Спосіб з’єднання труб зварюванням
Номер патенту: 106543
Опубліковано: 25.04.2016
Автори: Подолян Олександр Олександрович, Нестеренко Андрій Олегович


Формула / Реферат
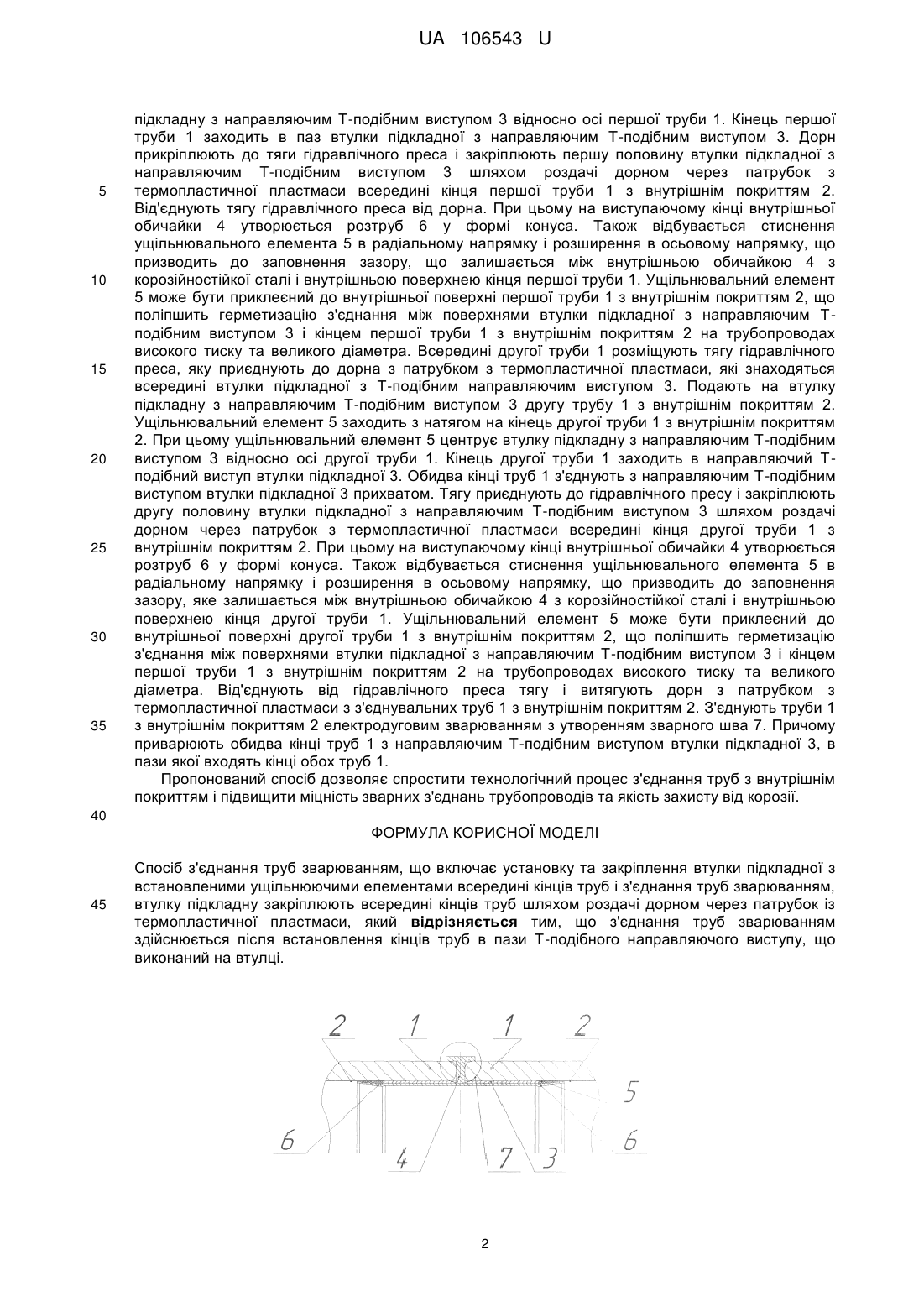
Спосіб з'єднання труб зварюванням, що включає установку та закріплення втулки підкладної з встановленими ущільнюючими елементами всередині кінців труб і з'єднання труб зварюванням, втулку підкладну закріплюють всередині кінців труб шляхом роздачі дорном через патрубок із термопластичної пластмаси, який відрізняється тим, що з'єднання труб зварюванням здійснюється після встановлення кінців труб в пази Т-подібного направляючого виступу, що виконаний на втулці.
Текст
Реферат: Спосіб з'єднання труб зварюванням включає установку та закріплення втулки підкладної з встановленими ущільнюючими елементами всередині кінців труб і з'єднання труб зварюванням. Втулку підкладну закріплюють всередині кінців труб шляхом роздачі дорном через патрубок із термопластичної пластмаси. З'єднання труб зварюванням здійснюється після встановлення кінців труб в пази Т-подібного направляючого виступу, що виконаний на втулці. UA 106543 U (12) UA 106543 U UA 106543 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі будівництва трубопроводів, а саме до захисту втулками підкладними зварних з'єднань трубопроводів від внутрішньої корозії. Відомий спосіб з'єднання труб з внутрішнім покриттям (Патент РФ № 2079033, кл. F16L13/02, опубліковано 10.05.1997 р., бюл. № 13), що включає установку всередину з'єднувальних труб втулки з корозійностійкого матеріалу, складання стику під зварювання, з'єднання труб зварюванням і ущільнення між зовнішньою поверхнею втулки і покритими внутрішніми поверхнями зварюваних труб здійснюють після з'єднання труб зварюванням, запресовуванням втулки в зварені труби шляхом високошвидкісного пластичного деформування втулки. Цей спосіб має істотні недоліки. По-перше, використовується дуже дороге обладнання для запресовування втулок, а саме магнітно-імпульсна установка. По-друге, найголовніше, що високошвидкісна пластична деформація внутрішньої циліндричної втулки всередині кінців труб не дозволяє отримати щільне герметичне з'єднання між поверхнями втулки і кінців труб. Це пов'язано з тим, що повітря, наявне між втулкою і кінцями труб, є передавальним середовищем при використанні енергії вибуху, тобто повітря роздає кінці труб на велику величину. Повітря не повністю витісняється з зазору, наявного між втулкою і кінцями труб при високошвидкісному пластичному деформуванні втулки, а це призводить до утворення буферної зони між втулкою і кінцями труб, що є причиною не забезпечення герметичності з'єднання між поверхнями втулки і кінців труб. Практикою можливості використання енергії вибуху для з'єднання труб при будівництві трубопроводу та відновлення герметичності обсадних колон в нафтовидобувній промисловості отримані тільки одні негативні результати. Не було досягнуто жодного позитивного результату. Також неможливо застосувати дане обладнання в польових умовах, де погоди і умови відіграють головну роль (сніг, дощ, низька температура і т.д.). Крім того, сам технологічний процес енергоємний і трудомісткий у виконанні. Відомий спосіб з'єднання металевих труб з внутрішнім покриттям (Патент РФ № 2157478, МПК кл. F16L13/02, опубл. 10.10.2000), що включає установку всередину втулки з кінців труб встановленими на кінцях її зовнішньої поверхні ущільнювальними елементами, герметизацію з'єднання втулки і кінців труб до або після з'єднання труб зварюванням, шляхом обтискання кінців труб навпаки втулки або ущільнювальних елементів втулки. Даний спосіб має недоліки, пов'язані з тим, що для обтискання кінців труб великого діаметра і з великою товщиною стінки потрібне спеціальне громіздке і енергоємне обладнання, що ускладнює технологічний процес з'єднання труб з внутрішнім покриттям. Крім того, звужується переріз трубопроводу в місцях встановлення втулки. Відомий спосіб з'єднання труб з внутрішнім покриттям зварюванням (Патент РФ № 2553842, МПК кл. F16L13/02, опубл. 20.06.2015. бюл. № 17), який є близьким аналогом, який включає установку та закріплення втулки підкладною з установленими ущільнюючими елементами всередині кінців труб і з'єднання труб зварюванням, закріпленням втулки підкладної шляхом роздачі дорном через патрубок з термопластичної пластмаси. Даний спосіб має недоліки, пов'язані з тим, що зварне з'єднання ззовні труб незахищене від зовнішніх чинників, таким чином воно швидко пошкодиться і призведе до роз'єднання шву. Задача корисної моделі полягає в підвищення якості зварного з'єднання труб. Поставлена задача вирішується тим, що спосіб з'єднання труб зварюванням включає установку та закріплення втулки підкладної з встановленими ущільнюючими елементами всередині кінців труб і з'єднання труб зварюванням, втулку підкладну закріплюють всередині кінців труб шляхом роздачі дорном через патрубок із термопластичної пластмаси, згідно з корисною моделлю, з'єднання труб зварюванням здійснюється після встановлення кінців труб в пази Т-подібного направляючого виступу, що виконаний на втулці. Суть корисної моделі. На кресленні показаний в розрізі загальний вид з'єднання труб з внутрішнім покриттям, який отримано пропонованим способом: труба 1, внутрішнє покриття 2, втулка підкладна з направляючим Т-подібним виступом 3, внутрішня обичайка 4 з корозійностійкої сталі, ущільнювальні елементи 5, розтруби 6 і зварні шви 7. Спосіб здійснюють наступним чином. Для захисту та міцності зварного з'єднання використовують втулку підкладну з направляючим Т-подібним виступом 3, яка має внутрішню обичайку 4 з корозійностійкої сталі, кінці якої виступають за торці втулки підкладної з направляючим Т-подібним виступом 3. На виступаючих кінцях зовнішньої поверхні обичайки 4 розміщені ущільнювальні елементи 5. Ущільнювальні елементи 5 можуть бути приклеєні до зовнішньої поверхні обичайки 4. Всередині втулки підкладної з направляючим Т-подібним виступом 3 розміщують дорн з патрубком з термопластичної пластмаси, які потім встановлюють всередині кінця першої труби 1 з внутрішнім покриттям 2. Ущільнювальний елемент 5 заходить з натягом в кінець першої труби 1 з внутрішнім покриттям 2. При цьому ущільнювальний елемент 5 центрує втулку 1 UA 106543 U 5 10 15 20 25 30 35 підкладну з направляючим Т-подібним виступом 3 відносно осі першої труби 1. Кінець першої труби 1 заходить в паз втулки підкладної з направляючим Т-подібним виступом 3. Дорн прикріплюють до тяги гідравлічного преса і закріплюють першу половину втулки підкладної з направляючим Т-подібним виступом 3 шляхом роздачі дорном через патрубок з термопластичної пластмаси всередині кінця першої труби 1 з внутрішнім покриттям 2. Від'єднують тягу гідравлічного преса від дорна. При цьому на виступаючому кінці внутрішньої обичайки 4 утворюється розтруб 6 у формі конуса. Також відбувається стиснення ущільнювального елемента 5 в радіальному напрямку і розширення в осьовому напрямку, що призводить до заповнення зазору, що залишається між внутрішньою обичайкою 4 з корозійностійкої сталі і внутрішньою поверхнею кінця першої труби 1. Ущільнювальний елемент 5 може бути приклеєний до внутрішньої поверхні першої труби 1 з внутрішнім покриттям 2, що поліпшить герметизацію з'єднання між поверхнями втулки підкладної з направляючим Тподібним виступом 3 і кінцем першої труби 1 з внутрішнім покриттям 2 на трубопроводах високого тиску та великого діаметра. Всередині другої труби 1 розміщують тягу гідравлічного преса, яку приєднують до дорна з патрубком з термопластичної пластмаси, які знаходяться всередині втулки підкладної з Т-подібним направляючим виступом 3. Подають на втулку підкладну з направляючим Т-подібним виступом 3 другу трубу 1 з внутрішнім покриттям 2. Ущільнювальний елемент 5 заходить з натягом на кінець другої труби 1 з внутрішнім покриттям 2. При цьому ущільнювальний елемент 5 центрує втулку підкладну з направляючим Т-подібним виступом 3 відносно осі другої труби 1. Кінець другої труби 1 заходить в направляючий Тподібний виступ втулки підкладної 3. Обидва кінці труб 1 з'єднують з направляючим Т-подібним виступом втулки підкладної 3 прихватом. Тягу приєднують до гідравлічного пресу і закріплюють другу половину втулки підкладної з направляючим Т-подібним виступом 3 шляхом роздачі дорном через патрубок з термопластичної пластмаси всередині кінця другої труби 1 з внутрішнім покриттям 2. При цьому на виступаючому кінці внутрішньої обичайки 4 утворюється розтруб 6 у формі конуса. Також відбувається стиснення ущільнювального елемента 5 в радіальному напрямку і розширення в осьовому напрямку, що призводить до заповнення зазору, яке залишається між внутрішньою обичайкою 4 з корозійностійкої сталі і внутрішньою поверхнею кінця другої труби 1. Ущільнювальний елемент 5 може бути приклеєний до внутрішньої поверхні другої труби 1 з внутрішнім покриттям 2, що поліпшить герметизацію з'єднання між поверхнями втулки підкладної з направляючим Т-подібним виступом 3 і кінцем першої труби 1 з внутрішнім покриттям 2 на трубопроводах високого тиску та великого діаметра. Від'єднують від гідравлічного преса тягу і витягують дорн з патрубком з термопластичної пластмаси з з'єднувальних труб 1 з внутрішнім покриттям 2. З'єднують труби 1 з внутрішнім покриттям 2 електродуговим зварюванням з утворенням зварного шва 7. Причому приварюють обидва кінці труб 1 з направляючим Т-подібним виступом втулки підкладної 3, в пази якої входять кінці обох труб 1. Пропонований спосіб дозволяє спростити технологічний процес з'єднання труб з внутрішнім покриттям і підвищити міцність зварних з'єднань трубопроводів та якість захисту від корозії. 40 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 45 Спосіб з'єднання труб зварюванням, що включає установку та закріплення втулки підкладної з встановленими ущільнюючими елементами всередині кінців труб і з'єднання труб зварюванням, втулку підкладну закріплюють всередині кінців труб шляхом роздачі дорном через патрубок із термопластичної пластмаси, який відрізняється тим, що з'єднання труб зварюванням здійснюється після встановлення кінців труб в пази Т-подібного направляючого виступу, що виконаний на втулці. 2 UA 106543 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of joining pipes by welding
Автори англійськоюPodolian Oleksandr Oleksandrovych, Nesterenko Andrii Olehovych
Назва патенту російськоюСпособ соединения труб свариванием
Автори російськоюПодолян Александр Александрович, Нестеренко Андрей Олегович
МПК / Мітки
МПК: F16L 13/02
Мітки: з'єднання, спосіб, труб, зварюванням
Код посилання
<a href="https://ua.patents.su/5-106543-sposib-zehdnannya-trub-zvaryuvannyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб з’єднання труб зварюванням</a>
Спосіб виробництва труб безперервним пічним зварюванням
Номер патенту: 60963
Опубліковано: 15.10.2003
Автор: Давидов Фома Давидович
МПК: B21B 23/00
Мітки: пічним, безперервним, труб, спосіб, зварюванням, виробництва
Формула / Реферат:
Спосіб виробництва труб безперервним пічним зварюванням, що включає підготовку штрипса, нагрівання його в тунельних печах, формування трубної заготовки, зварювання її кромок, редукування, прокатування, калібрування, розрізання на мірні довжини та охолодження труби, який відрізняється тим, що редукування здійснюють зі стоншуванням стінки труби на величину яка є рівною або...
Спосіб зміцнення бурильних труб із алюмінієвих сплавів
Номер патенту: 103529
Опубліковано: 25.10.2013
Автори: Роп'як Любомир Ярославович, Рогаль Олександр Васильович
МПК: E21B 17/00
Мітки: бурильних, спосіб, алюмінієвих, сплавів, зміцнення, труб
Формула / Реферат:
Спосіб зміцнення бурильних труб із алюмінієвих сплавів шляхом формування на поверхні труби оксидного покриття в електроліті, який відрізняється тим, що на зовнішній поверхні основного тіла бурильної труби місцево формують в режимі іскрових і мікродугових розрядів потовщене оксидне покриття, довжину зміцненої оксидним покриттям зони l визначають із співвідношення0,05L<l<15D, де L -...
Спосіб мінімізації стовщених кінців при прокатуванні труб в редукційно-розтяжному стані
Номер патенту: 67792
Опубліковано: 15.07.2004
Автор: Пеле Ганс Йоахім
МПК: B21B 37/78, B21B 35/02, B21B 17/00
Мітки: мінімізації, стані, прокатуванні, труб, кінців, спосіб, редукційно-розтяжному, стовщених
Формула / Реферат:
Спосіб мінімізації стовщених кінців труб в редукційно-розтяжному стані шляхом часової зміни крутного моменту окремих привідних прокатних клітей при проходженні початку труби або, відповідно, кінця труби через редукційно-розтяжний стан так, що кінці труби прокатують з більшими, ніж стаціонарні, відношеннями швидкостей обертання валків, який відрізняється тим, що між стаціонарними і підвищеними відношеннями швидкостей обертання встановлюють...
Гелікоїдна машина для згортання листа в трубу з безперервним зварюванням шва
Номер патенту: 13741
Опубліковано: 17.04.2006
Автори: Корчак Олена Сергіївна, Роганов Лев Леонідович, Роганов Максим Львович
МПК: B21B 17/00
Мітки: трубу, безперервним, зварюванням, гелікоїдна, шва, листа, машина, згортання
Формула / Реферат:
Гелікоїдна машина для згортання листа в трубу з безперервним зварюванням шва, що містить формуючий пристрій, пристрій для зварювання, пристрій для просування, систему напрямних та натискних роликів, яка відрізняється тим, що формуючий елемент виконано у вигляді гелікоїдної труби, в якій здійснюється формування та одночасне калібрування заготовки, а пристрій для зварювання встановлено безпосередньо на формуючому елементі з можливістю...
Спосіб з’єднання спіралешовних труб з витого полого профілю
Номер патенту: 75280
Опубліковано: 26.11.2012
Автор: Усатенко Дмитро Владиславович
МПК: F16L 39/00, F16L 15/04
Мітки: з'єднання, спосіб, витого, труб, профілю, спіралешовних, полого
Формула / Реферат:
Спосіб з'єднання спіралешовних труб з витого полого профілю, що включає утворення торцевих поверхонь на внутрішній і зовнішній стінках полого профілю на з'єднуваних кінцях труб, сполучення гвинтоподібних поверхонь витого полого профілю спіралешовних труб і стикування торцевих поверхонь з подальшим закріпленням, який відрізняється тим, що торцеву поверхню на внутрішній стінці кінця одної із двох труб, що підлягає з'єднанню, утворюють за...
Попередній патент: Шуруп
Наступний патент: Спосіб з’єднання труб з внутрішнім покриттям
Випадковий патент: Горіхокол вальцевий