Спосіб оцінки якості тонкостінних виробів, зміцнених покриттями
Номер патенту: 108061
Опубліковано: 24.06.2016
Автори: Сідашенко Олександр Іванович, Незовибатько Юрій Миколайович, Романюк Світлана Павлівна, Таран Валерій Семенович, Скобло Тамара Семенівна, Безлюдько Геннадій Якович, Гаркуша Ігор Євгенійович

Формула / Реферат
1. Спосіб оцінки якості виробів з залізовуглецевих сплавів неруйнівним магнітним методом згідно коерцитивної сили, який відрізняється тим, що для оцінки експлуатаційної стійкості спосіб включає намагнічення контрольованого тонкостінного виробу, зміцненого покриттям з однієї сторони, та вимірювання проводять не менш як в чотирьох зонах з кожної сторони з однаковим розташуванням магнітного перетворювача та рівень виникаючих напружень визначають по співвідношенню середніх показників:
K = Нс/Нсн,
де: Нс - виміри коерцитивної сили тонкостінного виробу з незміцненої сторони;
Нсн - виміри коерцитивної сили тонкостінного виробу зі зміцненої покриттям сторони.
2. Спосіб за п. 1, який відрізняється тим, що при K=1,0-1,1 у виробі відсутні суттєві напруження.
3. Спосіб за п. 1, який відрізняється тим, що для зменшення напружень (K<1,0-1,1 або K>1,0-1,1), що виникають з різних сторін виробу (без та зі зміцненням), слід використовувати природне старіння з витримкою після їх зміцнення протягом не менше ніж 25-30 діб.
Текст
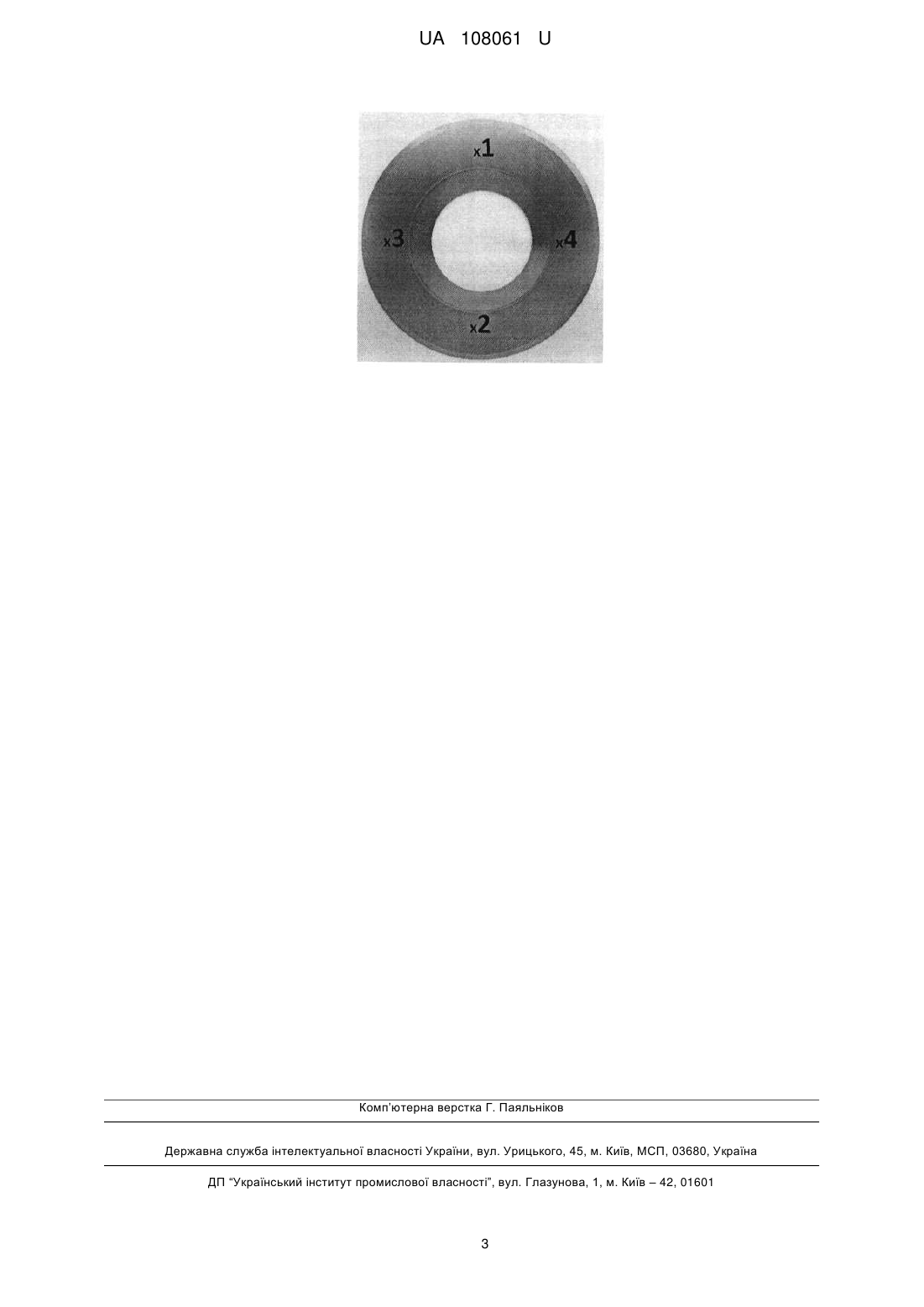
Реферат: Спосіб оцінки якості виробів з залізовуглецевих сплавів неруйнівним магнітним методом згідно коерцитивної сили. Для оцінки експлуатаційної стійкості спосіб включає намагнічення контрольованого тонкостінного виробу, зміцненого покриттям з однієї сторони, та вимірювання проводять не менш як в чотирьох зонах з кожної сторони з однаковим розташуванням магнітного перетворювача. При цьому рівень виникаючих напружень визначають по співвідношенню середніх показників: К = Нс/Нсн, де: Нс - виміри коерцитивної сили тонкостінного виробу з не зміцненої сторони; Нсн виміри коерцитивної сили тонкостінного виробу зі зміцненої покриттям сторони. UA 108061 U (12) UA 108061 U UA 108061 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до неруйнівних методів контролю якості тонкостінних виробів із залізовуглецевих сплавів з покриттями і може використовуватися для підвищення їх експлуатаційної стійкості при виготовленні та зміцненні. Відомий спосіб магнітного контролю феромагнітних виробів, який полягає в тому, що перетворювачі магнітного поля переміщують по вимірюваній поверхні, яку намагнічують та знімають сигнали з датчиків [1]. За сигналами з датчиків по лінії їх розташування, в площині, перпендикулярній розташованим перетворювачам при вимірюванні поверхні і напрямку поширення тріщин, визначають векторну функцію розподілу напруженості магнітного поля як сукупність інформативних ознак і параметрів. Порівнюють визначену векторну функцію з еталонними векторними функціями, отриманими з урахуванням поля фону, які зберігаються в пам'яті ЕОМ, і за результатами порівняння визначають наявність дефекту, а його характеристики обчислюють з використанням залежностей, введених в пам'ять ЕОМ. Недоліком даного способу є те, що його можливо використовувати при виявленні дефектів на великогабаритних та товстостінних об'єктах, а не на тонкостінних виробах. Крім того, цей метод є достатньо трудомістким, оскільки для здійснення контролю необхідне введення додаткових операцій під час його проведення і, відповідно, додаткового устаткування. Також відомий спосіб визначення напружень у феромагнітних матеріалах на залізній основі, який полягає в безперервному вимірі коерцитивної сили феромагнетика, при навантаженні та після цього судять про напруги [2]. З метою розширення технологічних можливостей шляхом визначення залишкових напружень у деталях, які відчули пластичну деформацію, їх навантажують зростаючими розтягуючими напруженнями. В процесі навантаження реєструють зменшення коерцитивної сили, фіксують її мінімальне значення Н С min і за величиною розтягуючих напружень, відповідних HС min, судять про рівень - залишкових. Цей метод може бути використаний для контролю якості термообробки (відпалювання) виробів, але не ефективний для - зміцнених покриттями, оскільки, навантаження зростаючими розтягуючими напруженнями буде призводити до відділення плівкового покриття від основи. Найбільш близьким до заявленого методу є спосіб контролю якості виробів з залізовуглецевих сплавів неруйнівним магнітним методом згідно коерцитивної сили, який включає намагнічення контрольованого виробу і фіксацію його магнітних параметрів [3]. Проте, в даному способі оцінюються лише дефекти у кожній зоні виробів, які визначають по коефіцієнту анізотропії коерцитивної сили. Даний спосіб не може бути використаний для зміцненого тонкостінного інструменту тому, що не передбачає оцінку впливу нанесеного покриття відносно не зміцненої протилежної поверхні виробу. Запропонований метод є ефективним для тонкостінного ріжучого інструменту в переробному виробництві і виконаний на прикладі дискових ножів (діаметром 75-76 мм і товщиною основної частини 0,64 мм) зі зміцнюючим покриттям однієї поверхні. Задачею корисної моделі є розробка способу оцінки якості та ступеню однорідності властивостей по радіусу з різних сторін (без - та зі зміцненням) тонкостінного інструменту. Поставлена задача вирішується тим, що в способі оцінки якості тонкостінних виробів із залізовуглецевих сплавів з покриттям неруйнівним магнітним методом вимірювання проводять не менш як в чотирьох зонах з кожної сторони з однаковим розташуванням перетворювача (рисунок) з використанням приладу КРМ-Ц (коерцитиметр цифровий напівавтоматичний). При цьому, рівень виникаючих напружень визначають по співвідношенню коерцитивної сили тонкостінного виробу з не зміцненої сторони згідно даних середніх показників поверхні з покриттям: K = Нс/Нсн, де: Нс - виміри коерцитивної сили тонкостінного виробу з не зміцненої сторони; Hсн - виміри коерцитивної сили тонкостінного виробу зі зміцненої нанопокриттям сторони. Оцінювання показників коерцитивної сили проводили на прикладі тонкостінного дискового інструменту із сталі 65Г зі зміцнюючим покриттям, що складається з TiN, нанесеного вакуумнодуговим методом з використанням ВЧ - розряду при різних значеннях коефіцієнта К. Чотири зони вимірювання на дисковому інструменті (пронумеровані точками) вказано на кресленні. Зони виробу за допомогою перетворювача намагнічують до магнітного насичення, а потім розмагнічують і по заміряному струму компенсації залишкової магнітної індукції в замкнутому ланцюзі визначають коерцитивну силу. Проводять усереднення отриманих значень з кожної сторони та оцінюють коефіцієнт K. При K=1,0-1,1 зміцнені деталі не мають суттєвих напружень та не потребують природного старіння 1 UA 108061 U 5 10 15 20 25 30 35 40 45 50 Коефіцієнт K для інструменту зі зміцнюючим покриттям TiN з надмірним напруженням при K >1,2 за рахунок різниці, отриманих значень коерцитивної сили досягає >20 %. Для зменшення напружень, що виникають з різних сторін (без - та зі зміцненням) слід використовувати природне старіння з витримкою після їх зміцнення протягом не менше ніж 25-30 діб. При цьому, отримано мінімальну різницю (до 1 %) між вимірами з різних сторін виробу, яка характеризує відсутність напружень. Крім того, для оцінки властивостей виробів із вихідного матеріалу (з урахуванням можливості наявності дефектів в структурі) проводять вимірювання коерцитивної сили перед зміцненням інструменту. Зниження показників коерцитивної сили порівнянням з вихідним станом виробу досягає 41,67 %, що свідчить про наявність великої кількості дефектів. Це призводить до більшого перегріву при зміцненні, меншого тепловідведення та непридатності такого інструменту до експлуатації. Максимальне допустиме відхилення показників коерцитивної сили (пов'язане з наявністю дефектів) для тонкостінного інструменту із вихідного матеріалу без зміцнення не повинне перевищувати 10 %. Таким чином, запропонований спосіб контролю якості дозволяє виявити рівень виникаючих напружень в тонкостінному інструменті, як в новому, так і при нанесенні покриття та оцінювати однорідність властивостей по радіусу виробу з різних сторін (без - та зі зміцненням) і здатність до використання. Це дозволяє уникнути передчасного руйнування інструменту в експлуатації в наслідок його напруженого стану. Згідно даних промислових випробувань, використання тонкостінних ножів у кондитерському виробництві при подрібненні горіхів с впровадженням методу неруйнівного контролю їх якості на різних етапах (нових, після зміцнення та експлуатації) життєвого циклу було встановлено, що найбільшу стійкість, яка дорівнює переробці 36 т горіхів (вихідні ножі переробляють до 1,8 т) відповідає K=1,0-1,1. З низькою стійкістю при показниках K 1,0-1,1 зміцнені ножі переробляють лише 1,8-9,0 т горіхів. При такому рівні коефіцієнта К відбувається не тільки руйнування ріжучої кромки, а і основної частини ножа. Запропонований спосіб можливо використовувати для тонкостінного ріжучого інструменту в переробному виробництві із різноманітних сталей, наприклад, 65Г, 20 × 13 та ін. з різними зміцнюючими покриттями (WC, MoN, CrN, TiN та інш.) ураховуючи відповідний рівень виникаючих напружень. Джерела інформації: 1. Патент RU 2118816, G01N 27/83, 10.09.1998 2. Патент RU 2035690, G01B 7/24, G01N 3/08, 20.05.1995 3. Патент UA №95287, G01N 27/82, 25.12.14. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 1. Спосіб оцінки якості виробів з залізовуглецевих сплавів неруйнівним магнітним методом згідно коерцитивної сили, який відрізняється тим, що для оцінки експлуатаційної стійкості спосіб включає намагнічення контрольованого тонкостінного виробу, зміцненого покриттям з однієї сторони, та вимірювання проводять не менш як в чотирьох зонах з кожної сторони з однаковим розташуванням магнітного перетворювача та рівень виникаючих напружень визначають по співвідношенню середніх показників: K = Нс/Нсн, де: Нс - виміри коерцитивної сили тонкостінного виробу з незміцненої сторони; Нсн - виміри коерцитивної сили тонкостінного виробу зі зміцненої покриттям сторони. 2. Спосіб за п. 1, який відрізняється тим, що при K=1,0-1,1 у виробі відсутні суттєві напруження. 3. Спосіб за п. 1, який відрізняється тим, що для зменшення напружень (K1,01,1), що виникають з різних сторін виробу (без та зі зміцненням), слід використовувати природне старіння з витримкою після їх зміцнення протягом не менше ніж 25-30 діб. 2 UA 108061 U Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: G01B 7/24, G01N 27/00, G01N 3/08
Мітки: тонкостінних, зміцнених, оцінки, спосіб, якості, виробів, покриттями
Код посилання
<a href="https://ua.patents.su/5-108061-sposib-ocinki-yakosti-tonkostinnikh-virobiv-zmicnenikh-pokrittyami.html" target="_blank" rel="follow" title="База патентів України">Спосіб оцінки якості тонкостінних виробів, зміцнених покриттями</a>
Спосіб оцінки якості виробів неруйнівним методом
Номер патенту: 95287
Опубліковано: 25.12.2014
Автори: Телятников Володимир Володимирович, Сідашенко Олександр Іванович, Марченко Олексій Юрійович, Скобло Тамара Семенівна, Тіхонов Олександр Всеволодович, Сайчук Олександр Васильович, Рибалко Іван Миколайович, Ровний Євген Валентинович
МПК: G01N 27/82
Мітки: якості, оцінки, методом, спосіб, неруйнівним, виробів
Формула / Реферат:
1. Спосіб контролю якості виробів з залізовуглецевих сплавів неруйнівним магнітним методом, який включає намагнічення контрольованого виробу і фіксацію його магнітних параметрів, та відрізняється тим, що дефекти у виливках визначають по коефіцієнту анізотропії коерцитивної сили (), та оцінюють у кожній зоні по співвідношенню:
Спосіб оцінки якості виробів при деформації
Номер патенту: 80529
Опубліковано: 10.06.2013
Автори: Олейник Олександр Куприянович, Лобанов Віктор Костянтинович, Сатановський Євген Абрамович, Безлюдько Геннадій Якович, Скобло Тамара Семенівна, Листопад Олександра Іванівна
Мітки: оцінки, виробів, якості, спосіб, деформації
Формула / Реферат:
Спосіб оцінки якості виробів при деформації на основі заліза, що включає навантаження виробу зростаючими розтягуючими напруженнями та в процесі навантаження реєстрацію зменшення коерцитивної сили і фіксацію її мінімального значення, за яким судять про величину залишкових напружень, який відрізняється тим, що для прогнозування періоду передруйнування у неферомагнітному квазігомогенному сплаві, наприклад титановому, при поступовому збільшенні...
Спосіб оцінки якості та властивостей виробів
Номер патенту: 71815
Опубліковано: 25.07.2012
Автори: Соломаха Роман Миколайович, Марченко Михайло Валентинович, Трищ Роман Михайлович, Клочко Оксана Юріївна, Марченко Олексій Юрієвич, Бурцев Сергій Олексійович, Безлюдько Геннадій Якович, Листопад Олександра Іванівна, Скобло Тамара Семенівна
МПК: G01N 3/317, G01D 21/00
Мітки: властивостей, оцінки, якості, спосіб, виробів
Формула / Реферат:
1. Спосіб оцінки якості та властивостей виробів, що включає магнітний неруйнівний метод оцінки за величиною коерцитивної сили при частковому контакті перетворювачів приладу зі зразком, який відрізняється тим, що аналіз найбільш достовірних показників по перерізу досліджуваної робочої поверхні виконують накладними перетворювачами різних розмірів, які налаштовуються за єдиним показником стандартного зразка, починаючи з мінімального значення з...
Спосіб оцінки якості виробів з сірого чавуну неруйнівним методом
Номер патенту: 100780
Опубліковано: 10.08.2015
Автори: Телятников Володимир Володимирович, Рибалко Іван Миколайович, Сідашенко Олександр Іванович, Скобло Тамара Семенівна, Маніло Вадим Леонідович, Радченко Олександр Олексійович, Сайчук Олександр Васильович
МПК: G01N 27/82, G01N 27/00
Мітки: неруйнівним, методом, сирого, оцінки, чавуну, якості, виробів, спосіб
Формула / Реферат:
1. Спосіб оцінки якості виробів з сірого чавуну неруйнівним методом, який включає зміни структурних складових (фериту та карбідів) у різних зонах та їх вплив на рівень твердості з оцінкою за коерцитивною силою, який відрізняється тим, що ступінь однорідності властивостей виливків оцінюють згідно з часткою графіту та кисневих неметалевих включень, відповідних за схильність до формування тріщиноутворення та які виявляють по зміні коерцитивної...
Пристрій для оцінки якості посадки плечових виробів
Номер патенту: 24866
Опубліковано: 06.10.1998
Автори: Кардаш Олег Васильович, Задерій Наталя Петрівна, Водзінська Оксана Іванівна, Руденко Наталя Григорівна, Ящук Вадим Романович, Кардаш Ольга Олегівна
МПК: A41H 5/00, A41H 43/00
Мітки: виробів, пристрій, плечових, оцінки, якості, посадки
Формула / Реферат:
1. Пристрій для оцінки якості посадки плечових виробів, який містить основу, опору для розміщення плечового виробу, рамку, що з'єднана з опорою і має проградуйовану вимірювальну шкалу, який відрізняється тим, що рамка змонтована на основі з можливістю повороту в вертикальній площині і додатково обладнана кронштейном шаблона, кронштейном накладки та вимірювальною планкою, жорстко закріпленими на ній та розміщеними один над одним, відповідно,...