл. № 9, 2006) для зварювання маловуглецевих та низьколегованих сталей підвищеної міцності, який містить стрижень із високолегованого дроту зі значеннями нікелевого та хромового еквівалентів, мас. %: Niекв - 19-32 і Сrекв - 21-23 та покриття, що містить (мас. %): флюорит 22,0-31,0 рутиловий концентрат 22,0-37,0 окис заліза 15,0-31,0 польовий шпат 8,0-13,0 магнезит металургійний 4,0-9,0 феросиліцій 0,5-2,0 карбоксиметилцелюлоза 1,5-2,0, коефіцієнт маси покриття 22-25 %. складає Ці електроди є аналогами. Легування нікелем та ускладнення металургійної переробки високолегованих сталей і дротів з істотним підвищенням енергетичних та ресурсних витрат зумовлює високу вартість таких електродів. За міцністю аустенітний метал шва може значно поступатись зварюваній сталі підвищеної міцності. Найбільш близьким за суттю та ознаками до заявленого електроду, прийнятому за прототип, є електрод для зварювання високолегованих сталей (патент РФ № 2058224, В23К 35/365), який складається зі стрижня, виконаного з низьковуглецевого марганецьмісткого або низьколегованого дроту, та покриття, що включає (мас. %): рутиловий концентрат 15-20 мармур 7-12 силікат 8-13 феротитан 6-12, крім того, покриття містить хром і нікель у кількості, що забезпечує сумарний вміст у електроді хрому 9,5-27 мас. %, нікелю 0,6-19 мас. %, феромарганець і феросиліцій у кількості, що забезпечує у електроді сумарний вміст марганцю 1,5-2,0 мас. %, кремнію 0,6-1,6 мас. %, а також принаймні один легуючий компонент, вибраний із групи молібден, ванадій, ніобій, вольфрам решта у наступній кількості, мас. %: молібден 0,3-3,3 ванадій 0,3-2,5 ніобій 0,6-1,3 вольфрам 1,3-1,8, зокрема у виді феросплавів, при цьому коефіцієнт маси покриття становить 90-110 %. Недоліком електроду, прийнятого за прототип, є необхідність використання високовартісних нікелю, молібдену, вольфраму та відносно невисока міцність (ς в=560-580 МПа) утворюваного переважно аустенітно-феритного хромонікельмолібденового металу шва, що зумовлює зниження міцності зварного з'єднання вуглецевої або легованої сталі. В основу винаходу поставлена задача удосконалити відомий електрод стосовно зварювання без підігрівання та термообробки легованих і вуглецевих сталей підвищеної міцності зміненням складу електродного покриття і металу шва. Суть винаходу полягає в тому, що в електроді для зварювання сталей, який складається зі стрижня, виконаного з низьковуглецевого дроту, та покриття, що включає силікат, хром, феротитан, ферованадій, покриття додаткового містить доломіт, плавиковий шпат, марганець 1 UA 103551 C2 5 10 15 20 25 30 35 40 45 50 металевий, карбоксиметилцелюлозу при наступному співвідношенні у ньому компонентів, мас. %: доломіт 16-19 плавиковий шпат 8-11 польовий шпат 1-3 марганець металевий 43-46 хром металевий 14-17 феротитан 6-9 ферованадій до 2,0 карбоксиметилцелюлоза 1,5-2,0. Покриття може містити також до 3 мас. % марганцю азотованого і до 0,6 мас. % графіту електродного. Відмінність запропонованого електроду полягає у складі його покриття і можливості формування високолегованого хромомарганцевого шва з переважно аустенітною структурою металу. У запропонованому електроді покриття забезпечує розкислення і легування металу зварювальної ванни і шва, захист зони зварювання від впливу оточуючої атмосфери та стабілізацію дуги. Необхідність високого легування аустенітного металу шва марганцем і хромом зумовлює внесення їх у покриття у вигляді металів з обмеженим вмістом шкідливих домішок. При вмісті у покритті менше за 43 % марганцю та 14 % хрому і більше за 17 % хрому структура металу шва може бути мартенсито-аустенітною або ферито-аустенітною з ς-фазою, що погіршує пластичні та в'язкісні властивості металу за небезпекою утворення тріщин. Перевищення у покритті 46 мас. % марганцю металевого економічно недоцільно, та як структура металу шва суттєво не змінюється. Невеликою кількістю марганцю азотованого та графіту електродного (кристалічного) у складі електродного покриття забезпечують додаткове легування розплаву сильними аустенізаторами азотом і вуглецем зі збільшенням запасу аустенітного металу шва. Ці елементи, а також ванадій, який надходить у зварювальну ванну з ферованадію покриття, підвищують міцність аустенітного хромомарганцевого шва. Доломіт, плавиковий шпат, польовий шпат покриття при розплавлюванні утворюють захисний шлак, висока основність якого сприяє засвоюванню металом марганцю. Доломіт подібно мармуру дисоціює в зоні високих температур з утворенням газів, що витісняють повітря із зони зварювання і знижують парціальний тиск кисню та азоту. Він стабілізує дуговий проміжок, забезпечує стале горіння дуги, стримує розбризкування, поліпшує формування з'єднання. Стабілізації дуги сприяє також польовий шпат як алюмосилікат лужних і лужноземельних металів з низькими значеннями потенціалу іонізації та роботи виходу електронів. Феротитан у покритті як сильний розкислювач запобігає вигоранню марганцю (при майже повному вигоранні титану). Фториди кремнію, кальцію, що потрапляють в атмосферу дуги при використанні плавикового і польового шпатів, сполучаються з парами вологи і воднем з утворенням нерозчинних у металі з'єднань та зниженням насичення воднем металу шва. Карбоксиметилцелюлоза у покритті забезпечує задовільне формування електроду. Заявлені електроди з коефіцієнтом маси покриття 90-110 % було виготовлено в умовах експериментального виробництва Інституту електрозварювання при застосуванні маловуглецевого дроту марки Св-08А та подрібнених компонентів покриття (табл. 1). Покриття наведених складів забезпечує прийнятну технологічність виготовлення електродів. У сполученні з маловуглецевим стрижнем воно забезпечує задовільні зварювально-технологічні властивості: стабільне горіння дуги, якісне формування шва, помірне розбризкування, стійкість проти утворення тріщин і пор при зварюванні без підігрівання та наступного відпускання гартівних сталей 40Х, 18Г2АФ, 30ХГСА. Міцність ςО2=430-480 МПа і ςв=610-730 МПа металу хромомарганцевих аустенітних швів (табл. 2) перевищує міцність ςО2=350 МПа і ςв=560 МПа хромонікелевого аустенітного шва у 1,09-1,37 рази при збереженні високих значень пластичності та в'язкості. При цьому міцність стикового з'єднання з невидаленими підсиленнями шва може досягати ς в=910 МПа. Хромомарганцеві шви схильні до деформаційного зміцнення, що сприяє підвищенню стійкості проти ударно-абразивного зношування. Підвищення міцності хромомарганцевого шва сприяє зменшенню витрат електродів, електроенергії та трудомісткості зварювання, а відсутність у них високовартісних нікелю, молібдену, вольфраму - зниженню загальної вартості зварювання. Запропонований електрод прийнятний для зварювання важконавантажуваних деталей і вузлів із сталей підвищеної міцності гірничодобувного обладнання. 2 UA 103551 C2 Таблиця 1 Склад покриття хромомарганцевих електродів, мас. % № п/п 1 2 3 Плавиковий шпат 11 9 11 Доломіт 19 17 18 Польовий шпат 1 3 2 Марганець металевий 46 43 44 Марганець азотований 2 Продовження таблиці 1 № п/п 1 2 3 Хром металевий 14 15 15 Феротитан Ферованадій 6 9 5 Графіт електродний 1 2 2 Карбоксиметилцелюлоза 2 2 1,5 0,5 Таблиця 2 Механічні властивості металу хромомарганцевих аустенітних швів, виконаних запропонованими електродами № Межа плинності, Межа міцності, п/п МПа МПа 1 620-630 2 440-480 610-660 430-460 720-730 Відносне подовження, % 20-21 20-29 20-21 Відносне звуження, % 34-35 38-46 34-36 Ударна в'язкість, 2 Дж/см 95-135 80-85 ФОРМУЛА ВИНАХОДУ 5 10 1. Електрод для зварювання сталей, який складається зі стрижня, виконаного з низьковуглецевого дроту, та покриття, що включає силікат, хром металевий, феротитан, ферованадій, який відрізняється тим, що покриття додаткового містить доломіт, плавиковий шпат, марганець металевий, карбоксиметилцелюлозу, а як силікат використано польовий шпат, при наступному співвідношенні компонентів, мас. %: доломіт 16-19 плавиковий шпат 8-11 польовий шпат 1-3 марганець металевий 43-46 хром металевий 14-17 феротитан 6-9 ферованадій до 2,0 карбоксиметилцелюлоза 1,5-2,0. 2. Електрод за п. 1, який відрізняється тим, що покриття додатково містить марганець азотований до 3 мас. % і графіт електродний до 0,6 мас. %. Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюKulyk Viktor Mykhailovych, Yelahin Valerii Pavlovych
Автори російськоюКулик Виктор Михайлович, Елагин Валерий Павлович
МПК / Мітки
МПК: B23K 35/365
Мітки: електрод, сталей, зварювання
Код посилання
<a href="https://ua.patents.su/5-103551-elektrod-dlya-zvaryuvannya-stalejj.html" target="_blank" rel="follow" title="База патентів України">Електрод для зварювання сталей</a>
Електрод для дугового зварювання

Номер патенту: 42534
Опубліковано: 10.07.2009
Автори: Заблоцький Володимир Кирилович, Гринь Владислав Олександрович, Шимко Володимир Ігорович, Гринь Олександр Григорович
МПК: B23K 35/30
Мітки: дугового, зварювання, електрод
Формула / Реферат:
Електрод для дугового зварювання, що складається з електродного стрижня і захисного покриття, до складу якого входить мармур, плавиковий шпат, хром, марганець металевий, який відрізняється тим, що стрижень електрода виготовлено з низьковуглецевого дроту, на поверхню якого методом алітування нанесено шар алюмініду, товщиною (0,05-0,1) діаметра стрижня, а зверху нього захисне покриття, що додатково містить рутиловий концентрат, оксид цирконію,...
Покритий електрод для зварювання хромонікельмолібденових сталей типу 17-13-3, 17-13-2 та 17-15-3
Номер патенту: 37403
Опубліковано: 25.11.2008
Автори: Ющенко Андрій Костянтинович, Каховський Миколай Юрійович, Фадєєва Галина Вікторівна, Самойленко Віктор Іванович, Каховський Юрій Миколайович, Ющенко Костянтин Андрійович, Булат Олександр Володимирович
МПК: B23K 35/368
Мітки: хромонікельмолібденових, зварювання, 17-13-2, електрод, 17-15-3, типу, 17-13-3, покритий, сталей
Формула / Реферат:
1. Покритий електрод для зварювання високолегованих хромонікельмолібденових сталей типу 17-13-3, 17-13-2 та 17-15-3 аустенітного класу, що складається з високолегованого сталевого стрижня, що містить вуглець, кремній, марганець, хром, нікель, молібден, залізо та покриття, який відрізняється тим, що високолегований стрижень додатково містить азот при наступному співвідношенні компонентів, мас. %: вуглець ...
Електрод для підводного зварювання
Номер патенту: 81058
Опубліковано: 26.11.2007
Автори: Максимов Сергій Юрійович, Оверко Олександр Федорович, Педько Борис Іванович, Бут Віктор Степанович, Радзієвська Ала Адонівна, Ляхова Інна Василівна, Дрогомирецький Михайло Миколайович
МПК: B23K 35/365, B23K 35/36
Мітки: електрод, підводного, зварювання
Формула / Реферат:
Електрод для підводного зварювання, який складається зі стрижня із високолегованого дроту системи легування на основі нікелю і хрому та покриття, що містить рутиловий концентрат, польовий шпат, флюорит та феросиліцій, який відрізняється тим, що значення нікелевого та хромового еквівалентів дроту обмежені такими величинами, мас.%: Niекв. 19...32% Сrекв. 21...33%, а в...
Електродне покриття для мокрого підводного зварювання високолегованих сталей типу 18-10

Номер патенту: 65338
Опубліковано: 12.12.2011
Автори: Каховський Юрій Миколайович, Самойленко Віктор Іванович, Ющенко Костянтин Андрійович, Максимов Сергій Юрійович, Фадєєва Галина Вікторівна, Каховський Микола Юрійович, Булат Олександр Володимирович
МПК: B23K 35/368
Мітки: зварювання, мокрого, сталей, типу, покриття, електродне, високолегованих, 18-10, підводного
Формула / Реферат:
1. Електродне покриття для мокрого підводного зварювання високолегованих хромонікелевих сталей типу 18-10, що містить мармур, плавиковий шпат, марганець, фероніобій, двоокис титану, яке відрізняється тим, що до складу покриття додатково введені хром металевий, нікелевий порошок, розкислювачі - феротитан та феросиліцій (взяті разом або окремо), пластифікуючі домішки, причому компоненти покриття взяті в наступному співвідношенні, в мас.%: ...
Електродне покриття для мокрого підводного зварювання високолегованих сталей типу 18-10
Номер патенту: 100750
Опубліковано: 25.01.2013
Автори: Фадєєва Галина Вікторівна, Каховський Микола Юрійович, Булат Олександр Володимирович, Каховський Юрій Миколайович, Ющенко Костянтин Андрійович, Самойленко Віктор Іванович, Максимов Сергій Юрійович
МПК: B23K 35/368
Мітки: підводного, 18-10, зварювання, електродне, мокрого, сталей, покриття, високолегованих, типу
Формула / Реферат:
1. Електродне покриття для мокрого підводного зварювання високолегованих хромонікелевих сталей типу 18-10, що містить мармур, плавиковий шпат, марганець, фероніобій, двоокис титану, яке відрізняється тим, що до складу покриття додатково введені легуючі - хром металевий та нікелевий порошок, розкислювачі - феротитан та феросиліцій (взяті разом або окремо), пластифікуючі домішки, а саме - слюда мусковіт, сода кальцинована, причому компоненти...