Спосіб з’єднання труб з внутрішнім покриттям
Номер патенту: 106544
Опубліковано: 25.04.2016
Автори: Нестеренко Андрій Олегович, Подолян Олександр Олександрович

Формула / Реферат
Спосіб з'єднання труб з внутрішнім покриттям, який включає установку та закріплення втулки підкладної з встановленими ущільнюючими елементами всередині кінців труб і з'єднання труб зварюванням, втулку підкладну закріплюють всередині кінців труб шляхом роздачі дорном через патрубок із термопластичної пластмаси, який відрізняється тим, що з'єднання труб зварюванням здійснюють після встановлення кінців труб в пази Т-подібного направляючого виступу, що виконаний на втулці, в якому розташована порошкова стрічка.
Текст
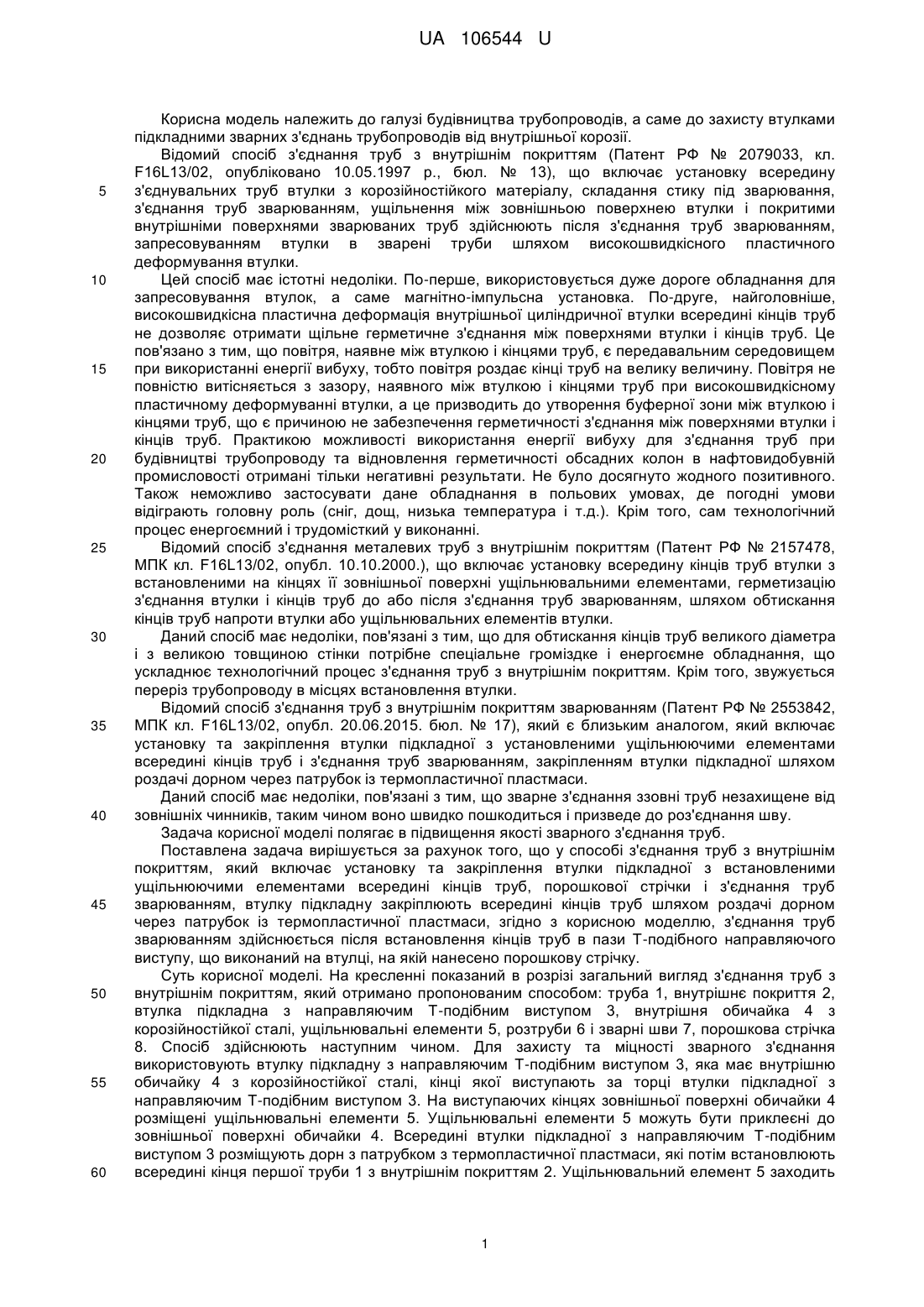
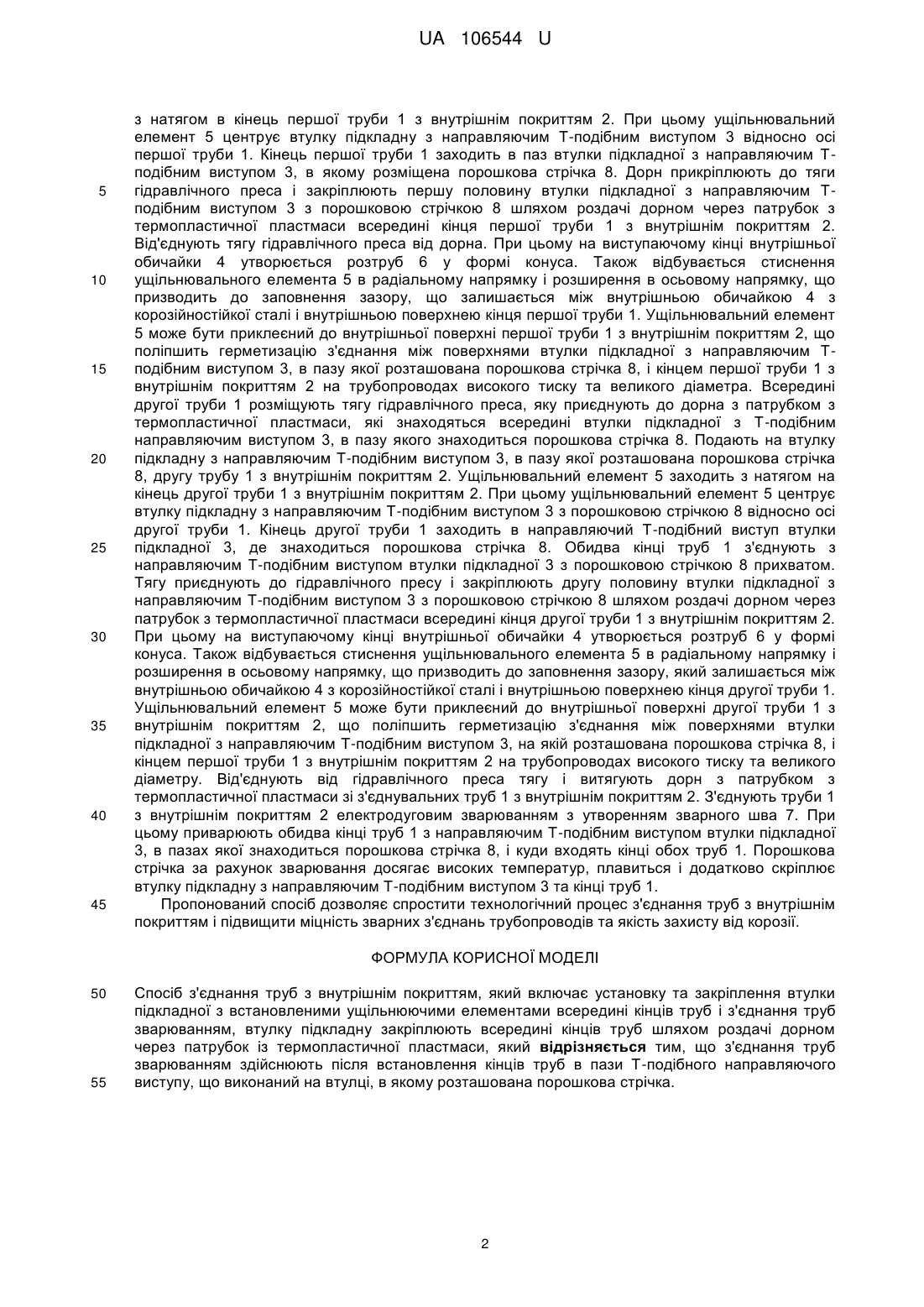
Реферат: Спосіб з'єднання труб з внутрішнім покриттям включає установку та закріплення втулки підкладної з встановленими ущільнюючими елементами всередині кінців труб і з'єднання труб зварюванням, втулку підкладну закріплюють всередині кінців труб шляхом роздачі дорном через патрубок із термопластичної пластмаси. При цьому з'єднання труб зварюванням здійснюють після встановлення кінців труб в пази Т-подібного направляючого виступу, що виконаний на втулці, в якому розташована порошкова стрічка. UA 106544 U (12) UA 106544 U UA 106544 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі будівництва трубопроводів, а саме до захисту втулками підкладними зварних з'єднань трубопроводів від внутрішньої корозії. Відомий спосіб з'єднання труб з внутрішнім покриттям (Патент РФ № 2079033, кл. F16L13/02, опубліковано 10.05.1997 р., бюл. № 13), що включає установку всередину з'єднувальних труб втулки з корозійностійкого матеріалу, складання стику під зварювання, з'єднання труб зварюванням, ущільнення між зовнішньою поверхнею втулки і покритими внутрішніми поверхнями зварюваних труб здійснюють після з'єднання труб зварюванням, запресовуванням втулки в зварені труби шляхом високошвидкісного пластичного деформування втулки. Цей спосіб має істотні недоліки. По-перше, використовується дуже дороге обладнання для запресовування втулок, а саме магнітно-імпульсна установка. По-друге, найголовніше, високошвидкісна пластична деформація внутрішньої циліндричної втулки всередині кінців труб не дозволяє отримати щільне герметичне з'єднання між поверхнями втулки і кінців труб. Це пов'язано з тим, що повітря, наявне між втулкою і кінцями труб, є передавальним середовищем при використанні енергії вибуху, тобто повітря роздає кінці труб на велику величину. Повітря не повністю витісняється з зазору, наявного між втулкою і кінцями труб при високошвидкісному пластичному деформуванні втулки, а це призводить до утворення буферної зони між втулкою і кінцями труб, що є причиною не забезпечення герметичності з'єднання між поверхнями втулки і кінців труб. Практикою можливості використання енергії вибуху для з'єднання труб при будівництві трубопроводу та відновлення герметичності обсадних колон в нафтовидобувній промисловості отримані тільки негативні результати. Не було досягнуто жодного позитивного. Також неможливо застосувати дане обладнання в польових умовах, де погодні умови відіграють головну роль (сніг, дощ, низька температура і т.д.). Крім того, сам технологічний процес енергоємний і трудомісткий у виконанні. Відомий спосіб з'єднання металевих труб з внутрішнім покриттям (Патент РФ № 2157478, МПК кл. F16L13/02, опубл. 10.10.2000.), що включає установку всередину кінців труб втулки з встановленими на кінцях її зовнішньої поверхні ущільнювальними елементами, герметизацію з'єднання втулки і кінців труб до або після з'єднання труб зварюванням, шляхом обтискання кінців труб напроти втулки або ущільнювальних елементів втулки. Даний спосіб має недоліки, пов'язані з тим, що для обтискання кінців труб великого діаметра і з великою товщиною стінки потрібне спеціальне громіздке і енергоємне обладнання, що ускладнює технологічний процес з'єднання труб з внутрішнім покриттям. Крім того, звужується переріз трубопроводу в місцях встановлення втулки. Відомий спосіб з'єднання труб з внутрішнім покриттям зварюванням (Патент РФ № 2553842, МПК кл. F16L13/02, опубл. 20.06.2015. бюл. № 17), який є близьким аналогом, який включає установку та закріплення втулки підкладної з установленими ущільнюючими елементами всередині кінців труб і з'єднання труб зварюванням, закріпленням втулки підкладної шляхом роздачі дорном через патрубок із термопластичної пластмаси. Даний спосіб має недоліки, пов'язані з тим, що зварне з'єднання ззовні труб незахищене від зовнішніх чинників, таким чином воно швидко пошкодиться і призведе до роз'єднання шву. Задача корисної моделі полягає в підвищення якості зварного з'єднання труб. Поставлена задача вирішується за рахунок того, що у способі з'єднання труб з внутрішнім покриттям, який включає установку та закріплення втулки підкладної з встановленими ущільнюючими елементами всередині кінців труб, порошкової стрічки і з'єднання труб зварюванням, втулку підкладну закріплюють всередині кінців труб шляхом роздачі дорном через патрубок із термопластичної пластмаси, згідно з корисною моделлю, з'єднання труб зварюванням здійснюється після встановлення кінців труб в пази Т-подібного направляючого виступу, що виконаний на втулці, на якій нанесено порошкову стрічку. Суть корисної моделі. На кресленні показаний в розрізі загальний вигляд з'єднання труб з внутрішнім покриттям, який отримано пропонованим способом: труба 1, внутрішнє покриття 2, втулка підкладна з направляючим Т-подібним виступом 3, внутрішня обичайка 4 з корозійностійкої сталі, ущільнювальні елементи 5, розтруби 6 і зварні шви 7, порошкова стрічка 8. Спосіб здійснюють наступним чином. Для захисту та міцності зварного з'єднання використовують втулку підкладну з направляючим Т-подібним виступом 3, яка має внутрішню обичайку 4 з корозійностійкої сталі, кінці якої виступають за торці втулки підкладної з направляючим Т-подібним виступом 3. На виступаючих кінцях зовнішньої поверхні обичайки 4 розміщені ущільнювальні елементи 5. Ущільнювальні елементи 5 можуть бути приклеєні до зовнішньої поверхні обичайки 4. Всередині втулки підкладної з направляючим Т-подібним виступом 3 розміщують дорн з патрубком з термопластичної пластмаси, які потім встановлюють всередині кінця першої труби 1 з внутрішнім покриттям 2. Ущільнювальний елемент 5 заходить 1 UA 106544 U 5 10 15 20 25 30 35 40 45 з натягом в кінець першої труби 1 з внутрішнім покриттям 2. При цьому ущільнювальний елемент 5 центрує втулку підкладну з направляючим Т-подібним виступом 3 відносно осі першої труби 1. Кінець першої труби 1 заходить в паз втулки підкладної з направляючим Тподібним виступом 3, в якому розміщена порошкова стрічка 8. Дорн прикріплюють до тяги гідравлічного преса і закріплюють першу половину втулки підкладної з направляючим Тподібним виступом 3 з порошковою стрічкою 8 шляхом роздачі дорном через патрубок з термопластичної пластмаси всередині кінця першої труби 1 з внутрішнім покриттям 2. Від'єднують тягу гідравлічного преса від дорна. При цьому на виступаючому кінці внутрішньої обичайки 4 утворюється розтруб 6 у формі конуса. Також відбувається стиснення ущільнювального елемента 5 в радіальному напрямку і розширення в осьовому напрямку, що призводить до заповнення зазору, що залишається між внутрішньою обичайкою 4 з корозійностійкої сталі і внутрішньою поверхнею кінця першої труби 1. Ущільнювальний елемент 5 може бути приклеєний до внутрішньої поверхні першої труби 1 з внутрішнім покриттям 2, що поліпшить герметизацію з'єднання між поверхнями втулки підкладної з направляючим Тподібним виступом 3, в пазу якої розташована порошкова стрічка 8, і кінцем першої труби 1 з внутрішнім покриттям 2 на трубопроводах високого тиску та великого діаметра. Всередині другої труби 1 розміщують тягу гідравлічного преса, яку приєднують до дорна з патрубком з термопластичної пластмаси, які знаходяться всередині втулки підкладної з Т-подібним направляючим виступом 3, в пазу якого знаходиться порошкова стрічка 8. Подають на втулку підкладну з направляючим Т-подібним виступом 3, в пазу якої розташована порошкова стрічка 8, другу трубу 1 з внутрішнім покриттям 2. Ущільнювальний елемент 5 заходить з натягом на кінець другої труби 1 з внутрішнім покриттям 2. При цьому ущільнювальний елемент 5 центрує втулку підкладну з направляючим Т-подібним виступом 3 з порошковою стрічкою 8 відносно осі другої труби 1. Кінець другої труби 1 заходить в направляючий Т-подібний виступ втулки підкладної 3, де знаходиться порошкова стрічка 8. Обидва кінці труб 1 з'єднують з направляючим Т-подібним виступом втулки підкладної 3 з порошковою стрічкою 8 прихватом. Тягу приєднують до гідравлічного пресу і закріплюють другу половину втулки підкладної з направляючим Т-подібним виступом 3 з порошковою стрічкою 8 шляхом роздачі дорном через патрубок з термопластичної пластмаси всередині кінця другої труби 1 з внутрішнім покриттям 2. При цьому на виступаючому кінці внутрішньої обичайки 4 утворюється розтруб 6 у формі конуса. Також відбувається стиснення ущільнювального елемента 5 в радіальному напрямку і розширення в осьовому напрямку, що призводить до заповнення зазору, який залишається між внутрішньою обичайкою 4 з корозійностійкої сталі і внутрішньою поверхнею кінця другої труби 1. Ущільнювальний елемент 5 може бути приклеєний до внутрішньої поверхні другої труби 1 з внутрішнім покриттям 2, що поліпшить герметизацію з'єднання між поверхнями втулки підкладної з направляючим Т-подібним виступом 3, на якій розташована порошкова стрічка 8, і кінцем першої труби 1 з внутрішнім покриттям 2 на трубопроводах високого тиску та великого діаметру. Від'єднують від гідравлічного преса тягу і витягують дорн з патрубком з термопластичної пластмаси зі з'єднувальних труб 1 з внутрішнім покриттям 2. З'єднують труби 1 з внутрішнім покриттям 2 електродуговим зварюванням з утворенням зварного шва 7. При цьому приварюють обидва кінці труб 1 з направляючим Т-подібним виступом втулки підкладної 3, в пазах якої знаходиться порошкова стрічка 8, і куди входять кінці обох труб 1. Порошкова стрічка за рахунок зварювання досягає високих температур, плавиться і додатково скріплює втулку підкладну з направляючим Т-подібним виступом 3 та кінці труб 1. Пропонований спосіб дозволяє спростити технологічний процес з'єднання труб з внутрішнім покриттям і підвищити міцність зварних з'єднань трубопроводів та якість захисту від корозії. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 50 55 Спосіб з'єднання труб з внутрішнім покриттям, який включає установку та закріплення втулки підкладної з встановленими ущільнюючими елементами всередині кінців труб і з'єднання труб зварюванням, втулку підкладну закріплюють всередині кінців труб шляхом роздачі дорном через патрубок із термопластичної пластмаси, який відрізняється тим, що з'єднання труб зварюванням здійснюють після встановлення кінців труб в пази Т-подібного направляючого виступу, що виконаний на втулці, в якому розташована порошкова стрічка. 2 UA 106544 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of joining pipes with internal coating
Автори англійськоюPodolian Oleksandr Oleksandrovych, Nesterenko Andrii Olehovych
Назва патенту російськоюСпособ соединения труб с внутренним покрытием
Автори російськоюПодолян Александр Александрович, Нестеренко Андрей Олегович
МПК / Мітки
МПК: F16L 13/02
Мітки: покриттям, спосіб, труб, з'єднання, внутрішнім
Код посилання
<a href="https://ua.patents.su/5-106544-sposib-zehdnannya-trub-z-vnutrishnim-pokrittyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб з’єднання труб з внутрішнім покриттям</a>
Спосіб з’єднання труб зварюванням
Номер патенту: 106543
Опубліковано: 25.04.2016
Автори: Нестеренко Андрій Олегович, Подолян Олександр Олександрович
МПК: F16L 13/02
Мітки: труб, з'єднання, зварюванням, спосіб
Формула / Реферат:
Спосіб з'єднання труб зварюванням, що включає установку та закріплення втулки підкладної з встановленими ущільнюючими елементами всередині кінців труб і з'єднання труб зварюванням, втулку підкладну закріплюють всередині кінців труб шляхом роздачі дорном через патрубок із термопластичної пластмаси, який відрізняється тим, що з'єднання труб зварюванням здійснюється після встановлення кінців труб в пази Т-подібного направляючого виступу, що...
Спосіб виготовлення теплообмінних труб з внутрішнім оребренням
Номер патенту: 48102
Опубліковано: 10.03.2010
Автори: Голубєв Олексій Борисович, Трокоз Ярослав Євгенович, Горін Вадим Вікторович, Барабаш Петро Олексійович
Мітки: теплообмінних, труб, спосіб, внутрішнім, виготовлення, оребренням
Формула / Реферат:
Спосіб виготовлення теплообмінних труб з внутрішнім оребренням, що включає виготовлення охоплюючої несучої труби та вставки у вигляді труби з внутрішнім оребренням із пластичного металу, подальше розміщення вставки в охоплюючій трубі та притискання вставки до внутрішньої поверхні охоплюючої труби, який відрізняється тим, що притискання вставки до внутрішньої поверхні охоплюючої труби забезпечується тимчасовим створенням у каналі вставки...
Спосіб виробництва багатошарових металевих труб із внутрішнім і зовнішнім плакованими покриттями
Номер патенту: 20160
Опубліковано: 15.01.2007
Автори: Бідношея Марія Олександрівна, Бідношея Марина Валентинівна, Петруняк Володимир Ярославович
МПК: B23K 20/04, B23K 20/10
Мітки: металевих, труб, плакованими, покриттями, внутрішнім, виробництва, зовнішнім, багатошарових, спосіб
Формула / Реферат:
1. Спосіб виробництва багатошарових металевих труб із внутрішнім і зовнішнім плакованими покриттями, що включає формування двох стрічок із сталі та іншого металу в трубну заготовку, її гаряче деформування, зварювання внутрішнього і зовнішнього швів трубних заготовок, наступне стикове зварювання з одержанням труби, який відрізняється тим, що для виробництва багатошарових металевих труб використовують металевий лист, який по ширині має на...
Спосіб виготовлення теплообмінних труб з внутрішнім оребренням
Номер патенту: 30469
Опубліковано: 25.02.2008
Автори: Барабаш Петро Олексійович, Трокоз Ярослав Євгенович, Голубєв Олексій Борисович, Безродний Михайло Костянтинович
Мітки: виготовлення, труб, теплообмінних, оребренням, внутрішнім, спосіб
Формула / Реферат:
1. Спосіб виготовлення теплообмінних труб з внутрішнім оребренням, що включає виготовлення охоплюючої труби та вставки, наступне розміщення вставки в охоплюючій трубі, який відрізняється тим, що після розміщення вставки, виконаної у вигляді труби із пластичного металу з великою теплопровідністю, в охоплюючій трубі, через внутрішній канал вставки протягують оправку, яка має формуючу конічну та калібруючу циліндричну частини, з канавками на її...
Спосіб внутрішньої ізоляції насосно-компресорних труб протикорозійним полімерним покриттям
Номер патенту: 21823
Опубліковано: 10.04.2007
Автори: Бардіна Олена Олександрівна, Бардін Олександр Олексійович
МПК: E21B 36/00
Мітки: полімерним, покриттям, протикорозійним, насосно-компресорних, труб, внутрішньої, спосіб, ізоляції
Формула / Реферат:
Спосіб внутрішньої ізоляції насосно-компресорних труб (НКТ) протикорозійним полімерним покриттям, що включає нанесення внутрішнього полімерного покриття на НКТ, який відрізняється тим, що як полімерне покриття використовують пластиковий вкладиш, який формують шляхом роздування безпосередньо у внутрішній порожнині нагрітої до температури розм'якшення пластика насосно-компресорної труби так, що на обох торцях труби утворюють пластикові фланці,...
Попередній патент: Спосіб з’єднання труб зварюванням
Наступний патент: Вибуховий пристрій для відбивання блочного декоративного каменю
Випадковий патент: Пристрій для збирання розливального припасу