Спосіб виготовлення легких та дешевих біметалів електродуговим зварюванням
Номер патенту: 105014
Опубліковано: 25.02.2016
Автори: Романенко Віктор Васильович, Блощицин Михайло Сергійович



Формула / Реферат
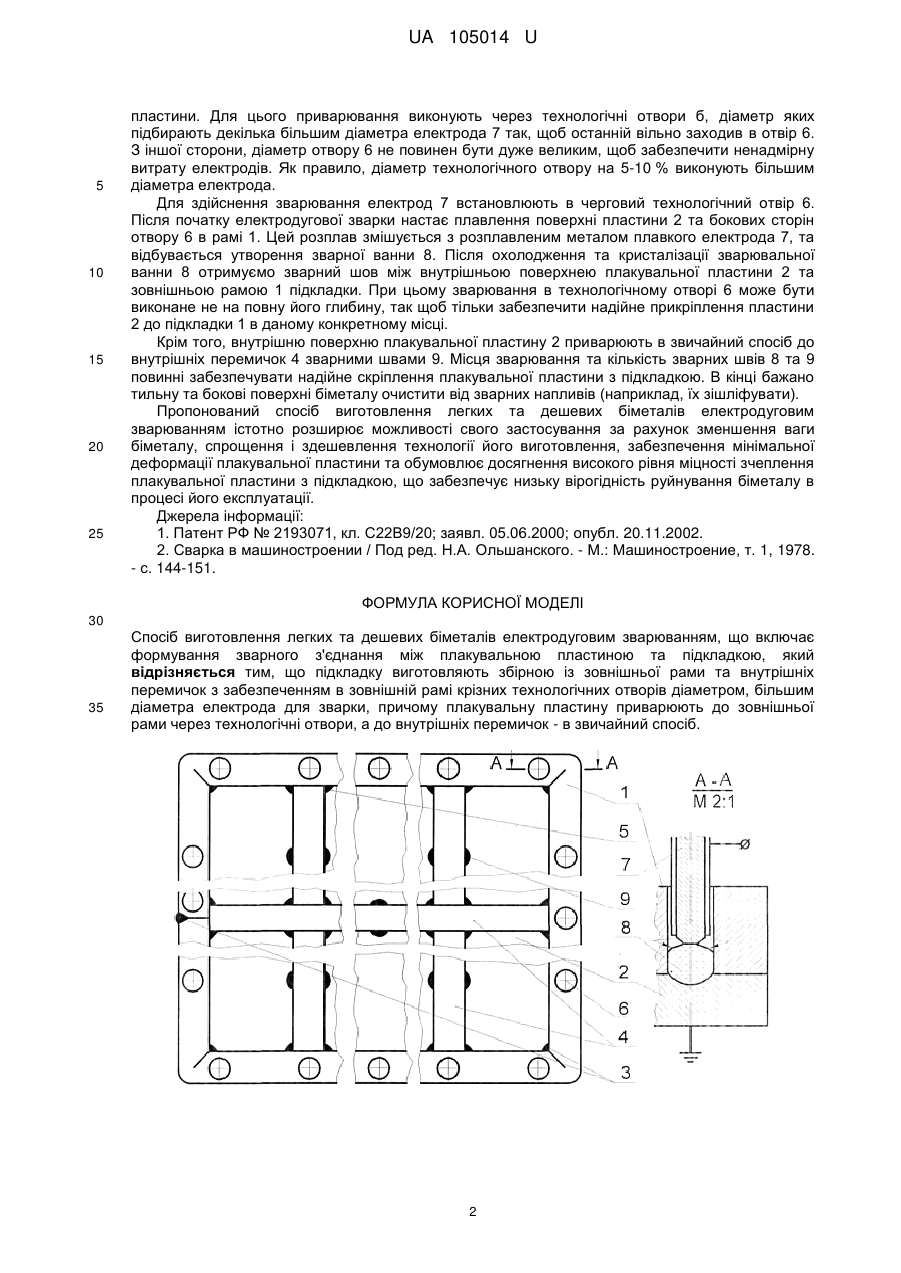
Спосіб виготовлення легких та дешевих біметалів електродуговим зварюванням, що включає формування зварного з'єднання між плакувальною пластиною та підкладкою, який відрізняється тим, що підкладку виготовляють збірною із зовнішньої рами та внутрішніх перемичок з забезпеченням в зовнішній рамі крізних технологічних отворів діаметром, більшим діаметра електрода для зварки, причому плакувальну пластину приварюють до зовнішньої рами через технологічні отвори, а до внутрішніх перемичок - в звичайний спосіб.
Текст
Реферат: Спосіб виготовлення легких та дешевих біметалів електродуговим зварюванням включає формування зварного з'єднання між плакувальною пластиною та підкладкою. Підкладку виготовляють збірною із зовнішньої рами та внутрішніх перемичок з забезпеченням в зовнішній рамі крізних технологічних отворів діаметром, більшим діаметра електрода для зварки, причому плакувальну пластину приварюють до зовнішньої рами через технологічні отвори, а до внутрішніх перемичок - в звичайний спосіб. UA 105014 U (12) UA 105014 U UA 105014 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до виготовлення біметалічних матеріалів за допомогою методу електродугового зварювання та може бути використана для отримання полегшених біметалів за допомогою механічної обробки його пластин та їх зчеплення між собою електродуговим зварюванням. Одним із відомих способів для отримання біметалів є технологія, в основі якої лежить нанесення розплавленого металу на робочу поверхню виробу методом електрошлакової наплавки плавким електродом. При цьому оплавлення основного і розплавлення присадного металів відбувається за рахунок тепла, що виділяється в шлаковій ванні при протіканні через неї електричного струму [1]. Цей спосіб забезпечує рівномірність хімічного складу наплавленого плакувального шару, підвищення якості поверхні біметалічного зливка при збереженні високої міцності з'єднання шарів біметалу. Проте при цьому способі спостерігається утворення кристалізаційних тріщин і інших дефектів з самому плакувальному шарі і на його поверхні. Найбільш близьким за технічною суттю до технічного рішення, що заявляється, є спосіб виготовлення біметалів електродуговим зварюванням, при якому електрод підводять до зварюваних пластин до запалення дуги і, підтримуючи горіння дуги в необхідних межах, формують зварний шов за участю металу плавкого електрода [2]. Цей спосіб відрізняється хорошою контрольованістю зварювального шва, малими капітальними витратами. Проте його застосування для виготовлення біметалів проблематичне із-за неможливості виконування з'єднання внутрішніх поверхонь пластин біметалу. В основу корисної моделі поставлено задачу вдосконалити спосіб виготовлення легких та дешевих біметалів електродуговим зварюванням, у якому забезпечується здешевлення виготовлення біметалу, зменшення його ваги, мінімальна деформація плакувальної пластини та достатньо високий рівень міцності зчеплення плакувальної пластини з підкладкою, щоб унеможливити відокремлення цієї пластини від підкладки в процесі подальшого використання біметалу. Поставлена задача вирішується тим, що в способі виготовлення легких та дешевих біметалів електродуговим зварюванням, що включає формування зварного з'єднання між плакувальною пластиною та підкладкою, згідно з пропонованою корисною моделлю, новим є те, що підкладку виготовляють збірною із зовнішньої рами та внутрішніх перемичок з забезпеченням в зовнішній рамі крізних технологічних отворів діаметром, більшим діаметра електрода для зварки, причому плакувальну пластину приварюють до зовнішньої рами через технологічні отвори, а до внутрішніх перемичок - в звичайний спосіб. Таким чином, спосіб стає придатним для забезпечення необхідної міцності зчеплення плакувальної пластини з підкладкою, мінімальної деформації плакувальної пластини та зменшення ваги біметалу. Суть корисної моделі пояснюється кресленням, на якому зображений варіант виготовлення полегшеної підкладки з забезпеченням в зовнішній рамі крізних технологічних отворів, місця приварювання плакувальної пластини до внутрішніх перемичок підкладки та заварювання плакувальної пластини по периметру зовнішньої рами підкладки через технологічні отвори. Спосіб реалізується таким чином. В біметалі підкладка (як правило, із звичайної конструкційної сталі) призначена для кріплення до неї плакувальної пластини (наприклад, із нержавіючої сталі) та подальшого з'єднання пластин біметалу між собою для створення необхідних виробів. Для зменшення ваги біметалу підкладка може бути виготовлена порожнистою. При цьому співвідношення пустот та смуг металу, що несуть на собі навантаження від плакувальної пластини, підбираються залежно від товщини цієї пластини та функцій біметалу. Так, для товщини плакувальної пластини 3-6 мм розміри пустот можуть досягати площі 50×50 мм при товщині внутрішніх перемичок металу 5-15 мм. Для виготовлення полегшеної підкладки може бути запропонована, наприклад, така її конструкція (див. креслення). Спочатку виготовляють раму 1 розмірами, які відповідають розмірам пластини біметалу, та товщиною, меншою потрібної товщини біметалу на товщину плакувальної пластини 2. Раму, наприклад, можна зігнути із квадратного профілю потрібного перерізу, заздалегідь в місцях згинання надрізавши фаски під 45° не на повну глибину профілю. Стики 3 в місці змикання зігнутої рами та місцях згинання проварюють електродуговою зваркою. Всередині рами 1 встановлюють додаткові смуги металу, створюючи внутрішні перемички 4 (як уподовж, так і упоперек) з того ж квадратного профілю, як і для виготовлення зовнішньої рами, та приварюють перемички 4 до рами 1 зварними швами 5. Створену в такий спосіб полегшену підкладку встановлюють на плакувальну пластину 2 та тимчасово прикріплюють до неї за допомогою спеціального затискача або струбцин. Щоб забезпечити мінімальну деформацію плакувальної пластини в процесі її приварювання до підкладки (особливо її країв), зварювання потрібно виконувати як можна ближче до країв 1 UA 105014 U 5 10 15 20 25 пластини. Для цього приварювання виконують через технологічні отвори б, діаметр яких підбирають декілька більшим діаметра електрода 7 так, щоб останній вільно заходив в отвір 6. З іншої сторони, діаметр отвору 6 не повинен бути дуже великим, щоб забезпечити ненадмірну витрату електродів. Як правило, діаметр технологічного отвору на 5-10 % виконують більшим діаметра електрода. Для здійснення зварювання електрод 7 встановлюють в черговий технологічний отвір 6. Після початку електродугової зварки настає плавлення поверхні пластини 2 та бокових сторін отвору 6 в рамі 1. Цей розплав змішується з розплавленим металом плавкого електрода 7, та відбувається утворення зварної ванни 8. Після охолодження та кристалізації зварювальної ванни 8 отримуємо зварний шов між внутрішньою поверхнею плакувальної пластини 2 та зовнішньою рамою 1 підкладки. При цьому зварювання в технологічному отворі 6 може бути виконане не на повну його глибину, так щоб тільки забезпечити надійне прикріплення пластини 2 до підкладки 1 в даному конкретному місці. Крім того, внутрішню поверхню плакувальної пластину 2 приварюють в звичайний спосіб до внутрішніх перемичок 4 зварними швами 9. Місця зварювання та кількість зварних швів 8 та 9 повинні забезпечувати надійне скріплення плакувальної пластини з підкладкою. В кінці бажано тильну та бокові поверхні біметалу очистити від зварних напливів (наприклад, їх зішліфувати). Пропонований спосіб виготовлення легких та дешевих біметалів електродуговим зварюванням істотно розширює можливості свого застосування за рахунок зменшення ваги біметалу, спрощення і здешевлення технології його виготовлення, забезпечення мінімальної деформації плакувальної пластини та обумовлює досягнення високого рівня міцності зчеплення плакувальної пластини з підкладкою, що забезпечує низьку вірогідність руйнування біметалу в процесі його експлуатації. Джерела інформації: 1. Патент РФ № 2193071, кл. С22В9/20; заявл. 05.06.2000; опубл. 20.11.2002. 2. Сварка в машиностроении / Под ред. Н.А. Ольшанского. - М.: Машиностроение, т. 1, 1978. - с. 144-151. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 35 Спосіб виготовлення легких та дешевих біметалів електродуговим зварюванням, що включає формування зварного з'єднання між плакувальною пластиною та підкладкою, який відрізняється тим, що підкладку виготовляють збірною із зовнішньої рами та внутрішніх перемичок з забезпеченням в зовнішній рамі крізних технологічних отворів діаметром, більшим діаметра електрода для зварки, причому плакувальну пластину приварюють до зовнішньої рами через технологічні отвори, а до внутрішніх перемичок - в звичайний спосіб. 2 UA 105014 U Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23K 9/173
Мітки: біметалів, зварюванням, дешевих, виготовлення, легких, електродуговим, спосіб
Код посилання
<a href="https://ua.patents.su/5-105014-sposib-vigotovlennya-legkikh-ta-deshevikh-bimetaliv-elektrodugovim-zvaryuvannyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення легких та дешевих біметалів електродуговим зварюванням</a>
Спосіб виготовлення полегшених біметалів електродуговим зварюванням
Номер патенту: 104934
Опубліковано: 25.02.2016
Автори: Романенко Віктор Васильович, Головко Леонід Федорович, Кривцун Ігор Віталійович
МПК: B23K 9/173
Мітки: біметалів, зварюванням, спосіб, електродуговим, полегшених, виготовлення
Формула / Реферат:
1. Спосіб виготовлення полегшених біметалів електродуговим зварюванням, що містить формування зварного шва між пластиною підкладки та плакувальною пластиною, який відрізняється тим, що пластину підкладки виготовляють збірною, і вона складається із зовнішньої рами, внутрішніх перемичок та облицювальної пластини з забезпеченням в останній крізних технологічних отворів діаметром, більшим діаметра електрода для зварки, причому плакувальну...
Спосіб виготовлення полегшених біметалів із виробничих відходів електродуговим зварюванням
Номер патенту: 104935
Опубліковано: 25.02.2016
Автор: Романенко Віктор Васильович
МПК: B23K 9/173
Мітки: виробничих, біметалів, відходів, зварюванням, спосіб, електродуговим, виготовлення, полегшених
Формула / Реферат:
1. Спосіб виготовлення полегшених біметалів із виробничих відходів електродуговим зварюванням, що включає формування зварного шва між пластиною підкладки та плакувальною пластиною, який відрізняється тим, що пластину підкладки виготовляють збірною із зовнішньої рами, внутрішньої частини із виробничих відходів з перемичками та облицювальної пластини з забезпеченням в останній крізних технологічних отворів діаметром, більшим діаметра електрода...
Спосіб виготовлення біметалів електродуговим зварюванням плавким електродом з використанням технологічних отворів
Номер патенту: 102053
Опубліковано: 12.10.2015
Автори: Головко Леонід Федорович, Романенко Віктор Васильович, Кривцун Ігор Віталійович
МПК: B23K 9/00
Мітки: зварюванням, електродом, біметалів, плавким, отворів, виготовлення, технологічних, спосіб, електродуговим, використанням
Формула / Реферат:
Спосіб виготовлення біметалів електродуговим зварюванням плавким електродом з використанням технологічних отворів, який включає формування зварного шва між пластиною підкладки та плакувальною пластиною біметалу за участі металу плавкого електрода, який відрізняється тим, що в місцях зварювання в пластині підкладки наскрізь свердлять технологічні отвори діаметром, більшим діаметра електрода для зварювання, пластини тимчасово скріплюють та...
Спосіб виготовлення біметалів електродуговим зварюванням неіржавіючим плавким електродом

Номер патенту: 102085
Опубліковано: 12.10.2015
Автори: Головко Леонід Федорович, Романенко Віктор Васильович, Кривцун Ігор Віталійович
МПК: B23K 9/173, F16B 5/00
Мітки: неіржавіючим, плавким, зварюванням, виготовлення, спосіб, біметалів, електродуговим, електродом
Формула / Реферат:
1. Спосіб виготовлення біметалів електродуговим зварюванням неіржавіючим плавким електродом,що містить формування зварного шва між плакувальною пластиною та пластиною підкладки за участю металу неіржавіючого плавкого електрода, який відрізняється тим, що в місцях зварювання в плакувальній пластині наскрізь свердлять технологічні отвори діаметром, більшим діаметра електрода для зварки, пластини тимчасово скріплюють та через технологічні...
Спосіб виготовлення біметалів електродуговим зварюванням плавким електродом з використанням технологічних пазів
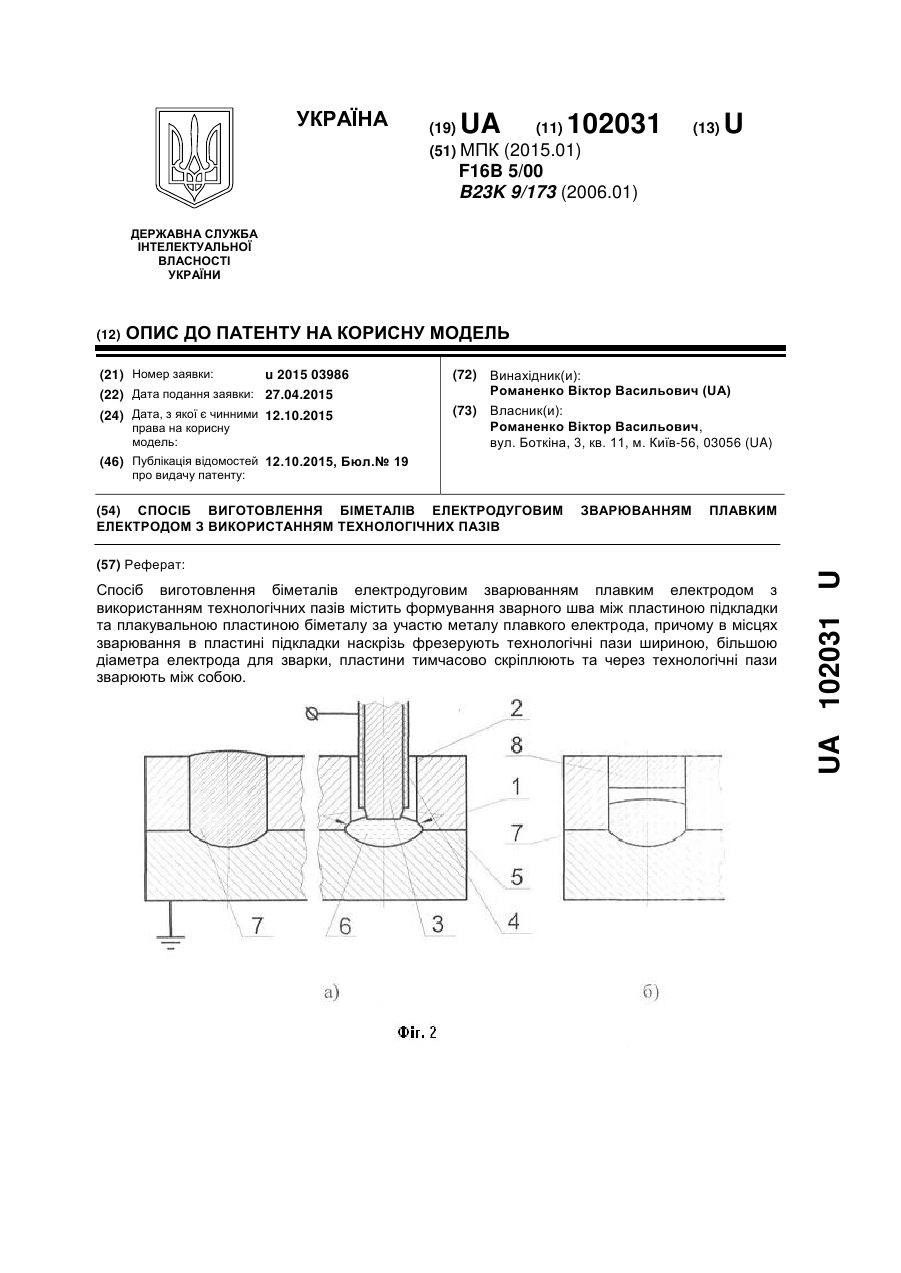
Номер патенту: 102031
Опубліковано: 12.10.2015
Автор: Романенко Віктор Васильович
МПК: F16B 5/00, B23K 9/173
Мітки: електродом, виготовлення, спосіб, технологічних, зварюванням, плавким, біметалів, електродуговим, пазів, використанням
Формула / Реферат:
Спосіб виготовлення біметалів електродуговим зварюванням плавким електродом з використанням технологічних пазів, що містить формування зварного шва між пластиною підкладки та плакувальною пластиною біметалу за участю металу плавкого електрода, який відрізняється тим, що в місцях зварювання в пластині підкладки наскрізь фрезерують технологічні пази шириною, більшою діаметра електрода для зварки, пластини тимчасово скріплюють та через...
Попередній патент: Спосіб отримання дизельного біопалива з конопляної олії
Наступний патент: Спосіб секретної передачі даних
Випадковий патент: Пристрій для утримання плазми