Спосіб зварювання металів і сплавів
Номер патенту: 106302
Опубліковано: 11.08.2014

Формула / Реферат
1. Спосіб зварювання металів і сплавів з використанням захисних газів та неплавкого електроду, що включає попереднє зварювання з неповним проплавленням кромок, нанесення активуючого флюсу на поверхню охолодженого шва і наступне зварювання по ньому з повним проплавленням кромок, який відрізняється тим, що кромки стику сталі товщиною 6 мм і більше складають із зазором 0,5-3,0 мм, після їх повного проплавлення неплавким електродом у середовищі інертного газу видаляють з поверхні шлакову кірку і залишки активуючого флюсу та продовжують зварювання неплавким електродом з розплавленням присаджуваного металу або плавким електродом, зокрема покритим.
2. Спосіб за п. 1, який відрізняється тим, що попереднє зварювання з неповним проплавленням кромок здійснюють з розплавленням присаджувального або електродного металу.
Текст
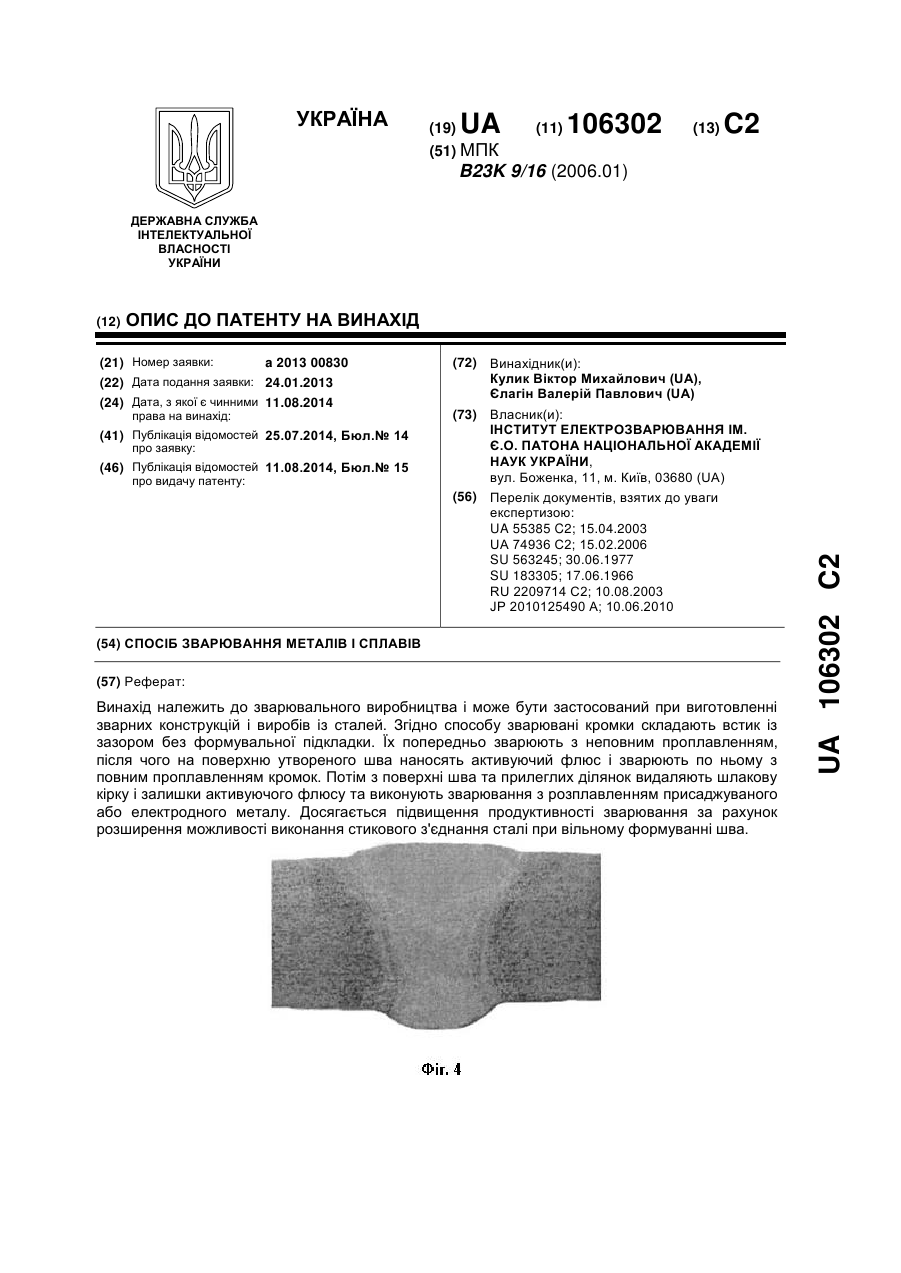
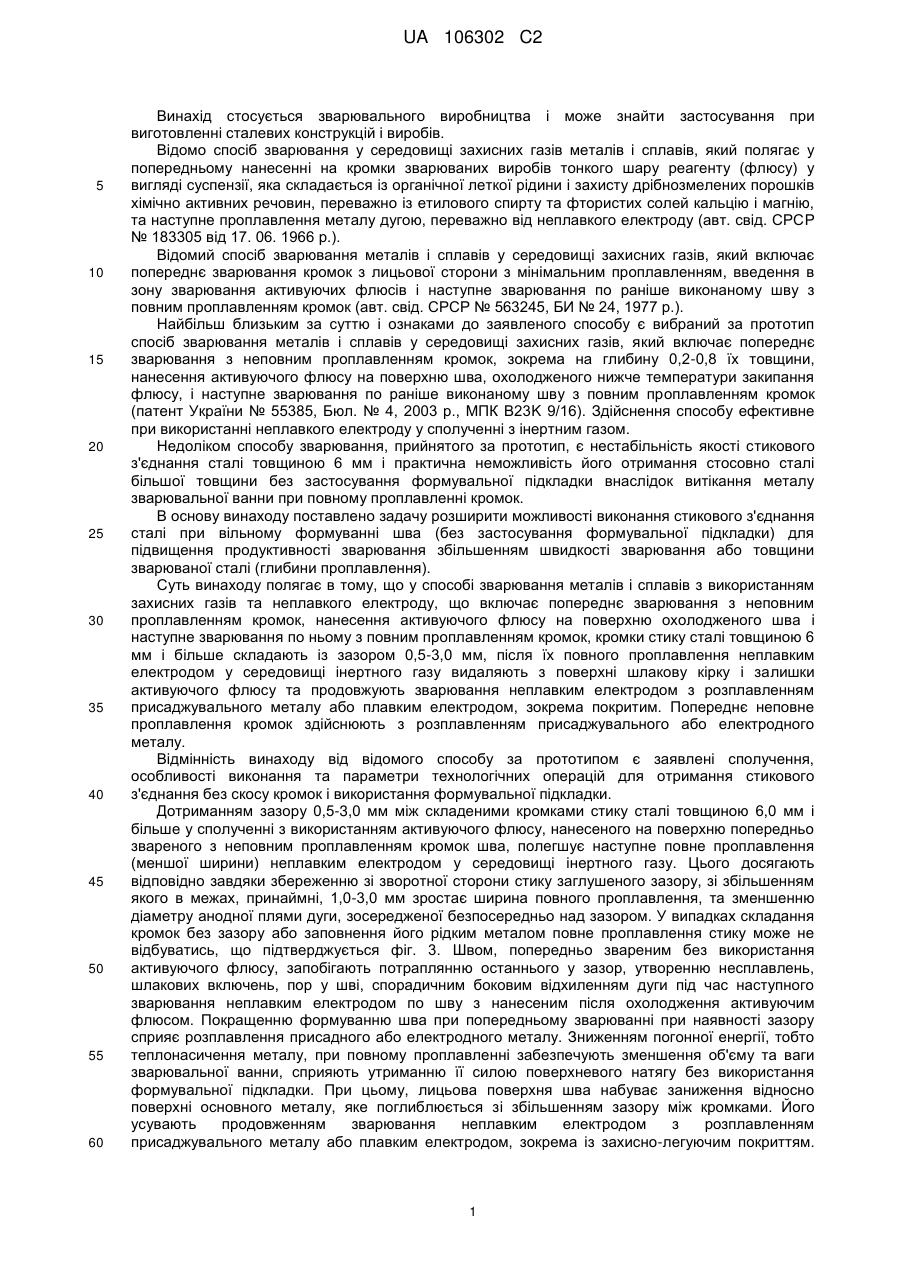
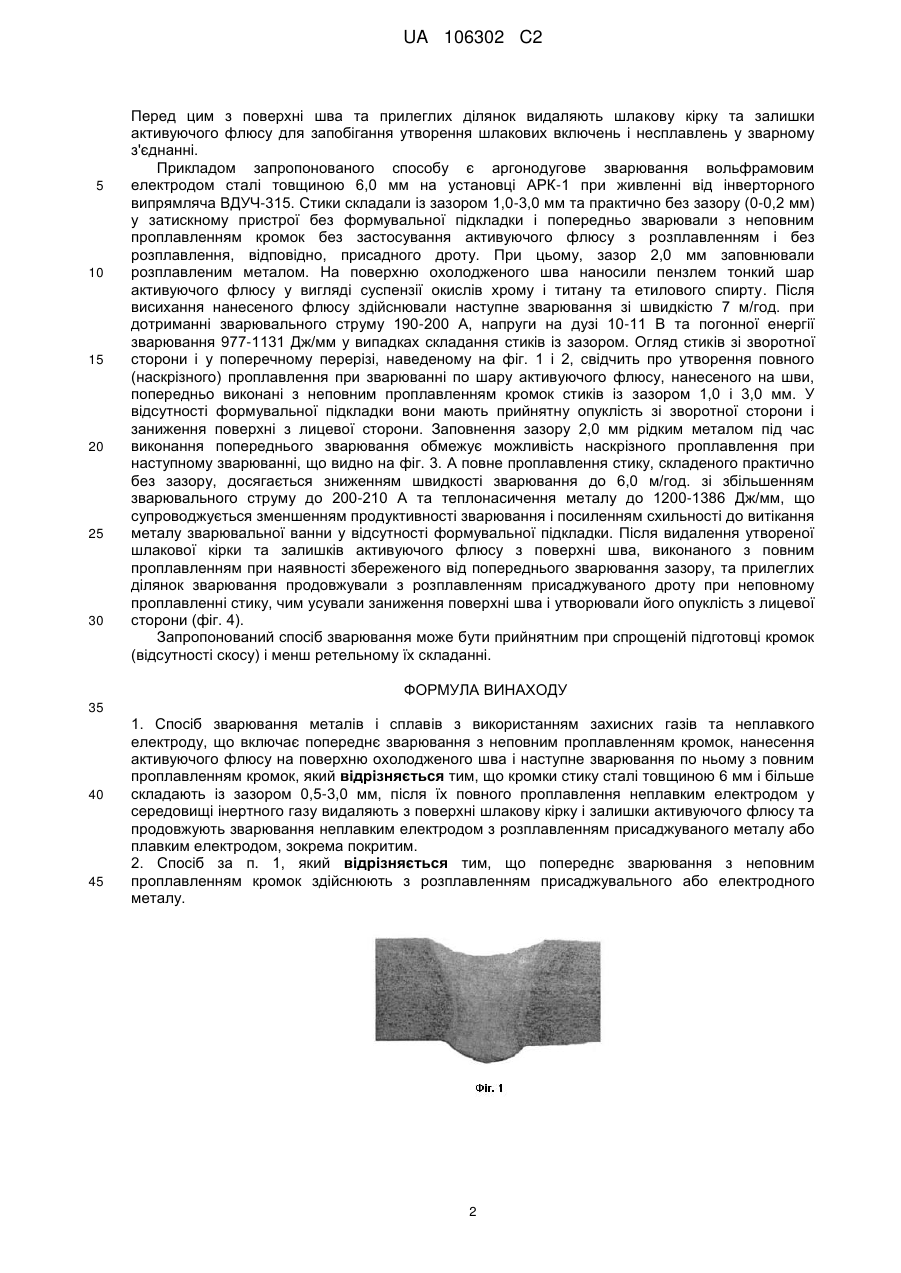
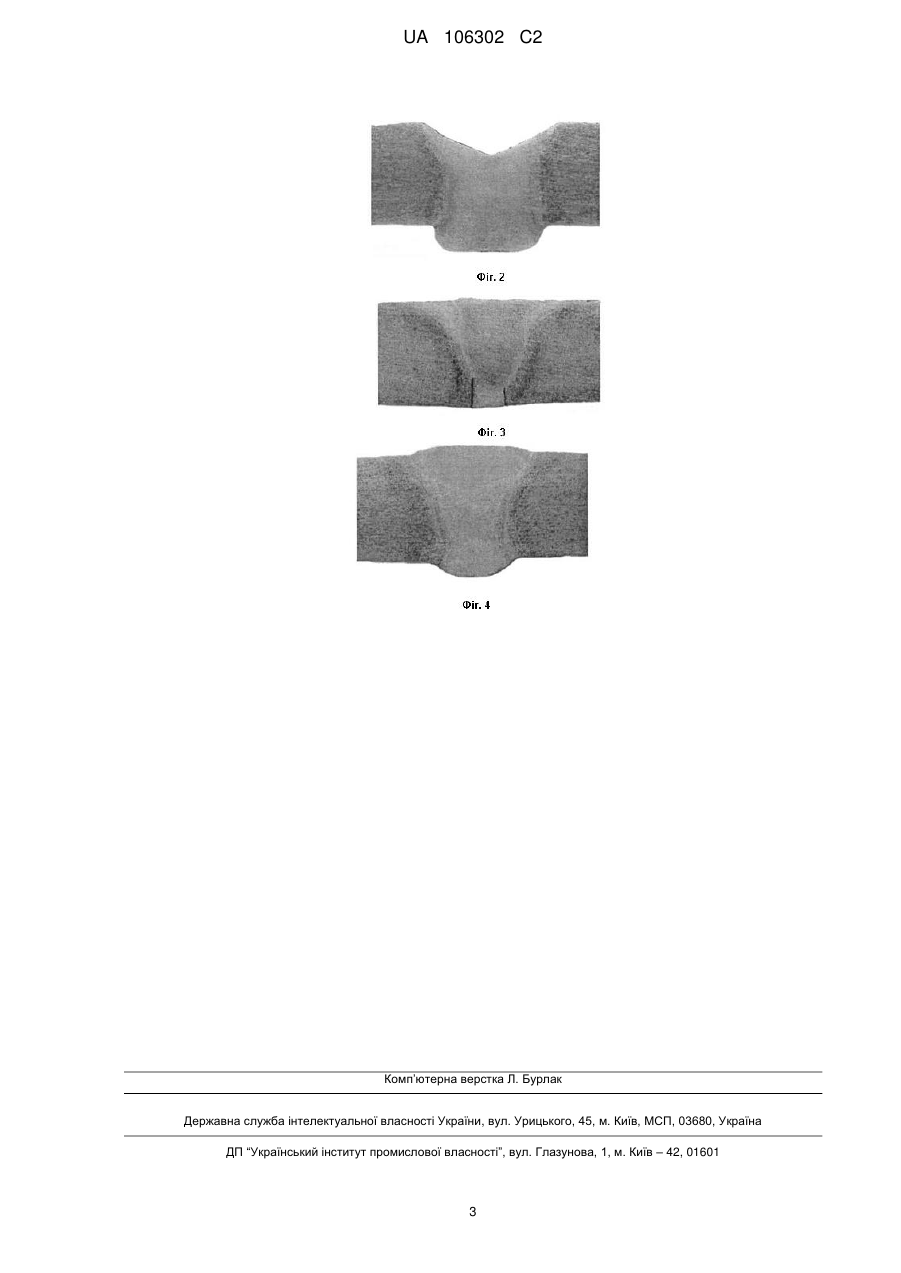
Реферат: Винахід належить до зварювального виробництва і може бути застосований при виготовленні зварних конструкцій і виробів із сталей. Згідно способу зварювані кромки складають встик із зазором без формувальної підкладки. Їх попередньо зварюють з неповним проплавленням, після чого на поверхню утвореного шва наносять активуючий флюс і зварюють по ньому з повним проплавленням кромок. Потім з поверхні шва та прилеглих ділянок видаляють шлакову кірку і залишки активуючого флюсу та виконують зварювання з розплавленням присаджуваного або електродного металу. Досягається підвищення продуктивності зварювання за рахунок розширення можливості виконання стикового з'єднання сталі при вільному формуванні шва. UA 106302 C2 (12) UA 106302 C2 UA 106302 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід стосується зварювального виробництва і може знайти застосування при виготовленні сталевих конструкцій і виробів. Відомо спосіб зварювання у середовищі захисних газів металів і сплавів, який полягає у попередньому нанесенні на кромки зварюваних виробів тонкого шару реагенту (флюсу) у вигляді суспензії, яка складається із органічної леткої рідини і захисту дрібнозмелених порошків хімічно активних речовин, переважно із етилового спирту та фтористих солей кальцію і магнію, та наступне проплавлення металу дугою, переважно від неплавкого електроду (авт. свід. СРСР № 183305 від 17. 06. 1966 p.). Відомий спосіб зварювання металів і сплавів у середовищі захисних газів, який включає попереднє зварювання кромок з лицьової сторони з мінімальним проплавленням, введення в зону зварювання активуючих флюсів і наступне зварювання по раніше виконаному шву з повним проплавленням кромок (авт. свід. СРСР № 563245, БИ № 24, 1977 p.). Найбільш близьким за суттю і ознаками до заявленого способу є вибраний за прототип спосіб зварювання металів і сплавів у середовищі захисних газів, який включає попереднє зварювання з неповним проплавленням кромок, зокрема на глибину 0,2-0,8 їх товщини, нанесення активуючого флюсу на поверхню шва, охолодженого нижче температури закипання флюсу, і наступне зварювання по раніше виконаному шву з повним проплавленням кромок (патент України № 55385, Бюл. № 4, 2003 р., МПК В23K 9/16). Здійснення способу ефективне при використанні неплавкого електроду у сполученні з інертним газом. Недоліком способу зварювання, прийнятого за прототип, є нестабільність якості стикового з'єднання сталі товщиною 6 мм і практична неможливість його отримання стосовно сталі більшої товщини без застосування формувальної підкладки внаслідок витікання металу зварювальної ванни при повному проплавленні кромок. В основу винаходу поставлено задачу розширити можливості виконання стикового з'єднання сталі при вільному формуванні шва (без застосування формувальної підкладки) для підвищення продуктивності зварювання збільшенням швидкості зварювання або товщини зварюваної сталі (глибини проплавлення). Суть винаходу полягає в тому, що у способі зварювання металів і сплавів з використанням захисних газів та неплавкого електроду, що включає попереднє зварювання з неповним проплавленням кромок, нанесення активуючого флюсу на поверхню охолодженого шва і наступне зварювання по ньому з повним проплавленням кромок, кромки стику сталі товщиною 6 мм і більше складають із зазором 0,5-3,0 мм, після їх повного проплавлення неплавким електродом у середовищі інертного газу видаляють з поверхні шлакову кірку і залишки активуючого флюсу та продовжують зварювання неплавким електродом з розплавленням присаджувального металу або плавким електродом, зокрема покритим. Попереднє неповне проплавлення кромок здійснюють з розплавленням присаджувального або електродного металу. Відмінність винаходу від відомого способу за прототипом є заявлені сполучення, особливості виконання та параметри технологічних операцій для отримання стикового з'єднання без скосу кромок і використання формувальної підкладки. Дотриманням зазору 0,5-3,0 мм між складеними кромками стику сталі товщиною 6,0 мм і більше у сполученні з використанням активуючого флюсу, нанесеного на поверхню попередньо звареного з неповним проплавленням кромок шва, полегшує наступне повне проплавлення (меншої ширини) неплавким електродом у середовищі інертного газу. Цього досягають відповідно завдяки збереженню зі зворотної сторони стику заглушеного зазору, зі збільшенням якого в межах, принаймні, 1,0-3,0 мм зростає ширина повного проплавлення, та зменшенню діаметру анодної плями дуги, зосередженої безпосередньо над зазором. У випадках складання кромок без зазору або заповнення його рідким металом повне проплавлення стику може не відбуватись, що підтверджується фіг. 3. Швом, попередньо звареним без використання активуючого флюсу, запобігають потраплянню останнього у зазор, утворенню несплавлень, шлакових включень, пор у шві, спорадичним боковим відхиленням дуги під час наступного зварювання неплавким електродом по шву з нанесеним після охолодження активуючим флюсом. Покращенню формуванню шва при попередньому зварюванні при наявності зазору сприяє розплавлення присадного або електродного металу. Зниженням погонної енергії, тобто теплонасичення металу, при повному проплавленні забезпечують зменшення об'єму та ваги зварювальної ванни, сприяють утриманню її силою поверхневого натягу без використання формувальної підкладки. При цьому, лицьова поверхня шва набуває заниження відносно поверхні основного металу, яке поглиблюється зі збільшенням зазору між кромками. Його усувають продовженням зварювання неплавким електродом з розплавленням присаджувального металу або плавким електродом, зокрема із захисно-легуючим покриттям. 1 UA 106302 C2 5 10 15 20 25 30 Перед цим з поверхні шва та прилеглих ділянок видаляють шлакову кірку та залишки активуючого флюсу для запобігання утворення шлакових включень і несплавлень у зварному з'єднанні. Прикладом запропонованого способу є аргонодугове зварювання вольфрамовим електродом сталі товщиною 6,0 мм на установці АРК-1 при живленні від інверторного випрямляча ВДУЧ-315. Стики складали із зазором 1,0-3,0 мм та практично без зазору (0-0,2 мм) у затискному пристрої без формувальної підкладки і попередньо зварювали з неповним проплавленням кромок без застосування активуючого флюсу з розплавленням і без розплавлення, відповідно, присадного дроту. При цьому, зазор 2,0 мм заповнювали розплавленим металом. На поверхню охолодженого шва наносили пензлем тонкий шар активуючого флюсу у вигляді суспензії окислів хрому і титану та етилового спирту. Після висихання нанесеного флюсу здійснювали наступне зварювання зі швидкістю 7 м/год. при дотриманні зварювального струму 190-200 А, напруги на дузі 10-11 В та погонної енергії зварювання 977-1131 Дж/мм у випадках складання стиків із зазором. Огляд стиків зі зворотної сторони і у поперечному перерізі, наведеному на фіг. 1 і 2, свідчить про утворення повного (наскрізного) проплавлення при зварюванні по шару активуючого флюсу, нанесеного на шви, попередньо виконані з неповним проплавленням кромок стиків із зазором 1,0 і 3,0 мм. У відсутності формувальної підкладки вони мають прийнятну опуклість зі зворотної сторони і заниження поверхні з лицевої сторони. Заповнення зазору 2,0 мм рідким металом під час виконання попереднього зварювання обмежує можливість наскрізного проплавлення при наступному зварюванні, що видно на фіг. 3. А повне проплавлення стику, складеного практично без зазору, досягається зниженням швидкості зварювання до 6,0 м/год. зі збільшенням зварювального струму до 200-210 А та теплонасичення металу до 1200-1386 Дж/мм, що супроводжується зменшенням продуктивності зварювання і посиленням схильності до витікання металу зварювальної ванни у відсутності формувальної підкладки. Після видалення утвореної шлакової кірки та залишків активуючого флюсу з поверхні шва, виконаного з повним проплавленням при наявності збереженого від попереднього зварювання зазору, та прилеглих ділянок зварювання продовжували з розплавленням присаджуваного дроту при неповному проплавленні стику, чим усували заниження поверхні шва і утворювали його опуклість з лицевої сторони (фіг. 4). Запропонований спосіб зварювання може бути прийнятним при спрощеній підготовці кромок (відсутності скосу) і менш ретельному їх складанні. ФОРМУЛА ВИНАХОДУ 35 40 45 1. Спосіб зварювання металів і сплавів з використанням захисних газів та неплавкого електроду, що включає попереднє зварювання з неповним проплавленням кромок, нанесення активуючого флюсу на поверхню охолодженого шва і наступне зварювання по ньому з повним проплавленням кромок, який відрізняється тим, що кромки стику сталі товщиною 6 мм і більше складають із зазором 0,5-3,0 мм, після їх повного проплавлення неплавким електродом у середовищі інертного газу видаляють з поверхні шлакову кірку і залишки активуючого флюсу та продовжують зварювання неплавким електродом з розплавленням присаджуваного металу або плавким електродом, зокрема покритим. 2. Спосіб за п. 1, який відрізняється тим, що попереднє зварювання з неповним проплавленням кромок здійснюють з розплавленням присаджувального або електродного металу. 2 UA 106302 C2 Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюKulyk Viktor Mykhailovych, Yelahin Valerii Pavlovych
Автори російськоюКулик Виктор Михайлович, Елагин Валерий Павлович
МПК / Мітки
МПК: B23K 9/16
Мітки: зварювання, сплавів, металів, спосіб
Код посилання
<a href="https://ua.patents.su/5-106302-sposib-zvaryuvannya-metaliv-i-splaviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб зварювання металів і сплавів</a>
Спосіб зварювання металів і сплавів у середовищі захисних газів
Номер патенту: 55385
Опубліковано: 15.04.2003
Автори: Мельничук Георгій Михайлович, ЛУПАН Аркадій Пилипович, Савицький Михайло Михайлович, Кулик Віктор Михайлович
МПК: B23K 9/16
Мітки: газів, металів, зварювання, середовищі, спосіб, сплавів, захисних
Формула / Реферат:
1. Спосіб зварювання металів і сплавів у середовищі захисних газів, який включає попереднє зварювання з неповним проплавленням кромок, нанесення на поверхню шва активуючого флюсу і наступне зварювання по раніше виконаному шву з повним проплавленням кромок, який відрізняється тим, що активуючий флюс наносять після охолодження поверхні раніше виконаного шва нижче температури закипання флюсу. 2. Спосіб за п.1, який відрізняється...
Спосіб автоматизованого дугового зварювання металів і сплавів у середовищі захисних газів
Номер патенту: 106118
Опубліковано: 25.07.2014
Автори: Савицький Михайло Михайлович, Савицький Олександр Михайлович, Шкрабалюк Юрій Миколайович, Ващенко Володимир Миколайович
МПК: B23K 101/00, B23K 103/00, B23K 9/095, B23K 9/23, B23K 9/12
Мітки: сплавів, середовищі, захисних, спосіб, зварювання, газів, дугового, металів, автоматизованого
Формула / Реферат:
1. Спосіб автоматизованого дугового зварювання металів і сплавів у середовищі захисних газів, який полягає в тому, що включає наступні запрограмовані цикли: герметизацію стику з одночасним або послідовним нанесенням на поверхню шва активуючого флюсу і наступне зварювання по раніше виконаному шву з повним проплавленням кромок, при цьому активуючий флюс у автоматичному режимі наносять на поверхню раніше виконаного шва за єдиною програмою...
Спосіб дугового багатопрохідного зварювання неплавким електродом
Номер патенту: 81053
Опубліковано: 26.11.2007
Автори: Савицький Михайло Михайлович, Черторильський Леонід Олексійович, Кулик Віктор Михайлович, ЛУПАН Аркадій Пилипович
МПК: B23K 9/167
Мітки: дугового, багатопрохідного, неплавким, електродом, спосіб, зварювання
Формула / Реферат:
1. Спосіб дугового багатопрохідного зварювання неплавким електродом у захисних газах стиків, при якому виконують зварювальний прохід з повним проплавленнямпісля нанесення на поверхню активуючого флюсу і наступні проходи з неповним проплавленням, зокрема при зменшенні зварювального струму, який відрізняється тим, що при зварюванні гартівних сталей зменшують швидкість зварювання на останньому проході.2. Спосіб за п. 1, який відрізняється...
Спосіб зварювання різнорідних металів
Номер патенту: 35838
Опубліковано: 10.10.2008
Автори: Каленська Ганна Василівна, Гедрович Анатолій Іванович, Гальцов Ігор Олександрович
МПК: B23K 33/00, B23K 9/23
Мітки: зварювання, різнорідних, металів, спосіб
Формула / Реферат:
Спосіб зварювання різнорідних металів, при якому на поверхні оброблення для забезпечення рівномірності проплавлення, на стороні металу з більшим коефіцієнтом теплопровідності виконують рифлення, який відрізняється тим, що в процесі зварювання разом зі зварювальним дротом (електродом) у зварювальну ванну подають макрохолодильники (відрізки зварювального дроту того ж складу довжиною 2-3 мм), а зварювальному дроту передають низькочастотні...
Спосіб зварювання тертям з перемішуванням сплавів на основі алюмінію
Номер патенту: 75698
Опубліковано: 10.12.2012
Автори: Надеждін Юрій Львович, Вакуленко Ігор Олексійович, Плітченко Сергій Олександрович
МПК: B23K 1/00
Мітки: спосіб, перемішуванням, основі, сплавів, алюмінію, зварювання, тертям
Формула / Реферат:
Спосіб зварювання тертям з перемішуванням сплавів на основі алюмінію, який визначається швидкістю обертання робочого інструмента навколо власної осі та переміщення його уздовж лінії зварювання, що забезпечує необхідний розігрів кромок металу, який відрізняється тим, що швидкість обертання робочого інструмента має значення в інтервалі 800-1000 хв.-1 та швидкість його переміщення уздовж шва 25...40 мм/хв., яка забезпечує необхідний нагрів...
Попередній патент: Сенсорний пристрій для визначення місцеположення та моментів інерції об’єкта
Наступний патент: Спосіб моделювання активності ангіогенезу при індукованому ендометріозі за євдокимовою в.в.
Випадковий патент: Установка для регулювання водозабезпечення із водозабірних артезіанських свердловин