Спосіб виготовлення біметалів електродуговим зварюванням плавким електродом з використанням технологічних пазів

Формула / Реферат
Спосіб виготовлення біметалів електродуговим зварюванням плавким електродом з використанням технологічних пазів, що містить формування зварного шва між пластиною підкладки та плакувальною пластиною біметалу за участю металу плавкого електрода, який відрізняється тим, що в місцях зварювання в пластині підкладки наскрізь фрезерують технологічні пази шириною, більшою діаметра електрода для зварки, пластини тимчасово скріплюють та через технологічні пази зварюють між собою.
Текст
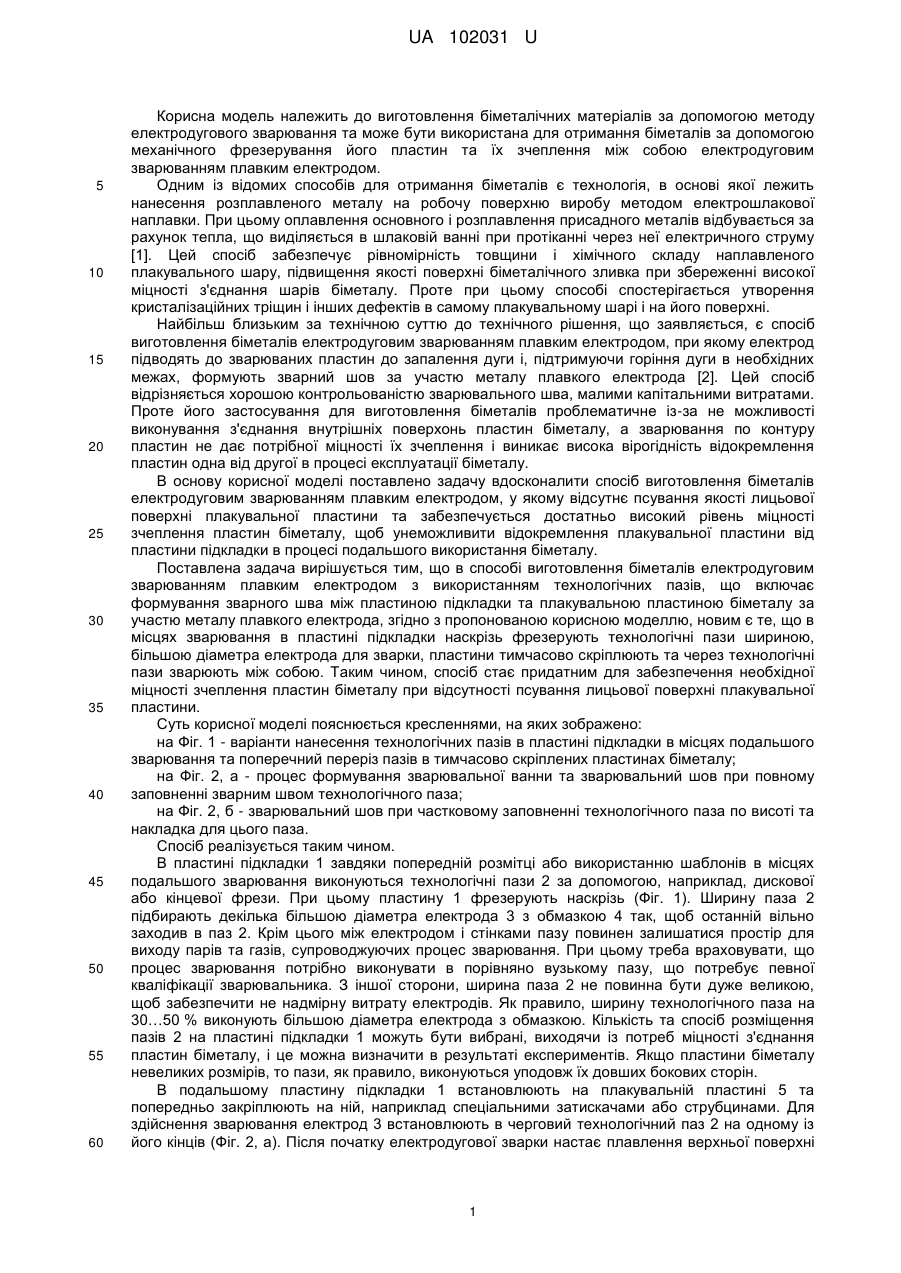
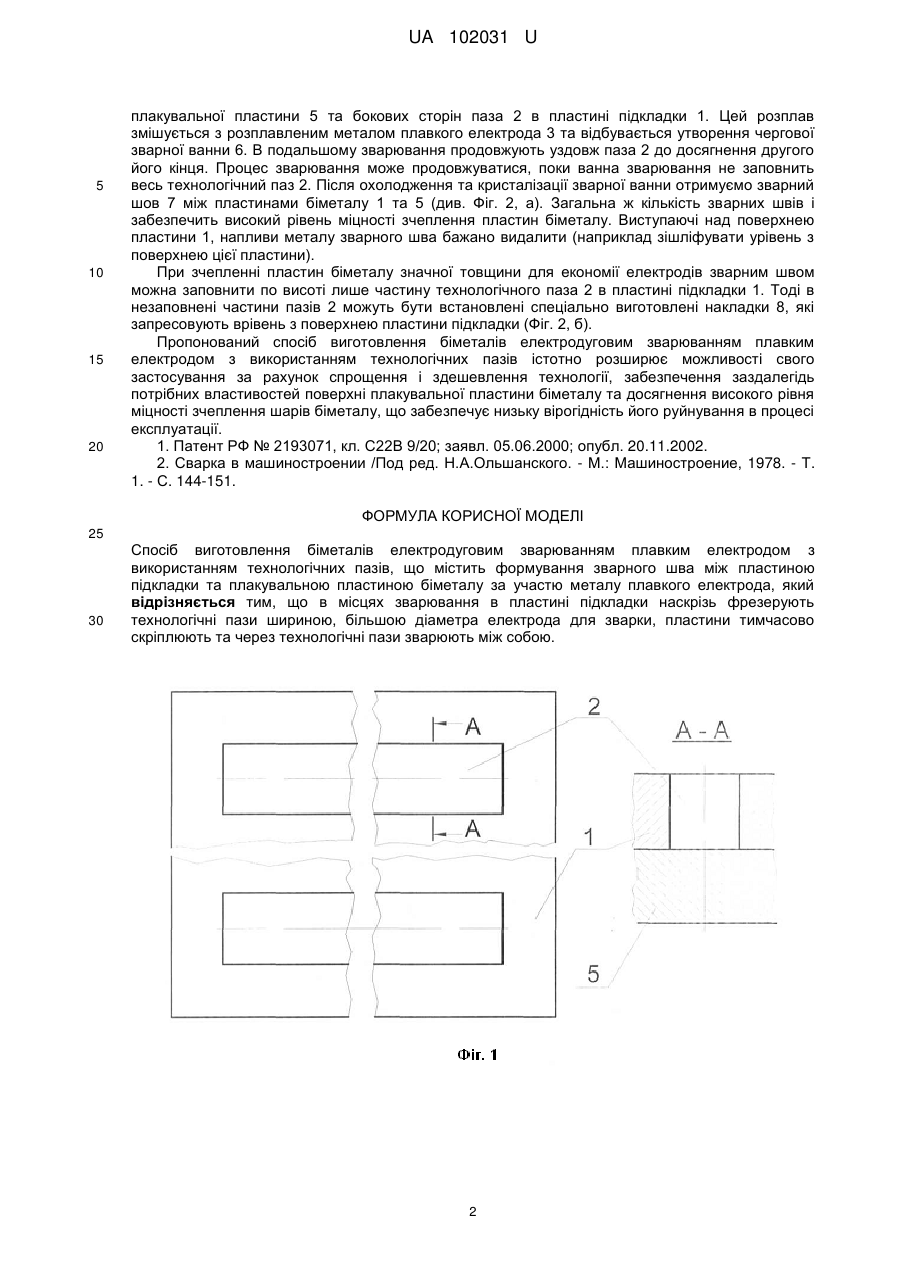
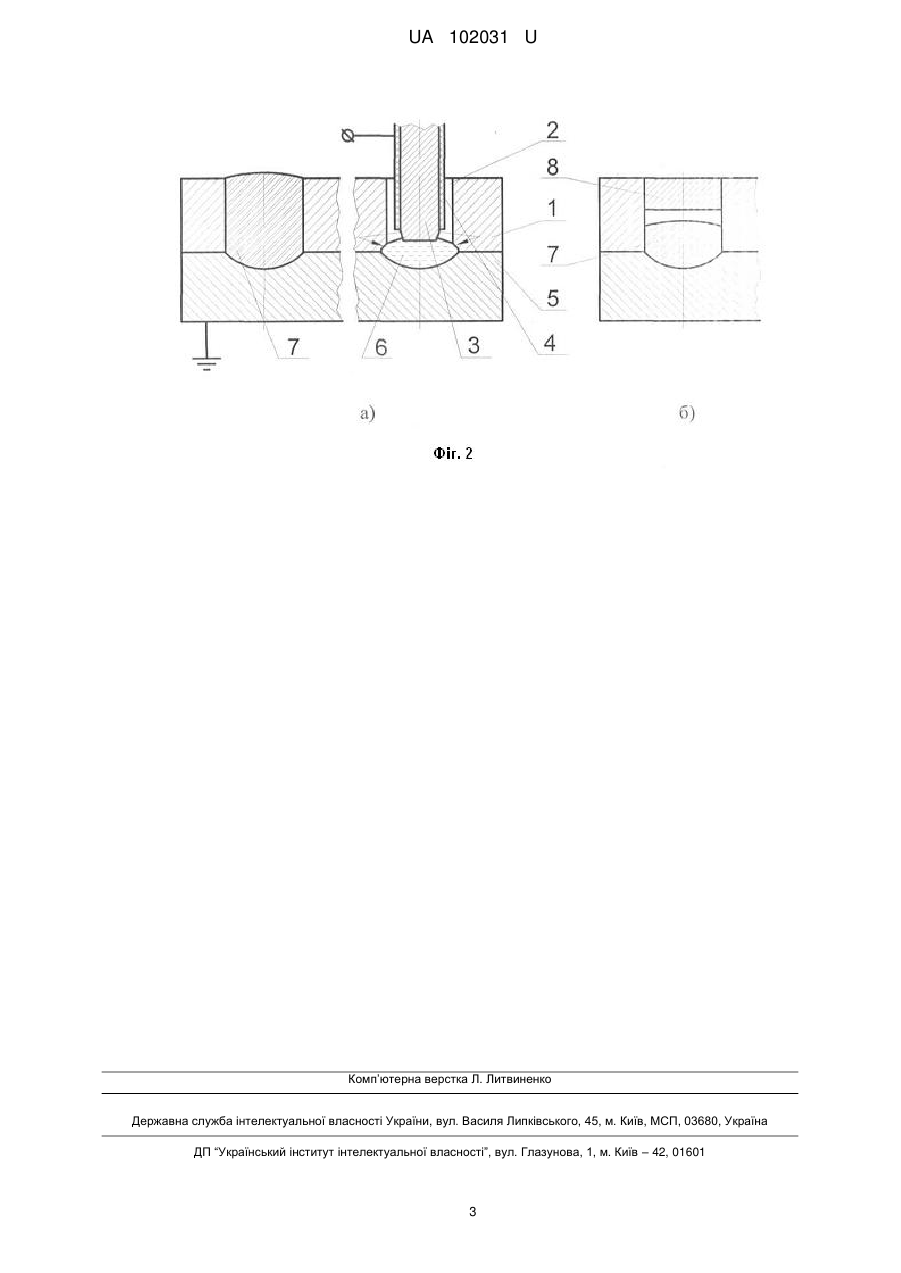
Реферат: Спосіб виготовлення біметалів електродуговим зварюванням плавким електродом з використанням технологічних пазів містить формування зварного шва між пластиною підкладки та плакувальною пластиною біметалу за участю металу плавкого електрода, причому в місцях зварювання в пластині підкладки наскрізь фрезерують технологічні пази шириною, більшою діаметра електрода для зварки, пластини тимчасово скріплюють та через технологічні пази зварюють між собою. UA 102031 U (54) СПОСІБ ВИГОТОВЛЕННЯ БІМЕТАЛІВ ЕЛЕКТРОДУГОВИМ ЕЛЕКТРОДОМ З ВИКОРИСТАННЯМ ТЕХНОЛОГІЧНИХ ПАЗІВ UA 102031 U UA 102031 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до виготовлення біметалічних матеріалів за допомогою методу електродугового зварювання та може бути використана для отримання біметалів за допомогою механічного фрезерування його пластин та їх зчеплення між собою електродуговим зварюванням плавким електродом. Одним із відомих способів для отримання біметалів є технологія, в основі якої лежить нанесення розплавленого металу на робочу поверхню виробу методом електрошлакової наплавки. При цьому оплавлення основного і розплавлення присадного металів відбувається за рахунок тепла, що виділяється в шлаковій ванні при протіканні через неї електричного струму [1]. Цей спосіб забезпечує рівномірність товщини і хімічного складу наплавленого плакувального шару, підвищення якості поверхні біметалічного зливка при збереженні високої міцності з'єднання шарів біметалу. Проте при цьому способі спостерігається утворення кристалізаційних тріщин і інших дефектів в самому плакувальному шарі і на його поверхні. Найбільш близьким за технічною суттю до технічного рішення, що заявляється, є спосіб виготовлення біметалів електродуговим зварюванням плавким електродом, при якому електрод підводять до зварюваних пластин до запалення дуги і, підтримуючи горіння дуги в необхідних межах, формують зварний шов за участю металу плавкого електрода [2]. Цей спосіб відрізняється хорошою контрольованістю зварювального шва, малими капітальними витратами. Проте його застосування для виготовлення біметалів проблематичне із-за не можливості виконування з'єднання внутрішніх поверхонь пластин біметалу, а зварювання по контуру пластин не дає потрібної міцності їх зчеплення і виникає висока вірогідність відокремлення пластин одна від другої в процесі експлуатації біметалу. В основу корисної моделі поставлено задачу вдосконалити спосіб виготовлення біметалів електродуговим зварюванням плавким електродом, у якому відсутнє псування якості лицьової поверхні плакувальної пластини та забезпечується достатньо високий рівень міцності зчеплення пластин біметалу, щоб унеможливити відокремлення плакувальної пластини від пластини підкладки в процесі подальшого використання біметалу. Поставлена задача вирішується тим, що в способі виготовлення біметалів електродуговим зварюванням плавким електродом з використанням технологічних пазів, що включає формування зварного шва між пластиною підкладки та плакувальною пластиною біметалу за участю металу плавкого електрода, згідно з пропонованою корисною моделлю, новим є те, що в місцях зварювання в пластині підкладки наскрізь фрезерують технологічні пази шириною, більшою діаметра електрода для зварки, пластини тимчасово скріплюють та через технологічні пази зварюють між собою. Таким чином, спосіб стає придатним для забезпечення необхідної міцності зчеплення пластин біметалу при відсутності псування лицьової поверхні плакувальної пластини. Суть корисної моделі пояснюється кресленнями, на яких зображено: на Фіг. 1 - варіанти нанесення технологічних пазів в пластині підкладки в місцях подальшого зварювання та поперечний переріз пазів в тимчасово скріплених пластинах біметалу; на Фіг. 2, а - процес формування зварювальної ванни та зварювальний шов при повному заповненні зварним швом технологічного паза; на Фіг. 2, б - зварювальний шов при частковому заповненні технологічного паза по висоті та накладка для цього паза. Спосіб реалізується таким чином. В пластині підкладки 1 завдяки попередній розмітці або використанню шаблонів в місцях подальшого зварювання виконуються технологічні пази 2 за допомогою, наприклад, дискової або кінцевої фрези. При цьому пластину 1 фрезерують наскрізь (Фіг. 1). Ширину паза 2 підбирають декілька більшою діаметра електрода 3 з обмазкою 4 так, щоб останній вільно заходив в паз 2. Крім цього між електродом і стінками пазу повинен залишатися простірдля виходу парів та газів, супроводжуючих процес зварювання. При цьому треба враховувати, що процес зварювання потрібно виконувати в порівняно вузькому пазу, що потребує певної кваліфікації зварювальника. З іншої сторони, ширина паза 2 не повинна бути дуже великою, щоб забезпечити не надмірну витрату електродів. Як правило, ширину технологічного паза на 30…50 % виконують більшою діаметра електрода з обмазкою. Кількість та спосіб розміщення пазів 2 на пластині підкладки 1 можуть бути вибрані, виходячи із потреб міцності з'єднання пластин біметалу, і це можна визначити в результаті експериментів. Якщо пластини біметалу невеликих розмірів, то пази, як правило, виконуються уподовж їх довших бокових сторін. В подальшому пластину підкладки 1 встановлюють на плакувальній пластині 5 та попередньо закріплюють на ній, наприклад спеціальними затискачами або струбцинами. Для здійснення зварювання електрод 3 встановлюють в черговий технологічний паз 2 на одному із його кінців (Фіг. 2, а). Після початку електродугової зварки настає плавлення верхньої поверхні 1 UA 102031 U 5 10 15 20 плакувальної пластини 5 та бокових сторін паза 2 в пластині підкладки 1. Цей розплав змішується з розплавленим металом плавкого електрода 3 та відбувається утворення чергової зварної ванни 6. В подальшому зварювання продовжують уздовж паза 2 до досягнення другого його кінця. Процес зварювання може продовжуватися, поки ванна зварювання не заповнить весь технологічний паз 2. Після охолодження та кристалізації зварної ванни отримуємо зварний шов 7 між пластинами біметалу 1 та 5 (див. Фіг. 2, а). Загальна ж кількість зварних швів і забезпечить високий рівень міцності зчеплення пластин біметалу. Виступаючі над поверхнею пластини 1, напливи металу зварного шва бажано видалити (наприклад зішліфувати урівень з поверхнею цієї пластини). При зчепленні пластин біметалу значної товщини для економії електродів зварним швом можна заповнити по висоті лише частину технологічного паза 2 в пластині підкладки 1. Тоді в незаповнені частини пазів 2 можуть бути встановлені спеціально виготовлені накладки 8, які запресовують врівень з поверхнею пластини підкладки (Фіг. 2, б). Пропонований спосіб виготовлення біметалів електродуговим зварюванням плавким електродом з використанням технологічних пазів істотно розширює можливості свого застосування за рахунок спрощення і здешевлення технології, забезпечення заздалегідь потрібних властивостей поверхні плакувальної пластини біметалу та досягнення високого рівня міцності зчеплення шарів біметалу, що забезпечує низьку вірогідність його руйнування в процесі експлуатації. 1. Патент РФ № 2193071, кл. С22В 9/20; заявл. 05.06.2000; опубл. 20.11.2002. 2. Сварка в машиностроении /Под ред. Н.А.Ольшанского. - Μ.: Машиностроение, 1978. - Т. 1. - С. 144-151. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 Спосіб виготовлення біметалів електродуговим зварюванням плавким електродом з використанням технологічних пазів, що містить формування зварного шва між пластиною підкладки та плакувальною пластиною біметалу за участю металу плавкого електрода, який відрізняється тим, що в місцях зварювання в пластині підкладки наскрізь фрезерують технологічні пази шириною, більшою діаметра електрода для зварки, пластини тимчасово скріплюють та через технологічні пази зварюють між собою. 2 UA 102031 U Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: F16B 5/00, B23K 9/173
Мітки: спосіб, плавким, біметалів, використанням, електродуговим, технологічних, пазів, електродом, виготовлення, зварюванням
Код посилання
<a href="https://ua.patents.su/5-102031-sposib-vigotovlennya-bimetaliv-elektrodugovim-zvaryuvannyam-plavkim-elektrodom-z-vikoristannyam-tekhnologichnikh-paziv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення біметалів електродуговим зварюванням плавким електродом з використанням технологічних пазів</a>
Спосіб виготовлення біметалів електродуговим зварюванням плавким електродом з використанням заглиблених технологічних отворів
Номер патенту: 102030
Опубліковано: 12.10.2015
Автори: Романенко Віктор Васильович, Блощицин Михайло Сергійович
МПК: F16B 5/00, B23K 9/173
Мітки: спосіб, біметалів, плавким, електродуговим, технологічних, електродом, використанням, зварюванням, заглиблених, отворів, виготовлення
Формула / Реферат:
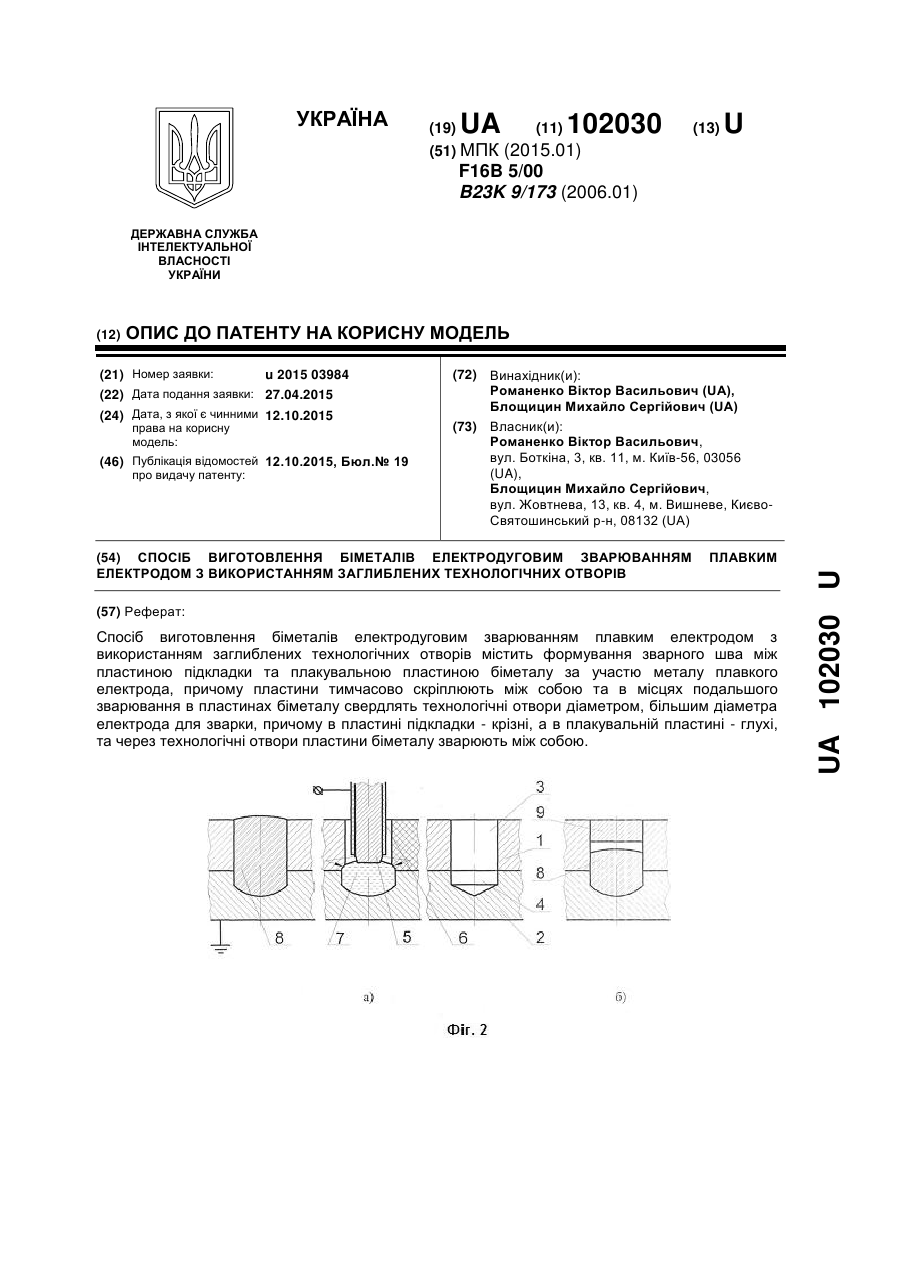
Спосіб виготовлення біметалів електродуговим зварюванням плавким електродом з використанням заглиблених технологічних отворів, що містить формування зварного шва між пластиною підкладки та плакувальною пластиною біметалу за участю металу плавкого електрода, який відрізняється тим, що пластини тимчасово скріплюють між собою та в місцях подальшого зварювання в пластинах біметалу свердлять технологічні отвори діаметром, більшим діаметра...
Спосіб ливарного виготовлення біметалів з використанням технологічних пазів
Номер патенту: 101953
Опубліковано: 12.10.2015
Автори: Лихошва Валерій Петрович, Романенко Віктор Васильович, Кривцун Ігор Віталійович, Шатрава Олександр Павлович, Головко Леонід Федорович
МПК: B23K 20/04, C23C 6/00, B22D 19/00, B32B 7/00
Мітки: технологічних, ливарного, спосіб, біметалів, використанням, виготовлення, пазів
Формула / Реферат:
1. Спосіб ливарного виготовлення біметалів з використанням технологічних пазів, що містить пластину основи та плакувальну пластину і засіб для заливки розплавленого металу, який відрізняється тим, що окремо в пластині основи та в плакувальній пластині виконують технологічні пази, причому в пластині основи - крізні, ступінчасті, ширшою частиною зі сторони заливки розплавленого металу, а в плакувальній пластині - некрізні, нахилені, зі сторони...
Спосіб виготовлення біметалів контактним точковим зварюванням
Номер патенту: 98018
Опубліковано: 10.04.2015
Автор: Романенко Віктор Васильович
МПК: B23K 11/20
Мітки: зварюванням, біметалів, виготовлення, точковим, контактним, спосіб
Формула / Реферат:
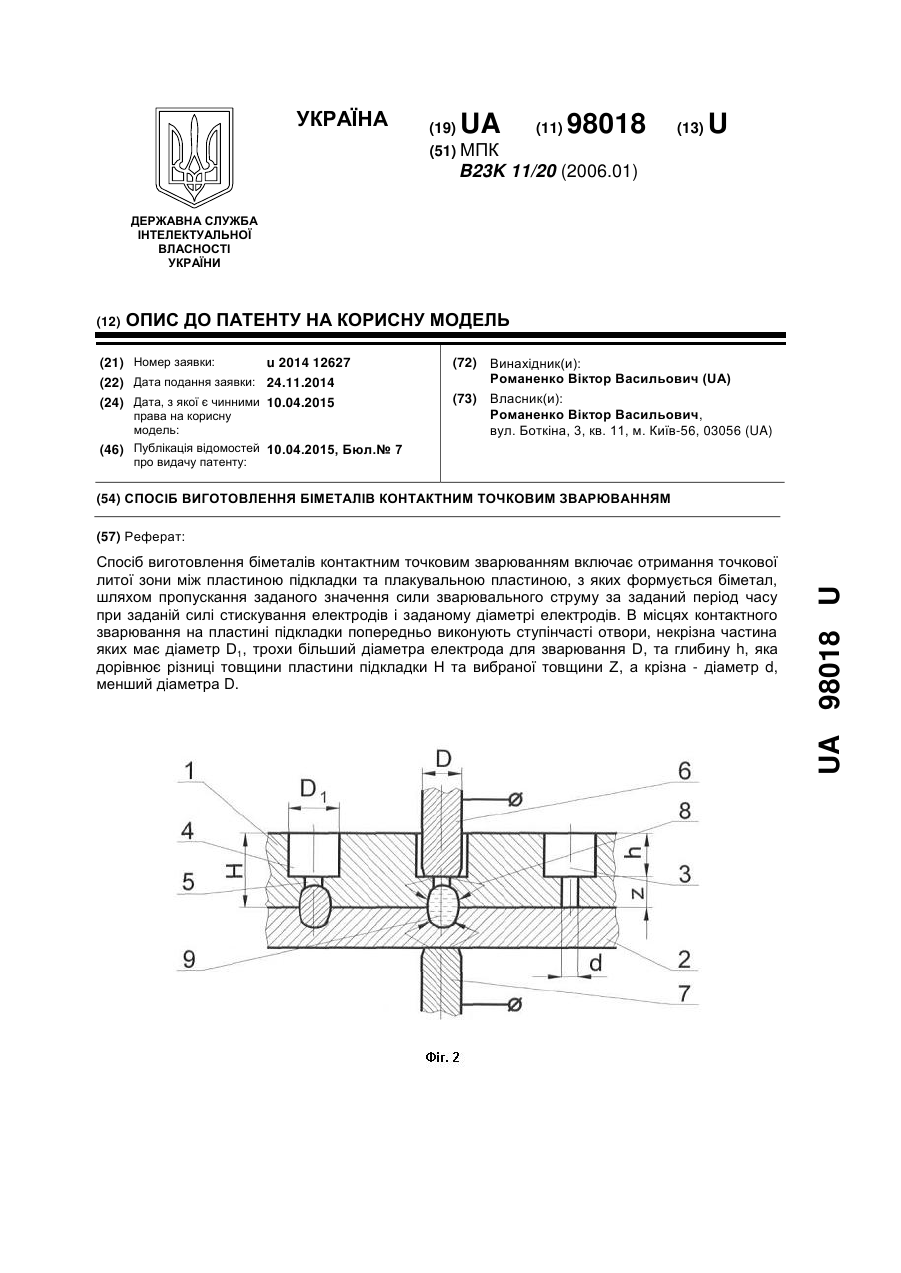
1. Спосіб виготовлення біметалів контактним точковим зварюванням, що включає отримання точкової литої зони між пластиною підкладки та плакувальною пластиною, з яких формується біметал, шляхом пропускання заданого значення сили зварювального струму за заданий період часу при заданій силі стискування електродів і заданому діаметрі електродів, який відрізняється тим, що в місцях контактного зварювання на пластині підкладки попередньо виконують...
Спосіб виготовлення біметалів
Номер патенту: 97980
Опубліковано: 10.04.2015
Автори: Головко Леонід Федорович, Кривцун Ігор Віталійович, Романенко Віктор Васильович
МПК: B23K 11/20
Мітки: біметалів, спосіб, виготовлення
Формула / Реферат:
Спосіб виготовлення біметалів, що включає попереднє формування рельєфу на пластині-підкладці та плакувальній пластині, з яких формується біметал, у вигляді виступів (напливів) та проміжків між ними та подальше з'єднання цих пластин контактним зварюванням, який відрізняється тим, що рельєф потрібної конфігурації наносять у вигляді черг смуг, розміщених на кожній із пластин взаємно перпендикулярно одна одній, а в місцях контактного зварювання...
Спосіб електродугового зварювання плавким електродом та електрод для його здійснення
Номер патенту: 68361
Опубліковано: 16.08.2004
Автори: Кузьменко Володимир Григорович, Кузьменко Георгій Володимирович
МПК: B23K 9/02
Мітки: електродугового, зварювання, електрод, спосіб, плавким, електродом, здійснення
Формула / Реферат:
1. Спосіб електродугового зварювання плавким електродом, що складається з електропровідної частини та ізолюючого покриття, який включає розміщення електрода між деталями, що зварюються, зведення останніх на близьку відстань до зіткнення з електродом, подачу напруги до електрода й обох деталей, що зварюються, збудження дуги між ними з утворенням надлишкового тиску парів у зоні зварювання, який відрізняється тим, що для ізолюючого покриття...
Попередній патент: Спосіб виготовлення біметалів електродуговим зварюванням плавким електродом з використанням заглиблених технологічних отворів
Наступний патент: Теплообмінник охолодження комп’ютерних систем
Випадковий патент: Сопло для гідрозбиву окалини