Спосіб зварювання металів і сплавів у середовищі захисних газів
Номер патенту: 55385
Опубліковано: 15.04.2003
Автори: Кулик Віктор Михайлович, ЛУПАН Аркадій Пилипович, Савицький Михайло Михайлович, Мельничук Георгій Михайлович
Формула / Реферат
1. Спосіб зварювання металів і сплавів у середовищі захисних газів, який включає попереднє зварювання з неповним проплавленням кромок, нанесення на поверхню шва активуючого флюсу і наступне зварювання по раніше виконаному шву з повним проплавленням кромок, який відрізняється тим, що активуючий флюс наносять після охолодження поверхні раніше виконаного шва нижче температури закипання флюсу.
2. Спосіб за п.1, який відрізняється тим, що попереднє зварювання виконують з проплавленням на глибину, яка дорівнює 0,2-0,8 товщини зварюваних кромок.
Текст
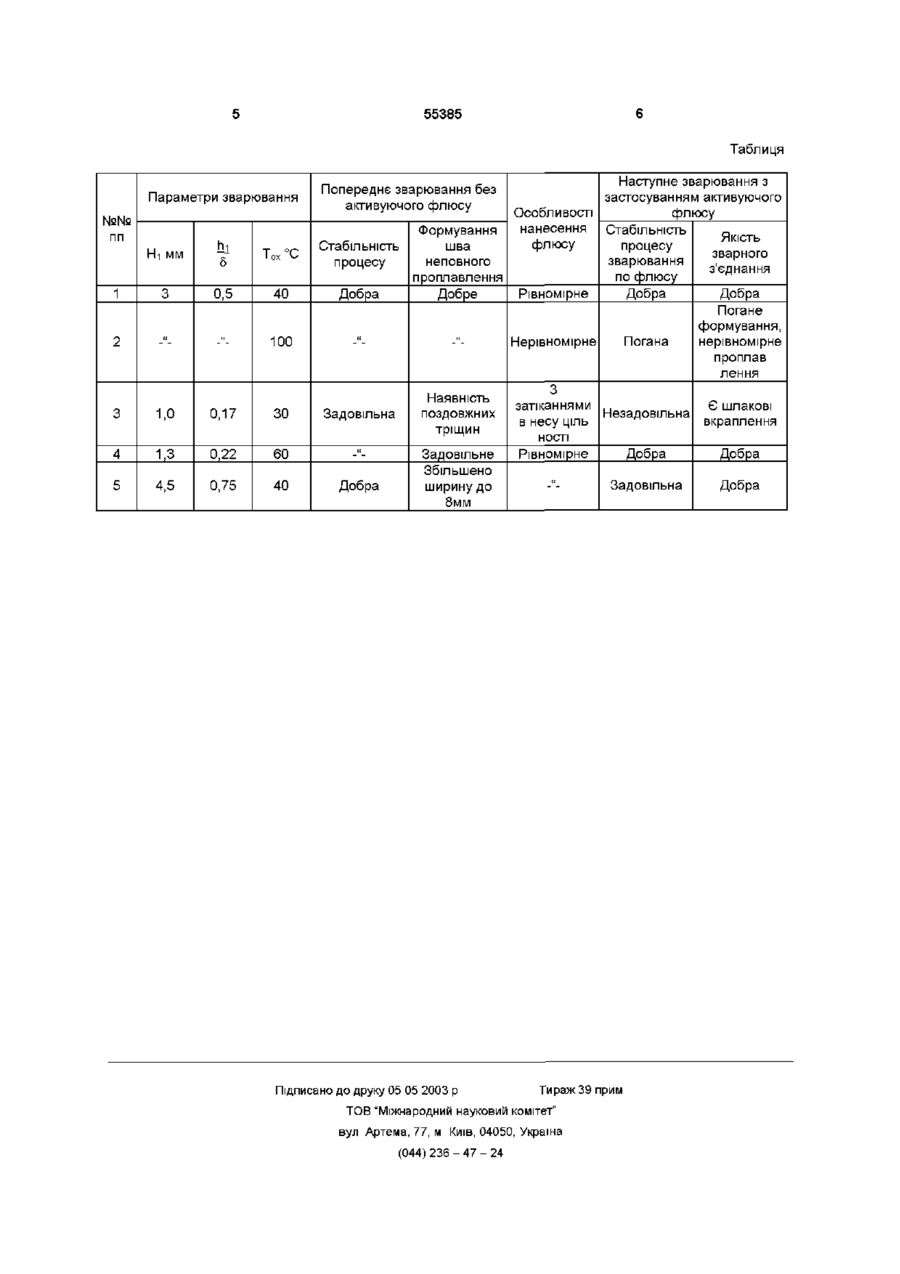
1 Спосіб зварювання металів і сплавів у середовищі захисних газів, який включає попереднє зварювання з неповним проплавленням кромок, нанесення на поверхню шва активуючого флюсу і наступне зварювання по раніше виконаному шву з повним проплавленням кромок, який відрізняється тим, що активуючий флюс наносять після охолодження поверхні раніше виконаного шва нижче температури закипання флюсу 2 Спосіб за п 1 , який відрізняється тим, що попереднє зварювання виконують з проплавленням на глибину, яка дорівнює 0,2-0,8 товщини зварюваних кромок Винахід відноситься до зварювального виробництва і може знайти застосування при виготовленні зварних конструкцій і виробів із високоміцних гартівних сталей Є спосіб зварювання в середовищі захисних газів металів і сплавів, яким передбачено попереднє нанесення на зварювані кромки вироба реагента (флюса) у вигляді ХІМІЧНО активних речовин, зокрема суспензії, яка складається із органічної леткої рідини і зависі дрібнозмелених порошків, переважно із етилового спирту і фтористих солей кальцію і магнію (авт свід СРСР №183305 від 17 06 66р) Недоліком способу є утворення в шві шлакових включень і порожнин внаслідок попадання флюсу в зазор поміж кромками виробу За прототип нашого винаходу прийнято спосіб зварювання металів і сплавів у середовищі захисних газів, який включає попереднє з мінімальним проплавленням кромок зварювання з лицевої сторони, нанесення на поверхню шва активуючого флюсу і наступне зварювання по раніше виконаному шву з повним проплавленням кромок (авт свід СРСР №563245 від ЗО 06 77р , опубл в БІ №24, 1977р) В основу винаходу покладено завдання поліпшення якості зварних з'єднань, зокрема із високоміцних гартівних сталей в способі зварювання металів і сплавів в середовищі захисних газів забезпеченням оптимальних глибини проплавлення попередньо виконаного шва і температури охолодження його для нанесення активуючого флюсу, що дозволяє запобігти утворенню в шві пор, шлакових включень, тріщин, покращити формування і підвищити механічні властивості зварного з'єднання Суть винаходу полягає в тому, що в способі зварювання металів і сплавів у середовищі захисних газів, який включає попереднє неповне проплавлення кромок, нанесення на поверхню шва активуючого флюсу і наступне повне проплавлення кромок по раніше виконаному шву, активуючий флюс наносять після охолодження поверхні раніше виконаного шва нижче температури кипіння флюсу Попереднє проплавлення виконують на глибину, яка дорівнює 0,2-0,8 товщини зварюваних кромок ВІДМІННІСТЬ винаходу від відомого способу полягає в заявлених температурно-часових умовах нанесення активуючого флюсу і глибині попереднього проплавлення металу без активуючого флюсу Нанесення активуючого флюсу після охолодження попередньо виконаного шва нижче температури вскипіння леткої складової флюсу дозволяє добитися рівномірного покриття їм поверхні При більших температурах це не досягається, що обумовлює нестабільність дугового процесу при наступному зварюванні, О ю 00 со ю ю 55385 нерівномірність проплавлення та погіршення якості зварного з'єднання Попереднє проплавлення без застосування активуючого флюсу на глибину, яка дорівнює 0,20,8 товщини зварюваних кромок, виключає попадання нанесуваного активуючого флюсу між кромками, запобігає утворенню в шві шлакових включень, пор та тріщин Зазор між торцями кромок зварного з'єднання з неповним проплавленням, виступаючи концентратором напруг, ІНІЦІЮЄ утворення тріщин в шві при наявності в його металі крихких структурних складових Тому при глибині проплавлення меншій за 0,2 товщини високоміцних гартівних сталей в крихкому малої товщини шві з великим концентратором напруг під дією напружень зварювання утворюються поздовжні тріщини Проплавлення при зварюванні без застосування активуючого флюсу на глибину більшу за 0,8 товщини кромок також підвищує схильність до тріщиноутворення і спричиняє погіршення механічних властивостей зварного з'єднання з причини надмірних збільшень ширини шва і тепловкладення в метал, огрубления структури та підвищення рівня напруг Застосування активуючого флюсу при наступному зварюванні спричиняє збільшення глибини і зменшення ширини проплавлення, що дозволяє зменшити погонну енергію зварювання і тепловкладення в метал, підвищити технологічну МІЦНІСТЬ, отримати поліпшені структуру і механічні властивості зварних з'єднань Запропонований спосіб дозволяє отримати добре сформовані шви відносно невеликої ширини Завдяки поліпшенню структури металу зварні з'єднання отримують підвищені технологічну МІЦНІСТЬ і механічні властивості Спосіб здійснюють таким чином Вироби збирають для зварювання встик 3 лицевої сторони проводять попереднє зварювання в середовищі захисних газів з неповним проплавленням на глибину, що дорівнює 0,2-0,8 товщини кромок Виконаний шов охолоджують до температур нижчих за температуру закипання активуючого флюсу, котрий являє собою суміш окислів, солей і летких складових у вигляді суспензії, пасти, олівця, аерозолі та ш , і який наносять на поверхню попередньо виконаного шва намазуванням, розпилюванням чи іншим способом Після випаровування летких складових нанесеного флюсу проводять наступне наскрізне проплавлення Найбільша ефективність здійснення способу досягається при зварюванні неплавким електродом в середовищі інертного газу Прикладом запропонованого способу є аргоно-дугове зварювання вольфрамовим електродом високоміцної хромкремніймарганцевої сталі товщиною 5=6мм Зварювання проводилось на установці АРК-1 при живленні від випрямляча ВСВУ-315 Зібрані без розроблення кромок стики попередньо зварювали з неповним проплавленням без застосування активуючого флюсу При заданих температурах охолодження Тох, які визначалися за допомогою контактної хромель-копелєвої термопари, на поверхню шва наносили пензелем тонкий шар активуючого флюсу у вигляді суспензії окислів з етиловим спиртом, який має температуру кипіння 78°С Після висихання нанесеного активуючого флюсу виконували наступне зварювання з наскрізним проплавленням, не заварюючи частину попередньо виконаного шва для визначення по поперечним макрошліфам глибини неповного проплавлення hi Зварювання проводили із швидкістю бм/год на струмах h=50-230A і Ь"210А при дотримання напруги на дузі 10-11В У таблиці наведено різні варіанти аргонодугового зварювання неплавким електродом із застосуванням активуючого флюсу До запропонованого способу відносяться варіанти 1, 4, 5, які забезпечують належну якість зварного з'єднання високоміцної сталі При здійсненні варіантів 2 і 3, які є позамежними і до яких належить прототип 3, спостерігається погіршення якості зварних з'єднань, і поставлене завдання не досягається 55385 Таблиця Параметри зварювання No№ пп Стабільність процесу Ні мм hi 5 1 3 0,5 40 Добра 2 -" -" 100 -" 3 1,0 0,17 ЗО Задовільна 4 1,3 0,22 60 -" 5 4,5 0,75 40 Добра І ох С Наступне зварювання з застосуванням активуючого Особливості флюсу нанесення Стабільність Формування Якість флюсу процесу шва зварного зварювання неповного з'єднання по флюсу проплавлення Рівномірне Добра Добра Добре Погане формування, нерівномірне Нерівномірне Погана -"проплав лення 3 Наявність затіканнями Є шлакові поздовжних Незадовільна в несу ціль вкраплення тріщин Попереднє зварювання без аісгивуючого флюсу НОСТІ Задовільне Збільшено ширину до 8мм Підписано до друку 05 05 2003 р Рівномірне Добра Добра -" Задовільна Добра Тираж 39 прим ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of gas-shielded arc welding of metals and alloys
Автори англійськоюSavytskyi Mykhailo Mykhailovych, Kulyk Viktor Mykhailovych, Lupan Arkadii Pylypovych, Melnychuk Heorhii Mykhailovych
Назва патенту російськоюСпособ сварки металлов и сплавов в среде защитных газов
Автори російськоюСавицкий Михаил Михайлович, Кулик Виктор Михайлович, Лупан Аркадий Филиппович, Мельничук Георгий Михайлович
МПК / Мітки
МПК: B23K 9/16
Мітки: газів, зварювання, металів, сплавів, спосіб, середовищі, захисних
Код посилання
<a href="https://ua.patents.su/3-55385-sposib-zvaryuvannya-metaliv-i-splaviv-u-seredovishhi-zakhisnikh-gaziv.html" target="_blank" rel="follow" title="База патентів України">Спосіб зварювання металів і сплавів у середовищі захисних газів</a>
Спосіб дугового зварювання плавким електродом в середовищі захисних газів

Номер патенту: 43424
Опубліковано: 17.12.2001
Автори: Патон Борис Євгенович, Шевчук Сергій Анатолійович, Шейко Павло Петрович, Жерносєков Анатолій Максимович, Лебедєв Володимир Костянтинович
МПК: B23K 9/167, B23K 9/173
Мітки: спосіб, плавким, дугового, зварювання, захисних, середовищі, електродом, газів
Формула / Реферат:
1. Спосіб дугового зварювання плавким електродом в середовищі захисних газів, при якому декілька одноатомних, багатоатомних газів або їх сумішей подають в зону горіння дуги імпульсами, який відрізняється тим, що частоту чергування імпульсів подачі різних газів або їх сумішей вибирають рівною або близькою до власної частоти коливань розплавленого об'єму зварювальної ванни.2. Спосіб за п.1, який відрізняється тим, що при подачі в зону...
Місцевий відсмоктувач зварювальних аерозолів до пальника механізованої електрозварки металів у середовищі захисних газів
Номер патенту: 465
Опубліковано: 29.12.1999
Автори: Енан Алім Амідович, Бутвин Олександр Миколаєвич
МПК: B23K 9/16
Мітки: механізованої, захисних, електрозварки, газів, відсмоктувач, середовищі, металів, аерозолів, пальника, зварювальних, місцевий
Формула / Реферат:
Місцевий відсмоктувач зварювальних аерозолів до пальника механізованої електрозварки металів у середовищі захисних газів, що містить відсмоктувальну насадку аркоподібної форми, рухомо закріплену на газовідвідній трубці з прохідним півкільцевим перерізом, який в і д-різняється тим, що газовідвідна трубка містить накладку, яка жорстко з'єднана з газовідвідною трубкою відсмоктувана та рукояткою пальника з допомогою шарнірної скоби та натяжного...
Пристрій для електродугового зварювання в середовищі захисних газів
Номер патенту: 2940
Опубліковано: 26.12.1994
Автори: Галанцан Ушер Срульович, Фуголь Володимир Федорович
Мітки: газів, захисних, пристрій, зварювання, електродугового, середовищі
Формула / Реферат:
Устройство для электродуговой сварки в среде защитных газов, содержащее сварочную горелку, соединенную газопроводом с источником защитного газа, и светозащитную маску с установленным на ней подвижно светофильтром и приводом перемещения светофильтра, выполненным в виде пневмоцилиндра, а также узел управления приводом светофильтра, размещенным на сварочной горелке, отличающееся тем, что, с целью упрощения управления светофильтром, узел...
Установка для випробувань металів на втому в середовищі газів при підвищених температурах та тисках
Номер патенту: 12574
Опубліковано: 28.02.1997
Автори: Бережницька Марія Пилипівна, Гребенюк Станіслав Олексійович, Витвицький Віктор Іванович, Ткачов Володимир Іванович
Мітки: установка, тисках, металів, втому, підвищених, температурах, середовищі, випробувань, газів
Формула / Реферат:
Установка для випробування металів на втому в середовищі газів при підвищених температурах та тисках, яка містить робочу камеру, шпінделі, нагрівальний елемент, механізм навантаження, електродвигун приводу обтертання зразка, гнучкий вал, відрізняється тим, що введено касету, в якій розміщено електродвигун приводу обертання зразка, та додаткову камеру, в якій розміщено механізм навантаження, при цьому касету завантажено в робочу камеру,...
Спосіб газового зварювання металів з використанням пальних газів – замінників ацетилену
Номер патенту: 21075
Опубліковано: 04.11.1997
Автор: Веселов Валентин Васильович
МПК: B23K 5/00
Мітки: пальних, використанням, спосіб, зварювання, газового, замінників, металів, ацетилену, газів
Формула / Реферат:
1. Способ газовой сварки металлов с использованием горючих газов-заменителей ацетилена, включающий подачу, смешение и подогрев сварочных газов и последующих их полное сжигание в среде окружающего воздуха, а также нагрев и расплавление сварочным пламенем места сварки и формирование сварочного шва, отличающийся тем, что смешение сварочных газов осуществляют после подогрева кислорода и газов - заменителей ацетилена в отдельности, а подогретую...
Наступний патент: Спосіб та реактор (варіанти) для гетерогенного екзотермічного синтезу формальдегіду
Випадковий патент: Кущовий підземний генератор біогазу